
Abstract
The selection of appropriate cutting tool (CT) is a critical part of machining. Selecting the right tool for the right job will enable customers to achieve economic machining, saving time and cost while delivering high-quality products. Nowadays, the complexity of CT and workpiece is increasing; this changes the input and output requirements for cutting tool selection paving way to automation. There are two types of CT selection methods, manual and automated CT selection. This article focuses on automated CT selection, which has different inputs and outputs based on the algorithm/AI technique used. The potential and promising aspects of CT selection could enhance the machining in terms of productivity, time, cost, and quality aspects. A comprehensive review of automated CT selection methods has been presented in this paper. The review surveys different automated CT selection methods in terms of inputs, outputs, and artificial intelligence (AI) techniques/different algorithms since most of the researchers have not focused on this perspective. It outlines the current status of research and application, which has the potential to improve the automated CT selection methods for the benefit of the manufacturing industry.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The cutting tool (CT) industry is a multi-billion-dollar industry. The significant growth of industries such as automotive, construction, and manufacturing, development of new innovative products and infrastructure is closely tied to the overall growth of the CT industry [1, 2]. According to recent market research, it is highlighted that global CTs market will increase to 117 thousand billion USD in 2032 [3]. Modern technology has been employed to develop numerous methods that support the manufacturing sector [4]. Therefore, there is a growing need for CTs to shape and process workpieces into finished products [5]. In CT selection, workpieces either could be raw materials or semi-finished products.
The process of selecting a CT holds significant importance within the machining industry. Machining is removal of material from a workpiece to achieve a desired product [6]. CT selection creates a significant impact on quality of the product and enhances the productivity and efficiency of machining [7, 8]. CT selection is selecting the right tool for the right job to ensure that the CT is utilized to its optimum without any tool breakage before its threshold value. In the context of CT selection, right job means right machining operation such as milling, drilling, and tapping. The threshold value is known as tool life. Moreover, improved precision, speed, and efficiency in cutting operations are achieved by selecting the right CT. Nowadays, the demand for precision and efficiency in manufacturing processes is high due to the increase in automotive and aerospace industry.
CT selection is a simple process, having multiple CTs for the same job makes the selection process difficult [7,8,9]. This could be narrowed down to two or three CTs based on the inputs. Workpiece material, machining operation, and workpiece geometries are the basic inputs required for CT selection. When an effective CT is selected, optimum results are obtained which include enhanced productivity, reduced tool wear, lengthened tool life, and high-quality parts [5]. The CT selection methods could be categorized into two which are manual and automated [9,10,11].
In manual methods, engineers and/or machine operators use their experience and knowledge to select CTs based on the product, materials, and machine tools [12,13,14]. CTs are selected based on inputs and some factors like operator skills and training, safety, cost, time, and machine type as shown in Fig. 1. In most cases, one or two factors are considered at a time during the decision-making process. The safety factor plays an essential role in ensuring safety of the operator. The CT clamping and using biodegradable cutting fluids are some of the critical factors [15,16,17]. In most cases, CTs are selected from data books, catalogues, user manuals, tool manufacturer guidelines, and tool descriptions which are time-consuming. CT selection requires a lot of process planning (PP) and experience [7,8,9,10,11]. Moreover, these data are documented as physical documents encompassing experiments, trials, and empirical equations [18]. Often, there are mistakes and inconsistencies in these methods. As a result, decision-makers must consider numerous factors and objectives, which involve dealing with conflicting and uncertain criteria derived from a substantial volume of CT data simultaneously [19]. In addition to that, access to expert domains is challenging, and only a limited number of engineers are specialized and experienced in a particular CT. Therefore, there is a need to document the knowledge as an algorithm or a knowledge base [4]. Gradually automated CT selection methods were introduced to resolve this issue.

A block diagram for manual CT selection method
In automated methods, CT selection is carried out using computer-aided systems based on available CT libraries with different algorithms and artificial intelligence (AI) techniques [19]. These can be referred to as expert systems (ES) since it uses knowledge base and AI to make decisions [18, 20]. An ES consists of three elements, a database, a knowledge base, and an inference engine, constructed with different programming languages and tools [11, 20]. The main benefit of automated CT selection is knowledge transfer and using historical data to predict similar scenarios in the future. The distinguished benefits of automated CT selection methods are high-quality products, high precision, low costs, and high profitability [5]. These methods are developed to support engineers and operators to select the right tool for the right job making the process simple and easy. This not only reduces the workload but also generates the ideal CT in a fraction of a second by resolving multiple conflicting criteria/attributes. Here, the number of inputs could be increased to get more accurate results based on user requirements. In automated CT selection methods, the CTs and its machining parameters are selected based on the inputs entered by users as shown in Fig. 2. In addition to that, multiple factors such as tool life/wear, energy consumption, material removal rate (MRR), power, and surface quality are considered during the decision-making process. In this case, two or more factors are considered simultaneously in the decision making. Even though the process is automated, still human intervention is required where the users must provide the inputs for a machining process. The advantages of using ESs are as follows:
-
High quality products with high precision.
-
Low time consumption for the entire selection process since manual methods take more time.
-
Less unanticipated equipment failures by using the right tool for the right job.
-
Operated 24/7.
-
Few human errors since the ES could deal with multiple conflicting criteria in one go.
-
Reduce expert dependency due to knowledge transfer.
-
Consider high safety levels during CT selection and avoids hazards resulted due to equipment failure and tool breakage [20, 21].

A block diagram for automated CT selection method
CT selection process generally includes two main functions, CT selection and cutting parameter (CP) recommendation [22]. CPs are the ideal parameters at which the CTs must be machined for maximum productivity/efficiency. Both functions should be aligned to enhance the efficiency of machining process and to produce precise workpiece geometries with smooth surface roughness [5, 23, 24]. According to recent statistics released by Sandvik Coromant, the manufacturing industry could save 15 billion (USD) dollars by using the right tool from the beginning of the production [25, 26].
Recently, the manufacturing industry has been shifting towards Industry 4.0, embracing digital systems as a cornerstone of this evolution [27]. In the era of Industry 4.0, data and data exchange serve as the vital force driving manufacturing ecosystems. Smart manufacturing systems (SMS) utilize real-time data to improve the accuracy of decision-making. Manufacturing enterprises are transitioning into intelligent entities by leveraging the development and adoption of cloud computing, big data, the Internet of Things (IoT), cyber-physical systems (CPS), and blockchain technology [28]. Gradually, the integration of cyber-physical machine tools (CPMT) and cloud-based solutions paved the way for Machine Tool 4.0 [27].
In the earlier stages, computer-aided manufacturing (CAM) software translates computer-aided designing (CAD) geometry into machine-readable instructions (G-code) for CNC (computer numerical control) machines. NC machine tools relied on a data model outlined by ISO 6983. This approach was designed to transmit instructions sequentially to control machine tools lacking substantial intelligence. However, this standard poses significant obstacles in achieving seamless CAD/CAM integration. The ISO 14649 introduced acted as an interface for exchanging information between CAD/CAM systems and NC machine tools. ISO 14649 aligns closely with ISO 10303 (STEP), naming it as STEP-NC since it is an extended version of STEP [29]. Gradually, the integration of cyber-physical machine tools (CPMT) and cloud-based solutions paved the way for machine tool 4.0 [27].
Subsequently, machine tool cyber twin (MTCT) evolved transforming physical machine tools and machining processes into digital representations within cyberspace. CPS uses specialized methods of communication strategies for data transfer [30]. The message queue telemetry transport (MQTT) protocol, MTConnect, and open platform communications-unified architecture (OPC-UA) standards are the best among many communication protocols and connection architectures available. Sveda et al. [31] implemented a framework to oversee the milling process based on CPS. This approach facilitated the connection of a top-level view with the particular data exchange required for planning, monitoring, and controlling machining operations opening the door to digital twins in the future.
Over the years, researchers have published many papers related to CTs. Most of them focused on material machinability, surface integrity, tool wear, tool condition monitoring, sustainable machining, machining conditions, coolants, and energy efficiency [32]. This included several review and methodology papers. However, it is proclaimed that there is no detailed review on automated CT selection methods in terms of AI techniques or algorithms and analyze these based on multi-criteria decision-making (MCDM), geometric feature matching (GFM), and knowledge-based (KB) methods [33]. Duan et al. [33] utilized this classification to carry out research on selecting CTs based on machining features (MF) s only. This idea of classification is incorporated in this paper to survey other automated CT selection methods including MF. Additionally, a brief investigation is carried out on the inputs and outputs utilized for CT selection. Therefore, this paper aims to provide a collated review of automated CT selection methods. Section 2 presents the related surveys while section 3 shows the study of inputs involved in the automated CT selection method. Then section 4 describes the study of algorithms or AI techniques used in existing automated CT selection methods followed by section 5 which covers the study of outputs generated. Finally, section 6 concludes this paper along with future research works.
2 Related surveys
CT selection plays a significant role in machining. Nowadays, due to the growth of industries and complex products, customers require high quality products with smooth surfaces and precise dimensions. This leads to research and development (R&D) of new automated CT selection methods to benefit the machining process [32]. There are numerous publications on different perspectives of CTs. Some are methodology papers on different automated CT selection methods including knowledge-based (KB), rule-based, case-based, and geometric feature matching (GFM) methods. In addition to that, there are review papers on several aspects of CT selection such as machining of superalloys [32], artificial neural network (ANN) techniques in computer-aided process planning (CAPP) [34, 35], CT breakage [36], tool condition [37], knowledge-based ES [20], ANN in milling [38], eco-friendly practices [39], optimization techniques [40,41,42,43,44,45,46,47,48,49], and input parameters affecting burr [50].
After a literature review of automated CT selection methods, two interesting findings can be drawn. It is believed that there has been no review on automated CT selection methods in terms of multi-criteria decision-making (MCDM), GFM, KB methods, and lack of exploration on evolution of inputs and outputs utilized for CT selection. Thus, this acts as a repository that aims to provide a review of automated CT selection methods along analysis of inputs and outputs utilized for CT selection over the last four decades. The main contribution of this survey includes identifying when and where these automated CT selection methods could be utilized and studying how inputs and outputs of CT selection have evolved from inception till now. Even though researchers have explored several automated CT selection methods till now, still there is some grey area where some techniques have been underrated and not been applied for CT selection.
3 Cutting tool (CT) selection input parameters
Like any other method, this method also has a set number of inputs to determine a CT. As mentioned earlier, workpiece material, machining operation, and workpiece geometries are the basic inputs required. The input parameters are a significant part of CT selection methods which are mainly entered by different users [19, 51,52,53]. Even though CT selection methods are automated, both manual and automated require input to be provided by users. The fundamental input parameters of CT selection are described below:
Workpiece material: It is an important parameter in CT selection because this determines the CT material. Generally, for machining, CT material should be harder than workpiece material. The manufacturer supplies precise data on cutting force and Brinell hardness of the material to facilitate the selection of appropriate CT [53, 54]. Apart from that, the workpiece material determines the type of cutter, insert grade, and machining parameters too [53]. Different workpiece materials could be machined by different CT materials as shown in Table 1 [55].
Machining operation: The machining operation has its own unique set of tools and techniques for removing material from a workpiece to create a desired shape or surface finish. Typically, milling, drilling, and tapping are the main types of machining.
Workpiece geometry or dimensions of the feature: It is a determinant factor that leads to the choice of cutter (drilling tool) and the insert size. Length of the feature determines the diameter of CT [56].
Therefore, depending on the workpiece material and tool requirements, CTs are available in two configurations [57]. The CTs can either be monolithic tools or inserts. Monolithic tools are made from a single piece of material, typically high-speed steel (HSS), solid carbide, or cermet. These tools are also known as ground tools which are machined or ground to desired shapes and geometry for specific cutting applications. Monolithic tools are known for their rigidity, precision, and durability, making them suitable for various machining operations, including turning, milling, drilling, and boring. Monolithic tools are suitable for small batches of production as it requires regrinding or replacement once the cutting edges wear out. However, nowadays, these types of CTs are rarely used in the industry.
Inserts are CTs that are designed to be mounted onto a tool holder or cutter body. There are two types of inserts known as indexable and replaceable inserts [58] . When a tool is mechanically clamped, it is known as indexing and sometimes it could be affixed to the shank by brazing [57]. These inserts typically have multiple cutting edges, allowing for easy replacement when one edge becomes dull or worn out. Inserts are commonly made from carbide, ceramic, cermet, or cubic boron nitride (CBN) materials. The advantages of using inserts would be cost effective, versatile as same holder can be used for different inserts, and more productive as inserts only needs to be replaced and indexed and no need of regrinding or reconditioning. However, inserts may have limitations in terms of rigidity and stability compared to monolithic tools, particularly in heavy-duty machining operations. Additionally, the initial cost of tool holders and insert systems may be higher than that of monolithic tools.
Before the emergence of inserts, solid tool holders also known as shank tool bit holders had widespread popularity in terms of cutting tool holders [57]. These holders came in various designs specifically tailored for straight, right, and left-handed cutting preferences. Tool holders designed to accompany standard indexable inserts are accessible in various configurations to accommodate a range of rake and lead angles. ANSI B212.5 establishes a standardized method for identifying these standard tool holders. Tool holders are available to ease out the process of tool changing especially for inserts. In addition to that, there are bolt-on turret (BOT) holders available during CNC machining.
A CT can either be coated or uncoated. Tool coating increases the tool life by serving as a thermal barrier between the cutting edge and the workpiece, enhancing surface hardness [59]. Additionally, they improve lubrication for smoother chip flow and evacuation, thus reducing heat generation. Moreover, they help minimize built-up edge formation, leading to improved surface finish, and decrease abrasive wear. There are two methods of applying coating, namely chemical vapor deposition (CVD) and physical vapor deposition (PVD) [57].
Besides tool coating, cutting fluids can also be used as a lubricant to cool down the heat released during machining. This heat is generated due to the friction between the workpiece and the CT. Cutting fluids has the potential to enhance productivity, tool life, and quality of the finished parts/products by optimizing the machining operation [16, 60]. The effectiveness of a cutting fluid is determined by several factors. Those are CT material, operator’s safety, compatibility with the machine tool, cost, reliability, and rancidity of the cutting fluid. Additionally, manufacturers have to consider safe disposal of cutting fluids with less environmental impacts [60]. This is quite challenging due to the imposition of strict laws and environmental regulations with heavy penalties. There are many types of cutting fluids such as oil, gas, and aqueos-based cutting fluids. Bio-degradable cutting fluids are also used since it reduces environmental impact significantly, namely, vegetable oils and combination of mineral and castor oils. Dry machining, wet machining, minimum quantity lubrication (MQL), minimum quantity cooling lubrication (MMKS), and cryogenic machining are green machining techniques used as alternatives to conventional cutting fluids [61]. There are several application techniques of cutting fluids. These techniques are wet cooling, mist cooling, and high pressure cooling.
Apart from the input parameters, many other factors influence the CT selection with respect to the cutting process or cutting action [62]. Cutting edge preparation is one of them. Cutting edge preparation eliminates microscopic geometric defects on the tool surface to meet the demand for specific geometric shapes [63]. This improves tool life and surface quality. In simple terms, cutting edge preparation removes defects in cutting edges to enhance the cutting performance and tool life [64]. The defects could be chipping, burrs, and even grinding marks. The CT manufacturing industry increasingly values cutting edge preparation technology as a result of advancements in cutting technology [65]. The geometric shape of the cutting edge directly influences the force-heat characteristics of the tool [62]. According to Rodríguez [66], cutting edge preparation is the fourth important factor for determining tool performance in addition to substrate (tool) material, geometric parameters, and coating treatment.
Cutting edge preparation could be subdivided into two which are mechanical and nontraditional processing methods. Some of the mechanical processing methods are drag finishing, micro-grinding, micro blasting, brushing and magnetic polishing, abrasive jet machining, abrasive flow machining, vibration machining, shear thickening polishing, and other methods [67]. These methods are achieved by mechanical actions. Some of the nontraditional processing methods are magnetic abrasive machining, laser machining, electrochemical machining, electrical discharge machining, and electrolytic abrasive edge honing [64]. These methods are achieved by using light, electric, or magnetic energy in addition to mechanical energy to prepare the cutting edge with the melting, dissolving, or evaporating effect.
Edge characterization lays the foundation for detailing the morphology and micro geometry of the cutting edge [64]. The edge shape is categorized into three main types. These are sharp, chamfer, and round edges. The matrix material, geometry, and user requirements determine the ideal cutting edge preparation method.
3.1 The evolution of input parameters for cutting tool (CT) selection
During the inception of automated CT selection, basic input parameters utilized during manual CT selection was used (workpiece material, machining operation, workpiece geometry) [13, 68]. Eventually, the number of inputs started to increase. This increase was to the benefit of manufacturing industry and had enhanced the CT selection in many ways, especially in terms of precision, productivity, quality of products, energy efficiency, and carbon emissions. At one stage, computer-aided manufacturing (CAM) and computer-aided process planning (CAPP) were integrated where a CAM-generated file extracted the required information like workpiece geometry, datum location, and feature type of workpiece without entering any input parameters [69]. Currently, feature quality, machine tool, workpiece stability, cutting environment, and surface roughness are some of the additional input parameters utilized [13, 19]. Progressively, input parameters utilized were customized based on different factors such as cost, material removal rate (MRR), tool life, energy consumption, and carbon emissions as shown in Fig. 2. For example, other inputs like spindle speed, power, and surface roughness would allow us to select the CTs with less energy consumption and better surface quality. On average, the number of inputs used for automated CT selection was around five. As a result, none of the input parameters utilized during automated CT selection method could be underestimated since each of them has its own significance. The number of inputs could range from three to ten or even more based on different types of factors and automated CT selection methods.
4 Automated cutting tool (CT) selection
Over the years, CT selection and tool improvement have undergone a number of transitions. In 1956, artificial intelligence (AI) was invented by John McCarthy [20]. During initial stages of automation, AI is considered as a machine that could reason, solve problems, and develop itself. CAD and CAM played a critical role in CT selection. However, AI was introduced for CT selection during 1960s as expert system (ES) and knowledge base system (KBS) [20]. The gradual evolution of AI began in 1965 when Niebel extended the application of computers in decision-making to include process planning (PP) [70]. This reduced human intervention by replacing domain experts’ knowledge and skill with computers. Later, CAM and CAD were integrated using computer-aided process planning (CAPP), automating the planning process with or without partial human intervention and employing AI techniques [71]. Progressively, many researchers started to use CAPP. Such systems shortened the reaction time and optimized the process parameters to improve machine productivity which paved way to planning of activities resources and technology (PART) [69] and generative process planning (GPP) [10, 72]. The graph in Fig. 3 shows how the automated CT selection methods have been evolving throughout the years.

The evolution of automated CT selection methods from 1950 to the present
From 1970 to 1995, the introduction of relational databases, rule-based reasoning (RBR), and case-based reasoning (CBR) marked significant advancements in CAPP [68, 69]. In later stages, genetic algorithms (GA), artificial neural networks (ANN), and fuzzy logic were subsequently incorporated into CAPP [17, 70, 73]. Feature-based process planning (FBPP) was established where features were recognized using CAD file followed by distributed process planning (DPP), where planning and scheduling occurred simultaneously [70]. STEP-NC gained popularity in the manufacturing industry in the early 2000s due to the development in ISO 14649 model. By 2015, hybrid systems that combined RBR and CBR were employed for selecting CTs. Even though Kabaldin, Shatagin & Kuz’mishina [74] has used neural-network models in a digital twin, it optimized the composition and structure of a wear-resistant coating not involving CTS. A digital twin is a ditto of a real system. Digital twins enhance operational efficiency, identify potential risks, and introduce new technologies in existing production lines with a decrease in project duration and cost with heightened information security. This method will be implemented in CTS in the near future as it is still under development.
Gradually, different types of automated CT selection methods were implemented such as multi-criteria decision-making (MCDM), geometric feature matching (GFM), and knowledge-based (KB) methods, following the introduction of artificial intelligence (AI) into machining. Consequently, this review will examine different automated CT selection methods in terms of MCDM, GFM, and KB methods in the subsequent sections.
4.1 Multi-criteria decision-making (MCDM) methods
Multi-criteria decision-making (MCDM) stands out as a highly precise decision-making method that takes into account multiple criteria, that may be contradictory involving both qualitative and quantitative aspects [75, 76]. The criteria could be tool life, cost, MRR, energy consumption, or even environmental impact as shown in Fig. 4. MCDM mirrors the intricate decision-making processes observed in the human brain. It is alternatively referred to as the multi-weight criteria method (MWCM).

A block diagram for automated CT selection based on MCDM method
When it comes to MCDMs in CT selection, analytical hierarchy process (AHP) is the predominant method employed in various forms or in combination with other methods. Initially, set theory was used in automatic selection of CTs within a system dedicated to manufacturing aircraft engine parts. But set theory itself is not typically considered as a MCDM method in the same way as techniques like AHP. Set theory is the foundation of fuzzy set theory. Classical set theory serves as a mathematical framework designed for managing groups of objects and specific relationships among these entities. Jha [77] developed a fully automatic system for CT selection where human intervention is only required to input data. The job and tool characteristics were the inputs for this system. A printed document was produced, providing users with information on the type and quantity of CTs selected [77]. This method has the potential to be expanded to include other tools or for the selection of resources in manufacturing. The selection of tools is based upon the characteristics of workpiece. The intersection of set of workpieces and CTs identified minimum cost through a set of constraints generated by TOOLMADE subroutine. The linear programming software is used to solve mathematical model. The optimal number of tools is then generated as output. However, the success of such a system depends on quality of data and the ability to capture complexities of manufacturing environment.
Later on, Wang et al [22] implemented an intelligent system with a range of CTs stored in a database for CT selection and recommending operation conditions for turning. The intelligent system utilized a combination of COPRAS-G, GRA, AHP, and TOPSIS methods. This system not only selected tools but scheduled tools and workflow, managed tools, and optimized machining considering tool life and tool wear. CTs will be optimized using attributes like machining time, quality, cost, resource consumption, and environmental impact [78]. These attributes are used to generate feasible schemes for tool selection, from which the optimal scheme is determined.
MCDMs are also used in conjunction with KBSs, necessitating human involvement to ascertain the relevant values for weight [33]. Phung et al. [19] presented an automatic CT selection method to select CTs based on the characteristics of different machining features (MF)s using MCDM. This method utilized more number of inputs when compared to previous two methods where machining operations, dimensions, quality, and stability [19]. MRR, tool cost, power requirement, and flexibility are the evaluation criteria utilized for optimization [19, 79]. A list of CTs was obtained by the integrated fuzzy AHP. The CTs were arranged based on different priorities by employing pair-wise comparison matrices. The proposed ES reduces errors by automatically generating rules for CT selection through a rule-based method. It allows the users to select CTs with a few mouse clicks without any expertise and could search for CTs in a fraction of a second even in a massive database. This ES helps the planner to fabricate the selection model with suitable conditions in the company and customers to select a suggestion system. For the first time, an integrated fuzzy AHP was used to pick a CTs where the selection and evaluation criteria was integrated. However, metaheuristic optimization methods and other AI methods were not applied. Also, the cutting tool manufacturer’s recommendations were not utilized for optimizing cutting data selection.
In general, AHP and fuzzy AHP were mostly used by researchers during automated CT selection. Wang et al [22] was the only researcher who utilized a combination of MCDMs such as COPRAS-G, GRA, and TOPSIS along with AHP. MCDMs are utilized in various manufacturing applications, such as selecting cutting fluids, green manufacturing, tool fault detection, and cutting tool material selection [16, 60, 80,81,82]. Green manufacturing is an advanced manufacturing method utilized to reduce environmental impacts during a product life cycle [80]. Cutting fluid is the root cause of environmental pollution in the CT industry. In this study, Tan et al. [80] selected cutting fluids based on cost, quality, and environmental impact since green manufacturing was considered during decision-making. However, the critical analysis points out a limitation in the literature. The fact that only two researchers have applied AHP MCDM method for automated CT selection raises questions about the diversity and depth of methods explored in this specific context. It prompts consideration of whether other MCDM methods could offer valuable insights or improvements in automated CT selection. Furthermore, the concentration of research efforts on specific areas including cutting fluid selection, cutting tool material selection, and tool fault detection implies that other aspects of the manufacturing process including automated CT selection might not have received equal attention. It invites reflection on whether there are underexplored areas where MCDM could contribute meaningfully to automated CT selection within manufacturing. Therefore, the limited use of certain MCDM methods in automated CT selection suggests potential avenues for further exploration and diversification in research within the field.
4.2 Geometric feature matching (GFM) methods
In geometric feature matching (GFM) methods, CTs are matched with the corresponding geometric structures of a workpiece [33]. These methods are ideal when both workpieces and CTs have complex geometric structures. CT selection involving GFM is transformed into a feature recognition problem [83]. GFM method comprises of three steps such as feature recognition, geometrical data extraction, and matching features with available CTs [56] as shown in Fig. 5. Both Lin and Wei [84] and Zubair and Abu Mansor [85] extracted geometrical data by analyzing the sectional and volumetric properties of the 3D solid model from the volume decomposition method (VDM). Lin and Wei [84] proposed a computerized tool selection approach for automatically selecting CTs for different cutting phases such as rough, semi-rough, and fine cuts [56]. The technique begins by analyzing 3D solid model’s sectional and volumetric properties by extracting geometric data from solid models. This geometric data is utilized to select appropriate tool based on different sizes, along with empirical equations from tool handbooks. In this method, volume of material removed is calculated using a CAD model. Raw material and finished product models were used for this process and stored in a tree structure [84] which is known as a Pro/ENGINEER database. CPs are derived from real machining scenarios collected for each cutting tool. The smallest radius of curvature was considered as the critical geometrical parameter for this research [84]. Fetching model and geometrical data were equally important aspects during CT selection and delivering outputs. The clear relationship between volume and tool size was the best part of this method.

A block diagram for automated CT selection based on GFM method
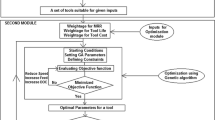
However, Zubair & Abu Mansor [85] proposed a CT selection method designed with CAPP to optimize machining parameters for roughing and finishing aspect of turning a workpiece. In this research, a series of “IF… THEN” structures selected the machining process which is also known as rule-based reasoning. The input is obtained through a CAD file not with VDM. Here the system comprised three parts including automatic feature recognition, CP optimization, and CT selection. The output is generated in the form of a process plan. The choice of insert shape is determined by the specific machining operation and various factors that reflect the performance of the machine tool [85]. Firefly algorithm (FA) was embedded with CAPP to optimize machining parameters. According to Koosha, Ghorbani, and Nikfetrat [86], “FA is a population-based optimization algorithm and mimics a firefly’s attraction to a flashing light” (p. 107). “This algorithm was proposed by Yang [87] in the year 2008 at the University of Cambridge” (Sahab, Toropov and Gandomi [88], p. 40). Here, minimizing the unit production cost (UPC) is considered as the objective function. This method was different from Lin and Wei [84]’s method since FA and RBR were used along with VDM. Even though the developed algorithm could optimize regular MFs, freeform and groove features were not considered. Furthermore, to make the CAPP complete is by adding tool path generations and tool holder selection.
Ji et al. [56] proposed an enhanced method employing machining feature (MF), focusing on automated CT selection and machining methods for changing conditions [4]. It is known as adaptive CT selection method and was implemented for the first-time using MF. The objective function considers the machinability and machining cost of a MF. A two-step process is involved which includes filtration and optimization. This feasible MF-based method was developed for SMEs since they produce more customized products than large-scale businesses. This method allows selection of right tool and best machining strategy with high-cost efficiency for given conditions. Usually, CTs were selected after selecting the machining method. A certain MF had fixed machining methods which lead to the purchase of new CTs. In this method, during optimization, the most suitable CTs were selected based on the availability and on customer requirements. Each MFs was designated to different CTs. The machining methods were selected depending on CTs arrangement. Subsequently, the cost of machining is computed for each individual MF or MF group [56]. Based on these calculations, appropriate CTs and machining methods are concurrently identified. This process chooses CTs capable of machining all the MFs in the workpiece. In addition to that, it devises an optimal machining strategy under specific conditions at a cheaper cost. There is potential to expand this method for intricate components and integrate it into function blocks within the distributed process planning (DPP) system. Maximum machining efficiency objective will also be considered along with low cost.
Zhou et al. [83] suggested a CT selection method using a deep learning technique especially for special-shaped MFs of complex products. Engineers used learned deep residual network (ResNet) and engineering drawing to select CTs which improved the intelligence of the CT selection process. During learning, special-shaped MFs are connected with ideal CTs by following steps 1.1–1.4 as shown in Fig. 6 [83]. Automatic CT selection involves four steps (2.1–2.4) with the learned ResNet as shown in Fig. 6 [83]. Initially, technicians within the enterprise represent a uniquely shaped MF through drawing views. Subsequently, the similarity of each MF was assessed within the training dataset with respect to a provided input drawing. Following this, the similar MF was generated as an output. Ultimately, the CT corresponding to the recognized feature is automatically chosen, and this selection was also suggested to operators. Here, a special-shaped MF and a CT possess a one-to-one correspondence. This method aids machine operators lacking sufficient historical experience in making informed choices regarding suitable CTs. However, this method is frequently constrained to a specific category of structural features, lacking universality and posing challenges when attempting to apply it to other structural features [33].

CT selection based on deep learning [83]
Tian et al [89] presented an integrated decision-making method for CT selection and CPs utilizing MFs. This method considers factors such as carbon emissions, time, cost, and the characteristics of the CT. The optimal CTs were selected based on c-PBOM-P. Here, each MF has a feasible set of CT which demonstrates the details of carbon emissions for all MFs of a part. The suggested method promotes low-carbon manufacturing and enhances environmental via multi-objective optimization. NSGA-II algorithm was formulated to identify the optimal combination of CPs and CTs, specifically tailored for handling numerous constraints and conflicting objectives.
Duan et al. [33] developed a novel tool selection method that recommends CTs for PP by building up a metal cutting process knowledge graph (MCPKG) along with the personalized PageRank (PPR) algorithm. “A knowledge graph (KG) is a knowledge base that represents real-world entities and relationships in the form of semantic knowledge and a graph” (Li et al. [90], p. 2). Web Ontology Language (OWL), PPR, and Neo4j are utilized for data modelling and data management. A graphical representation is shown in Fig. 7 [33] where workpiece, CT, machine tool, process, and material data in the MCPKG are interconnected. Workpiece material and structural features of a machining task were considered as important factors [33]. CTs are paired with different cutting processes. The level of correlation between tool pairs increases with greater involvement in processing identical workpieces. Triples articulated the relationships between two objects. Each set of triples denotes subject, predicate, and object, respectively. This approach relies on a graph database, utilizing triples to articulate relationships between two objects. The graph database has more sematic connections with the cutting data compared to relational databases. In the future, this method could be extended to use dynamic criteria and enhance the intelligence of CT selection by using historical metal cutting data to establish a metric for gauging the effectiveness of tool usage.

The CT selection process using PPR & MCPKG [33]
Jaider et al. [54], Zarkti et al. [53], and Zhao et al. [91] incorporated STEP-NC for feature-based automated CT selection. Jaider et al. [54] highlighted a new concept of grouping tools into small packages based on the recognized features but there were issues in identifying right size of insert and depth of cut. However, Zarkti et al. [53] implemented automated CT selection method along with instructions and sequences of operations. It transformed raw materials to desired products with high-quality surface finishes which was still under development. Later, Zhao et al. [91] proposed a feature-based low energy consumption CT selection method without human intervention using STEP-NC. It is a standard which represents machining data in a comprehensive way and acts as a medium of communication between CAD and CAM. Here, both technical and geometrical data is considered to obtain the optimal CTs. Minimum corner radius (MICR) and minimum channel width (MICW) are geometrical parameters defined, and 2.5D MFs were analyzed in the machine region. GA is employed to recommend an optimal CT and machining parameters for the specific MF by evaluating the energy consumption. Later, a tool path is generated using this information and stored in STEP-NC file.
According to research findings, nine scholars have implemented automated CT selection utilizing GFM methods. Across all seven publications, the recognition of geometric features emerged as a crucial element. Most of the techniques employed in this CT selection method were novel and introduced for the first time, including STEP-NC, FBPP, KG, VDM, deep residual network (ResNet), MCPKG, MF-based method, and C-PBOM-P. Optimization was conducted using bioinspired algorithms such as GA, NSGA-II, FA, PPR, and deep residual network (ResNet). From this analysis, it can be deduced that GFM methods prove valuable for specific scenarios involving complex, custom-made products produced in small batches. Furthermore, this approach is particularly well-suited for individuals with limited prior experience. However, its effective implementation requires access to accurate geometric data and a comprehensive tool database, with limitations associated with specific structural features.
4.3 Knowledge-based (KB) methods
Knowledge-based methods encompass repositories of information known as knowledge bases for problem-solving, employing various types of reasoning technology such as knowledge, rules, case-based reasoning, frames, and object-oriented systems as represented in Fig. 8. The concept of a KBS branched out from artificial intelligence (AI) and originated by AI society [92]. In the context of selecting CTs, researchers have incorporated knowledge, rules, and cases in individually and hybrid forms. In automated CT selection, the knowledge base relies on engineers’ expertise, cutting data obtained from manufacturers, catalogues, and other technical documents [93, 94]. Some KB methods employed during the inception of automatic CT selection is summarized in Table 2 [20]. Table 2 incorporated both rule and KBS implemented by 14 researchers with the type of KBS used and application domain.

A block diagram for automated CT selection based on KB method
Zhou and Wysk [106], Vom-Braucke [18], Wang et al. [11], and Prutica, Brabie & Chirita [107] implemented automatic CT selection method using rule-based reasoning (RBR) or rule-based system (RBS). This RBS comprises of a database, a knowledge base, user interface, and an inference engine. Zhou and Wysk [106] presented an integrated system to aid decision-making in automated CT selection, optimize machining parameter and tool replacement, and to estimate sequential parameters. A set of rules compiled with knowledge was utilized for this method. Instead of manual data entry, a database aided optimization by collecting all required data. An ES carried out the CT selection by assembling the candidate CT with feed, depth of cut, and optimum cutting speed. Additionally, probabilistic models were used to schedule a tool replacement. Amendments to the system due to development were made by amending the rules.
Vom-Braucke [18] implemented a RBS using electronic databases by consulting skilled craft people within the company. Initially, empirical machining rules and relationships in the form of entity-relationship (ER) diagram were used to relate different tables of data. He uploaded a dataset to the Internet, facilitating quicker website operations and opening the door for future database expansion without compromising processing speed, which was anticipated with FileMaker. Nonetheless, the ES, employing empirical equations, faced limitations in making predictions for various work materials, given the absence of empirical data for modern cutting tools.
Wang et al. [11] developed a modularized multi-objective cutting process ES to select CTs and define CPs or optimum cutting conditions. It was constructed with a knowledge base including rules. The rules were sectioned into many modules. This system incorporated a knowledge acquisition and explanation feature in addition to the fundamental components of an ES. A mathematical model was used to calculate the CPs by reducing time and cost. Apart from that, a problem-solving module was developed to modify the CP in two ways. Firstly, similar cutting problem cases were offered for reference, and secondly, guiding the user to come up with a solution using a systematic innovation strategy as shown in Fig. 9 [11]. Prutica, Brabie & Chirita [107] accomplished an algorithm for roughing and finishing turning for CT selection. Process plans were generated by a KB CAPP with rules and manufacturing knowledge data.

In another study, Wu et al. [12] developed an intelligent matching strategy to obtain the machining process and CT information. A hybrid forward reasoning method was considered since both rule-based and case-based reasoning (CBR) techniques were involved in classifying the process information. Workpiece materials, characteristics of the workpiece, machining methods, machining quality requirements, machine tools, and CTs are used to decide the process technology. Data mining strategy and data warehouse method were used to implement cloud manufacturing. The data warehouse was built on process, cutting, machining, experimental, simulation, knowledge, literature, and field data. These data were used to inherit some characteristics in new data through CBR and data mining strategy. Regression forecasting method and cluster analysis were used for data optimization, process optimization, and tool selection. Furthermore, data analysis was carried out by integrating GA, neural network (NN), and particle swarm optimization (PSO) using different optimization objectives. However, the collected data was not verified during the process. Furthermore, this was the only article investigating both RBR and CBR techniques, and the information was not verified with the classification method which was considered for future studies.
For the first time, Saranya et al. [13] implemented an intelligent KB selection system using AI for turning and milling. CTs and process parameters were selected and optimized by fuzzy logic, ANN, and GA. Here, an adaptive neuro-fuzzy inference system was utilized instead of inference engine. The knowledge base encompassed data on CTs and CPs from Sandvik, Kennametal, and Iscar which was used to train the inference system. The adaptive neuro-fuzzy inference system selected the tools while GA optimized the parameters. Tool cost, MRR, and tool life were considered as the objective functions. This method could be extended for CNC programming to select tool and parameters.
Ociepka and Herbuś [108] built an informatics system known as CBR for CT selection and machining parameter optimization for turning. In this method, problems are solved using the historical tasks stored in the database, and rules are replaced by cases [94]. The cases are identified by finding similarities between current and earlier task. CBR uses the four R loop to solve problems. The “R”(s) are retrieval, reuse, revision, and retainment. The CT selection is developed with spreadsheets (Ms Excel) and programmed the inference engine with visual basic for applications (VBA). It could be integrated with CAM module of SIEMENS PLM NX program. CBR is advantageous due to acquisition of experience to solve new or unknown problems using the past as shown in Fig. 9 [52]. Also, it keeps a note of bad or unsuccessful solutions to avoid making similar errors when solving new cases. Toussaint and Cheng [109] developed a web-based system using CBR method. This system is built upon ISO turning inserts and tools using Widia Valenite’s CTs catalogue. In this study, output is generated using two basic parameters which are type of turning operation and the material of workpiece. Inserts are selected with the help of two lists. One list had tools sourced from the database, and the other list is generated using CBR techniques using past cases (RETRIEVAL). The user can select the right tool based upon their preference from either list (REUSE). CBR lists only exist based on the availability of past cases. If the user selects an insert from CBR list, they would have access to previous users’ comments and feedback. The machining parameters are generated, and the inserts are validated by a further login. The user decides whether to share the selected insert as a depending on the success rate, and a new case is added to the data source. Later, the user will see the summary of selected inserts from previously selected cases, and in retain stage, they could retain the case or delete it (RETAIN). Apart from this, the user has availability to the preferred language to be chosen for navigation and a 3D simulator for testing and validation. This allows to perform a virtual machining operation.
Numerous researchers have employed KB methods to develop automated CT selection systems, employing a variety of reasoning methods when compared to MCDM and GFM methods. From this observation, it can be inferred that the majority of researchers have predominantly utilized RBS and KBS. The utilization of CBR in automated CT selection methods has been relatively limited, with only a small number of researchers incorporating this method. Based on a comprehensive review of the existing literature, it can be concluded that the prevalent choice among researchers for automated CT selection methods involves knowledge and rule-based systems, with CBR being a less commonly explored avenue. This suggests that other methods such as MCDM and GFM have not been extensively investigated for automated CT selection when compared KB methods.
5 Cutting tool (CT) selection output parameters
In automated CT selection methods, CTs and the CPs are generated as outputs. The outputs vary depending on the values entered as inputs and metrics of the objective functions utilized for tool selection [19]. In some instances, optimal machining, energy, and CT parameters are produced as outputs as summarized in Table 3 [13]. CTs, tool wear, cost, machining time, carbon emission, tool insert, tool life, cutting fluids, CT materials, speed, feed, and depth of cut [110] are the popular outputs produced.
The selection of the CT will be dynamically adjusted based on tool availability. Veeramani and Gau [112], Saranya et al. [13], and Ji et al. [56] have considered the tool availability into consideration while listing the CTs which makes different CTs to be selected for similar input. In recent times, many researchers focused on sustainability, and they introduced additional parameters when selecting CTs. The researchers who have considered sustainability targeted energy efficiency and had carbon emission, power, and embodied energy efficiency as output.
In the recent times, few researchers have included machining parameters like spindle speed, cutting fluid, as output. Table 3 shows different types of outputs generated during automated CT selection. Based on the findings, outputs could be categorized into four, namely, parameters related to cutting, machining, energy. and CTs. Generally, speed, feed, and depth of cut are the CPs which include parameters related to cutting action [113, 114]. Machining parameters are the parameters used during machining such as spindle speed, machining time, and cutting fluids used. CPs are a subset of machining parameters. Machining parameters are more comprehensive, considering all aspects of the machining process beyond just cutting action. Energy-related parameters would be generated as outputs when sustainability and energy efficiency become functional. CT parameters are the parameters related to CTs including tool grade, tool wear, and tool life, as shown in Table 3.
6 Conclusion and future work/scope
Few decades ago, most of the manufacturers and engineers used manual CT selection methods. Even though this method did not require the aid of computers, it resulted in inconsistencies in tool selection consuming a lot of time. Nowadays, most of the industries are switching to automated CT selection since the complexity of workpiece geometries is increasing, changing the input and output requirements frequently. The ongoing exploration of automated CT selection methods opens doors to new possibilities, suggesting that certain, currently overlooked techniques, may hold significant promise for advancing the field of CT selection. Therefore, a review of automated CT selection methods is carried out to highlight the advantages and disadvantages of different CT selection methods in terms of inputs, different algorithms, or AI techniques and outputs.
The fundamental inputs of CT selection are workpiece material, workpiece geometry, and machining operation. During the inception of automated CT selection methods, there were fewer parameters related to workpiece, but gradually, the number of parameters increased including parameters related to CTs and machine tools.
There are several types of automated CT selection methods such as MCDM, GFM, and KB methods. KB methods especially knowledge and rule-based are mostly used in selecting optimal tools because those methods can cater for most of the features and not restricted to structural features like GFM method. Moreover, KB methods only required a knowledge base and a set of rules for selection process. Few researchers utilized MCDM, GFM method, and CBR. CBR requires collection of stored cases to select the right tool and does not depend on predefined rules and algorithms. Some bioinspired algorithms such as NN, ANN, and FA were employed along with other AI techniques for CP optimization. Very few recent publications have considered machine learning techniques and STEP-NC methods to select CTs.
In general, CTs and CPs are the standard outcomes generated for any CT selection method. Apart from that, different CT configuration is also reported. Outputs related to energy are generated when sustainability machining is incorporated with automated CT selection. The other outputs articulated are related to machine type and cutting environment which are known as machining parameters.
The key summary and research gaps from this review article include the following:
-
Only a few researchers have utilized MCMDs for automated CT selection. AHP and fuzzy AHP were the mostly commonly used MCDMs by researchers. The diverse applications of MCDMs in other areas of the CT industry highlight a hidden reservoir of potential for there use in automated CT selection.
-
Not many researchers have considered geometric feature matching method for CT selection since these methods were utilized for highly complex products possessing special shapes. Moreover, these methods were limited to few structural features. Therefore, further exploration is required to make this applicable for most of the structural features. At the moment, this method could be utilized for improved automated CT selection methods with complicated workpiece structures and limited structural features.
-
Most of the published work focused on KB methods including knowledge and rules. Lack of research on incorporating other reasoning methods such as frame, case, object-oriented, and ontology-based methods for automated CT selection. Until now, databases and knowledge bases have been updated manually, and automated methods have not yet been implemented. Furthermore, databases and knowledge bases are limited by its inability to automatically update and evolve with advancements in technology.
-
Only a limited number of researchers have utilized CBR. The reason behind this limited usage is due to challenges involved in maintaining a comprehensive database with relevant cases. Additionally, CBR demands collection of past cases which is time consuming and resource intensive because new cases may arise due to dynamic manufacturing environments. Hence, it is suggested that a comprehensive case management system be implemented in the future to capture similar cases for the effective utilization of CBR.
-
Many researchers have studied how automated CT selection methods can incorporate sustainability considerations into the decision-making process, promoting responsible manufacturing practices and reducing environmental impacts. Some of them have reported factors such as energy consumption, power dissipated, carbon emissions, and embodied energy to reduce energy wastage. But they have only utilized empirical methods; therefore, automatic data capturing techniques could be used to identify these factors in the future.
-
Some publications have considered customer feedback to improve the CT selection made. However, there is a lack of research on how this feedback could be collected and utilized for the improvement of automated CT selection methods.
-
Around 10% of the researchers has customized their CT selection methods according to the manufacturers configuration considering the nuances of their materials, processes, and performance criteria since different industries have unique machining requirements. Hence, there is lack of knowledge on how this method enhances the CT selection. Therefore, further investigation has to be carried out in discovering the effectiveness of automated CT selection methods which were tailored to specific industries.
-
Only a few researchers have considered tool availability during the selection process for efficient CT selection. Therefore, the new automated CT selection could include this feature too to avoid selecting CTs which are not available.
-
The application of machine learning (ML) techniques remains underexplored for automated CT selection, despite its successful implementation in CP optimization. This necessitates further research into leveraging ML for automated CT selection solutions.
-
With the articulation of researchers, it is evident that most of the CT recommendation systems comprise of few or no 3D models, visual and graphical representation, etc. Hence, creating interfaces with visual and graphical representation which allows users to easily input their machining requirements, visualize recommendations, and understand the rationale behind them. Subsequently, this would reduce the time spent for CT selection and allow beginners to use the system with ease.
By addressing these research gaps, the study aims to shed light on the potential benefits of using automated CT selection methods, thereby contributing to advancements in machining efficiency, cost savings, by producing high-quality products in the manufacturing industry.
Abbreviations
- AHP:
-
Analytic hierarchy process
- AI:
-
Artificial intelligence
- ANN:
-
Artificial neural network
- CAD:
-
Computer-aided designing
- CAM:
-
Computer-aided manufacturing
- CAPP:
-
Computer-aided process planning
- CBR:
-
Case-based reasoning
- CBN:
-
Cubic boron nitride
- CNC:
-
Computer numerical control
- COPRAS-G:
-
COmplex PRoportional ASsessment of alternatives with Grey relations
- c-PBOM-P:
-
Carbon emissions integrated process bill of material for part
- CP:
-
Cutting parameter
- CPs:
-
Cutting parameters
- CPS:
-
Cyber-physical systems
- CPMT:
-
Cyber-physical machine tools
- CT:
-
Cutting tool
- CTs:
-
Cutting tools
- CT selection:
-
Cutting tool selection
- DPP:
-
Distributed process planning
- ER:
-
Entity-relationship
- ES:
-
Expert system
- EXCATS:
-
Expert computer-aided tool selection
- FA:
-
Firefly algorithm
- FBPP:
-
Feature-based CAPP
- FMS:
-
Flexible manufacturing systems
- GA:
-
Genetic algorithm
- GFM:
-
Geometric feature matching
- GPP:
-
Generative process planning
- GRA:
-
Grey relational analysis
- HSS:
-
High-speed steel
- IoT:
-
Internet of things
- KB:
-
Knowledge-based
- KBR:
-
Knowledge-based reasoning
- KBS:
-
Knowledge-based system
- KG:
-
Knowledge graph
- MCDM:
-
Multi-criteria decision-making
- MCPKG:
-
Metal cutting process knowledge graph
- MF:
-
Machining feature
- MHESA:
-
Material handling and equipment selection
- MICR:
-
Minimum corner radius
- MICW:
-
Minimum channel width
- ML:
-
Machine learning
- MQL:
-
Minimum quantity lubrication
- MQTT:
-
Message queue telemetry transport
- MMKS:
-
Minimum quantity cooling lubrication (German abbreviation used)
- MRR:
-
Material removal rate
- MTCT:
-
Machine tool cyber twin
- NN:
-
Neural network
- NSGA:
-
Non-dominated sorting algorithm
- OOP:
-
Object-oriented programming
- OPC-UA:
-
Open platform communications-unified architecture
- OWL:
-
Ontology web language
- PART:
-
Planning of activities resources and technology
- PP:
-
Process planning
- PPR:
-
Personalized pagerank
- RBR:
-
Rule-based reasoning
- RBS:
-
Rule-based system
- TOPSIS:
-
Technique for order preferences by similarity to ideal solution
- VDM:
-
Volume decomposition method
References
The Business Research Company (TBRC) (2024) Metal cutting tools market definition and segments. Metal cutting tools global market report 2024 [cited 2024 6]; Available from: https://www.thebusinessresearchcompany.com/report/metal-cutting-tools-global-market-report
Anjali D (2023, August 1) Cutting tools market emerging trends and competitive landscape by 2033. LinkedIn. [cited 2024 7]; Available from: https://www.linkedin.com/pulse/cutting-tools-market-emerging-trends-competitive-landscape-anjali-d/
Gupta S (2020) Cutting Tools Market. [cited 2023 14]; Available from: https://www.marketresearchfuture.com/reports/cutting-tools-market-4027
Arezoo B, Ridgway K, Al-Ahmari AMA (2000) Selection of cutting tools and conditions of machining operations using an expert system. Comput Ind 42(1):43–58
Aman A et al (2023) Selection of cutting tool for desired surface finish in milling Machine using Taguchi optimization methodology. Mater Today Proc 78:444–448
Sabhadiya J (2021) What is machining?—definition, process, and tool. Available from: https://www.engineeringchoice.com/what-is-machining-and-machining-tools/
Mokhtar A, Razak NH (2021) Response Surface Methodology (RSM) model to evaluate surface roughness in machining of titanium alloy (Ti6–Al–4V) using end milling process. In Recent trends in manufacturing and materials towards industry 4.0. Singapore: Springer Singapore. https://doi.org/10.1007/978-981-15-9505-9_11
Hanae Zarkti AEM (2017) Ahmed Rechia, Methodology for cutting tool selection system based on STEP_NC. Part 1: development of tool management system according to ISO13399 standard. Int. J Eng Res Appl 7(9):46–52
Wang W, Li Y, Huang L (2016) Rule and branch-and-bound algorithm based sequencing of machining features for process planning of complex parts. J Intell Manuf 29:1329–1336. https://doi.org/10.1007/s10845-015-1181-y
Oral A, Cakir MC (2004) Automated cutting tool selection and cutting tool sequence optimisation for rotational parts. Robot Comput Integr Manuf 20(2):127–141
Wang Q, Liu F, Wang X (2014) Multi-objective optimization of machining parameters considering energy consumption. Int J Adv Manuf Technol 71(5-8):1133–1142
Wu X, Feng G, Wu T (2016) Intelligent service platform of manufacturing process and tool based on data warehouse. Procedia CIRP 56:338–343
Saranya K et al (2018) Artificial intelligence based selection of optimal cutting tool and process parameters for effective turning and milling operations. J Inst Eng (India): C 99(4):381–392
Rubio L et al (2013) Model-based expert system to automatically adapt milling forces in Pareto optimal multi-objective working points. Expert Syst Appl 40(6):2312–2322
Dictionary C (2023) Factor. Cambridge University Press
Prasad K, Chakraborty S (2018) Application of the modified similarity-based method for cutting fluid selection. Decis Sci Lett 7(3):273–286
Xu X, Wang L, Newman ST (2011) Computer-aided process planning – a critical review of recent developments and future trends. Int J Comput Integr Manuf 24(1):1–31
Vom Braucke TS (2004) Establishment of a database for tool life performance. Swinburne University of Technology
Phung XL, Truong HS, Bui NT (2019) Expert system based on integrated fuzzy AHP for automatic cutting tool selection. Appl Sci 9(20):4308
Leo Kumar SP (2019) Knowledge-based expert system in manufacturing planning: state-of-the-art review. Int J Prod Res 57(15-16):4766–4790
Soori M, Arezoo B, Dastres R (2023) Machine learning and artificial intelligence in CNC machine tools, a review. Sustain Manuf Serv Econ 2:100009. https://doi.org/10.1016/j.smse.2023.100009
Wang R et al (2016) Research on intelligent tool selection system based on Optimization model. Adv Mater Manuf Technol II 693:1765–1771
Balogun VA et al (2018) Energy centric selection of machining conditions for minimum cost. Energy (Oxford) 164:655–663
Siddaligaprasad TS et al (2022) Optimization of machining conditions with D type cutting tools using Taguchi technique. Mater Today Proc 52:2087–2094
Abberley M (2005) The 15 billion dollar question! [cited 2023 9]; Available from: https://www.americanmachinist.com/archive/features/article/21892090/the-15-billion-dollar-question.
Elmagrabi NH, Shuaeib FM, Haron CHC (2007) An overview on the cutting tool factors in machinability assessment. J Achiev Mater Manuf Eng 23(2):87–90
Liu C et al (2018) A systematic development method for cyber-physical machine tools. J Manuf Syst 48:13–24
Qu YJ et al (2019) Smart manufacturing systems: state of the art and future trends. Int J Adv Manuf Technol 103(9-12):3751–3768
Um J, Suh S-H, Stroud I (2016) STEP-NC machine tool data model and its applications. Int J Comput Integr Manuf 29(10):1058–1074
Kurfess TR et al (2020) A review of modern communication technologies for digital manufacturing processes in Industry 4.0. J Manuf Sci Eng 142(11):110815. https://doi.org/10.1115/1.4048206
Sveda J et al (2022) Framework for milling process monitoring. MM Sci J 2022(3):5969–5978
Fan W et al (2020) A review on cutting tool technology in machining of Ni-based superalloys. Int J Adv Manuf Technol 110(11-12):2863–2879
Duan Y, Hou L, Leng S (2021) A novel cutting tool selection approach based on a metal cutting process knowledge graph. Int J Adv Manuf Technol 112(11-12):3201–3214
Natarajan K, Gokulachandran J (2021) Application of artificial neural network techniques in computer aided process planning—a review. Int J Process Manag Benchmarking 11(1):80–100
Deb S, Ghosh K, Paul S (2006) A neural network based methodology for machining operations selection in computer-aided process planning for rotationally symmetrical parts. J Intell Manuf 17:557–569
Xiao W et al (2022) A systematic review of artificial intelligence in the detection of cutting tool breakage in machining operations. Measurement 190(1):110748. https://doi.org/10.1016/j.measurement.2022.110748
Patange AD, Jegadeeshwaran R (2021) Review on tool condition classification in milling: a machine learning approach. Elsevier 46:1106–1115
Al-Zubaidi S, Ghani JA, Che Haron CH (2011) Application of ANN in milling process: a review. Model Simul Eng 2011:1–7
Pervaiz S et al (2020) Role of energy consumption, cutting tool and workpiece materials towards environmentally conscious machining: a comprehensive review. Proc Inst Mech Eng B J Eng Manuf 234(3):335–354
Tajne A et al (2023) A critical review on the machinability aspects of nickel and cobalt based superalloys in turning operation used for aerospace applications. Adv Mater Process Technol 1–34. https://doi.org/10.1080/2374068X.2023.2185850
Kaya E, Akyuz B (2017) Effects of cutting parameters on machinability characteristics of Ni-based superalloys: a review. Open Eng 7(1):330–342
Abdelaoui FZE, Jabri A, Barkany AE (2023) Optimization techniques for energy efficiency in machining processes—a review. Int J Adv Manuf Technol 125(7-8):2967–3001
Dureja JS et al (2016) A review of empirical modeling techniques to optimize machining parameters for hard turning applications. Proc Inst Mech Eng Pt B J Eng Manufact 230(3):389–404
Mukherjee I, Ray PK (2006) A review of optimization techniques in metal cutting processes. Comput Ind Eng 50(1):15–34
Yusup N, Zain AM, Hashim SZM (2012) Evolutionary techniques in optimizing machining parameters: review and recent applications (2007–2011). Expert Syst Appl 39(10):9909–9927
Sharma K, Mahto D, Sen SS (2013) In metal turning, effect of various parameters on cutting tool: a review. Int J Appl Innov Eng Manag 2(8):32–38
Shihab SK et al (2014) A review of turning of hard steels used in bearing and automotive applications. Prod Manuf Res Open Access J 2(1):24–49
Deepak S (2012) Applications of different optimization methods for metal cutting operation–a review. Res J Eng Sci ISSN 2278:9472
Khorasani AM, Yazdi MRS, Safizadeh MS (2012) Analysis of machining parameters effects on surface roughness: a review. Int J Comput Mater Sci Surf Eng 5(1):68–84
Singh K, Singh AK, Chattopadhyay K (2020) Effect of input parameters on burr formation during milling operation: a review. In: Proceedings of International Conference in Mechanical and Energy Technology: ICMET 2019. Springer, India
Dictionary C (2023) Parameter. [Cited 2023 8]; Available from: https://dictionary.cambridge.org/dictionary/english/parameter.
Wang C et al (2014) Modularized cutting tool selection expert system. Open Mech Eng J 8:892–898
Zarkti H, El-Mesbahi A, Rechia A (2017) Methodology for cutting tool selection system based on STEP_NC. Part 1: development of tool management system according to ISO13399 standard. J Eng Res Appl 7(9):46–52
Jaider O et al (2015) An automatic feature-based tool selection approach for turning process based on data from Sandvik Coromant. Int J Curr Eng Technol 5(5):3193–3210. https://doi.org/10.14741/Ijcet/26/9/2015
Shane (2023) Metal machining: The 5 key cutting tool materials. [cited 2023 7]; Available from: https://www.machinemfg.com/types-of-cutting-tool-materials/
Ji W et al (2018) An enriched machining feature based approach to cutting tool selection. Int J Comput Integr Manuf 31(1):1–10
Tool-Notes (2024) Lathe tools and toolholders. [cited 2024 9]; Available from: http://toolnotes.com/home/machining/lathes-101/lathe-tools-and-toolholders/#configurations
Oberg E et al (2004) Machinery's handbook: a reference book for the mechanical engineer, designer, manufacturing engineer, draftsman, toolmaker, and machinist. Cutting Tools. New York: Industrial Press Inc. Available from: https://library.uc.edu.kh/userfiles/pdf/19.Machinery%27s%20handbook.pdf
Seco (2024) Increase tool life with elite tool coatings. SECO Tools 2024 [cited 2024 4]; Available from: https://www.secotools.com/article/118457?language=en
Sofuoglu MA (2021) A new hybrid decision-making strategy of cutting fluid selection for manufacturing environment. Sādhanā 46(94). https://doi.org/10.1007/s12046-021-01618-z
Debnath S, Reddy MM, Yi QS (2014) Environmental friendly cutting fluids and cooling techniques in machining: a review. J Clean Prod 83:33–47
Pan F, Yuan H (2023) State-of-the-art and perspectives of cutting edge preparation and its effect on the cutting performance of titanium alloy. Front Mater 10. https://doi.org/10.3389/fmats.2023.1184610
Bergs T et al (2020) Preparation of symmetrical and asymmetrical cutting edges on solid cutting tools using brushing tools with filament-integrated diamond grits. Procedia CIRP 93:873–878
Zhou Y et al (2023) Edge preparation methods for cutting tools: a review. Front Mech Eng 18:1–29
Hartig J et al (2022) Cutting edge preparation with elastic bonded diamond grinding wheels: influence of the interaction of metalworking fluid and grinding wheel on the grinding wheel properties and preparation result. CIRP J Manuf Sci Technol 38:350–371
Rodríguez CJ (2009) Cutting edge preparation of precision cutting tools by applying micro-abrasive jet machining and brushing. University of Kassel, Kassel, p 205
Vozár M et al (2019) In: Katalinic B (ed) Overview of methods of cutting edge preparation, in DAAAM International scientific book 2019. DAAAM International Vienna, Austria, pp 251–264
Dobrzański LA et al (1996) The prototype of an expert system for the selection of high-speed steels for cutting tools. J Mater Process Technol 56(1):873–881
Rho HM et al (1992) An integrated cutting tool selection and operation sequencing method. CIRP Ann 41(1):517–520
Ahmad N, Haque AFMA, Hasin AA (2001) Current trend in computer aided process planning. In Proceedings of the 7th Annual Paper Meet and 2nd International Conference. The Institution of Engineers, Mechanical Engineering Division Bangladesh, p 81–92
Xu H, Li D (2009) Modeling of process parameter selection with mathematical logic for process planning. Robot Comput Integr Manuf 25(3):529–535
Rai JK et al (2011) Optimal selection of cutting parameters in multi-tool milling operations using a genetic algorithm. Int J Prod Res 49(10):3045–3068
Miodragović G et al (2014) The use of biologically-inspired algorithms for the optimization of machining parameters, in VIII International Conference “Heavy Machinery-HM 2014”. Zlatibor, Serbia, p B.13–18. https://doi.org/10.13140/2.1.2064.8322
Kabaldin YG, Shatagin DA, Kuz’mishina AM (2019) Selection of a cutting tool by means of a digital model. Russ Eng Res 39(9):761–765
Taherdoost H, Madanchian M (2023) Multi-criteria decision making (MCDM) methods and concepts. Encyclopedia 3(1):77–87
Khan SA, Chaabane A, Dweiri F (2019) A knowledge-based system for overall supply chain performance evaluation: a multi-criteria decision making approach. Supply Chain Manag 24(3):377–396. https://doi.org/10.1108/SCM-06-2017-0197
Jha NK (1997) A set-theoretic automatic selection of cutting tools in manufacturing system. J Mater Process Technol 65(1-3):99–106
Liu F et al (2005) Investigations and practices on green manufacturing in machining systems. J Cent S Univ Technol 12(2):18–24
Li A et al (2016) Optimal selection of cutting tool materials based on multi-criteria decision-making methods in machining Al-Si piston alloy. Int J Adv Manuf Technol 86:1055–1062
Tan XC, Liu DC, Li CB (2008) A decision-making framework model of cutting tool selection for green manufacturing and its application. J Adv Manuf Syst 7(2):257–260
Elangovan M et al (2011) Evaluation of expert system for condition monitoring of a single point cutting tool using principle component analysis and decision tree algorithm. Expert Syst Appl 38(4):4450–4459
Zhou DC, Dai X (2016) A granulation analysis method for cutting tool material selection using granular computing. Proc Inst Mech Eng Part C-J Mech Eng Sci 230(13):2323–2336
Zhou G et al (2019) Deep learning enabled cutting tool selection for special-shaped machining features of complex products. Adv Eng Softw 133:1–11
Lin AC, Wei CL (1997) Automated selection of cutting tools based on solid models. J Mater Process Technol 72(2):317–329
Zubair AF, Abu Mansor MS (2019) Embedding firefly algorithm in optimization of CAPP turning machining parameters for cutting tool selections. Comput Ind Eng 135:317–325
Koosha H, Ghorbani Z, Nikfetrat R (2022) A clustering-classification recommender system based on firefly algorithm. J Artif Intell Data Min 10(1):103–116
Yang X-S (2009) Firefly algorithms for multimodal optimization. Springer, Berlin Heidelberg, pp 169–178
Sahab MG, Toropov VV, Gandomi AH (2013) A review on traditional and modern structural optimization: problems and techniques. In: Hossein GA et al (eds) Elsevier insights. Elsevier Science, Amsterdam
Tian C et al (2019) An integrated decision-making approach on cutting tools and cutting parameters for machining features considering carbon emissions. Int J Comput Integr Manuf 32(7):629–641
Li J et al (2023) Tracking down financial statement fraud by analyzing the supplier-customer relationship network. Comput Ind Eng 178:109118
Zhao G et al (2022) A milling cutting tool selection method for machining features considering energy consumption in the STEP-NC framework. Int J Adv Manuf Technol 120(5-6):3963–3981
Liao S-H (2005) Expert system methodologies and applications—a decade review from 1995 to 2004. Expert Syst Appl 28(1):93–103
Niu J et al (2020) A comprehensive method for selecting cutting tool materials. Int J Adv Manuf Technol 110(1-2):229–240
Moore J (2022) Knowledge-based systems (KBS). May 2018; Available from: https://www.techtarget.com/searchcio/definition/knowledge-based-systems-KBS.
Carpenter ID, Maropoulos PG (2000) A flexible tool selection decision support system for milling operations. J Mater Process Technol 107:143–152
Mezgár I et al (2000) Knowledge-based hybrid techniques combined with simulation: application to robust manufacturing systems. In: Knowledge-Based Systems, pp 755–790
Chan FTS, Ip RWL, Lau H (2001) Integration of expert system with analytic hierarchy process for the design of material handling equipment selection system. J Mater Process Technol 116:137–145
Zhao Y, Ridgway K, Al-Ahmari AMA (2002) Integration of CAD and a cutting tool selection system. Comput Ind Eng 42:17–34
Wong SV, Hamouda AMS (2003) The development of an online knowledge-based expert system for machinability data selection. Knowl-Based Syst 16:215–229
Özbayrak M, Bell R (2003) A knowledge-based decision support system for the management of parts and tools in FMS. Decis Support Syst 35:487–515
Chtourou H, Masmoudi W, Maalej A (2005) An expert system for manufacturing systems machine selection. Expert Syst Appl 28:461–467
Alberti M et al (2011) Design of a decision support system for machine tool selection based on machine characteristics and performance tests. J Intell Manuf 22:263–277
Khan MK, Hussain I, Noor S (2011) A knowledge based methodology for planning and designing of a flexible manufacturing system(Fms). Int J Appl Manag Sci 13:91–106
Prasad K, Chakraborty S (2016) A knowledge-based system for end mill selection. Adv Produc Eng Manag 11:15–28
Faizrakhmanov RA et al (2017) Optimization of the energy consumption of a CNC machine cutting tool with hard-to-formalize restrictions. Russ Electr Eng 88(11):701–705
Zhou C, Wysk RA (1992) An integrated system for selecting optimum cutting speeds and tool replacement times. Int J Mach Tool Manu 32(5):695–707
Prutica DG, Brabie G, Chirita B (2020) Automated cutting tools selection for bearings components turning process. J Eng Stud Res 26(1):73–79
Ociepka P, Herbus K (2015) Application of CBR method for adding the process of cutting tools and parameters selection. IOP Conf Ser Mater Sci Eng 95(1):12100
Toussaint J, Cheng K (2006) Web-based CBR (case-based reasoning) as a tool with the application to tooling selection. Int J Adv Manuf Technol 29(1-2):24–34
Zinah A (2018) An integrated approach to tool life management. Cardiff University
Liu S et al (2020) State prediction and servitisation of manufacturing processing equipment resources in smart cloud manufacturing. Int J Manuf Eng 7:329
Veeramani D, Gau YS (1997) Selection of an optimal set of cutting-tools for a general triangular pocket. Int J Prod Res 35(9):2621–2638
Khandey U, Ghosh S, Krishnaswamy H (2017) Optimization of machining parameters for satisfying the multiple objectives in machining of MMCs. Mater Manuf Process 32(10):1082–1093. https://doi.org/10.1080/10426914.2017.1279312
Chowdhurya MA, Debnatha UK, Kamruzzaman M, Nuruzzaman DM, Mia MS (2019) Analysis and optimization of turned surfaces of AISI 1060 using ANOVA and regression. Tribol Ind 40(1):23–32
Acknowledgements
The authors would like to thank the enterprise Sutton Tools, namely Guy Stephens (GS), Angelo Papageorgiou (AP), and John Navarro (JN) for their invaluable assistance and collaboration throughout the research. Special thanks to Dr. Rizwan Abdul Rahman Rashid, from Swinburne University of Technology for his insightful comments and guidance during the writing process.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions. This project is funded by Sutton Tools Pvt Ltd, Thomastown Victoria, Australia; and Swinburne University of Technology, Victoria, Australia.
Author information
Authors and Affiliations
Contributions
Gowthri Navaneethan (GN) contributed to the literature review and conducted a thorough review of relevant studies and in writing the manuscript. Suresh Palanisamy (SP) contributed towards concept development and initial work supervision and provided expertise in cutting tool selection methods. Prem Prakash Jayaraman (PPJ) and Yong-Bin Kang (YBK) contributed to the writing and revision of the manuscript by providing expertise in artificial intelligence (AI) techniques. Guy Stephens (GS), Angelo Papageorgiou (AP), and John Navarro (JN) facilitated the research work by providing data and insights for this research.
Corresponding author
Ethics declarations
Ethical approval
There are no requirements for ethical approval for this paper.
Consent to participate and consent for publication
All the authors consent to participate and contributed towards this work and publication in this journal.
Competing interests
The authors declare no competing interests.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Navaneethan, G., Palanisamy, S., Jayaraman, P.P. et al. A review of automated cutting tool selection methods. Int J Adv Manuf Technol (2024). https://doi.org/10.1007/s00170-024-13823-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00170-024-13823-1