
Abstract
Restrictive operating conditions (even exceeding 700 °C) of materials in advanced ultra super critical (AUSC) power plants and the need to minimize manufacturing and maintenance costs require the production of dissimilar metal welded joints (DMW). Significant differences in the physical and chemical properties of welded materials lead to phenomena that reduce the weldability of the metals used and force the search for solutions that limit unfavorable phenomena, e.g., the use of buttering layers. The study presents a comparison of two types of joints with Alloy 617 (UNS N06617) and ferritic P92 (UNS K92460) steel made using Inconel 82 (ENiCrFe-3) and Inconel 617 (ERNiCrCoMo-1) alloys buttering layer and the corresponding chemical composition of filler metals. All areas of the joints made with the gas tungsten arc welding process were subjected to structural investigations (optical microscopy, scanning electron microscopy (SEM), and energy-dispersive X-ray spectroscopy (EDS) and mechanical tests (microhardness, room and high temperature tensile, and toughness testing). Despite the more complicated welding procedure, sound welded joints were obtained with favorable properties resulting, inter alia, from the reduced thickness of the martensite layer in HAZ of P92 steel and the limited diffusion of alloy components compared to welded joints without the buttering layer. This also resulted in a reduction of the maximum hardness (especially in the case of Inconel 82 buttering—by 15–30 HV0.5 in comparison with Inconel 617 buttering) and an increase in strength while limiting the decrease in plasticity (even 663 MPa tensile strength and 21% of elongation for Inconel 617 buttered joint). Moreover, improved high-temperature performance (approximately 70–100 MPa) of the welded joint following the application of the buttering layer was confirmed. The presented results allow for drawing general conclusions that both proposed welding procedures can be recommended for use in the working conditions occurring at AUSC.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The dissimilar metal welded joints (DMW) are widely employed in nuclear, thermal, petrochemical, aerospace, and chemical industries due to their ability to provide practical solutions for flexible product design by efficiently utilizing each material [1,2,3,4]. Their use contributes to reducing the costs of producing structures and ensures more effective use of materials in terms of their usefulness and ecological impact on the environment (reducing the dimensions and weight of the structure resulting in a reduction in the consumption of consumables and labor inputs) [5,6,7]. It also allows, among other things, for more ecological production of electricity by reducing the energy consumption of the production of device structures, extending their operation time and increasing the mean time between repairs. A DMW is a common practice for next-generation advanced ultra-supercritical (AUSC) power units designed to meet higher efficiency requirements and lower CO2 emissions [8]. The AUSC units typically employ expensive materials such as stainless steel or Ni-based superalloys for components operating at high temperatures above 650 °C, while less expensive ferritic-grade steels are preferred for components operating at lower temperatures, i.e., below 620 °C [9,10,11]. Significant cost savings can be achieved by utilizing cheaper ferritic steels instead of highly alloyed steels or Ni-based superalloys in dissimilar metal welds. Ferritic-grade steels are known for their established mechanical properties, good ductility, thermos-physical properties, and creep strength. Nonetheless, the operating temperature of these steels is limited to around 620 °C due to their poor oxidation resistance. On the other hand, Ni-based superalloys exhibit excellent corrosion resistance, high creep strength, and retain their microstructural stability even under high-temperature service conditions. According to Zhang et al. [12], the adoption of this dissimilar combination was emphasized due to its technical and economic reasons, as well as satisfactory service performance and significant savings of novel materials.
Joseph et al. [13] reported that dissimilar metal joints are prone to frequent failures, which are mainly attributed to one or more of the following reasons: (a) differences in mechanical properties and coefficients of thermal expansion between the two metals, leading to residual stresses at the interface; (b) alloying issues between the two base metals, including the formation of brittle inter-metallic phases and poor dilution; (c) migration of carbon from ferritic steel into weld; (d) oxide notches at the interface; and (e) residual stresses. It was emphasized that selecting the appropriate welding process and filler material is crucial for dissimilar metal weldments due to the significant differences in the base metals’ physical, chemical, and mechanical properties [14,15,16]. Naffakh et al. [17] conducted a study on the weldability and dissimilar joint features of Inconel 657 and 310SS welds joint using different grade fillers. The weldability test results revealed that Inconel A was the best filler out of the four filler metals examined. Jang et al. [18] conducted a study on the dissimilar joining of low alloy steel and 316 stainless steel welded by SMAW and GTAW processes using Inconel 82/182 fillers. The study examined the variation in mechanical properties within the weld metal. Hosseini et al. [19] conducted the weldability test of the Inconel 617/AISI 310. The hot cracking susceptibility in dissimilar joints of Inconel 617 and 310 stainless steel is affected by metallurgical variables and the degree of strain experienced during the final stages of solidification. The test findings revealed that Inconel 617 filler exhibits the highest resistance to solidification cracking. In another study, Hosseini et al. [20] conducted a study to compare the mechanical properties of dissimilar joints between Inconel 617 and 310 stainless steel obtained using various grades of fillers, and they found that Inconel 617 filler exhibited the best performance among all the fillers tested. In their study, Sireesha et al. [21] utilized four different consumables 316, 16–8-2, Inconel 82, and Inconel 182 to fabricate a dissimilar joint between the 316LN austenitic stainless steel and Alloy 800. They conducted a comparative analysis of the hot cracking, mechanical properties, and coefficient of thermal expansion of the joints. The results of the hot cracking test indicated that the 16–8-2 filler had the highest resistance, while the Inconel 82 and Inconel 182 fillers exhibited adequate resistance to solidification cracking. Additionally, the test results demonstrated that the Ni-based filler had better tensile properties and improved thermal stability compared to the austenitic grade filler. The martensitic layer formation at the interface of the weld and heat-affected zone (HAZ), which results in heterogeneity in the microstructure and mechanical characteristics, is another factor contributing to the premature failure of the welded joint in dissimilar welding of austenitic/ferritic steel [14]. The Ni-based filler is also preferred to fabricate the dissimilar joint because it overcomes the mismatch in the coefficient of thermal expansion and enhances the weldment integrity [22]. An improved service life of Ni-based filler joint is also obtained by Das et al. [23] for steam generator applications. Dupont [24] conducted an extensive review of the literature on the microstructure evolution and high-temperature failure of the DMW joint of ferritic and austenitic steel and reported that steep microstructural and microstructural gradients, large variations in coefficient of expansion, formation of carbides, and preferential oxidation of ferritic steel were the main causes of failure. A soft and hard zone evolution near interface, the precipitate morphology in hard zone, carbon diffusion, and mechanical properties study of soft and hard zone were also conducted for DMW joint of P91 and P22 steel [25,26,27]. Based on a literature review, it has been concluded that Ni-based fillers are the optimal choice for dissimilar metal welding (DMW). Nevertheless, the segregation of alloying elements in inter-dendritic spaces, the formation of intermetallic phases, and high residual stresses at the interface between the Ni-based filler weld and steel remain significant challenges in DMW and require further attention. The radiant beam welding process has also been employed for DMW preparation [28, 29]. The research also attempted the friction welding to prepare the dissimilar welded joint [30, 31]. Activated TIG has also been employed to fabricate the dissimilar welded joint [32]. The other major problem still faced in Ni-based filler is carbon migration and its significant impact on the creep performance and mechanical properties of the welded joint [33]. In recent years, buttering of the Ni-based filler on conventional steels (austenitic/ferritic steel) before fabrication of the dissimilar joint of the austenitic/ferritic steel and Ni-based alloys is proposed by many of the researchers [34,35,36,37]. It helps to minimize the carbon diffusion and enhances the creep and mechanical performance of the welded joint [38]. There has not been much research done on fabrication of dissimilar joint between high-temperature materials (P91 and IN617 [35], P92 and IN617 [8, 39], 304H and IN617 [33], IN617 and 12Cr steel [40]) with and without buttering combination. A through study is still not available in public domain related to the dissimilar metal welding of the Alloy 617 and P92 steel with buttering layer.
Given the promising results reported in the literature for Ni-based filler metals, recent efforts have been made to investigate dissimilar metal weldments of Alloy 617 and P92 steel using nickel-based filler (IN82 filler) material. The buttering of the P92 steel before final dissimilar welding has also been performed using IN82 filler. The GTAW process has been used for both buttering and multi-pass welding. A comprehensive study has been carried out to characterize the microstructure, examine microhardness variations and tensile strength, and analyze the fracture morphology. These investigations typically involve the use of various techniques such as X-ray diffraction (XRD), scanning electron microscopy (SEM), and energy-dispersive spectroscopy (EDS).
2 Materials and welding
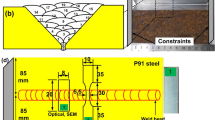
In this study, two types of base plates were used: Alloy 617 and P92 steel. Both types had a thickness of 8 mm with overall dimension 140 mm × 55 mm. The compositions of the base plates (Alloy 617 and P92 steel) are mentioned in previous published work [41]. The face (8 mm × 140 mm) of both plates were machined to provide standard groove geometry of groove angle 75° and root height of 1.5 mm. The buttering layer (BL) of filler IN82 and IN617 was deposited on the grooved face of P92 plate by using the GTAW process. Figure 1a shows the IN82 and IN617 buttered plate. The seven BLs were deposited with the average thickness of 1.2 mm of each layer. The filler metals composition is mentioned in the Table 1 [42], and the butting parameters are given in Table 2.

a Side and front view of “IN82 and IN617 buttered” P92 plate. b Schematic showing weld groove configuration for buttered P92 and Alloy 617 welded joint. c Conventional V groove configuration for machined P92 plate and Alloy 617. d Welded plate (IN82 filler, Type A; IN617 filler, Type B)
Following the completion of the buttering process, the plate underwent a 1-h heat treatment at 730 °C to relieve any residual mechanical and quenching stresses. The deposited BL is machined up to ~ 6.5-mm thickness and also provided bevel angle of 37.5° and groove height of 1.5 mm (Fig. 1b). Following that, the P92 buttered plate was welded to Alloy 617 using a GTAW process. The weld groove configuration is displayed in Fig. 1c. Two different weld joints of buttered P92 plate and Alloy 617 were produced one using IN82 (ERNiCrFe-3) filler (Type-A) and the other using an IN617 (ERNiCrCoMo-1) filler (Type-B). The welding was completed within five passes for both the fillers and the detailed parameters are mentioned in Table 3. The welding conditions are mentioned in Table 4. The welding was performed on Fronius welding power source (Magic wave 2200). The welding setup is displayed in Fig. 2a–c. The fixture was used for fixing the plates, which is shown in Fig. 2b and d. Setup used to control the inter-pass temperature is displayed in Fig. 2e. Figure 2f shows the weld bead appearance after 3rd pass. The welded joints (Type-A and Type-B) are displayed in Fig. 1d.

a–d Welding setup, fixture to hold the plates, and weld bead after root pass. e Setup to control the inter-pass temperature. f Weld bead appearance and fixing of the plate in fixture
To verify the absence of any defects in the welded joint, a visual inspection and liquid penetrant test was performed in accordance with the ASME standards. After passing the test, specimens were machined from the welded plate, using a wire-cut electric discharge machine, for the purpose of mechanical and metallurgical studies, as shown in Fig. 3. To conduct metallography studies, the specimens of dimension 45 mm × 10 mm × 8 mm (Fig. 3) were subjected to a process that involved grinding with SiC paper up to a grit size of 2000, polishing with Al2O3 powder, and etching according to ASTM E407. The P92 steel was etched using Vilella’s, while electro-etching in 10% oxalic acid solution was used for the IN82 buttering layer, IN617 weld metal, and Alloy 617 base plate. The microstructure was analyzed by means of both optical microscopes (Leica DMC4500) and scanning electron microscopes (Carls Zeiss Ultra plus and FEI Quanta 200) equipped with energy-dispersive X-ray spectroscopy (EDS). The EDS was used to examine the chemical composition of various phases and also for determining the diffusion across interface. To evaluate the mechanical properties of the welded joint, a series of tests were undertaken, encompassing room temperature tensile testing, high-temperature tensile testing, Charpy impact testing, and hardness testing. The sub-size flat tensile test specimen was prepared as per ASTM E8M standard to measure the tensile properties of the different zone of the weldments in room temperature condition. The schematic in Fig. 3 provides additional information regarding the specimen dimensions and locations. A sub-size round tensile specimen was also prepared to investigate the tensile behavior of the welded joint in high-temperature condition (Fig. 3). Tensile tests were conducted using the Shimadzu AG–X-100KN tensile machine, with testing performed both at room temperature and high temperature. The tests were carried out at a constant extension rate of 1 mm/min. The Charpy impact test was performed at room temperature according to ASTM E23 to evaluate the toughness properties of weld metal (WM) and BL. Figure 3 provides additional information on the specimen dimensions and location of the notch. Furthermore, hardness testing was conducted on AVHD-1000XY using the ASTM E92-16 standard with an indent load of 500 g and a 10-s dwell time. To generate a microhardness profile, hardness was measured in the transverse direction of weld.

Schematic showing the specimen extraction location and their dimension (1a, flat tensile with weld metal in gauge center; 1b, flat tensile with BL in gauge center; 2a, round tensile specimen for high-temperature testing with weld metal in gauge center; 2b, round tensile specimen for high-temperature testing with BL in gauge center; 3a, Charpy impact specimen with central V-notch in weld metal; 3b, Charpy impact specimen with central V-notch in BL; 4, specimen for hardness testing and metallographic characterization)
3 Results and discussion
3.1 Microstructure assessment
3.1.1 Base metals
The optical images in Fig. 4a and b depict the microstructures of the two base metals Alloy 617 and P92. P92 steel reveals a tempered martensitic structure, composed of equiaxed prior austenite grains (PAGs) with an average size of 11 ± 6 µm, along with lath blocks. In contrast, Alloy 617 alloy exhibits an austenitic microstructure characterized by annealing twins and larger austenite grains with a size of 76 ± 24 µm. Examining the scanning electron microscope (SEM) image in Fig. 4c for P92 steel, the presence of coarse precipitates, ranging from 100 to 200 nm, was confirmed along the PAG boundaries (Fig. 3c: top image). These precipitates have been identified as Cr, W, and Mo-rich M23C6 carbides [43]. Additionally, finer precipitates, size measuring less than 50 nm, are dispersed within the lath matrix and have been confirmed as V and Nb-rich MX precipitates [44]. The EDS analysis of the designated positions (1–3) further verified the presence of the coarse M23C6 carbide phase along the PAG boundaries within the P92 steel. The SEM image of Alloy 617 alloy in Fig. 4d shows a random distribution of precipitates along the austenite grain boundaries and within the austenitic matrix. These precipitates have been identified as coarse Ti(C, N), Cr and Mo-rich M23C6 along the grain boundaries, as well as Mo-rich M6C both at the boundaries and within the matrix [45,46,47]. The EDS findings (points A, B, and C) further corroborate the presence of Cr and Mo-enriched M23C6 and Mo-enriched M6C phases. Ti rich phases were also reported in the base matrix of Alloy 617, but the EDS analysis did not detect their presence.

Base metals (BMs): a, c P92 steel, c, d Alloy 617; the EDS location presented in SEM images for both the BMs
3.1.2 Macrostructure of weldments
The macrograph of both Type-A and Type-B welded joint is displayed in Fig. 5. Macrograph presents the width of the BL, width of P92 HAZ in top and root region, and interface and fusion boundary. The width of the weld metal (WM) in capping pass was 12.60 mm, and 13.50 mm for Type-A and Type-B welded joint, respectively. The BL exhibited an average width of 6.6 mm and 6.8 mm for Type-A and Type-B welded joints, respectively. Notably, the width of the P92 HAZ displayed variations from the top to the root, ranging between 1.5 and 5.4 mm for Type-A and 2.0 to 4.7 mm for Type-B welded joints, respectively. It is essential to highlight that the distortion angle remained below 2.5° for precision. Additionally, a comprehensive characterization of each zone of the weldments was conducted using optical, scanning electron microscopy (SEM), and energy-dispersive X-ray spectroscopy (EDS).

Macrograph of the welded joint
3.1.3 Characterization of interfaces
Figure 6a–c shows the interface of the BL and P92 BM. The optical image confirms the almost flat melting edge which indicate the proper mixing of the P92 BM and IN82 filler metal. However, unmixed zone in the form of island and peninsula is seen at few locations near the interface (Fig. 6a). There is a large difference in composition of the P92 BM and IN82 BL, which causes a sharp concentration gradient and high diffusion of the alloying elements expected near the interface. It is also important to highlight that epitaxial growth does not occur due to significant differences in chemical composition and crystal structure between P92 steel and IN82 BL. Type-I boundaries [48] are seen in IN82 BL near the interface which do not have any regular arrangement. These Type I boundaries are nearly perpendicular to the fusion line. Researchers have provided evidence that both Type I and Type II boundaries, characterized primarily by high-angle boundaries, are susceptible to stress corrosion cracking (SCC) [49,50,51]. The application of heat during the buttering process induces a notable alteration in the microstructure of the P92 BM. The area of P92 BM adjacent to the interface of P92 BM and BL is designated as the coarse-grained HAZ, demonstrating a substantial microstructural change in contrast to other regions of the HAZ, namely, the fine-grained HAZ and inter-critical HAZ [52]. The width of CGHAZ in buttered joint was observed to be significantly smaller than that in the non-buttered joint [41]. Nevertheless, a substantial density of soft δ ferrite patches (Fig. 6a and b) was observed in the CGHAZ near the interface in both buttered and non-buttered welded joints [41]. The microstructure of the BL near the interface is depicted in Fig. 6c. The columnar growth of austenite grains, oriented perpendicular to the interface and in the direction of heat transfer, is distinctly visible in IN82 BL (Fig. 6c). A comparable observation has been reported in a previous study as well [3, 5, 45, 46]. Solidification grain boundary (SGB) depicted in Fig. 6c represents the boundary between dendrites oriented in distinct directions. Figure 7a illustrates SEM images of the microstructure at the interface of BL and P92 BM for Type-A welded joint. A slender region of martensitic material, approximately 5.65 µm in width, was verified in close proximity to the interface. In non-buttered welded joint, the width of the martensitic layer was mainly observed more than 10 µm [46]. The formation of the martensitic layer at the BM and buttering layer interface is attributed to alterations in chemical composition, carbon migration, and rapid cooling rates [46]. The microstructure and chemical composition of the buttering layers seem to be minimally affected by the diffusion of carbon and other alloying elements. Laha et al. [53] noted that an elevated concentration of Ni and Fe at the interface improves resistance to etching agents which is verified from Fig. 6b, c.

Optical image of the different region of the Type-A welded joint. a–c Interface of the P92 steel and IN82 buttering layer (BL) and region of P92 steel and BL near interface. d–f Interface of two BL and WM. g–i Interface of IN82 WM and Alloy 617

SEM image of the interface for Type-A welded joint a IN82 BL and P92 BM, b IN82 WM and Alloy 617 BM. Interface for Type-B welded joint c IN617 BL and P92 BM, d IN617WM and Alloy 617 BM
The interface of the IN82 BL and IN82 WM is illustrated in Fig. 6d–f. Given the similarity in composition, distinguishing between both regions becomes challenging. The optical observation suggests a columnar dendritic growth at the interface, and continuous boundaries are also noticeable in the optical image. The optical images indicate that, overall, an epitaxial growth mechanism predominates at the interface due to the similar crystal structure and composition, and complete mixing of IN82 BL and IN82 WM is observed. The unmixed or partially melted zone is barely noticeable, mainly because of the similarity in chemical compositions. Despite similarities in microstructure and melting points between the Alloy 617 BM and IN82 WM, a remarkably slender dark region is observed at the interface (Fig. 6 g–i). This occurrence can be attributed to restricted elemental diffusion, influenced by variations in chemical compositions. The IN82 WM near interface primarily comprises columnar dendrites as given in Fig. 6 h, i. The Alloy 617 HAZ exhibits a reduced thickness compared to P92 steel, likely attributed to a lower heat input on the Alloy 617 side. Within the Alloy 617 HAZ, a competitive grain growth is observed in contrast to the Alloy 617 BM, possibly due to the higher peak temperature reached in this zone. Previous studies have reported grain growth and lamellar carbide formation in the Alloy 617 HAZ, negatively impacting the mechanical properties of the welded joint. Notably, an epitaxial growth has occurred at the interface between the WM and Alloy 617 BM, possibly resulting from a similar crystalline lattice in both the weld and base metal (Fig. 7b). The typical HAZ of Alloy 617 consists of twins and austenitic grains, as illustrated in the depicted Figs. 6 h, i and 7b. Compared to the Alloy 617 BM, the density of precipitates in Alloy 617 HAZ is observed to be higher. At interface, a higher density of the Ti(C, N) particle is also confirmed from the optical image. A similar observation has also been reported in previous studies [41].The additional precipitates were verified as the Mo and Cr-rich carbide phases, specifically Mo6C and M23C6 [41].
Optical image studies of the interfaces for Type-B welded joints are also conducted and illustrated in Fig. 8. Similar to IN82 BL, epitaxial growth should not occur in IN617 BL as given the distinct chemical composition and crystal structure of IN617 BL and P92 steel. Compared to IN82 BL, a higher area density of filler-deficient zones in the form of unmixed zones, peninsulas, and islands [52, 54] is observed at the interface of IN617 BL and P92 steel (Fig. 8a, b). Similar to IN82 BL, IN617 BL also generates a high density of soft δ ferrite patches in the region of P92 CGHAZ near the interface. The density is observed to be higher in correspondence with the root and top passes (Fig. 8a). Columnar growth near the interface is observed similarly to IN82 BL; however, the density of grain boundaries and element segregations appears to be higher for IN617 BL than that in IN82 BL (Fig. 8b, c). Due to the higher alloying elements in IN617 BL, higher segregations are expected at inter-dendritic grain boundaries, resulting in clearer boundaries near the interface compared to IN82 BL. The initial buttering layer had coarse grain structure as observed from the Fig. 8c. The SEM image of the interface between IN617 BL and P92 BM validates the existence of a martensitic layer near the interface, similar to that observed in IN82 BL (Fig. 7c). The interface of the IN617 BL and IN617 WM is depicted in Fig. 8d–f. Despite the similarity in chemical composition of both BL and WM, the two regions are clearly distinguishable. The density of the boundaries and precipitates are observed higher for IN617 WM than the IN82 BL (Fig. 8f). The interface of IN617 WM and Alloy 617 BM is depicted in Fig. 8 g–i. As compared to interface of IN82 WM and Alloy 617, the interface of the Alloy 617 and IN617 WM shows a narrow region of the partially melted zone (PMZ) (Fig. 8 h–i). The solidification boundary type and phase morphology at the IN617 WM and Alloy 617 interface depend significantly on the variation in chemical compositions across the interface. It is anticipated that the chemical compositions in the interface of IN617 WM and Alloy 617 BM exhibit a comparatively smoother or negligible variation than that of IN82 WM and Alloy 617, owing to the substantial similarity in the chemical compositions of IN617 filler and Alloy 617 BM. At higher magnification (Fig. 8i), the region confirms a higher density of precipitates, which are likely carbides of type Ti(C, N), Mo6C, and M23C6. The alloy 617 HAZ (Fig. 7d) also shows the higher density of the carbide precipitates near the interface as observed for type-A welded joint (Fig. 7b).

Optical image of the different region of the Type-B welded joint. a–c Interface of the P92 steel and IN617 buttering layer (BL) and region of P92 steel and BL near the interface. d–f Interface of BL and WM. g–i interface of IN617 WM and Alloy 617
The EDS line scan map, shown in Fig. 9a, provides strong evidence supporting the observation that there is minimal or negligible variation in the chemical composition across the interface of IN82 BL and IN82 WM. Similarly, the EDS line scan map depicted in Fig. 9c reinforces the observation of minimal or negligible variation in the chemical composition across the interface of IN617 BL and IN617 WM. The distinctive compositional difference of IN82 BL and IN617 BL with P92 steel gives rise to a concentration gradient across the interface, leading to the anticipation of significant element diffusion. Examining the interface through EDS analysis, as depicted in Fig. 9b, d, reveals a pronounced and rapid change in chemical composition, particularly in Ni and Fe for both the welded joints. The optical and SEM examination indicates the presence of an extremely narrow martensitic layer near the interface of BL and P92 steel. Nevertheless, the diffusion of Ni from BL to P92 steel results in a reduction of the martensite start temperature (Ms), and there is an expected minimal formation of the martensitic layer. In this context, the BL demonstrates positive implications by preventing the development of a brittle martensitic layer at the HAZ of P92 steel. Furthermore, since no solidification cracking was observed at the interface for both the buttering layer, the composition of the current BL, deposited on the P92 steel, achieves optimal joining conditions. To analyse the elemental variation across the martensitic layer, a high-magnification SEM image was utilized for an EDS line scan, as illustrated in Fig. 10a. A notable variation in elemental concentrations, including Fe, Cr, Ni, and C (Fig. 10b), within the interface region is attributed to the dilution effect caused by the interaction of P92 and IN617 BL during the buttering thermal cycle [55]. This not only resulted in the formation of a complex martensitic, beach-like microstructure but is also anticipated to have a considerable impact on the variation in mechanical properties. Chemical inhomogeneity across the interface has been reported to have a significant effect on the mechanical properties of the welded joint [55]. As one moves from the BL toward the interface, the nickel content gradually decreases, reaching its minimum near the interface, specifically for the first BL. It might be due to the highest dilution of 1st BL from the P92 BM. The reduction in Ni content increases the likelihood of martensite formation as it increases the Ms [36], posing a clear disadvantage in terms of mechanical properties.

Variation in composition near the interface a, b IN82 BL and IN82 weld metal, IN82 BL and P92 steel for Type-A welded joint. c, d IN617 BL and IN617 weld metal, IN617 BL and P92 steel for Type-B welded joint, (measured using SEM/EDS)

EDS line scanning across the interface of IN82 BL and P92 steel. a SEM image. b Elemental variation
3.1.4 Microstructure of weld metal and buttering layer
The microstructure of IN82 BL and interface of two buttering layer is displayed in Fig. 11(a-d). The dendritic microstructure displays a columnar arrangement, with discernible solidified grain boundaries (SGBs) and migrated grain boundaries (MGBs) can be observed in optical images. The microstructure exhibits recrystallized fine grains, a consequence of the heat input during multiple buttering passes. It was reported that the fine grains in IN82 buttering layer enhances their strength [56]. In Fig. 11c, d, clear evidence of element segregation along inter-dendritic areas is observed, and subsequent EDS studies confirmed these as precipitates of Ti and Nb. Complex Ti/Nb precipitates found at the grain boundaries play a pivotal role in pinning grain boundaries. Rathod et al. [57] also reported the similar observation, i.e., presence of Ti and Nb precipitates in IN82 BL. Interface of two buttering layers is also marked in Fig. 11a, b. Because of the similarity in composition, there are no significant microstructural changes apparent. However, the impact of the subsequent layer on the previously deposited layer is evident in the form of grain coarsening. Both coarse and fine columnar structures are observed in proximity to the interface of the two buttering layers. Figure 11e–h illustrate the optical microstructure of IN82 WM. The weld metal consists of about 74.25 wt.% Ni, along with Creq and Nieq values of 21.65 and 76.25, respectively (refer to Table 1) and it is entirely austenitic in nature. The presence of 2.43% Nb in IN82 filler contributes to the stabilization of austenite at elevated temperatures [20]. Moreover, the solidification mode undergoes a transition from cellular to dendritic, influenced by Nb’s strong propensity to elevate the degree of constitutional undercooling [19, 20]. The optical image was captured at various locations and at different magnifications, as illustrated in Fig. 11e–h. The SGB and MGB are clearly distinct in Fig. 11e, g. SGBs arise from the intersection of packets or groups of subgrains. Furthermore, the SGB displays a compositional component due to solute redistribution during the solidification process [21]. The optical image at higher magnification (Fig. 11i–h) distinctly reveals the dispersion of intergranular precipitates within the austenite matrix which were later confirmed to be NbC and TiC particles in a subsequent EDS study. The equilibrium distribution coefficient (k) of Nb being significantly less than 1 leads to the rejection of Nb into inter-dendritic regions during solidification [19]. This process results in the formation of NbC in the inter-dendritic regions (Fig. 11h). The precipitation of NbC serves to improve the creep strength of the welded joint at elevated temperatures. However, it concurrently elevates the susceptibility to hot cracking by raising the solidification temperature and diminishing ductility [58, 59]. The interface of two BLs and IN617 BL for Type-B welded joint is depicted in Fig. 11(i–l). The interface region has both columnar and equiaxed dendritic microstructure. The boundaries (SGBs and MGBs) are marked in Fig. 11i–l. Within the IN617 BL, columnar dendrites are oriented along the buttering direction, which is transverse to the welding direction. The microstructure of the IN617 weld metal is illustrated in Fig. 11m–p, captured at various locations and magnifications. The IN617 WM is composed of both equiaxed and columnar dendrites. Dendrites with varying orientations are observed within the weld metal, and this variation is attributed to the specific buttering and welding procedures employed. The microstructure is entirely austenitic, comprising 53.30 wt.% Ni, and possesses Creq and Nieq values of 31.65 and 55.46, respectively (refer to Table 1). The dendrite core, inter-dendritic region, boundaries, and particles dispersed in the austenitic matrix are depicted in Fig. 11o, p. Due to the higher density of precipitates along the boundaries, the IN617 weld metal exhibits a lower number of MGBs as these boundaries are pinned by these precipitates [21]. The dispersed particles are confirmed to be carbides of Mo and Cr, primarily recognized as M23C6 and Mo6C in later EDS study. The Mo-rich precipitates do not have any detrimental effects on solidification cracking resistivity as reported in previous study [21, 60].

Optical microstructure a–d buttering layer for Type-A weld, e–h Type-A WM, i–l buttering layer for Type-B weld, m–p Type-B WM
Both IN82 and IN617 WM have dendritic microstructure as displayed in Fig. 12a–d. However, as compared to IN617 WM, a higher number of the boundaries specially MGBs are found in IN82 WM. It could be due to the higher density of the alloying elements in IN617WM which stops the separation of the high angle MGBs from the SGBs. In IN82 WM, precipitates are seen at SSGBs, SGBs as well as within the matrix. Two distinct types of precipitates are noticeable in the IN82 WM (Fig. 12b). One type exhibits a spherical shape and is rich in Nb, as indicated by spectrum 2 with a Nb content of 21.9 wt.%. The other type is cubic diamond-shaped, enriched in Ti, with spectrum 1 showing a Ti content of 35.6 wt.%. That phases might be TiC and NbC and same has also been confirmed from the previous research [17]. The EDS analysis of the point situated at the boundaries, represented by spectrum 4, indicates a significant concentration of Nb and Cr. This confirms the presence of Nb-rich phases at the boundaries. Moreover, the elevated Cr content at the boundaries can occasionally result in the formation of Cr rich phases, such as M23C6. The dendrite core (spectrum 3) has major concentration of the Ni and Cr. The IN617WM shows a uniform distribution of the precipitates along the SGB and SSGBs (Fig. 12c). It is worth noting that the density and size of the precipitates are observed to be greater in the IN617WM compared to the IN82 WM. The spectrum of the particle (marked as 1) shows weight % of the Cr and Mo 26.4% and 19.6%, respectively, and these precipitates might be M23C6 and M6C [8]. The EDS study of the boundary (spectrum 3) also shows the major segregation of the Cr and Mo that leads to formation of the carbide phases. The EDS analysis of the boundary, specifically spectrum 3, demonstrates a prominent segregation of Cr and Mo, which is known to facilitate the formation of carbide phases.

a, b ERNiCr-3 WM and their EDS results (1–4) showing presence of TiC/NbC phases. c, d ENiCrCoMo-1 WM and their EDS results (1–3) showing presence of M23C6/TiC/M6C phases
The SEM image of the IN82 and IN617 BL is displayed in Fig. 13a–d, respectively. The buttering zones of IN82 and IN617exhibit an austenitic microstructure with varying nickel composition. In the IN82 buttering zone, the presence of boundaries (SGBs and SSGBs) as well as fine precipitates is confirmed, as illustrated in Fig. 13a. On the other hand, Fig. 13(b) demonstrates a random distribution of these precipitates both along the boundaries and within the matrix. The EDS analysis of the precipitates was also performed, and results are displayed in Fig. 13. Within Fig. 13b, precipitates and specific points along the SGBs have been marked for EDS analysis. The EDS data from fine precipitates, denoted as spectrum 1 and spectrum 4, offer validation that these precipitates are rich in Ti with a concentration ranging from 15.0 to 43.0 wt.% and Nb with a concentration ranging from 13.9 to 16.6 wt.%, indicating that they are phase of TiC/NbC. The EDS analysis carried out on the coarse precipitates, represented by spectrum 2, discloses a substantial weight percentage of Cr and Fe, amounting to approximately 15.9 wt.% and 7.7 wt.%, respectively. Such a high concentration of Cr and Fe has the potential to facilitate the formation of the M23C6 phase under specific conditions. The weight % of Nb at the SGBs was measured to be 2.4%, while Cr was found to be at 19.1% (spectrum 3). Interestingly, the low content of the C in content in IN82 BL, the existence of TiC/NbC carbides suggests that carbon has migrated from the P92 steel BM toward the IN82 buttering zone. This carbon diffusion not only results in the formation of TiC/NbC carbides but also has the potential to induce the development of other carbides enriched with Cr and Mo as observed in EDS spectrum 2. The BL of IN617 predominantly displays a dendritic microstructure, characterized by the presence of both columnar and equiaxed dendrites, as illustrated in Fig. 13c. The detailed view is presented in Fig. 13d. Figure 13c, d shows the emphasized regions encompassing the boundaries, dendrite core, and the precipitates situated along the boundaries and within the matrix. In contrast to the IN82 BL, the IN617 BL displays a notably higher density of precipitates. This difference may be attributed to the increased concentration of alloying elements in the IN617filler material. The SEM image illustrates the phase morphology and their segregation pattern (Fig. 13c). The specific area within the IN617BL, chosen for the EDS study, is denoted in Fig. 13d. The EDS analysis (spectrum 2, 30.6 wt.% Cr and 26.8 wt.% Mo; and spectrum 4, 17.5 wt.% Cr and 22.6 wt.% Mo) has confirmed that the precipitates in the inter-dendritic region are indeed enriched in Mo and Cr. Moreover, there is a possibility that these precipitates consist of the Cr and Mo rich phases M23C6 and M6C. These phases present in IN82 and IN617 BL contribute significantly to high-temperature strengthening [8]. The data from spectrum 3 reveals a significant enrichment of Cr, Co, and Mo along the boundaries. The presence of the Ti(C, N) phase has been previously documented in other research concerning IN617BL [42]. Zhang et al. [61] also noted the existence of Ti–rich precipitates with diameters between 2 and 3 µm in IN617 filler welds. Their EDS analysis confirmed the presence of a new phase referred to as the titaniferous phase. This phase is known to develop during welding procedures carried out at temperatures exceeding 973 K. The presence of these carbides is likely to enhance the microhardness of the IN82 and IN617BL, but it may simultaneously result in reduced impact toughness.

a, b IN82 BL and their EDS results (1–4) showing presence of TiC/NbC phases. c, d IN617BL and their EDS results (1–4) showing presence of M23C6/M6C phases
The development of (HAZ) is primarily governed by a range of critical parameters linked to the welding process. In addition to these welding parameters, the critical factors that hold the utmost importance are the thermal conductivity and thermal expansion coefficient of the material. The higher conductivity and thermal expansion coefficient of P92 steel lead to the formation of the wide region of the HAZ, as displayed in macrograph. The temperature within the HAZ undergoes variation as one moves from the fusion line toward the P92 BM. According to the temperature experienced, it can be categorized into three distinct regions: the coarse-grained HAZ (with temperatures significantly above Ac3), the fine-grained HAZ (with temperatures higher than and close to Ac3), and the inter-critical HAZ (with temperatures falling between Ac1 and Ac3) [62]. The characteristics of each HAZ region have been previously examined and discussed in prior research involving similar and dissimilar P92 welded joints that were produced without the use of a BL [41]. However, it is anticipated that the most significant microstructural changes will occur during the buttering process, particularly in the region of the CGHAZ that is in close proximity to the BL. In the case of a non-buttered welded joint, the CGHAZ was identified by its large PAGs with minimal M23C6 precipitates [42]. The CGHAZ exhibits brittle untempered martensitic microstructure with hardness in range of 400–500 HV0.5 in such welds joint. In a welded joint with buttering, the application of multiple passes and reheating during both the BL and welding processes results in the development of a complex microstructure within the CGHAZ. This microstructure exhibits distinct characteristics compared to the CGHAZ found in non-buttered welded joints. The application of a BL has been observed to exert a notable influence on each zone of HAZ, with the most significant impact being observed in the CGHAZ. The CGHAZ microstructure is displayed in Fig. 14a, b. The CGHAZ exhibited the fine PAGs along with a complex microstructure comprised of tempered and untempered martensite that evolved mainly due to multiple heating cycles of buttering and welding (Fig. 14a). The precipitates that initially dissolved during the deposition of the BL undergo further evolution due to tempering reactions, primarily induced by the multi-pass application of BLs and subsequent welding pass deposition. The Fig. 14b illustration highlights the precipitates located within the matrix and along the PAGBs. In certain regions, the presence of ferrite patches were also confirmed, but their density was lower than that in the non-buttered welded joint [42]. To sum it up, the presence of the BL has successfully eliminated a significant portion of the brittle martensitic microstructure from the CGHAZ of the P92 BM that induces the hydrogen induced cracking (HIC) in welded joint. The precipitates found along the boundaries and within the matrix of the CGHAZ in P92 have been verified as the Cr, Mo, and W-rich M23C6 phase based on the results from EDS at points 1, 2, and 3. The HAZ of Alloy 617 displayed austenitic microstructure consisted of the twins and austenite grains; however, there was a noticeable increase in grain size observed compared to Alloy 617 BM (Fig. 14c). The grain size varied between 40 and 152 µm, with an average size of 98 ± 28 µm, as determined by measurements. In contrast to Alloy 617 BM, it was observed that the density of phases in the HAZ of Alloy 617 increased due to the heat generated during the welding process (Fig. 12d). From SEM image, both coarse and fine precipitates were confirmed in Alloy 617 HAZ. The EDS (A, B, and C) study of the precipitates primarily reveals a significant concentration of Cr (47.2–58 wt.%) and Mo (14.4–17.8 wt.%), which confirms the probable existence of Cr and Mo-rich secondary phases, specifically carbides such as Mo6C and M23C6.

a, b Coarse-grained HAZ of P92 steel and EDS. c, d Alloy 617 HAZ and EDS of particles
3.2 Mechanical properties assessment
3.2.1 Microhardness
Microhardness measurements were conducted in the transverse direction of the welded joint, and the results are presented in Fig. 15a. The hardness of the WM in Type-A and Type-B welded joint were 238 ± 11 HV0.5 and 287 ± 12 HV0.5, respectively. The hardness for BL was 227 ± 10 HV0.5 and 263 ± 9 HV0.5 for Type-A and Type-B welded joint, respectively. The hardness variation in both the WM and BL is affected by factors such as heat input, heat dissipation rate, microstructure evolved, and the presence of secondary carbide phases. In the buttering process, multiple layers were deposited, and a similar multi-pass filling technique was employed during welding. Consequently, the reheating effect becomes a crucial factor in microstructure evolution, ultimately influencing the variation in hardness. The higher alloying elements present in the IN617 filler contribute to the elevated hardness observed in both the IN617 BL and WM when compared to the IN82 weld and BL. The carbide phases present in WM and BL also contribute a lot to hardness. Certainly, the carbide phases present in both the WM and BL play a significant role in determining the hardness. In BL and WM of IN82 and IN617 filler, the specific carbide phases, such as NbC, Ti(C, N), M23C6, and Mo6C, contribute to the overall hardness characteristics. These carbides contribute to strengthening the material and influencing its mechanical properties, including hardness. In the IN82 BL and WM, the primary phases identified are NbC and Ti(C, N). On the other hand, in the IN617 BL and IN617 WM, the major phases that have been confirmed are M23C6 and Mo6C. The hardness of the IN82 WM produced without buttering was measured in between 188 and 207 HV0.5 [63], indicating a significantly lower hardness compared to the current study, where the WM with buttering process was employed. Similarly, for IN617 WM obtained without buttering, the hardness of the WM was 211 ± 9 HV0.5 [64] which is significantly lower than the current study.

a Hardness plot for both Type-A and Type-B welded joint, b hardness of various zones of Type-A and Type-B weldments, and c hardness indent
In a prior study involving a welded joint without buttering, a distinct peak in the hardness plot was observed near the fusion line on the P92 side. Analysis using EDS line maps suggests that the origin of these hardness peaks is associated with carbon diffusion, alterations in chemical composition at the interface, and, ultimately, the formation of a thin martensitic layer at the interface [42]. Interestingly, the buttering layer has effectively eliminated the hardness peaks near interface (Fig. 15a) by reducing the diffusion of carbon from the base metal into the welding pool. The hardness in CGHAZ of P92 adjacent to interface was measured 445–500 HV0.5 in non-buttered welds joint [41, 42]. In the present work, the CGHAZ hardness is 267 HV0.5 and 285 HV0.5 for Type-A and Type-B welded joint which shows a significant reduction of approximately 160–178 HV0.5 as compared to hardness of the CGHAZ of non-buttered welded joint. The welding process leads to the formation of newly formed martensite in the CGHAZ of ferritic steels [65, 66], which undergoes auto-tempering as part of the multi-pass buttering procedure. That results in a significant reduction in hardness of the P92 CGHAZ in buttered welded joint and also refuses the need of the PWHT. Remarkably, the inclusion of the BL has proven to be effective in mitigating the hardness spikes by limiting carbon diffusion from the base metal toward the welding pool. It is clear that these hardness peaks could potentially have detrimental effects on the structural integrity and mechanical properties of the welded joint. The introduction of the BL, therefore, serves as a beneficial strategy in addressing and minimizing these adverse effects. The welded joints formed with BL exhibit a narrower overall width of HAZ in comparison to welded joint produced without buttering [42]. The hardness variation across the HAZ of P92 steel was also measured lower after applying the BL. This reduction could be attributed to the auto-tempering of the martensite resulting from the heat generated during the multi-pass BL and multi-pass welding processes. The hardness of the FGHAZ for Type-A and Type-B welded joint was 275 ± 7 HV0.5 and 278 ± 27 HV0.5, respectively. The hardness values for the ICHAZ were 233 HV0.5 and 218 HV0.5 for Type-A and Type-B welded joints, respectively. These values closely align with those reported in earlier studies for non-buttered welded joints [42]. The difference of peak hardness and minimum hardness is 48 HV0.5 and 84 HV0.5 for Type-A and Type-B welded joint, respectively, while for welded joint produced without buttering, the difference was 218 HV0.5 [42]. On the Alloy 617 side, the HAZ width differs from that of P92 steel. This variance can be primarily attributed to the disparities in coefficients of thermal expansion and thermal conductivity between P92 steel and Alloy 617. The hardness values for Alloy 617 HAZ were 273 ± 8 and 293 ± 8 HV0.5 for Type-A and Type-B welded joints, respectively. These values were lower than the BM hardness of 305 HV0.5, confirming the influence of welding heat on the microstructure of Alloy 617. A hardness at interface IF 3 (Alloy 617 and WM) was 263 HV0.5 and 283 HV0.5 for Type-A and Type-B welded joints, respectively, which was less than the Alloy 617 BM. Near IF 1 (BL and P92 BM), the hardness was 255 HV0.5 and 290 HV0.5 for Type-A and Type-B welded joints, respectively (Fig. 15). The hardness value of each zone and hardness indent is displayed in Fig. 15b, c.
3.2.2 Tensile properties
The macrographs in Fig. 16a depict the tensile test specimen before and after fracture, illustrating both Type-A and Type-B welded joints. To evaluate the room temperature tensile properties of the welded joint, two types of tensile specimens were machined. One had the WM in the center of the gauge, while the other had a BL at the center, as shown in Fig. 3. The specimens tested at room temperature are identified as follows:
-
Type-A_WC_RT: Tensile test specimen for the Type-A welded joint with WM in the center.
-
Type-A_BC_RT: Tensile test specimen for the Type-A welded joint with a BL in the center.
-
Type-B_WC_RT: Tensile test specimen for the Type-B welded joint with WM in the center.
-
Type-B_BC_RT: Tensile test specimen for the Type-B welded joint with a BL in the center.

Macrograph of the room temperature. a Tensile tested specimen before and after fracture for both Type-A and Type-B welded joint. b Stress–strain lot of welded joint. c Variation in tensile properties for both Type-A and Type-B welded joint
In Fig. 16b, the stress–strain plot for specimens tested at room temperature is provided. The ultimate tensile strength (Sut) and yield strength (Syt) for P92 BM_RT were measured at 760 ± 4 MPa and 518 ± 6 MPa, respectively. For Alloy 617 BM_RT, the Sut and Syt were found to be 775 ± 7 MPa and 379 ± 7 MPa [41]. The test results for Type-A_WC_RT and Type-A_BC_RT revealed failure occurring at the BL, with Sut values of 566 ± 5 MPa and 578 ± 7 MPa, respectively. The Syt was measured at 312 ± 4 MPa for Type-A_WC_RT and 267 ± 6 MPa for Type-A_BC_RT. The variation in tensile properties is displayed in Fig. 16c. The Sut and Syt of the both the tested specimens were found to be lower than those of the base materials (P92 BM_RT and Alloy 617 BM_RT). In a previous study, similar joint designs using same base plates and filler materials without buttering were tested. The test results clearly demonstrated that the failure in these test specimens occurred in the P92 BM, which had an Sut of 725 ± 5 MPa [42]. The Sut of Type-A_BC_RT was measured higher than the Type-A_WC_RT. The fact that the failure was observed in BL, rather than within the WM, confirms the suitability of this joint for high-temperature applications. The % elongation in Type-A_WC_RT and Type-A_BC_RT was 23 ± 3% and 25 ± 4%, respectively, which was less than the BMs (P92 BM_RT, 32 ± 2%; Alloy 617 BM_RT, 96 ± 4%). The macrostructure of the fractured specimen further supports the observation of minimal necking in the failure region. However, it is noteworthy that there was a significant elongation seen in the BL compared to the WM (Fig. 16a). Compared to the Type-A welded joint, the Type-B welded joint exhibited a significant increase in Sut with only a minimal sacrifice in the percentage of elongation. The Sut of Type-B_WC_RT was measured at 637 ± 8 MPa, which marked a notable 12.5% increase compared to Type-A_WC_RT. % elongation was 22 ± 3% for Type-B_WC_RT. The Sut and % elongation for Type-B_BC_RT were 663 ± 10 MPa and 21 ± 2%, respectively. Just like in the case of the Type-A welded joint, failure was also observed in the BL for the Type-B welded joint. The increase in Sut and Syt for the Type-B welded joint could be attributed to the presence of higher alloying elements such as Co, Mo, and Cr in IN617 filler. These elements contribute to solid solution strengthening in the welded joint. The % elongation in buttering zone was 70 ± 2% and 85 ± 10% for Type-A_WC_RT and Type-A_BC_RT, respectively. For Type-B_WC_RT and Type-B_BC_RT, % elongation in buttering zone was measured 54 ± 3% and 61 ± 6%, respectively. The results insured that IN82 BL has more ductility than IN167 BL.
The fractured tensile specimens were additionally characterized using SEM/EDS to investigate the failure mode. The top surface of the fractured specimen of Type-A_WC_RT and Type-A_BC_RT is displayed in Fig. 17a, c. The fracture surfaces of both Type-A_WC_RT and Type-A_BC_RT specimens show shallow dimples and cleavage areas. Additionally, a few voids are observed on the fracture surface (Fig. 17a, b). At higher magnification, as shown in Fig. 17c and d, secondary phase carbide particles can be observed alongside the dimples and cleavage areas on the fracture surface. In the EDS study (EDS point 1, 2, and 3), the particles have been confirmed to be Ti and Nb rich carbides of the type TiC/NbC. The appearance of the fracture surface of Type-B_WC_RT (Fig. 17e, f) and Type-B_BC_RT (Fig. 17g, h) seems distinct from that of Type-A_WC_RT and Type-A_BC_RT. The fracture surfaces display deep dimples and a high density of microvoids, as evident in Fig. 17e and g. A substantial density of carbide phases can be seen within the dimples and voids, as depicted in Fig. 17f and h. These phases have been confirmed as Mo and Cr rich M23C6 and Mo rich Mo6C through the EDS analysis at points 4 and 5.

SEM study of fracture surfaces along with EDS spectra. a, b Type-A_WC_RT. c, d Type-A_BC_RT. e, f Type-B_WC_RT. g, h Type-B_BC_RT
The specimens tested at high temperature are identified as follows:
-
Type-A_WC_HT1: Type-A welded joint with WM in the center tested at 650 °C.
-
Type-A_WC_HT2: Type-A welded joint with a WM in the center tested at 700 °C.
-
Type-A_BC_HT1: Type-A welded joint with a BL in the center tested at 650 °C.
-
Type-B_WC_HT1: Type-B welded joint with WM in the center tested at 650 °C.
-
Type-B_WC_HT2: Type-B welded joint with a WM in the center tested at 700 °C.
-
Type-B_BC_HT1: Type-B welded joint with a BL in the center tested at 650 °C.
The macrograph of the tested specimen and their respective stress-stain plot is displayed in Fig. 18a and b, respectively. Irrespective of the testing temperature, BL and filler composition, the specimen subjected to high-temperature testing displayed failure from P92 BM material. By experiencing failure from P92 BM itself, rather than in the WM or BL, it confirms the suitability of the welded joint for its intended application in AUSC boilers. The Sut of Type-A_WC_HT1 and Type-A_BC_HT1 was 352 MPa and 344 MPa. The similarity in Sut values may be attributed to the occurrence of failures in the same region, i.e., P92 BM. At the same testing temperature of 650 °C, it was noted that the Sut of P92 BM was 318 ± 2 MPa [67], which was lower than the Sut values of Type-A_WC_HT1 and Type-A_BC_HT1. The shielded metal arc welded (SMAW) joint between Alloy 617 and P92 steel, fabricated without any BL, using different grades of Ni-based electrodes displayed a similar failure behavior under high-temperature condition [67]. Under the testing conditions at 650 °C, the SMAW joint, which utilized an ENiCrFe-3 electrode without a BL, exhibited an Sut of 325 MPa and an % elongation of 18% [67]. In the GTAW joint between P92 and Alloy 617, formed without the use of a BL and utilizing ERNiCrFe-3 filler material, the Sut ranged from 258 to 276 MPa [63]. The test results clearly indicate that applying a BL results in a substantial increase in the Sut of the welded joint when compared to both the SMAW and GTAW joints formed without a BL [63, 67]. The variation in tensile properties under different testing conditions is illustrated in Fig. 18c. The Sut, Syt, and % elongation for Type-A_WC_HT2 were 264 MPa a, 245 MPa, and 11%, respectively. The SMAW joint formed using an ENiCrFe-3 electrode without a BL exhibited an Sut of 262 MPa under the same testing temperature [67]. For Type-B_WC_HT1 and Type-B_BC_HT1, the Sut was 366 MPa and 324 MPa, respectively. For Type-B_WC_HT1, the Sut was measured higher than the Type-A_WC_HT1 by 14 MPa. The Syt values were 325 MPa for Type-B_WC_HT1 and 310 MPa for Type-B_BC_HT1. For a comparable joint involving P92 and Alloy 617, one achieved with GTAW (ERNiCrCoMo-1 filler) and another with SMAW (ENiCrCoMo-1) without buttering, the Sut values were 263 MPa and 296 MPa, respectively [42, 67]. Therefore, the application of IN617 buttering significantly influences tensile properties, resulting in a substantial increase in tensile strength compared to similar joints fabricated without a BL. The Sut, Syt, and % elongation for Type-B_WC_HT2 were 250 MPa a, 235 MPa, and 13%, respectively (Fig. 18c). The Sut obtained was higher than the similar SMAW joint of P92 and Alloy 617 fabricated without BL (200 MPa) [67]. The findings presented in Table 5 unequivocally demonstrate the improved high-temperature performance of the welded joint following the application of the BL.

Macrograph of the high temperature tensile tested specimens a before and after fracture for both Type-A and Type-B welded joint, b stress–strain lot of welded joint, c variation in tensile properties for both Type-A and Type-B welded joint
Figure 19 displays the SEM/EDS study of the fractured high-temperature tensile tested specimen of both Type-A and Type-B welded joint. The fracture surface exhibited a ductile rupture characterized by excellent plasticity, as indicated by the presence of dimples of varying sizes and depths. The fracture surfaces for WC_HT1, BC_HT1 for both Type-A and Type-B welded joint show the high density of fine and shallow dimples along with microvoids of varying sizes (Fig. 19a–c, d–f). However, size of voids and dimples is seen higher for Type-A welded joint than the Type-B welded joint. Under higher magnification, secondary phase carbide particles become apparent, coexisting with dimples and voids on the fracture surface. Analysis with EDS (EDS 1, EDS 3, and EDS 4) verifies these particles as phases rich in Cr and W carbides, originating from the P92 base material region where the failure occurred. The WC_HT2 specimen further affirms the existence of dimples and voids, but notably, the dimples exhibit elongated characteristics (Fig. 19b and e). Further, EDS (EDS 2 and EDS 5) analysis of the particles observed on the fracture surface confirmed their identity as phases of carbides rich in Cr and W.

SEM study of the fracture surface for Type-A welded joint. a WC_HT1, b WC_HT2, c BC_HT1. For Type-B welded joint, d WC_HT1, e WC_HT2, f BC_HT1
3.2.3 Impact properties
In AUSC power plants, it is crucial to prioritize impact toughness in dissimilar welds. These welds experience exceptionally high temperatures, significantly influencing the overall integrity of the welded joint. The V-notch Charpy impact toughness tests were carried out on specimen extracted from the WM and BL for both Type-A and Type-B joint, respectively. The test specimens before and after fracture are displayed in Fig. 20. In each case, three specimens are subjected to impact toughness testing, and the resulting average impact toughness values are given in Fig. 20. Notably, the impact toughness values for the Type-A and Type-B WM were recorded at 192 ± 5 J and 118 ± 10 J, respectively. In prior investigations on GTAW joints of Alloy 617 and P92 fabricated without buttering, the impact toughness was 183 J for IN82 filler [63] and 98 ± 5 J for ERNiCrCoMo-1 filler [42]. The test results indicated a significant improvement in impact toughness resulting from the buttering procedure. However, both Type-A and Type-B welded joint meet the minimum criteria of 47 J, as specified in ISO 3580:2008 [68], and the weld also complies with the ASME standard, which requires a minimum impact toughness of about 41 J. Therefore, based on the impact test results, it can be concluded that the welded joint qualifies for AUSC boiler applications in terms of impact toughness. Additionally, the impact toughness of both Type-A and Type-B welded joint exceeds the minimum suggested value of 80 J, qualifying it for fast breeder reactor applications involving dissimilar welded joints [69]. Dak et al. [69] conducted an assessment on the effect of the IN82 BL on the impact toughness of the DWJ involving 304L and P92 steel. The impact test results revealed an impact toughness value of 202 J for the WM and 168 J for the BL. The macrograph of the fractured specimens indicated that the Type-B welded joint specimen, including both the WM and BL, experienced a fracture into two halves with minimal deformation. Yet, the specimen of the Type-A welded joint displayed significant plastic deformation, accompanied by an incomplete fracture into two halves (Fig. 20). The BL exhibited impact toughness values of 140 ± 5 J for Type-A welds and 103 ± 6 J for Type-B welds. Nevertheless, the decrease in impact toughness in both the WM and BL of Type-B welded joints, in comparison to Type-A welded joint, was attributed to the segregation of Cr, Mo, Ti, and C particles along the inter-dendritic boundaries. The formation of Cr and Mo rich phases at grain boundaries is expected to establish nucleation sites for void formation during deformation [70]. It is noteworthy that voids have discernible adverse effects on the mechanical properties of joints [71, 72]. According to reference [73], the heightened density of precipitates along the boundaries in the WM and buttering zone leads to a more concentrated distribution of micro-cracks under impact loading. This denser arrangement of micro-cracks consequently results in diminished impact toughness.

Test specimen of Impact toughness before and after fracture along with impact test results for both Type-A and Type-B welded joint
The SEM micrograph for the impact-tested specimen is depicted in Fig. 21. In the WM specimen, one can discern the presence of dimples, cleavage facets, and matrix de-cohesion (Fig. 21). Notably, the fracture appears to be primarily influenced by quasi-cleavage cracking. The Type-B WM displays a columnar structure, along with the presence of carbide phases enriched with Cr/Mo within the inter-dendritic regions. Additionally, the fracture surface reveals the existence of voids, indicating de-cohesion at the interface between intermetallic and the matrix. In the BL specimen, shallow dimples and cleavage areas are evident, accompanied by inter-metallic phases (Fig. 21). Notably, the dimple density in the buttering specimen is observed to be higher compared to the weld metal.

Impact fracture surface of WM and BL for both Type-A and Type-B welded joint
4 Conclusions
The article presents the results of comparative tests of the morphology and mechanical properties of dissimilar joints made of Inconel 617 nickel alloy and P92 steel welded by the GTAW process with a buttering layer of Inconel 82 (ENiCrFe-3) and Inconel 617 (ERNiCrCoMo-1) alloys. The technological buttering procedure is beneficial in improving the technological and operational weldability of these joints. In both cases, sound welded joints were obtained that exceeded the properties of joints made without buttering. In particular, the following conclusions can be drawn:
-
1.
P92 base material exhibits tempered martensitic structure with equiaxed prior austenite grains with an average size of 11 ± 6 µm and lath blocks. SEM and EDS studies reveal the presence of coarse precipitates identified as Cr, W, and Mo-rich M23C6 carbides, with dimensions from 100 to 200 nm and finer (less than 50 nm) V and Nb-rich MX precipitates dispersed within the lath matrix. Alloy 617 alloy is characterized by an austenitic microstructure with annealing twins and larger grains (76 ± 24 µm). At the boundaries and within the matrix the coarse Ti(C, N), Cr and Mo-rich M23C6 and Mo6C are present.
-
2.
Both welded joints are of high quality and are characterized by similar dimensions of individual zones, correct macroscopic structure (no defects) and low (below 2.5°) distortion angle.
-
3.
The structural structure of both joints is characterized by the presence of an extremely narrow martensitic layer near the interface of both BL and P92 steel. Significant difference in chemical composition of the P92 steel and IN82 buttering layer is the cause of strong diffusion of alloying elements. The interface is flat with locally unmixed areas (islands and peninsulas), and no epitaxial growth occurred. The welding thermal cycle causes major changes in the morphology of the HAZ located near the interface: substantial density of soft δ ferrite patches is present in the CGHAZ of P92 steel. However, on the side of IN82 buttering layer, a columnar growth of austenite grains perpendicular to the interface and oriented in the direction of heat transfer is noticeable. The interface of the IN82 BL and IN82 WM, due to the similarity of chemical composition, is characterized by almost unnoticeable unmixed areas and visible effects of epitaxial growth of grains. In the case of IN82 WM and IN617 interface, despite the significant similarity of chemical composition, a particularly slender dark region was formed. However, at the interface of P92 steel and IN617 buttering layer, a higher area density of filler-deficient zones in the form of unmixed zones, peninsulas, and islands is observed. Welding process also generates a high density of soft δ ferrite patches in the interface region of P92. Both IN617 buttering layer and IN617 WM regions are clearly distinguishable, with the density of the boundaries and precipitates higher than the IN82 buttering layer and minimal variation of chemical composition. The interface of IN617 WM and Alloy 617 BM shows a narrow region of the partially melted zone with a high density of precipitates, namely carbides of type Ti(C, N), Mo6C, and M23C6.
-
4.
The hardness of individual zones of both joints results from the increased content of alloying elements in IN617 filler and the effect of the complex welding thermal cycle, which affects the precipitation processes. Lower hardness values (by approximately 15–30 HV0.5) were found in the case of the IN82 alloy buttered joint, but in both cases, the acceptance conditions imposed by inspection institutions are met.
-
5.
The IN617 buttered welded joint showed a greater increase in room temperature strength than the IN82 buttered joint, while reducing ductility to a lesser extent. SEM examination of the fractures of IN617 buttered welded joint specimens showed a greater number of deep dimples and a higher density of microvoids than IN82 buttered welded joint specimens. The results of high temperature tensile tests show that both types of joints are suitable for operation in AUSC conditions, as they preferred fracture in P92 steel. Moreover, it was found that the application of buttering layer causes a significant (even 70–100 MPa) increase in tensile strength compared to similar joints fabricated without a buttering layer.
-
6.
In both cases of buttering procedures, there was a significant improvement in impact toughness of weld metal (192 ± 5 J for Type-A weld and 118 ± 10 J for Type-B weld) compared to non-buttered joints. Buttering layers also have high impact properties: 140 ± 5 J and 103 ± 6 J, respectively. The reduction in properties in the buttering layer results from the presence of precipitates. In addition, both joints meet the minimum criteria of the acceptance regulations for welded structures operated at AUSC conditions.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time due to technical or time limitations.
References
Go BS, Kim KH, Ro CS, Bang HS (2022) Influence of process parameters on formation of Al/Cu dissimilar weld using ultrasonic welding. Int J Precis Eng Manuf 23:1359–1365. https://doi.org/10.1007/s12541-022-00651-0
Wang T, Upadhyay P, Whalen S (2021) A review of technologies for welding magnesium alloys to steels. Int J Precis Eng Manuf - Green Technol 8:1027–1042. https://doi.org/10.1007/s40684-020-00247-x
Ahmed MMZ, El-Sayed Seleman MM, Fydrych D, ÇAM G (2023) Review on friction stir welding of dissimilar magnesium and aluminum alloys: scientometric analysis and strategies for achieving high-quality joints. J Magnes Alloy 11:4082–4127. https://doi.org/10.1016/j.jma.2023.09.039
Adin MŞ (2024) A parametric study on the mechanical properties of MIG and TIG welded dissimilar steel joints. J Adhes Sci Technol 38:115–138. https://doi.org/10.1080/01694243.2023.2221391
Chen T, Liu F, Pang L, Hu H, Gao P (2024) Microstructure and performance study of Al/Cu laser welding with Ag interlayer. Int J Precis Eng Manuf 25:79–89. https://doi.org/10.1007/s12541-023-00921-5
Wolski A, Świerczyńska A, Lentka G, Fydrych D (2024) Storage of high-strength steel flux-cored welding wires in urbanized areas. Int J Precis Eng Manuf - Green Technol 11:55–70. https://doi.org/10.1007/s40684-023-00527-2
Adin MŞ, Okumuş M (2022) Investigation of microstructural and mechanical properties of dissimilar metal weld between AISI 420 and AISI 1018 STEELS. Arab J Sci Eng 47:8341–8350. https://doi.org/10.1007/s13369-021-06243-w
Pavan AHV, Vikrant KSN, Ravibharath R, Singh K (2015) Development and evaluation of SUS 304H — IN 617 welds for advanced ultra supercritical boiler applications. Mater Sci Eng A 642:32–41. https://doi.org/10.1016/j.msea.2015.06.065
Kumar A, Maji K, Shrivastava A (2023) Investigations on deposition geometry and mechanical properties of wire arc additive manufactured Inconel 625. Int J Precis Eng Manuf 24:1483–1500. https://doi.org/10.1007/s12541-023-00827-2
Bhiogade DS (2023) Ultra supercritical thermal power plant material advancements: a review. J Alloy Metall Syst 3:100024. https://doi.org/10.1016/j.jalmes.2023.100024
Dak G, Guguloth K, Vidyarthy RS, Fydrych D, Pandey C (2024) Creep rupture study of dissimilar welded joints of P92 and 304L steels. Weld World. https://doi.org/10.1007/s40194-024-01757-x
Zhang Y, Li K, Cai Z, Pan J (2019) Creep rupture properties of dissimilar metal weld between Inconel 617B and modified 9%Cr martensitic steel. Mater Sci Eng A 764:138185. https://doi.org/10.1016/j.msea.2019.138185
Joseph A, Rai SK, Jayakumar T, Murugan N (2005) Evaluation of residual stresses in dissimilar weld joints. 82:700–705. https://doi.org/10.1016/j.ijpvp.2005.03.006
Mittal R, Sidhu BS (2015) Microstructures and mechanical properties of dissimilar T91/347H steel weldments. J Mater Process Technol 220:76–86. https://doi.org/10.1016/j.jmatprotec.2015.01.008
Naffakh H, Shamanian M, Ashrafizadeh F (2010) Microstructural evolutions in dissimilar welds between AISI 310 austenitic stainless steel and Inconel 657. J Mater Sci 45:2564–2573. https://doi.org/10.1007/s10853-010-4227-8
Bhanu V, Pandey C, Gupta A (2022) Dissimilar joining of the martensitic grade P91 and Incoloy 800HT alloy for AUSC boiler application: microstructure, mechanical properties and residual stresses. CIRP J Manuf Sci Technol 38:560–580. https://doi.org/10.1016/j.cirpj.2022.06.009
Naffakh H, Shamanian M, Ashrafizadeh F (2009) Dissimilar welding of AISI 310 austenitic stainless steel to nickel-based alloy Inconel 657. J Mater Process Technol 209:3628–3639. https://doi.org/10.1016/j.jmatprotec.2008.08.019
Jang C, Lee J, Sung Kim J, Eun Jin T (2008) Mechanical property variation within Inconel 82/182 dissimilar metal weld between low alloy steel and 316 stainless steel. Int J Press Vessel Pip 85:635–646. https://doi.org/10.1016/j.ijpvp.2007.08.004
Shah Hosseini H, Shamanian M, Kermanpur A (2016) Microstructural and weldability analysis of Inconel617/AISI 310 stainless steel dissimilar welds. Int J Press Vessel Pip 144:18–24. https://doi.org/10.1016/j.ijpvp.2016.05.004
Shah Hosseini H, Shamanian M, Kermanpur A (2011) Characterization of microstructures and mechanical properties of Inconel 617/310 stainless steel dissimilar welds. Mater Charact 62:425–431. https://doi.org/10.1016/j.matchar.2011.02.003
Sireesha M, Albert SK, Shankar V, Sundaresan S (2000) Comparative evaluation of welding consumables for dissimilar welds between 316LN austenitic stainless steel and Alloy 800. J Nucl Mater 279:65–76. https://doi.org/10.1016/S0022-3115(99)00275-5
Sireesha M, Shankar V, Albert SK, Sundaresan S (2000) Microstructural features of dissimilar welds between 316LN austenitic stainless steel and alloy 800. Mater Sci Eng A 292:74–82. https://doi.org/10.1016/S0921-5093(00)00969-2
Das CR, Bhaduri AK, Srinivasan G, Shankar V, Mathew S (2009) Selection of filler wire for and effect of auto tempering on the mechanical properties of dissimilar metal joint between 403 and 304L(N) stainless steels. J Mater Process Technol 209:1428–1435. https://doi.org/10.1016/j.jmatprotec.2008.03.053
DuPont JN (2012) Microstructural evolution and high temperature failure of ferritic to austenitic dissimilar welds. Int Mater Rev 57:208–234. https://doi.org/10.1179/1743280412Y.0000000006
Sudha C, Paul VT, Terrance ALE, Saroja S, Vijayalakshmi M (2006) Microstructure and microchemistry of hard zone in dissimilar weldments of Cr-Mo steels. Weld J 85:71–80
Sudha C, Terrance ALE, Albert SK, Vijayalakshmi M (2002) Systematic study of formation of soft and hard zones in the dissimilar weldments of Cr-Mo steels. J Nucl Mater 302:193–205. https://doi.org/10.1016/S0022-3115(02)00777-8
Kumar S, Sirohi S, Vidyarthy RS, Gupta A, Pandey C (2021) Role of the Ni-based filler composition on microstructure and mechanical behavior of the dissimilar welded joint of P22 and P91 steel. Int J Press Vessel Pip 193:104473. https://doi.org/10.1016/j.ijpvp.2021.104473
Kumar A, Pandey C (2022) Autogenous laser-welded dissimilar joint of ferritic/martensitic P92 steel and Inconel 617 alloy: mechanism, microstructure, and mechanical properties. Arch Civ Mech Eng 22:39. https://doi.org/10.1007/s43452-021-00365-6
Wiednig C, Lochbichler C, Enzinger N, Beal C, Sommitsch C (2014) Dissimilar electron beam welding of nickel base alloy 625 and 9% Cr steel. Procedia Eng 86:184–194. https://doi.org/10.1016/j.proeng.2014.11.027
Zhang W, Shen Y, Yan Y, Guo R, Guan W, Guo G (2018) Microstructure characterization and mechanical behavior of dissimilar friction stir welded Al/Cu couple with different joint configurations. Int J Adv Manuf Technol 94:1021–1030. https://doi.org/10.1007/s00170-017-0961-2
Sunilkumar D, Muthukumaran S, Vasudevan M, Reddy GM (2021) Microstructure and mechanical properties relationship of friction stir- and A-GTA-welded 9Cr-1Mo to 2.25Cr-1Mo steel. J Mater Eng Perform. https://doi.org/10.1007/s11665-020-05426-0
Kulkarni A, Dwivedi DK, Vasudevan M (2018) Study of mechanism, microstructure and mechanical properties of activated flux TIG welded P91 Steel-P22 steel dissimilar metal joint. Mater Sci Eng A 731:309–323. https://doi.org/10.1016/j.msea.2018.06.054
Singh P, Arora N, Sharma A (2023) Enhancing mechanical properties and creep performance of 304H and inconel 617 superalloy dissimilar welds for Advanced Ultra Super Critical power plants. Int J Press Vessel Pip 201:104882. https://doi.org/10.1016/j.ijpvp.2022.104882
Rathod DW, Pandey S, Aravindan S, Singh PK (2016) Diffusion control and metallurgical behavior of successive buttering on SA508 steel using Ni–Fe alloy and Inconel 182. Metallogr Microstruct Anal 5:450–460. https://doi.org/10.1007/s13632-016-0311-z
Singh P, Arora N (2022) Improving mechanical properties of P91 and IN617 dissimilar weld joints for advanced ultra super critical power plants by buttering technique. Mater Lett 327:133084. https://doi.org/10.1016/j.matlet.2022.133084
Dak G, Singh V, Kumar A, Sirohi S, Bhattacharyya A, Pandey C, Pandey SM (2023) Microstructure and mechanical behaviour study of the dissimilar weldment of ‘IN82 buttered’ P92 steel and AISI 304L steel for ultra super critical power plants. Mater Today Commun 37:107552. https://doi.org/10.1016/j.mtcomm.2023.107552
Surkar HS, Kumar A, Sirohi S, Pandey SM, Świerczyńska A, Fydrych D, Pandey C (2024) A dissimilar welded joint of grade 92 steel and AISI 304L steel obtained using IN82 buttering and IN617 filler: relationship of microstructure and mechanical properties. Arch Civ Mech Eng 24:109. https://doi.org/10.1007/s43452-024-00920-x
Eckel JF (1964) Diffusion across dissimilar metal joints. Weld J 43:170–178. https://doi.org/10.1016/j.ijpvp.2005.03.006
Lee JH, Hwang JH, Park YS, Kim TM, Bae DH, Seo WB, Han JW (2016) Assessing mechanical properties of the dissimilar metal welding between P92 steels and alloy 617 at high temperature. J Mech Sci Technol 30:4453–4457. https://doi.org/10.1007/s12206-016-0911-1
Ahmad HW, Chaudry UM, Tariq MR, shoukat AA, Bae DH (2020) Assessment of fatigue and electrochemical corrosion characteristics of dissimilar materials weld between alloy 617 and 12 Cr steel. J Manuf Process 53:275–282. https://doi.org/10.1016/j.jmapro.2020.02.038
Kumar A, Pandey C (2023) Structural integrity assessment of Inconel 617/P92 steel dissimilar welds for different groove geometry. Sci Rep 13:8061. https://doi.org/10.1038/s41598-023-35136-1
Kumar A, Pandey C (2022) Development and evaluation of dissimilar gas tungsten arc-welded joint of P92 Steel/Inconel 617 alloy for advanced ultra-supercritical boiler applications. Metall Mater Trans A 53:3245–3273. https://doi.org/10.1007/s11661-022-06723-0
Pandey C, Giri A, Mahapatra MM (2016) Evolution of phases in P91 steel in various heat treatment conditions and their effect on microstructure stability and mechanical properties. Mater Sci Eng A 664:58–74. https://doi.org/10.1016/j.msea.2016.03.132
Yan W, Wang W, Shan YY, Yang K (2013) Microstructural stability of 9–12%Cr ferrite/martensite heat-resistant steels, Front. Mater Sci 7:1–27. https://doi.org/10.1007/s11706-013-0189-5
Tytko D, Choi PP, Klöwer J, Kostka A, Inden G, Raabe D (2012) Microstructural evolution of a Ni-based superalloy (617B) at 700 °c studied by electron microscopy and atom probe tomography. Acta Mater 60:1731–1740. https://doi.org/10.1016/j.actamat.2011.11.020
Ren W, Lu F, Yang R, Liu X, Li Z (2015) Liquation cracking in fiber laser welded joints of inconel 617. J Mater Process Technol 226:214–220. https://doi.org/10.1016/j.jmatprotec.2015.07.004
Totemeier TC, Tian H, Clark DE, Simpson JA (2005) Microstructure and strength characteristics of alloy 617 welds. United States: N. p., Web. https://doi.org/10.2172/911266
Saffari H, Shamanian M, Bahrami A, Szpunar JA (2020) Effects of ERNiCr-3 butter layer on the microstructure and mechanical properties of API 5L X65/AISI304 dissimilar joint. J Manuf Process 50:305–318. https://doi.org/10.1016/j.jmapro.2019.12.028
Hou J, Peng Q, Takeda Y, Kuniya J, Shoji T (2010) Microstructure and stress corrosion cracking of the fusion boundary region in an alloy 182–A533B low alloy steel dissimilar weld joint. Corros Sci 52:3949–3954. https://doi.org/10.1016/j.corsci.2010.08.002
Ming H, Zhu R, Zhang Z, Wang J, Han EH, Ke W, Su M (2016) Microstructure, local mechanical properties and stress corrosion cracking susceptibility of an SA508-52M-316LN safe-end dissimilar metal weld joint by GTAW. Mater Sci Eng A 669:279–290. https://doi.org/10.1016/j.msea.2016.05.101
Panneer Selvi S, Prasad Reddy GV (2023) Microstructure and tensile properties of dissimilar weld joint between alloy 800 and buttered grade 91. Metall Mater Trans A Phys Metall Mater Sci 54:939–951. https://doi.org/10.1007/s11661-022-06941-6
Dak G, Pandey C (2020) A critical review on dissimilar welds joint between martensitic and austenitic steel for power plant application. J Manuf Process 58:377–406. https://doi.org/10.1016/j.jmapro.2020.08.019
Laha K, Chandravathi KS, Parameswaran P, Goyal S, Mathew MD (2012) A comparison of creep rupture strength of ferritic/austenitic dissimilar weld joints of different grades of Cr-Mo ferritic steels. Metall Mater Trans A 43:1174–1186. https://doi.org/10.1007/s11661-011-0957-8
Jula M, Dehmolaei R, Alavi Zaree SR (2018) The comparative evaluation of AISI 316/A387-Gr.91 steels dissimilar weld metal produced by CCGTAW and PCGTAW processes. J. Manuf. Process. 36:272–280. https://doi.org/10.1016/j.jmapro.2018.10.032
Sakthivel T, Dey HC, Parida PK, Reddy GVP, Vasudevan M, Albert SK (2023) Integrity assessment of 10Cr ferritic steel/alloy 617M dissimilar metal weld joint under creep condition. J Mater Eng Perform 32:9295–9308. https://doi.org/10.1007/s11665-023-07802-y
Dabir MP, Bahrami A, Shamanian M, Saffari H (2022) Effects of ER308L buttering and post-buttering heat treatment on the microstructure and mechanical properties of API 5L X65/AISI304 dissimilar joint. Int J Press Vessel Pip 199:104702. https://doi.org/10.1016/j.ijpvp.2022.104702
Rathod DW, Pandey S, Singh PK, Kumar S (2017) Microstructure-dependent fracture toughness (JIC) variations in dissimilar pipe welds for pressure vessel system of nuclear plants. J Nucl Mater 493:412–425. https://doi.org/10.1016/j.jnucmat.2017.06.038
Lippold JC, Kiser SD, DuPont JN (2009) Welding metallurgy and weldability of nickel-base alloys. Wiley
Dupont JN, Banovic SW, Marder AR (2003) Microstructural evolution and weldability of dissimilar welds between a super austenitic stainless steel and nickel-based alloys. Weld J 82:125–135
Lee HT, Jeng SL, Yen CH, Kuo TY (2004) Dissimilar welding of nickel-based Alloy 690 to SUS 304L with Ti addition. J Nucl Mater 335:59–69. https://doi.org/10.1016/j.jnucmat.2004.06.004
Zhang Y, Jing H, Xu L, Han Y, Zhao L, Xiao B (2018) Microstructure and mechanical performance of welded joint between a novel heat-resistant steel and Inconel 617 weld metal. Mater Charact 139:279–292. https://doi.org/10.1016/j.matchar.2018.03.012
Cao J, Gong Y, Zhu K, Yang ZG, Luo XM, Gu FM (2011) Microstructure and mechanical properties of dissimilar materials joints between T92 martensitic and S304H austenitic steels. Mater Des 32:2763–2770. https://doi.org/10.1016/j.matdes.2011.01.008
Kumar A, Pandey SM, Sirohi S, Fydrych D, Pandey C (2023) P92 steel and inconel 617 alloy welds joint produced using ERNiCr-3 filler with GTAW process: solidification mechanism, microstructure, mechanical properties and residual stresses. Heliyon 9:e18959. https://doi.org/10.1016/j.heliyon.2023.e18959
A. Kumar, C. Pandey, Development and evaluation of dissimilar gas tungsten arc-welded joint of P92 Steel/Inconel 617 alloy for advanced ultra-supercritical boiler applications, Metall. Mater. Trans. A Phys. Metall. Mater. Sci. 53 (2022) 3245–3273. https://doi.org/10.1007/s11661-022-06723-0.
Rathod DW, Pandey S, Singh PK, Prasad R (2015) Experimental analysis of dissimilar metal weld joint: ferritic to austenitic stainless steel. Mater Sci Eng A 639:259–268. https://doi.org/10.1016/j.msea.2015.05.011
Sirohi S, Pandey C, Goyal A (2021) Role of the Ni-based filler (IN625) and heat-treatment on the mechanical performance of the GTA welded dissimilar joint of P91 and SS304H steel. J Manuf Process 65:174–189. https://doi.org/10.1016/j.jmapro.2021.03.029
Kumar A, Pandey SM, Bhattacharya A, Fydrych D, Sirohi S, Pandey C (2023) Selection of electrode material for Inconel 617/P92 Steel SMAW dissimilar welds. J Press Vessel Technol 145:1–11. https://doi.org/10.1115/1.4062794
Standard S (2008) Welding consumables—covered electrodes for manual metal arc welding of creep- resisting steels—Classification (ISO 3580:2004). Com Eur Norm 1999
PFBR/33700/SP/1008/R-0, Prototype fast breeder specification for the qualification of the joint between 316LN austenitic stainless steel and Alloy 800 as proposed by IGCAR, Kalpakkam, India
Su Y, Zhu J, Long X, Zhao L, Chen C, Liu C (2023) Statistical effects of pore features on mechanical properties and fracture behaviors of heterogeneous random porous materials by phase-field modeling. Int J Solids Struct 264:112098. https://doi.org/10.1016/j.ijsolstr.2022.112098
Zhu ZY, Liu YL, Gou GQ, Gao W, Chen J (2021) Effect of heat input on interfacial characterization of the butter joint of hot-rolling CP-Ti/Q235 bimetallic sheets by Laser + CMT. Sci Rep 11:1–11. https://doi.org/10.1038/s41598-021-89343-9
Asadollahi A, Bahrami A, Shamanian M (2023) The effects of filler metal and butter layer on the microstructure and mechanical properties of API 5L X65/AISI 304L joint. J Mater Res Technol 23:4148–4166. https://doi.org/10.1016/j.jmrt.2023.02.063
Zhang Y, Fan M, Ding K, Zhao B, Zhang Y, He Y, Wang Y, Wu G, Wei T, Gao Y (2020) Formation and control of the residual δ-ferrite in 9% Cr-HAZ of Alloy 617/9% Cr dissimilar welded joint. Sci Technol Weld Join 25(5):398–406. https://doi.org/10.1080/13621718.2020.1719622
Acknowledgements
The authors would like to express sincere gratitude to “Science and Engineering Research Board, India” for financial support of the project entitled “Heat resistant weld joints of Inconel 617 superalloy and austenitic grade SS304H steel for Indian Advanced Ultra-Supercritical (AUSC) boiler program” under grant No: CRG/2022/007729. The authors would also like to thank Indian Institute of Technology Jodhpur, India, for providing funding to the research project entitled “Study on weldability issues, diffusible hydrogen, and residual stresses in dissimilar welds joint of Ni-based super alloy (IN617) and ferritic/martensitic grade P92 steel” under the grant No: SEED/CHP/20210130.
Author information
Authors and Affiliations
Contributions
Saurabh Rathore: investigation; methodology; roles/writing—original draft; writing—review and editing. Amit Kumar: conceptualization; data curation; formal analysis; investigation; methodology; roles/writing—original draft; writing—review and editing. Sachin Sirohi: conceptualization; data curation; formal analysis; investigation; methodology; roles/writing—original draft; writing—review and editing. Vivek Singh: investigation; methodology; roles/writing—original draft; writing—review and editing. Ankur Gupta: conceptualization; project administration; resources; software; supervision; validation; visualization; funding acquisition; investigation; roles/writing—original draft; writing—review and editing. Dariusz Fydrych: conceptualization; project administration; resources; software; supervision; validation; visualization; writing—review and editing. Chandan Pandey: conceptualization; project administration; resources; software; supervision; validation; visualization; funding acquisition; investigation; roles/writing—original draft; writing—review and editing.
Corresponding authors
Ethics declarations
Ethics approval
Not Applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Rathore, S., Kumar, A., Sirohi, S. et al. Role of buttering layer composition on microstructural heterogeneity and mechanical properties of Alloy 617 and P92 steel dissimilar welded joints for future Indian AUSC program. Int J Adv Manuf Technol 133, 671–700 (2024). https://doi.org/10.1007/s00170-024-13747-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13747-w