
Abstract
The implementation of artificial intelligence (AI) techniques in industrial applications, especially solid-state welding (SSW), has transformed modeling, optimization, forecasting, and controlling sophisticated systems. SSW is a better method for joining due to the least melting of material thus maintaining Nugget region integrity. This study investigates thoroughly how AI-based predictions have impacted SSW by looking at methods like Artificial Neural Networks (ANN), Fuzzy Logic (FL), Machine Learning (ML), Meta-Heuristic Algorithms, and Hybrid Methods (HM) as applied to Friction Stir Welding (FSW), Ultrasonic Welding (UW), and Diffusion Bonding (DB). Studies on Diffusion Bonding reveal that ANN and Generic Algorithms can predict outcomes with an accuracy range of 85 – 99%, while Response Surface Methodology such as Optimization Strategy can achieve up to 95 percent confidence levels in improving bonding strength and optimizing process parameters. Using ANNs for FSW gives an average percentage error of about 95%, but using metaheuristics refined it at an incrementally improved accuracy rate of about 2%. In UW, ANN, Hybrid ANN, and ML models predict output parameters with accuracy levels ranging from 85 to 96%. Integrating AI techniques with optimization algorithms, for instance, GA and Particle Swarm Optimization (PSO) significantly improves accuracy, enhancing parameter prediction and optimizing UW processes. ANN’s high accuracy of nearly 95% compared to other techniques like FL and ML in predicting welding parameters. HM exhibits superior precision, showcasing their potential to enhance weld quality, minimize trial welds, and reduce costs and time. Various emerging hybrid methods offer better prediction accuracy.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
In various permanent methods for joining materials, welding serves as a highly efficient method for creating robust and lasting connections between solid components, resulting in integrated parts that cannot be disassembled without causing harm. It offers a cost-effective and streamlined approach to joining materials, whether similar or dissimilar, without necessitating the presence of filler materials, external pressure, or excessive heat. Welding’s versatility extends to various settings, encompassing outdoor environments, indoor spaces, underwater conditions, and even extraterrestrial locales [1]. Welding is broadly classified into two groups depending upon the procedure of manufacturing (1) Fusion Welding (FW) and (2) SSW. FW involves the melting of parent materials at their adjoining surfaces; predominantly, this is carried out by choosing a proper filler which forms a bead over the welded surface. This category encompasses various techniques including (a) gas welding, (b) TIG welding, (c) MIG welding, (d) arc welding, and (e) high-energy beam welding [2, 3].
The welding methods mentioned are widely utilized in numerous industrial domains, including the manufacturing of automobile outer structures, frames of the aircraft, pressure vessels like boilers, and ship frames. They are also essential for structural construction and rectifying flaws in both welding and cast items. Nonetheless, welding does come with certain drawbacks. One of the main issues is the development of internal stresses within the welded components, which can lead to distortions and lower the structural parameters of the weldments. Additionally, in the nugget zone, microstructural changes were caused by welding, potentially impacting the material properties. Moreover, there are several harmful effects associated with welding, such as the emission of intense light, ultraviolet radiation, high temperatures, and the generation of fumes and gases that be hazardous to health and the environment. These factors are considered for safety measures when employing welding techniques in various applications [4,5,6].
When commencing dissimilar metal welding compared to traditional fusion welding processes several important things need to be considered. These concerns include the primarily appropriate filler material, then the melting point, thermal expansion coefficient of the base metal that is to be welded. These variations can significantly impact the strength of the weldment making it crucial to carefully choose compatible materials and employ suitable welding techniques to achieve successful and reliable joints. In the dissimilar metal welding process, there would be creation of intermetallic compounds leading to the formation of brittle joints with limitations in mutual solubility [7,8,9,10]. Extensive research has been conducted on the metals joined through different fusion welding techniques to fabricate assemblies with multi-component structures. However, these methods often involve the use of expensive machinery and equipment. Additionally, in the FW process, there would be fumes as well as gases would be emitted creating air pollution leading to significant health concerns for both humans and the environment [11,12,13,14]. Technological advancements in fields like rockets and missiles, electronics, and atomic energy have brought about significant progress. However, these advancements have also posed more encounters, particularly in dissimilar welding [15]. In dissimilar welding, the traditional welding process produced joints that had insufficient weldment parameters for industrial applications which led to a growing need for innovative and specialized methods to meet the demands of these cutting-edge technologies [16, 17]. As materials become increasingly sophisticated and require specific properties, conventional welding processes face limitations in addressing these challenges. The complexity of advanced materials surpasses the capabilities of traditional welding methods, making it difficult to achieve the precise properties and characteristics needed for modern applications. As a result, there is a growing demand for advanced welding techniques to effectively materials and to meet the upcoming demands of various industries [18]. SSW is an exciting and forward-thinking method that aims to meet the modern design industry’s changing needs. It considers the problems brought about by advances in materials and tries to overcome the limitations and defects associated with conventional welding techniques. This ground-breaking method holds much promise for achieving excellent weld quality, improved mechanical properties as well as increased reliability. Thus, it offers precious opportunities to a variety of industries eager to explore new frontiers of contemporary engineering [19, 20].
Even though SSW has been characterized by high cost of materials, lengthy processes as well as labor intensiveness, AI comes into play for this challenge. The use of AI-based systems in solid-state welding is significant because they are helping in optimizing the welding parameters thus revolutionizing the welding industry. Artificial intelligence develops algorithms that analyze big data sets which consequently point out the best parameters for welding, increasing accuracy, and productivity and reducing costs incurred during operations. By doing so, this approach improves efficiency in welding and improves product quality leading to innovation and advancement in the manufacturing sector. There are many other methods used by AI such as ANN, FL, ML optimization using Heuristic Algorithms, and HM Multicriteria Decision Making Approach [21,22,23,24].
A methodology that encompasses multiple responses is employed to optimize friction stir welding joints. This methodology utilizes techniques such as ANN and PSO to predict the most effective values of the output parameters of tensile strength and hardness of the welding by feeding the input and output values. The effectiveness of this approach is demonstrated by its high reliability, as it achieves predictions with an error rate of less than 5% [25]. Analysis of weld parameters made by FSW on 5083 Aluminum and pure Copper with optimization methods like ANN and PSO, optimized parameters including the angle of tool tilt, tool rotation speed, and traverse speed of 2°, 1150 rpm, 40 mm/min respectively to enhance maximum tensile force by 15–21%[26].
Two fuzzy models, for static and dynamic parameters, were employed, demonstrating the efficacy and cost-effectiveness of FL in predicting and enhancing the tensile strength parameter of friction stir spot welding which proved to be sustainable and efficient [27]. By incorporating process data into a closed loop, a hybrid GA-ANN model is trained by the input parameters to predict lap shear strength more accurately, and this integration decreases the error of maximum permitted error from 13.1 to 7.5% [28].
Moreover, a recent study examined the welding quality of thin-walled wide AA6063 hollow profiles manufactured using a novel three-container extrusion method at different temperatures and stem speeds. Tensile tests indicated that satisfactory welding quality was attained approximately 38 mm from the front end, with no tensile failures observed at the welds beyond this distance. The metal flow process during three-container extrusion was delineated into five stages, including material division, smooth flow, welding chamber filling, bearing breakthrough, and steady extrusion stages. This detailed characterization sheds light on the extrusion mechanism and weld formation between billets [29].
The investigation employs various ML techniques such as Linear Regression, Polynomial Regression, Support Vector Regression, Decision Tree Regression, and Random Forest Regression to forecast the highest temperatures in aluminum alloys that are produced through FSW. The Random Forest Regression method is identified as the appropriate approach due to its ability to produce welds of excellent quality without any defects is achieved by maintaining a 1000 rpm value for tool rotational speed added which as ensured during the welding the peak temperature remained less than 300 °C. Moreover, the optimization of the diffusion bonding welding parameters of aluminum alloys is predicted using RSM and the Design of the Experiment, resulting in enhancements in shear and tensile strengths [30].
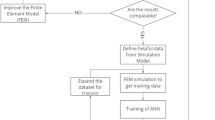
Through an in-depth examination of current literature and research findings, the review aims to uncover the significant potential offered by AI-driven methods in improving solid-state welding processes. It underscores their pivotal role in guaranteeing high-quality welds and attaining cost-effectiveness through the utilization of data-driven decision-making and process optimization strategies. AI-driven approaches hold promise in revolutionizing welding operations by streamlining processes, reducing errors, and ultimately enhancing productivity across various industries. Figure 1 presents the visual depiction of the technique and procedure implemented in this comprehensive analysis of this work.

Methodology of the literature review
2 Solid-state welding (SSW)
SSW methods offer a distinctive approach where direct application of heat is not the primary mechanism. Instead, these techniques rely predominantly on the application of substantial pressure. Consequently, at the contact junctions, heat is generated between the materials being joined. However, the temperature within this area generally stays under the base metal melting point. This controlled heating method facilitates the consolidation and bonding of the materials without necessitating them to reach their melting points. This results in the creation of robust and dependable joints while safeguarding the original material’s integrity [31]. The lack of material melting in SSW contributes to a substantial reduction in the forming of the intermetallic compounds and defects formed due to solidification; they are the inclusion of non-metal, hot cracking, and gas porosity which are often encountered in fusion-welding methods. This unique characteristic enhances the quality and integrity of welded joints achieved through SSW techniques [32]. This attribute makes SSW particularly well-suited for joining dissimilar metals with minimal complications. Nonetheless, despite its advantages, SSW processes never yield the preferred joint properties for certain specialized purposes. Depending on the distinct requirements of an application, other welding techniques or joining methods might be more suitable. Each welding method has its inherent strengths and limitations, and the selection of the most suitable approach should hinge on factors like the materials involved, the application’s demands, and the desired joint properties. Consequently, it is vital to consider the specific necessities of each application when opting for the appropriate welding process [33,34,35,36]. The detailed list of SSW techniques encompasses EW (explosion welding), DB, FSW, UW, CW (cold welding), and FW (forge welding) [37]. This diverse range of techniques further underscores the flexibility and versatility that SSW offers within the area of joining processes as shown in Fig. 2.

SSW types [37]
2.1 Diffusion bonding (DB)
DB is a solid-state joining method that achieves bonding without brazing, melting, liquid interface, and solidification. It can create strong bonds between similar and different materials below their melting temperatures under a specific load while using an inert atmosphere or vacuum to prevent oxidation. DB relies on the solid-state diffusion principle, where atoms intermingle at high temperatures and pressure over time, forming high-quality bonds. This process eliminates defects, segregation problems, distortion stresses, and cracking common in fluid-phase welding techniques. However, it result in some deformation at the nugget region of the weldment due to the applied pressure and temperature conditions. Despite this, the benefits of producing reliable, defect-free bonds make DB a compelling choice for various applications in industries seeking high-performance joints [38, 39]. First, Fick’s law equation can be used to explain the process. [37]
- E:
-
Diffusion Flux
- C:
-
Diffusion Co—efficient
- \(\omega\):
-
Material Concentration
- x:
-
Distance
In the DB technique, in this process, the materials that need to be bonded are heated gradually to a temperature at which bonding between materials is formed called bonding temperature. Then the pressure gradually increased to a required level known as bonding pressure. Consequently, the bonding pressure and temperature are maintained at a persistent range throughout a certain amount of time known as the holding time. After the holding period, the pressure and temperature are normalized to the ambient condition [40]. Extensive literature sources have thoroughly investigated and documented the specific bonding factors; they are pressure applied, time, and bonding temperature [41].
2.1.1 Defects in diffusion bonding
2-D imperfections (defects)
The metallic lattice can exhibit two-dimensional flaws in the form of phases and grain boundaries, and these defects have an impact on the DB process. The dislocation propagation in the lattice region is hindered by the presence of grain boundaries, making them obstacles for dislocation motion. Consequently, materials with smaller grain sizes experience less deformation caused by dislocation movement under constant strain [42]. In the realm of database systems, the temperature that is imposed upon the region where two material interfaces can cause the enlargement of grains, thereby resulting in altered characteristics at the surfaces where the joining occurs. When subjected to high temperatures, the deformation of materials is usually depicted by the sliding movement of grain boundaries, coble creep, or the flow of vacant spaces, which is commonly known as Nabarro-Herring creep. Consequently, materials with coarse grain structures are prone to experiencing more pronounced deformation during DB due to the diminished hindrance to movement in dislocation and the affinity of grain slides relative to one another. Hence, both the grain size and the temperature applied play crucial roles in determining the level of deformation and the rate of creep in the DB process. [43, 44].
3-D imperfections (defects)
Dissimilar metal welds serve as an important exhibit for understanding coupled long-range diffusion and precipitation in the context of DB [45]. Among the extensively studied cases are welds between two ferrite steels with varying chromium contents and those involving low-alloy ferrite steel and austenite stainless steel. Notably, carbon diffusion forms a critical role in the weld, as carbon migrates from the side that possesses low alloy content to the side with high alloy content when the steels have similar carbon content [46,47,48]. It is not only the concentration of carbon that acts as a driving force for its diffusion but also the gradient in the activity of carbon between the steels. This kind of diffusion also has significant microstructural effects around the bond interface [49]. In addition, in ferrite stainless steel, carbide precipitation takes place faster because they have high carbon content leading to low values of solubility of carbon in ferritic medium compared to austenitic steels. These findings provide important information about dissimilar welding to the distribution of carbon within microstructure and mechanical property improvements, thus broadening our understanding regarding steel metallurgy and diffusion bonding operations [50].
2.2 Friction stir welding (FSW)
This method of welding is developed on the basic idea of preventing intermediate materials such as fillers and melting of the welding materials. This cutting-edge technology was developed by the Welding Institute in 1991 at Cambridge. This groundbreaking innovation has since opened new possibilities for efficient and high-quality metal joining processes in various industries and applications [51]. FSW is apt for joining nonferrous materials whose melting point is low such as magnesium, aluminium, as well as titanium [52]. FSW is recognized for creating welding joints that consist of four distinctive zones. The zones encompass the Nugget zone (NZ) in which the metal experiences mechanical mixing and forging through the welding tool rotation, the Thermo Mechanically Affected Zone (TMAZ) which encounters elevated temperature and reduced strain, and the Heat Affected Zone (HAZ) where the material undergoes temperature variations without substantial mechanical deformation than the zone that remains unaffected by welding, namely the parent or base material as illustrated in Fig. 3.

Various zones in FSW [53]
The FSW method employs a stirring tool that is not expended, unlike fusion techniques. This tool rotates between two material plates that are securely clamped to create a joint. Typically, the tool is circular in shape and features a shoulder for attachment to the rotating head. Additionally, it has a pin that can either be threaded or solid without threads. The chuck of the welding machine serves as the point of fixation for the tool on the headstock. As it rotates under the influence of an axial load, it generates heat in the welding specimen. Key factors such as tool geometry, feed rate, tool rotational speed, pin profile, pin length, tool angle, axial force, and plunge depth during FSW play significant roles in influencing the (a) physical properties, (b) mechanical properties, and (c) microstructural properties of the welded joints [54,55,56]. For illustration, augmenting the tool transverse speed reduces maximum temperatures and elevates strain rates in the weld zone. Conversely, raising the tool speed leads to a notable rise in peak temperatures within the stirring zone (SZ). It is imperative to comprehend and regulate these parameters to attain the desired welding characteristics and performance in FSW applications. [57]. The peak temperature can be numerically calculated by using the formula Eq. (2) [58].
- Tmax:
-
Maximum temperature (K)
- \(\omega\):
-
Tool speed (rpm)
- \(\vartheta\):
-
Feedrate (mm/min)
- Tm:
-
Melting temperature (K)
- K:
-
0.64 and
- \(\alpha\):
-
0.04
The investigators carried out an extensively meticulous and comprehensive examination, presenting a comprehensive evaluation of the bonding behavior of the FSW procedure under different operational circumstances. Though their approach to solid-state bonding models differed from the rest, they stood out by taking creep fracture at the grain boundary in high-temperature polycrystalline materials as against volumetric inter-diffusion for interface gap closure. This new model provided novel insights into FSW’s underlying mechanisms and highlighted the complex processes responsible for strong and reliable weld bonds. FSW predominantly hinges on the strain rate generated by the creep process within the neighboring fusion zones with a slight dependence on interfacial diffusion and stress triaxiality. This experiment revealed that the degree of bonding increased with increasing tool rpm and the depth of the plunge decreased accordingly. It has been noted that the maximum extent of bonding achieved during cladding operation as well as the maximum thickness achievable corresponded almost exactly to 0.5R where R is the radius of the tool itself [59,60,61].
2.3 Ultrasonic welding (UW)
UW has become a highly efficient and effective approach for joining thin metal parts. Its benefits surpass traditional spot-welding methods due to its minimal energy requirements. UW is especially appealing for dissimilar welding needs across diverse industries, notably the automotive sector. Its energy-efficient capability for facilitating dissimilar welding renders it a compelling option for ensuring dependable and top-notch joints in various applications [62]. The UW apparatus comprises 5 vital modules. Initially, a source generates electrical pulses at high frequency, typically at a 20 kHz rate. Following this, a piezo transducer for generating the mechanical vibration from the high-frequency pulses and amplifying the vibration wedge is used. The consistent pressure and vibration to the weldment is ensured by the sonotrode which is the most vital role in this process. Finally, a pneumatic cylinder supplies the requisite pressure for clamping to firmly hold the welding materials. This combination of components enables precise and efficient UW, making it an optimal method for consistently and reliably joining various metal parts [63, 64]. In this welding, the transducer movement automatically gets aligned to the direction of vibration as the energy given is linear as well as directional. This alignment creates shear forces which are aligned parallel to the material interface which ensures robust joints [65].
There are two designs in UW. First is the wedge reed system, and second is the lateral drive system. The vibrating reed vertical in direction is propelled by a coupler which is wedge-shaped, to the perpendicular direction to the reed is the transducer assembly. The tip of the sonotrode spreads the shear thereby conforming the effective welding of the joint. The anvil of this system is mobile but vibrates out of sync with the reed. On the contrary, the mechanism of the side drive is more straightforward, enabling direct tracking of vibrations using transducers. This system substitutes the vertical reed with a booster and horn that are in line with the transducer and run parallel to the sheets being joined. The horn, which is attached to the clamping mechanism, is responsible for generating the needed lateral movement and compressive force. Although the side drive system not be appropriate for welding wires and terminals that are tinned or have undergone oxidation, it can achieve acceptable welds on thinner materials due to their reduced rigidity [66,67,68].
In the UW process, the combination of mechanical vibrations and clamping force works to break down the oxide layers between the contact points of the materials. This is achieved through high friction at the interface, which produces heat, softening the materials. This results in localized sticking and the creation of tiny welds, which then spread to cover the entire welding area. Operating at relatively low temperatures around 300 °C and with rapid weld cycles, often under 0.5 s, the process ensures a seamless network of micro-welds. Several hypotheses for the bonding mechanisms include metallurgical adhesion from plastic deformation, diffusion at the weld interface, chemical reactions, mechanical engagement, and localized melting from frictional heating. Nonetheless, the exact mechanisms of bonding are still not completely understood. The heat produced and the temperatures reached during welding are determined by the oscillatory movement between the sheets to be welded and the friction involved, shaping how the materials deform and bond. USW is distinctive as it commonly does not have a heat-affected zone seen in traditional Resistance Spot Welding, which often results in superior mechanical properties of the joints [69]. Key parameters in UW include the frequency and amplitude of vibrations, clamping pressure, welding power, and energy, plus the duration of weld time. Accurately controlling these parameters is complex due to their interrelated nature. Frequencies used range from 15 to 75 kHz, with 20 kHz being the standard for metal welding. This frequency range enables significant strain rates between 10−3 and 103 s−1, effectively shearing through tiny asperities on the material surfaces. Fine-tuning these settings allows for robust and accurate welding, resulting in strong and reliable joints [70]. The rate of shear strain to frequency is formulated by [71] given in Eq. (3).
- \(\gamma\):
-
Rate of shears strain
- \(f\):
-
frequency
- \(A\):
-
Amplitude
- \(h0\):
-
Sheet thickness
The constant force pressing on the interface of the adjoining sheets depends on the pneumatic system that provides the force for both the welding tip and the clamping mechanism. It is essential to apply only the necessary amount of clamping force to maintain tight contact between the surfaces without causing slip or adhesion, as these issues could cause too much heat and possible harm to the tool. Alternatively, using too much clamping force might cause extensive deformation and increase the power required for the welding process [72]. During the welding procedure, the power input is precisely adjusted to transmit ultrasound across the tools and materials. Simultaneously, the control unit monitors the welding duration to ensure the target energy level is achieved. Once this energy threshold is met, the welding cycle is complete, resulting in strong and reliable joints [73].
3 Artificial intelligence (AI)
AI refers to the ability of a system equipped with the necessary technology controlled by computers to execute activities associated with complex cognitive processes [74]. These functions include reasoning, deriving meaning, generalizing knowledge, and learning from past experiences. AI enables machines to mimic and emulate human-like reasoning capabilities, permitting them to process complex data, make decisions, and adapt their behavior based on amassed data and knowledge [75,76,77]. Artificial intelligence technology is instrumental in boosting business efficiency and productivity through the automation of tasks traditionally carried out by humans. Its unparalleled capacity for processing and analyzing large datasets allows companies to glean significant insights and make decisions informed by data, at a volume and speed that surpasses human capabilities [78,79,80]. The utilization of AI techniques is on the rise across various fields, including the manufacturing sector, particularly in FSW applications [81]. Detailed literature studies highlight the prominence of AI methods such as ANN, FL, ML, metaheuristic, and HM in FSW. These AI techniques are chosen based on their distinct advantages and limitations, offering tailored solutions to specific SSW challenges [82,83,84,85,86]. As AI continues to evolve and find broader applications, its integration into FSW and other industries promises to reshape processes, boost efficiency, and foster innovation for sustained growth and success [87]. Figure 4 shows the possible AI methods that can be implemented.

Classifications of AI
3.1 Artificial neural network (ANN)
The human brain has the most interesting capabilities which motivated scientists to study, analyze to reproduce its neuro-physical performance through mathematical modeling. To understand and mimic the behaviors exhibited by the human brain, distinct neural network models and artificial cells were formulated for achieving precise representation [88]. Among the various models, ANN is notable as computer systems engineered to replicate the learning function of the human brain. Their primary feature is their similarity to the structure of the human brain, enabling them to learn from provided examples. An ANN consists of interconnected artificial neural cells, where each connection between cells holds a precise index. The data processed by the ANN is encoded within this index and propagated throughout the unit of the network. Through these networks, scientists aim to harness the potential for intelligent problem-solving, pattern recognition, and decision-making that mirrors the cognitive abilities of the human brain. [89,90,91].
This network consists of multiple layers that handle information concurrently. The data is initially received by the input layer, then processed by several hidden layers, and ultimately delivered to the output layer. The presence of numerous hidden layers interspersed between the input and output enhances the network’s ability to work with complex data shown in Fig. 5 [92]. To achieve precise outputs for given inputs, the network’s connections are endowed with weights, which undergo adjustments during the training phase. Initially randomized, these weights are refined through iterative training, during which each sample from the training set is presented to the network to fine-tune the weights according to the learning rule. This iterative procedure persists until the network accurately produces correct outputs for all training samples, thereby enabling it to effectively process new data and yield meaningful results [93, 94]. ANN offers numerous benefits, including information storage across the network, adept handling of missing data, fault tolerance, distributed memory, ML capabilities, and parallel processing capabilities. However, they also present some challenges, such as reliance on hardware, the complication of determining the optimum network structure, challenges in presenting problems to the network, and uncertainty regarding network duration [95]. Various ANN models like Perceptron, Assisted Reproductive Technology, Adaline, Radial Basis Function, Hopfield, Recurrent, Self-Organizing Map, and Principle Component Analysis have been developed for specific purposes and different fields [96,97,98,99,100]. ANN requires analyzing the relationships between input data, which is achieved through two main learning methods, supervised and unsupervised learning. Additionally, hybrid approaches that combine supervised and unsupervised learning techniques are employed to tackle complex problems effectively and achieve optimal outcomes [101].

Network architecture of ANN
3.2 Fuzzy logic (FL)
FL has demonstrated its efficacy in controlling nonlinear, complex processes that are challenging to model and involve uncertain or imprecise information. Like human reasoning, FL operates based on intermediate values like “very long,” “long,” “medium,” “short,” and “very short.” The concept of fuzzy logic was initially introduced by Lotfi A. Zadeh in 1965 in an article proposing fuzzy set theory. [102]. Classical logic-based mathematical analysis techniques are suitable for managing simplified and straightforward conditions but fall short when confronting complex and subjective evaluation systems. In these situations, FL stands out by accommodating uncertainty and imprecision, rendering it a valuable tool for tackling real-world problems where traditional methods prove insufficient [103, 104]. A fuzzy system consists of multiple components, as depicted in Fig. 6, that show the input units, fuzzy rule base, fuzzy inference engine, defuzzification, and output units. The input units manage the data supplied to the system, which can encompass both numerical and verbal information.

Network architecture of fuzzy
Fuzzification is the process of mapping digital input data to degrees of membership in fuzzy sets, which are described using linguistic terms. The fuzzy rule base contains If–Then rules that associate input data with output variables, with each rule establishing logical connections between portions of the input domain and the output domain by fuzzy sets. The fuzzy inference engine then combines these established relationships from the rule base to ascertain the system’s response and output in light of the specific input [105]. To acquire accurate numerical output values, the defuzzification phase transforms the fuzzy inference outcomes into clear, numerical outputs. Afterward, the output unit involves aggregating output data resulting from the interface between statistics and the rules of the fuzzy. FL is categorized into Mamdani and Sugeno types and is widely utilized across diverse domains for tasks including control and prediction. It presents a robust method for addressing complex, uncertain, and imprecise information, rendering it invaluable in resolving real-world challenges across diverse fields [106,107,108,109,110].
3.3 Optimization (meta‑heuristic algorithms)
Optimization entails identifying the optimal solution among multiple potential solutions to a problem. To achieve this, different algorithms are deployed, falling under two main categories: heuristic optimization algorithms and mathematical optimization algorithms. Mathematical optimization algorithms aim to resolve problems by exhaustively searching for the full set of possible solutions, which can be computationally demanding for problems that have many potential solutions. On the other hand, heuristic optimization algorithms take a more intuitive strategy, seeking to find the optimal or a close-to-optimal solution in a more efficient manner. Consequently, heuristic optimization algorithms are generally favored for problems that encompass a wide array of potential solutions [111]. It is important to note that for all the test functions, one single optimization technique cannot produce proper prediction value. Therefore, it becomes crucial to identify the most appropriate algorithm for specific problem types. In the current trend, the progress of optimization algorithms is driven by the effective utilization of the basic heuristic methods. High-level heuristic approaches involve the use of probability-based investigation for getting the new solution using the current scenario by iterations. This approach aims to move towards the most suitable solution while addressing the limitations associated with selecting local best points. Additionally, the presence of a well-defined objective function is vital for the effective implementation of optimization algorithms in achieving the desired solution efficiently [112]. The introduction of the GA leads to lots of new algorithms being proposed day by day some of the effective algorithms applied are Scatter Search, Simulated Annealing, Tabu search, Artificial Immune System, Ant Colony Algorithm, Differential Evolution, multi-objective GA, PSO, Imperialist Competitive Algorithm, Teaching Learning-Based Optimization, and Artificial Bee Colony algorithm [113,114,115,116,117,118,119,120,121,122,123,124,125,126,127,128].
3.4 Hybrid methods (HM)
HM in AI brings together two or more algorithms to create a more potent and efficient approach to solving a variety of problems. The efficiency of HM can potentially be influenced by multiple factors, encompassing precision, network configuration, the algorithm of learning, parameters, and the caliber of historical data that is integrated into the procedure. In essence, hybrid techniques offer a promising avenue in AI, providing inventive solutions to real-world issues across different domains and applications [129,130,131]. Hybrid smart systems are increasingly being employed to address complex real-world problems characterized by uncertainty, vagueness, and high dimensionality. These systems leverage the strengths of various algorithms to enhance effectiveness and adaptability [132,133,134]. Among the commonly utilized hybrid techniques are Auto-Regressive Integrated Moving Average, GA-ANN, Adaptive Neuro Fuzzy Inference System, Genetic Programming, and Support Vector Machine [135,136,137,138,139]. These methodologies collectively underline the potential of hybrid approaches in AI to provide innovative solutions that address real-world challenges with increased efficacy and versatility.
4 Artificial intelligence – friction stir welding
A comparative analysis shown in Fig. 7, which is the outcomes from the three prediction models, revealed a distinct trend. In the given dataset, the Random Forest Model exhibited superior accuracy as compared to both the multiple regression and the support vector machine models. Impressively, the Random Forest Model achieved an impressive R2 value of 96%, which significantly outperformed the other models by margins of 22% and 21%, respectively [140].

Comparison data of Multiple Regression, Random Forest, Support Vector Machine vs Experimental method [140]
The discovery emphasizes the remarkable suitability of the enhanced Random Forest algorithm for handling intricate non-linear difficulties, such as those experienced in the process of ultrasonic-assisted FSW. This result substantially enhances our comprehension of the capabilities of machine learning methodologies within the manufacturing domain. Issac et al. [141] investigated FSW with varying material coatings including B4C, TiC, SiC, Al2O3, and WC. They explored parameters like feed rate, groove width, and tool rotational speed. To optimize results, they employed an ANN using the feed-forward backpropagation method, aiming to minimize mean squared error. Interestingly, the TiC-infused aluminum matrix composite (AMC) showcased the most favorable wear rate. On the contrary, the Al2O3-infused AMC exhibited the maximum wear rate among the tested composites, as depicted in Fig. 8.

Effects of individual parameters [141]. F, feed rate; G, groove width; N, rotational speed
Nadeau et al. [142] premeditated the assessment of various ML methodologies, encompassing Principal Component Analysis, K-nearest neighbor, Multilayer Perceptron, Multilayer Regression, and Support Vector Machine in predicting the defect index of FSW detailed in Figs. 9 and 10. The graphs clearly show that within the K-nearest neighbor model, the primary input parameters of FSW — specifically rotational and travel speeds, alongside the forging force emerge as the most pivotal factors, collectively contributing to 60% of the predictive accuracy. A summary of literature reviews related to AI-based friction stir processing is provided at the end of Sect. 6 (Table 3, 4, and 5).

Prediction of various ML methods with FSW parameters [142]

Prediction of various ML methods with FSW parameters [142]
In Dewan et al. [143], the investigation focused on exploring the significant impact of three crucial input factors, namely tool speed (N), axial force (Fz), feed rate (V), and Empirical Force Index for the analysis of the ultimate tensile strength which is the output parameter. This investigation involved meticulously executing 73 weld schedules and subsequently measuring the tensile properties of the experiments. Utilizing this extensive dataset, for optimization an Adaptive Neuro Fuzzy model was formulated which involved creating 1200 models with varying factors. This neuro fuzzy predictive capability was found to be superior to that of the optimized ANN models, thereby highlighting its potential as a robust tool for ultimate tensile strength prediction in FSW joints. Notably, the Empirical Force Index exhibited a strong correlation with ultimate tensile strength compared to the other parameters, as evidenced by extensive experimental research. Thorough investigations revealed that the Empirical Force Index emerged as a nonlinearly interconnected factor with the input factors (N, V, Fz). The performance of the Neuro Fuzzy model was significantly influenced by these findings as the inclusion of input parameters (V, Fz, and EFI) resulted in the lowest root mean square value of tensile strength that was 29.7 MPa and mean absolute percentage error value of 7.7% as shown in Fig. 11.

a Experimental vs predicted ultimate tensile strength by input parameters (V, Fz, EFI). b Experimental vs predicted ultimate tensile strength by input parameters (N, V, Fz) [143]
5 AI – diffusion bonding
Britto et al. [144] conducted a study with the objective of enhancing the strength of joints by investigating key input parameters that are temperature, pressure, and holding time. They strategically designed the experimental parameters using specialized software to cover the influential range, followed by the analysis of the empirical outcomes using RSM. The researchers employed an ANN for stochastic modeling to establish the relationship between inputs and outputs. Subsequently, parameter optimization was accomplished using a GA. Importantly, the ANN model demonstrated twice the accuracy in predicting compared to RSM. Through their analysis, the authors determined the optimized values for temperature to be 380 °C, pressure as 10 MPa, and holding time of 46 min to achieve a robust bonding as illustrated in Fig. 12.

ANN and RSM vs error percentage. a Shear strength. b Tensile strength [144]
Joseph et al. [145] studied the DB process between dissimilar alloys (Mg and Al) focusing on the primal input parameters bonding temperature, pressure, holding time, and surface roughness. The incorporation of these parameters using RSM allowed for the assessment of joint strength. Ultimately, the optimization of diffusion bonding was achieved to get maximal shear and bonding strength. The bonds that were formed under specific conditions with bonding temperature, bonding pressure, holding time, surface roughness of 430 °C, of 13.84 MPa, of 32.50 min, and of 0.12 µm respectively produced effective shear strength of 49.39 MPa and bonding strength of 70.04 MPa. Furthermore, a sensitivity analysis was conducted through mathematical calculations shown in Fig. 13 which suggests that for the output parameter of shear strength, the bonding temperature parameter was more significant compared to other input parameters.

Results of sensitivity analysis [145]
In Britto et al. [146], an extensive investigation was carried out on the DB joints in aluminum alloys (AA6061/AA7075). An ANN-GA model was employed to optimize the parameters much focus on shear strength and ram tensile strength which made a neural connection between input and output variables. The model generated had an outstanding prediction of 57 MPa and 75 MPa for shear strength and tensile strength, respectively.
6 AI – ultrasonic welding
In Yang Li et al. [147], a comprehensive investigation was carried out with the objective of simultaneously forecasting the failure load and welding quality which had three varied conditions of under weld, normal weld, and over weld in UW of carbon reinforced fibers. The model was generated using ANN and Random Forest which after being trained this model showed strong output performance. Notably, the ANN model exhibited an impressive overall correlation coefficient of 0.9687, with specific R-values of 0.9698, 0.9314, and 0.9803 for the training, validation, and test datasets, respectively. The error value between the predicted and experimental was 7.1% added the model displayed an exceptional overall accuracy of 99% and about 96.7% in training which are displayed in Table 1.
Wang et al. [148] summarized a few AI methods with its error rates listed in Table 2.
Lei Sun et al. [149] investigated the UW of Carbon Fiber Reinforced Polymer, a hybrid feature selection approach was introduced to improve the output. The method combines the clustering type overlap method to Fisher ratio which was verified by the ANOVA test of the Bidirectional Recurrent Neural Network classification model. The results, as depicted in Fig. 14, indicate that compared to traditional approaches such as Support Vector Machine and K-Nearest Neighbors, both the ANN techniques and Bidirectional Recurrent Neural Network demonstrate higher accuracy.

Weld quality results with Bidirectional Recurrent Neural Network [149]
7 Conclusion
This literature survey has provided a comprehensive overview of the impact of various artificial intelligence (AI) techniques on solid-state welding (SSW), focusing specifically on diffusion bonding, FSW, and UW.
8 Diffusion bonding
In diffusion bonding, the utilization of Artificial Neural Networks (ANN) and Generic Algorithms has demonstrated remarkable accuracy rates ranging from 85 to 96% in predicting outcomes such as shear strength, lap shear strength, and microhardness. Additionally, the integration of optimization strategies like response surface methodology (RSM) and maximum-the-better, minimum-the-better approaches has shown efficacy in enhancing bonding strength and optimizing process parameters with confidence levels reaching up to 95% (Table 3).
9 Friction stir welding
ANN has been the prevalent approach, achieving an average accuracy rate of around 95%. Refining the ANN using metaheuristic algorithms resulted in an incremental accuracy boost of approximately 2%, further enhancing the precision of prediction studies. Despite this, observations indicate an average discrepancy in predictions of approximately 5% when forecasting FSW parameters like tensile strength, hardness of the heat-affected zone (HAZ), microstructure, and grain size. Fuzzy logic methods achieved an average precision level of approximately 91%, with additional enhancements observed when integrating Genetic Algorithm (GA) techniques to define membership functions (Table 4).
10 Ultrasonic welding
The utilization of AI techniques including ANN, Hybrid ANN, and Machine Learning models like Random Forest and Long Short-Term Memory (LSTM) recurrent neural networks has showcased effectiveness in predicting output parameters with accuracy levels ranging from 85 to 96% (Table 5). Integrating AI techniques with optimization algorithms such as Genetic Algorithm and Particle Swarm Optimization has led to significant accuracy improvements, enhancing the prediction of parameters, and optimizing UW processes.
The literature survey showcases the potential of AI techniques, such as ANN, FL, and ML models in predicting SSW outcomes with impressive accuracy rates ranging from 85 to 96%. Integration of optimization strategies like RSM and metaheuristic algorithms enhances precision, contributing to improved weld quality, and process efficiency.
11 Future outcomes
Hybrid algorithms combining AI methods and advanced optimization strategies are expected to significantly improve solid-state welding processes. This approach holds promise for higher accuracy, efficiency, and cost reduction, leading to AI-driven solutions in the welding industry. In addition to paving the way for wider adoption, ongoing research in hybrid algorithms can lead to more sophisticated models that can solve complex welding challenges.
Data Availability
Not applicable.
Code availability
Not applicable.
Abbreviations
- AI:
-
Artificial intelligence
- ANN:
-
Artificial neural network
- ANOVA:
-
Analysis of variance
- CW:
-
Cold welding
- DB:
-
Diffusion bonding
- EW:
-
Explosion welding
- FL:
-
Fuzzy logic
- FSW:
-
Friction stir welding
- FW:
-
Forge welding
- GA:
-
Genetic algorithm
- HAZ:
-
Heat affected zone
- HM:
-
Hybrid methods
- ML:
-
Machine learning
- NZ:
-
Nugget zone
- RSM:
-
Response surface methodology
- SSW:
-
Solid-state welding
- SVM:
-
Support vector machine
- SZ:
-
Stirring zone
- TMAZ:
-
Thermomechanical heat affected zone
- UW:
-
Ultrasonic welding
- WZ:
-
Weld zone
References
Harada Y, Sada Y, Kumai S (2014) Dissimilar joining of AA2024 aluminum studs and AZ80 magnesium plates by high-speed solid-state welding. J Mater Process Technol 214(2):477–484. https://doi.org/10.1016/j.jmatprotec.2013.10.005
Threadgill PL, Leonard AJ, Shercliff HR, Withers PJ (2009) Friction stir welding of aluminium alloys. Int Mater Rev 54(2):49–93. https://doi.org/10.1179/174328009X411136
Adin MŞ (2024) A parametric study on the mechanical properties of MIG and TIG welded dissimilar steel joints. J Adhes Sci Technol 38(1):115–138. https://doi.org/10.1080/01694243.2023.2221391
Singh DK, Sharma V, Basu R, Eskandari M (2019) Understanding the effect of weld parameters on the microstructures and mechanical properties in dissimilar steel welds. Procedia Manuf 35:986–991. https://doi.org/10.1016/j.promfg.2019.06.046
Anawa EM, Olabi AG (2008) Control of welding residual stress for dissimilar laser welded materials. J Mater Process Technol 204(1–3):22–33. https://doi.org/10.1016/j.jmatprotec.2008.03.047
Fu B, Qin G, Li F, Meng X, Zhang J, Wu C (2015) Friction stir welding process of dissimilar metals of 6061–T6 aluminum alloy to AZ31B magnesium alloy. J Mater Process Technol 218:38–47. https://doi.org/10.1016/j.jmatprotec.2014.11.039
Ghosh N, Pal PK, Nandi G (2017) GMAW dissimilar welding of AISI 409 ferritic stainless steel to AISI 316L austenitic stainless steel by using AISI 308 filler wire. Eng Sci Technol Intl J 20(4):1334–1341. https://doi.org/10.1016/j.jestch.2017.08.002
Singh VP, Patel SK, Ranjan A, Kuriachen B (2020) Recent research progress in solid state friction-stir welding of aluminium–magnesium alloys: a critical review. J Market Res 9(3):6217–6256. https://doi.org/10.1016/j.jmrt.2020.01.008
Sridharan N, Isheim D, Seidman DN, Babu SS (2017) Colossal super saturation of oxygen at the iron-aluminum interfaces fabricated using solid state welding. Scr Mater 130:196–199. https://doi.org/10.1016/j.scriptamat.2016.11.040
RS Mishra, PS De, and N Kumar (2014) Friction stir welding and processing. Cham: Springer International Publishing https://doi.org/10.1007/978-3-319-07043-8.
Zhan M, Guo K, Yang H (2016) Advances and trends in plastic forming technologies for welded tubes. Chin J Aeronaut 29(2):305–315. https://doi.org/10.1016/j.cja.2015.10.011
Pires I, Quintino L, Miranda RM, Gomes JFP (2006) Fume emissions during gas metal arc welding. Toxicol Environ Chem 88(3):385–394. https://doi.org/10.1080/02772240600720472
Golbabaei F, Khadem M (2015) ‘Air pollution in welding processes — assessment and control methods’, in Current Air Quality Issues. INTECH. https://doi.org/10.5772/59793
Zhou K, Yao P (2019) Overview of recent advances of process analysis and quality control in resistance spot welding. Mech Syst Signal Process 124:170–198. https://doi.org/10.1016/j.ymssp.2019.01.041
Karim Md Abdul, Park YD (2020) A review on welding of dissimilar metals in car body manufacturing. J Weld Join 38(1):8–23. https://doi.org/10.5781/JWJ.2020.38.1.1
Abu-warda N et al (2021) Precipitation hardening and corrosion behavior of friction stir welded A6005-TiB2 nanocomposite. Met Mater Int 27(8):2867–2878. https://doi.org/10.1007/s12540-020-00688-8
Zhang YN, Cao X, Larose S, Wanjara P (2012) Review of tools for friction stir welding and processing. Can Metall Q 51(3):250–261. https://doi.org/10.1179/1879139512Y.0000000015
Hu YN, Wu SC, Chen L (2019) Review on failure behaviors of fusion welded high-strength Al alloys due to fine equiaxed zone. Eng Fract Mech 208:45–71. https://doi.org/10.1016/j.engfracmech.2019.01.013
Liu FC, Hovanski Y, Miles MP, Sorensen CD, Nelson TW (2018) A review of friction stir welding of steels: tool, material flow, microstructure, and properties. J Mater Sci Technol 34(1):39–57. https://doi.org/10.1016/j.jmst.2017.10.024
Adin MŞ, Okumuş M (2022) Investigation of microstructural and mechanical properties of dissimilar metal weld between AISI 420 and AISI 1018 STEELS. Arab J Sci Eng 47(7):8341–8350. https://doi.org/10.1007/s13369-021-06243-w
Cervantes J, Yu W, Salazar S, Chairez I (2017) Takagi–Sugeno dynamic neuro-fuzzy controller of uncertain nonlinear systems. IEEE Trans Fuzzy Syst 25(6):1601–1615. https://doi.org/10.1109/TFUZZ.2016.2612697
Nasir T, Mohammed A, Zeeshan Q, Solyali D (2020) Applications of machine learning to friction stir welding process optimization. Jurnal Kejuruteraan 32(2):171–186. https://doi.org/10.17576/jkukm-2020-32(2)-01
Xiong J, Shi S-Q, Zhang T-Y (2020) A machine-learning approach to predicting and understanding the properties of amorphous metallic alloys. Mater Des 187:108378. https://doi.org/10.1016/j.matdes.2019.108378
Mukhamediev RI et al (2022) Review of artificial intelligence and machine learning technologies: classification, restrictions, opportunities and challenges. Mathematics 10(15):2552. https://doi.org/10.3390/math10152552
Quarto M, Bocchi S, D’Urso G, Giardini C (2023) Multiresponse optimization of friction stir welding by an integrated ANN-PSO approach. Proc Inst Mech Eng B J Eng Manuf 237(12):1858–1868. https://doi.org/10.1177/09544054221138143
Tagimalek H, Maraki MR, Mahmoodi M, Moghaddam HK, Farzad-Rik S (2022) ‘Prediction of mechanical properties and hardness of friction stir welding of Al 5083/pure Cu using ANN. ICA and PSO model’, SN Appl Sci 4(4):102. https://doi.org/10.1007/s42452-022-04989-y
Lashin MMA, Al Samhan AM, Badwelan A, Khan MI (2022) Control of static and dynamic parameters by fuzzy controller to optimize friction stir spot welding strength. Coatings 12(10):1442. https://doi.org/10.3390/coatings12101442
Mongan PG, Hinchy EP, O’Dowd NP, McCarthy CT (2021) Quality prediction of ultrasonically welded joints using a hybrid machine learning model. J Manuf Process 71:571–579. https://doi.org/10.1016/j.jmapro.2021.09.044
Lv J, Shi Z, Yu J, Li W, Lin J (2023) Analysis of solid-state welding in extruding wide aluminium hollow profiles using a new three-container extrusion system. J Manuf Process 94:146–158. https://doi.org/10.1016/j.jmapro.2023.03.048
Francis Britto AS, Selvi Binoj J (2022) Mechanical properties optimization and microstructures of diffusion bonded AA2014/AA7075 al alloys. Revista de Metalurgia 58(3):e225. https://doi.org/10.3989/revmetalm.225
Heidarzadeh A et al (2021) Friction stir welding/processing of metals and alloys: a comprehensive review on microstructural evolution. Prog Mater Sci 117:100752. https://doi.org/10.1016/j.pmatsci.2020.100752
HJ Badavath, S Chattopadhyay, and S Shankar (2022) ‘Solid-state welding and its applications: a methodological review’, 020021 https://doi.org/10.1063/5.0116893.
Verma J, Taiwade RV, Reddy C, Khatirkar RK (2018) Effect of friction stir welding process parameters on Mg-AZ31B/Al-AA6061 joints. Mater Manuf Processes 33(3):308–314. https://doi.org/10.1080/10426914.2017.1291957
Mehta KP, Badheka VJ (2016) A review on dissimilar friction stir welding of copper to aluminum: process, properties, and variants. Mater Manuf Processes 31(3):233–254. https://doi.org/10.1080/10426914.2015.1025971
Mishra RS, Ma ZY (2005) Friction stir welding and processing. Mater Sci Eng R Rep 50(1–2):1–78. https://doi.org/10.1016/j.mser.2005.07.001
Akca E, Gursel A (2017) The effect of diffusion welding parameters on the mechanical properties of titanium alloy and aluminum couples. Metals (Basel) 7(1):22. https://doi.org/10.3390/met7010022
Khedr M, Hamada A, Järvenpää A, Elkatatny S, Abd-Elaziem W (2022) Review on the solid-state welding of steels: diffusion bonding and friction stir welding processes. Metals (Basel) 13(1):54. https://doi.org/10.3390/met13010054
Zhang C, Li H, Li MQ (2015) Formation mechanisms of high quality diffusion bonded martensitic stainless steel joints. Sci Technol Weld Joining 20(2):115–122. https://doi.org/10.1179/1362171814Y.0000000258
AlHazaa A, Haneklaus N, Almutairi Z (2021) Impulse pressure-assisted diffusion bonding (IPADB): review and outlook. Metals (Basel) 11(2):323. https://doi.org/10.3390/met11020323
Cooke KO, Atieh AM (2020) Current trends in dissimilar diffusion bonding of titanium alloys to stainless steels, aluminium and magnesium. J Manuf Mater Proc 4(2):39. https://doi.org/10.3390/jmmp4020039
HS Lee (2012) ‘Diffusion bonding of metal alloys in aerospace and other applications’, in Welding and Joining of Aerospace Materials, Elsevier 320–344 https://doi.org/10.1533/9780857095169.2.320.
Song TF et al (2017) Microstructure and mechanical properties of vacuum diffusion bonded joints between Ti-6Al-4V titanium alloy and AISI316L stainless steel using Cu/Nb multi-interlayer. Vacuum 145:68–76. https://doi.org/10.1016/j.vacuum.2017.08.017
Fang YJ, Jiang XS, Mo DF, Song TF, Luo ZP (2019) Microstructure and mechanical properties of the vacuum diffusion bonding joints of 4J29 kovar alloy and 316L stainless steel using pure cobalt interlayer. Vacuum 168:108847. https://doi.org/10.1016/j.vacuum.2019.108847
AlHazaa A, Haneklaus N (2020) Diffusion bonding and transient liquid phase (TLP) bonding of type 304 and 316 austenitic stainless steel—a review of similar and dissimilar material joints. Metals (Basel) 10(5):613. https://doi.org/10.3390/met10050613
Wang J, Li Y, Huang W (2008) Interface microstructure and diffusion kinetics in diffusion bonded Mg/Al joint. React Kinet Catal Lett 95(1):71–79. https://doi.org/10.1007/s11144-008-5259-9
SS Seyyedafghahi, M Jafarian, M Paidar, and M Jafarian 2016‘Diffusion bonding of Al 7075 and Mg AZ31 alloys: process parameters, microstructural analysis and mechanical properties’, Trans Nonf Metals Soc China 26 7 1843–1851 https://doi.org/10.1016/S1003-6326(16)64295-4.
Aravinda T, Niranjan HB, Satish Babu B, Udaya Ravi M (2021) Solid state diffusion bonding process-a review. IOP Conf Ser Mater Sci Eng 1013(1):012011. https://doi.org/10.1088/1757-899X/1013/1/012011
Teng L, Zhou Z (2022) A method for prediction of ultrasonic detectability of interface gap defects on TC4 diffusion-bonded joints. Nanomaterials 12(6):911. https://doi.org/10.3390/nano12060911
Hill A, Wallach ER (1989) Modelling solid-state diffusion bonding. Acta Metall 37(9):2425–2437. https://doi.org/10.1016/0001-6160(89)90040-0
Jafarian M, Khodabandeh A, Manafi S (2015) Evaluation of diffusion welding of 6061 aluminum and AZ31 magnesium alloys without using an interlayer. Mater Des 1980–2015(65):160–164. https://doi.org/10.1016/j.matdes.2014.09.020
Jayaraman M, Sivasubramanian R, Balasubramanian V, Babu S (2009) Influences of process parameters on tensile strength of friction stir welded cast A319 aluminium alloy joints. Met Mater Int 15(2):313–320. https://doi.org/10.1007/s12540-009-0313-3
Başar G, Mistikoğlu S (2019) Cu/Al levhaların sürtünme karıştırma kaynağında Taguchi metodu ile çekme mukavemeti ve sertlik için optimum kaynak parametrelerinin tahmini. Gazi Üniversitesi Mühendislik Mimarlık Fakültesi Dergisi 34(3):1595–1608. https://doi.org/10.17341/gazimmfd.570891
S Yaknesh, K Sampathkumar, and P Sevvel 2022 ‘Effect of tool pin geometry and process parameters during FSW of dissimilar alloys of Mg’, Mater Res 25 https://doi.org/10.1590/1980-5373-mr-2021-0508.
Bernard D, Hattingh DG, Goosen WE, James MN (2021) High speed friction stir welding of 5182–H111 alloy: temperature and microstructural insights into deformation mechanisms. Met Mater Int 27(8):2821–2836. https://doi.org/10.1007/s12540-020-00622-y
Rathinasuriyan C, Sankar R, Shanbhag AG, SenthilKumar VS (2019) Prediction of the average grain size in submerged friction stir welds of AA 6061–T6. Mater Today Proc 16:907–917. https://doi.org/10.1016/j.matpr.2019.05.176
Yaknesh S, Sevvel P, Sampathkumar K, John Solomon I, Rajamurugu N (2023) Tilt angle impact on strength, microstructure of friction stir welded AZ91CMg plates. Mater Sci Technol 39(5):613–622. https://doi.org/10.1080/02670836.2022.2130525
Gupta MK (2020) Effects of tool profile on mechanical properties of aluminium alloy Al 1120 friction stir welds. J Adhes Sci Technol 34(18):2000–2010. https://doi.org/10.1080/01694243.2020.1749448
Srivastava D et al (2022) A brief review on the tube-to-tube plate welding process. Mater Today Proc 64:870–882. https://doi.org/10.1016/j.matpr.2022.05.397
Singh RP, Dubey S, Singh A, Kumar S (2021) A review paper on friction stir welding process. Mater Today Proc 38:6–11. https://doi.org/10.1016/j.matpr.2020.05.208
Yaknesh S, Sampathkumar K, Sevvel P, John Solomon I (2023) Generation of force and torque during joining of AZ91C plates by FSW under distinctive tool tilt angle and their impact on mechanical strength and micro-structure. J Adhes Sci Technol 37(6):1071–1090. https://doi.org/10.1080/01694243.2022.2057763
Yaknesh S et al (2022) Mechanical and microstructural investigation on AZ91B Mg alloys with tool tilt variation by friction stir welding. Adv Mater Sci Eng 2022:1–14. https://doi.org/10.1155/2022/8311413
Sanga B, Wattal R, Nagesh DS (2022) Weld joint characterization in ultrasonic welding of phosphor bronze sheets. Eng Sci Technol Intl J 30:101040. https://doi.org/10.1016/j.jestch.2021.07.003
Bhudolia SK, Gohel G, Leong KF, Islam A (2020) Advances in ultrasonic welding of thermoplastic composites: a review. Materials 13(6):1284. https://doi.org/10.3390/ma13061284
Tilahun S, Vijayakumar MD, Ramesh Kannan C, Manivannan S, Vairamuthu J, Manoj Kumar KP (2020) A review on ultrasonic welding of various materials and their mechanical properties. IOP Conf Ser Mater Sci Eng 988(1):012113. https://doi.org/10.1088/1757-899X/988/1/012113
Singh AR, Sudarsan C, Das A, Hazra S, Panda SK (2022) Process optimization and characterization of ultra-thin dissimilar sheet material joints for battery applications using ultrasonic welding. J Mater Eng Perform 31(5):4133–4149. https://doi.org/10.1007/s11665-021-06502-9
Zhao D, Ren D, Zhao K, Sun P, Guo X, Liu L (2019) Ultrasonic welding of magnesium–titanium dissimilar metals: a study on thermo-mechanical analyses of welding process by experimentation and finite element method Chinese. J Mech Eng 32(1):97. https://doi.org/10.1186/s10033-019-0409-8
Zhao D, Ren D, Zhao K, Pan S, Guo X (2017) Effect of welding parameters on tensile strength of ultrasonic spot welded joints of aluminum to steel – by experimentation and artificial neural network. J Manuf Process 30:63–74. https://doi.org/10.1016/j.jmapro.2017.08.009
Gao Y, Doumanidis C (2002) Mechanical analysis of ultrasonic bonding for rapid prototyping. J Manuf Sci Eng 124(2):426–434. https://doi.org/10.1115/1.1459082
Goto K, Imai K, Arai M, Ishikawa T (2019) Shear and tensile joint strengths of carbon fiber-reinforced thermoplastics using ultrasonic welding. Compos Part A Appl Sci Manuf 116:126–137. https://doi.org/10.1016/j.compositesa.2018.10.032
Tao W, Su X, Wang H, Zhang Z, Li H, Chen J (2019) Influence mechanism of welding time and energy director to the thermoplastic composite joints by ultrasonic welding. J Manuf Process 37:196–202. https://doi.org/10.1016/j.jmapro.2018.11.002
Bates PJ, MacDonald J, Sidiropoulos V, Kontopoulou M (2005) Comparison of experimental and analytical vibration welding meltdown-time profiles for nylon 66 and polypropylene. Polym Eng Sci 45(6):789–797. https://doi.org/10.1002/pen.20333
Mongan PG et al (2022) Multi-objective optimisation of ultrasonically welded dissimilar joints through machine learning. J Intell Manuf 33(4):1125–1138. https://doi.org/10.1007/s10845-022-01911-6
Parmar U, Pandya DH (2016) Experimental investigation of ultrasonic welding on non-metallic material. Procedia Technol 23:551–557. https://doi.org/10.1016/j.protcy.2016.03.062
Li B, Hou B, Yu W, Lu X, Yang C (2017) Applications of artificial intelligence in intelligent manufacturing: a review. Front Inform Technol Electr Eng 18(1):86–96. https://doi.org/10.1631/FITEE.1601885
Ezziane Z (2006) Applications of artificial intelligence in bioinformatics: a review. Expert Syst Appl 30(1):2–10. https://doi.org/10.1016/j.eswa.2005.09.042
Azizi M, Mousavi Ghasemi SA, Ejlali RG, Talatahari S (2020) Optimum design of fuzzy controller using hybrid ant lion optimizer and Jaya algorithm. Artif Intell Rev 53(3):1553–1584. https://doi.org/10.1007/s10462-019-09713-8
Pinto ARF, Crepaldi AF, Nagano MS (2018) A genetic algorithm applied to pick sequencing for billing. J Intell Manuf 29(2):405–422. https://doi.org/10.1007/s10845-015-1116-7
Tayarani-N M-H, Yao X, Xu H (2015) Meta-heuristic algorithms in car engine design: a literature survey. IEEE Trans Evol Comput 19(5):609–629. https://doi.org/10.1109/TEVC.2014.2355174
Farajdadian S, Hosseini SMH (2019) Design of an optimal fuzzy controller to obtain maximum power in solar power generation system. Sol Energy 182:161–178. https://doi.org/10.1016/j.solener.2019.02.051
Singh M, Panigrahi BK, Abhyankar AR (2013) Optimal coordination of directional over-current relays using teaching learning-based optimization (TLBO) algorithm. Int J Electr Power Energy Syst 50:33–41. https://doi.org/10.1016/j.ijepes.2013.02.011
Kumari S et al (2019) Defect identification in friction stir welding using continuous wavelet transform. J Intell Manuf 30(2):483–494. https://doi.org/10.1007/s10845-016-1259-1
Choubin B, Moradi E, Golshan M, Adamowski J, Sajedi-Hosseini F, Mosavi A (2019) An ensemble prediction of flood susceptibility using multivariate discriminant analysis, classification and regression trees, and support vector machines. Sci Total Environ 651:2087–2096. https://doi.org/10.1016/j.scitotenv.2018.10.064
Alrashed AAAA, Gharibdousti MS, Goodarzi M, de Oliveira LR, Safaei MR, Bandarra Filho EP (2018) ‘Effects on thermophysical properties of carbon based nanofluids: experimental data, modelling using regression ANFIS and ANN.’ Int J Heat Mass Transf 125:920–932. https://doi.org/10.1016/j.ijheatmasstransfer.2018.04.142
Yang H, Hasanipanah M, Tahir MM, Bui DT (2020) Intelligent prediction of blasting-induced ground vibration using ANFIS optimized by GA and PSO. Nat Resour Res 29(2):739–750. https://doi.org/10.1007/s11053-019-09515-3
Senthil SM, Parameshwaran R, Ragu Nathan S, Bhuvanesh Kumar M, Deepandurai K (2020) A multi-objective optimization of the friction stir welding process using RSM-based-desirability function approach for joining aluminum alloy 6063–T6 pipes. Struct Multidiscip Optimiz 62(3):1117–1133. https://doi.org/10.1007/s00158-020-02542-2
Sarker IH (2021) Machine learning: algorithms, real-world applications and research directions. SN Comput Sci 2(3):160. https://doi.org/10.1007/s42979-021-00592-x
Du Y, Mukherjee T, Mitra P, DebRoy T (2020) Machine learning based hierarchy of causative variables for tool failure in friction stir welding. Acta Mater 192:67–77. https://doi.org/10.1016/j.actamat.2020.03.047
Tran-Ngoc H, Khatir S, De Roeck G, Bui-Tien T, Abdel Wahab M (2019) An efficient artificial neural network for damage detection in bridges and beam-like structures by improving training parameters using cuckoo search algorithm. Eng Struct 199:109637. https://doi.org/10.1016/j.engstruct.2019.109637
Golafshani EM, Behnood A, Arashpour M (2020) Predicting the compressive strength of normal and high-performance concretes using ANN and ANFIS hybridized with grey wolf optimizer. Constr Build Mater 232:117266. https://doi.org/10.1016/j.conbuildmat.2019.117266
Zhang K, Chen Y, Zheng J, Huang J, Tang X (2017) Adaptive filling modeling of butt joints using genetic algorithm and neural network for laser welding with filler wire. J Manuf Process 30:553–561. https://doi.org/10.1016/j.jmapro.2017.10.025
Hasanipanah M, Noorian-Bidgoli M, Jahed Armaghani D, Khamesi H (2016) Feasibility of PSO-ANN model for predicting surface settlement caused by tunneling. Eng Comput 32(4):705–715. https://doi.org/10.1007/s00366-016-0447-0
Wang X, Yan Y, Gu X (2019) Spot welding robot path planning using intelligent algorithm. J Manuf Process 42:1–10. https://doi.org/10.1016/j.jmapro.2019.04.014
Günther J, Pilarski PM, Helfrich G, Shen H, Diepold K (2016) Intelligent laser welding through representation, prediction, and control learning: an architecture with deep neural networks and reinforcement learning. Mechatronics 34:1–11. https://doi.org/10.1016/j.mechatronics.2015.09.004
Madhiarasan M, Louzazni M (2022) Analysis of artificial neural network: architecture, types, and forecasting applications. J Electr Comput Eng 2022:1–23. https://doi.org/10.1155/2022/5416722
Vishal V, Ramya R, Vinay Srinivas P, Vimal Samsingh R (2019) A review of implementation of artificial intelligence systems for weld defect classification. Mater Today Proc 16:579–583. https://doi.org/10.1016/j.matpr.2019.05.131
Bui D-K, Nguyen T, Chou J-S, Nguyen-Xuan H, Ngo TD (2018) A modified firefly algorithm-artificial neural network expert system for predicting compressive and tensile strength of high-performance concrete. Constr Build Mater 180:320–333. https://doi.org/10.1016/j.conbuildmat.2018.05.201
Rajaee T, Ebrahimi H, Nourani V (2019) A review of the artificial intelligence methods in groundwater level modeling. J Hydrol (Amst) 572:336–351. https://doi.org/10.1016/j.jhydrol.2018.12.037
González García C, Núñez-Valdez E, García-Díaz V, Pelayo G-Bustelo C, Cueva-Lovelle JM (2019) A review of artificial intelligence in the internet of things. Intl J Inter Multimed Artif Intell 5(4):9. https://doi.org/10.9781/ijimai.2018.03.004
F Sönmez, H Başak, and Ş Baday (2017)‘The mechanical strength of aluminum alloys which are joined with friction stir welding modelling with artificial neural networks’, in 2017 International Artificial Intelligence and Data Processing Symposium (IDAP), IEEE 1–4 https://doi.org/10.1109/IDAP.2017.8090325.
Raja RRR (2018) Wear rate prediction of friction stir welded dissimilar aluminum alloy by ANN. Intl J Mech Prod Eng Res Dev 8(3):887–892. https://doi.org/10.24247/ijmperdjun201893
Tuan Hoang A et al (2021) A review on application of artificial neural network (ANN) for performance and emission characteristics of diesel engine fueled with biodiesel-based fuels. Sustain Energ Technol Assess 47:101416. https://doi.org/10.1016/j.seta.2021.101416
Tao H, Diop L, Bodian A, Djaman K, Ndiaye PM, Yaseen ZM (2018) Reference evapotranspiration prediction using hybridized fuzzy model with firefly algorithm: regional case study in Burkina Faso. Agric Water Manag 208:140–151. https://doi.org/10.1016/j.agwat.2018.06.018
Gálvez A, Iglesias A (2013) A new iterative mutually coupled hybrid GA–PSO approach for curve fitting in manufacturing. Appl Soft Comput 13(3):1491–1504. https://doi.org/10.1016/j.asoc.2012.05.030
Mohd Adnan MRH, Sarkheyli A, Mohd Zain A, Haron H (2015) Fuzzy logic for modeling machining process: a review. Artif Intell Rev 43(3):345–379. https://doi.org/10.1007/s10462-012-9381-8
Oh W-B, Yun T-J, Lee B-R, Kim C-G, Liang Z-L, Kim I-S (2019) A study on intelligent algorithm to control welding parameters for lap-joint. Procedia Manuf 30:48–55. https://doi.org/10.1016/j.promfg.2019.02.008
Kulkarni KN, Lad RK (2021) Fuzzy logic and its developmental advances: a review. SSRN Electron J. https://doi.org/10.2139/ssrn.3883128
Verma S, Misra JP, Singh J, Batra U, Kumar Y (2021) Prediction of tensile behavior of FS welded AA7039 using machine learning. Mater Today Commun 26:101933. https://doi.org/10.1016/j.mtcomm.2020.101933
Caraveo C, Valdez F, Castillo O (2016) Optimization of fuzzy controller design using a new bee colony algorithm with fuzzy dynamic parameter adaptation. Appl Soft Comput 43:131–142. https://doi.org/10.1016/j.asoc.2016.02.033
Liu R, Yang B, Zio E, Chen X (2018) Artificial intelligence for fault diagnosis of rotating machinery: a review. Mech Syst Signal Process 108:33–47. https://doi.org/10.1016/j.ymssp.2018.02.016
Shanavas S, Dhas JER (2018) Quality prediction of friction stir weld joints on AA 5052 H32 aluminium alloy using fuzzy logic technique. Mater Today Proc 5(5):12124–12132. https://doi.org/10.1016/j.matpr.2018.02.190
SA Vendan, R Kamal, A Karan, L Gao, X Niu, and A Garg 2020‘Supervised machine learning in friction stir welding (FSW)’ 119–185 https://doi.org/10.1007/978-981-13-9382-2_3.
Imran M, Pambudi NA, Farooq M (2017) Thermal and hydraulic optimization of plate heat exchanger using multi objective genetic algorithm. Case Stud Therm Eng 10:570–578. https://doi.org/10.1016/j.csite.2017.10.003
Balachandar K, Jegadeeshwaran R (2021) Friction stir welding tool condition monitoring using vibration signals and Random forest algorithm – a machine learning approach. Mater Today Proc 46:1174–1180. https://doi.org/10.1016/j.matpr.2021.02.061
Riahi V, Khorramizadeh M, Hakim Newton MA, Sattar A (2017) Scatter search for mixed blocking flowshop scheduling. Expert Syst Appl 79:20–32. https://doi.org/10.1016/j.eswa.2017.02.027
El-Naggar KM, AlRashidi MR, AlHajri MF, Al-Othman AK (2012) Simulated annealing algorithm for photovoltaic parameters identification. Sol Energy 86(1):266–274. https://doi.org/10.1016/j.solener.2011.09.032
Qiu M, Fu Z, Eglese R, Tang Q (2018) A Tabu Search algorithm for the vehicle routing problem with discrete split deliveries and pickups. Comput Oper Res 100:102–116. https://doi.org/10.1016/j.cor.2018.07.021
Hatata AY, Osman G, Aladl MM (2018) An optimization method for sizing a solar/wind/battery hybrid power system based on the artificial immune system. Sustain Energy Technol Assess 27:83–93. https://doi.org/10.1016/j.seta.2018.03.002
Mokhtari Y, Rekioua D (2018) High performance of maximum power point tracking using ant colony algorithm in wind turbine. Renew Energy 126:1055–1063. https://doi.org/10.1016/j.renene.2018.03.049
Vivekanandan T, Sriman Narayana Iyengar NC (2017) Optimal feature selection using a modified differential evolution algorithm and its effectiveness for prediction of heart disease. Comput Biol Med 90(125):136. https://doi.org/10.1016/j.compbiomed.2017.09.011
Liu Q et al (2023) Parametric optimization of a spiral ground heat exchanger by response surface methodology and multi-objective genetic algorithm. Appl Therm Eng 221:119824. https://doi.org/10.1016/j.applthermaleng.2022.119824
Gad AG (2022) Particle swarm optimization algorithm and its applications: a systematic review. Arch Comput Methods Eng 29(5):2531–2561. https://doi.org/10.1007/s11831-021-09694-4
Tang Y, Zhou F (2023) An improved imperialist competition algorithm with adaptive differential mutation assimilation strategy for function optimization. Expert Syst Appl 211:118686. https://doi.org/10.1016/j.eswa.2022.118686
Gómez Díaz KY, De León Aldaco SE, Aguayo Alquicira J, Ponce-Silva M, Olivares Peregrino VH (2022) Teaching–learning-based optimization algorithm applied in electronic engineering: a survey. Electronics (Basel) 11(21):3451. https://doi.org/10.3390/electronics11213451
Rao RV, Savsani VJ, Vakharia DP (2011) Teaching–learning-based optimization: a novel method for constrained mechanical design optimization problems. Comput Aided Des 43(3):303–315. https://doi.org/10.1016/j.cad.2010.12.015
He F, Ye Q (2022) A bearing fault diagnosis method based on wavelet packet transform and convolutional neural network optimized by simulated annealing algorithm. Sensors 22(4):1410. https://doi.org/10.3390/s22041410
Chi F, Xu Y (2022) Building performance optimization for university dormitory through integration of digital gene map into multi-objective genetic algorithm. Appl Energy 307:118211. https://doi.org/10.1016/j.apenergy.2021.118211
Wang C, Liu R, Tang A (2022) Energy management strategy of hybrid energy storage system for electric vehicles based on genetic algorithm optimization and temperature effect. J Energy Storage 51:104314. https://doi.org/10.1016/j.est.2022.104314
Wang Y, Ge J, Miao S, Jiang T, Shen X (2023) Application of hybrid artificial bee colony algorithm based on load balancing in aerospace composite material manufacturing. Expert Syst Appl 215:119375. https://doi.org/10.1016/j.eswa.2022.119375
Akbari M, Shojaeefard MH, Asadi P, Khalkhali A (2017) Hybrid multi-objective optimization of microstructural and mechanical properties of B4C/A356 composites fabricated by FSP using TOPSIS and modified NSGA-II. Trans Nonf Metals Soc China 27(11):2317–2333. https://doi.org/10.1016/S1003-6326(17)60258-9
Wakchaure KN, Thakur AG, Gadakh V, Kumar A (2018) Multi-objective optimization of friction stir welding of aluminium alloy 6082–T6 using hybrid Taguchi-Grey relation analysis- ANN method. Mater Today Proc 5(2):7150–7159. https://doi.org/10.1016/j.matpr.2017.11.380
DA Pisner and DM Schnyer (2020) ‘Support vector machine’, in Machine Learning, Elsevier, 101–121 https://doi.org/10.1016/B978-0-12-815739-8.00006-7.
Wang Z, Wang S, Yang B, Wang Y, Chen R (2021) A novel hybrid algorithm for large-scale composition optimization problems in cloud manufacturing. Int J Comput Integr Manuf 34(9):898–919. https://doi.org/10.1080/0951192X.2021.1946852
Rohaninejad M, Tavakkoli-Moghaddam R, Vahedi-Nouri B, Hanzálek Z, Shirazian S (2022) A hybrid learning-based meta-heuristic algorithm for scheduling of an additive manufacturing system consisting of parallel SLM machines. Int J Prod Res 60(20):6205–6225. https://doi.org/10.1080/00207543.2021.1987550
Liu Z, Wang L, Li X, Pang S (2021) A multi-attribute personalized recommendation method for manufacturing service composition with combining collaborative filtering and genetic algorithm. J Manuf Syst 58:348–364. https://doi.org/10.1016/j.jmsy.2020.12.019
Sheikh Khozani Z, Barzegari Banadkooki F, Ehteram M, Najah Ahmed A, El-Shafie A (2022) Combining autoregressive integrated moving average with long short-term memory neural network and optimisation algorithms for predicting ground water level. J Clean Prod 348:131224. https://doi.org/10.1016/j.jclepro.2022.131224
Abdolrasol MGM et al (2021) Artificial neural networks based optimization techniques: a review. Electronics (Basel) 10(21):2689. https://doi.org/10.3390/electronics10212689
Chatterjee S, Mahapatra SS, Lamberti L, Pruncu CI (2022) Prediction of welding responses using AI approach: adaptive neuro-fuzzy inference system and genetic programming. J Braz Soc Mech Sci Eng 44(2):53. https://doi.org/10.1007/s40430-021-03294-w
L Millán, G Kronberger, JI Hidalgo, R Fernández, O Garnica, and G González-Doncel, 2021 ‘Estimation of grain-level residual stresses in a quenched cylindrical sample of aluminum alloy AA5083 using genetic programming’ 421–436 https://doi.org/10.1007/978-3-030-72699-7_27.
Cervantes J, Garcia-Lamont F, Rodríguez-Mazahua L, Lopez A (2020) A comprehensive survey on support vector machine classification: applications, challenges and trends. Neurocomputing 408:189–215. https://doi.org/10.1016/j.neucom.2019.10.118
Xue F, He D, Zhou H (2022) Effect of ultrasonic vibration in friction stir welding of 2219 aluminum alloy: an effective model for predicting weld strength. Metals (Basel) 12(7):1101. https://doi.org/10.3390/met12071101
Dinaharan I, Palanivel R, Murugan N, Laubscher RF (2019) Predicting the wear rate of AA6082 aluminum surface composites produced by friction stir processing via artificial neural network. Multidiscip Model Mater Struct 16(2):409–423. https://doi.org/10.1108/MMMS-05-2019-0102
Nadeau F, Thériault B, Gagné M-O (2020) Machine learning models applied to friction stir welding defect index using multiple joint configurations and alloys. Proc Instit Mech Eng Part L: J Mater Des Appl 234(5):752–765. https://doi.org/10.1177/1464420720917415
Dewan MW, Huggett DJ, Warren Liao T, Wahab MA, Okeil AM (2016) Prediction of tensile strength of friction stir weld joints with adaptive neuro-fuzzy inference system (ANFIS) and neural network. Mater Des 92:288–299. https://doi.org/10.1016/j.matdes.2015.12.005
Britto ASF, Mabel MC, Raja RE (2020) Design of bonding process parameters for experimentation and ANN-GA model development to maximise diffusion bond strength. Int J Comput Mater Sci Surf Eng 9(3):177. https://doi.org/10.1504/IJCMSSE.2020.10032744
Joseph Fernandus M, Senthilkumar T, Balasubramanian V, Rajakumar S (2012) Optimising diffusion bonding parameters to maximize the strength of AA6061 aluminium and AZ31B magnesium alloy joints. Mater Des 33:31–41. https://doi.org/10.1016/j.matdes.2011.06.022
Sagai Francis Britto A, Edwin Raj R, Carolin Mabel M (2018) Prediction and optimization of mechanical strength of diffusion bonds using integrated ANN-GA approach with process variables and metallographic characteristics. J Manuf Process 32:828–838. https://doi.org/10.1016/j.jmapro.2018.04.015
Li Y, Yu B, Wang B, Lee TH, Banu M (2020) Online quality inspection of ultrasonic composite welding by combining artificial intelligence technologies with welding process signatures. Mater Des 194:108912. https://doi.org/10.1016/j.matdes.2020.108912
Wang B, Li Y, Luo Y, Li X, Freiheit T (2021) Early event detection in a deep-learning driven quality prediction model for ultrasonic welding. J Manuf Syst 60:325–336. https://doi.org/10.1016/j.jmsy.2021.06.009
Sun L, Hu SJ, Freiheit T (2021) Feature-based quality classification for ultrasonic welding of carbon fiber reinforced polymer through Bayesian regularized neural network. J Manuf Syst 58:335–347. https://doi.org/10.1016/j.jmsy.2020.12.016
Sagai Francis Britto A, Edwin Raj R, Carolin Mabel M (2017) Prediction of shear and tensile strength of the diffusion bonded AA5083 and AA7075 aluminium alloy using ANN. Mater Sci Eng A 692:1–8. https://doi.org/10.1016/j.msea.2017.03.056
Taskin M, Dikbas H, Caligulu U (2008) Artificial neural network (ann) approach to prediction of diffusion bonding behavior (shear strength) of Ni-Ti alloys manufactured by powder metalurgy method. Mathematic Comput Appl 13(3):183–191. https://doi.org/10.3390/mca13030183
Taşkın M, Çalıgülü U (2006) Modelling of microhardness values by means of artificial neural networks of Al/Sicp metal matrix composite material couples processed with diffusion method. Mathematic Comput Appl 11(3):163–172. https://doi.org/10.3390/mca11020163
Palanisamy D, Sagai Francis Britto A, Binoj JS, Manikandan N (2021) Statistical optimization of parameters for enhanced properties of diffusion bonded AA6061 and AA 7075 aluminium alloys. Mater Today Pro 39:388–397. https://doi.org/10.1016/j.matpr.2020.07.614
A Milov, V Tynchenko, and A Murygin (2019) ‘Intelligent control of the diffusion welding technological process’, in 2019 International Russian Automation Conference (RusAutoCon), IEEE 1–6. https://doi.org/10.1109/RUSAUTOCON.2019.8867763
Hu W, Ma Z, Ji S, Qi S, Chen M, Jiang W (2020) Improving the mechanical property of dissimilar Al/Mg hybrid friction stir welding joint by PIO-ANN. J Mater Sci Technol 53:41–52. https://doi.org/10.1016/j.jmst.2020.01.069
Song Q, Wang H, Ji S, Ma Z, Jiang W, Chen M (2020) Improving joint quality of hybrid friction stir welded Al/Mg dissimilar alloys by RBFNN-GWO system. J Manuf Process 59:750–759. https://doi.org/10.1016/j.jmapro.2020.10.037
Okuyucu H, Kurt A, Arcaklioglu E (2007) Artificial neural network application to the friction stir welding of aluminum plates. Mater Des 28(1):78–84. https://doi.org/10.1016/j.matdes.2005.06.003
Parida B, Pal S (2015) Fuzzy assisted grey Taguchi approach for optimisation of multiple weld quality properties in friction stir welding process. Sci Technol Weld Joining 20(1):35–41. https://doi.org/10.1179/1362171814Y.0000000251
Mishra A, Dasgupta A (2022) Supervised and unsupervised machine learning algorithms for forecasting the fracture location in dissimilar friction-stir-welded joints. Forecasting 4(4):787–797. https://doi.org/10.3390/forecast4040043
Pitchipoo P, Muthiah A, Jeyakumar K, Manikandan A (2021) Friction stir welding parameter optimization using novel multi objective dragonfly algorithm. Intl J Lightweight Mater Manuf 4(4):460–467. https://doi.org/10.1016/j.ijlmm.2021.06.006
Hartl R, Bachmann A, Habedank JB, Semm T, Zaeh MF (2021) Process monitoring in friction stir welding using convolutional neural networks. Metals (Basel) 11(4):535. https://doi.org/10.3390/met11040535
Darras BM, Deiab IM, Naser A (2014) Prediction of friction stir processed AZ31 magnesium alloy micro-hardness using artificial neural networks. Adv Mat Res 1043:91–95. https://doi.org/10.4028/www.scientific.net/AMR.1043.91
Verma S, Misra JP, Popli D (2022) Modeling of friction stir welding of aviation grade aluminium alloy using machine learning approaches. Int J Model Simul 42(1):1–8. https://doi.org/10.1080/02286203.2020.1803605
Hartl R, Praehofer B, Zaeh M (2020) Prediction of the surface quality of friction stir welds by the analysis of process data using artificial neural networks. Proc Instit Mech Eng Part L: J Mater Des Appl 234(5):732–751. https://doi.org/10.1177/1464420719899685
R Harikeshava, MS Srinivasan, RV Vignesh, and R Padmanaban 2017 ‘ANN model for predicting the intergranular corrosion susceptibility of friction stir processed aluminium alloy AA5083’, in 2017 2nd International Conference on Communication and Electronics Systems (ICCES), IEEE 716–720 https://doi.org/10.1109/CESYS.2017.8321174.
Vangalapati M, Balaji K, Gopichand A (2019) ANN modeling and analysis of friction welded AA6061 aluminum alloy. Mater Today Proc 18:3357–3364. https://doi.org/10.1016/j.matpr.2019.07.258
Das B, Pal S, Bag S (2017) Torque based defect detection and weld quality modelling in friction stir welding process. J Manuf Process 27:8–17. https://doi.org/10.1016/j.jmapro.2017.03.012
Prasanth RSS, Hans Raj K (2018) Determination of optimal process parameters of friction stir welding to join dissimilar aluminum alloys using artificial bee colony algorithm. Trans Indian Instit Metals 71(2):453–462. https://doi.org/10.1007/s12666-017-1176-9
Akbari M, Asadi P, Zolghadr P, Khalkhali A (2018) Multicriteria optimization of mechanical properties of aluminum composites reinforced with different reinforcing particles type. Proc Instit Mech Eng Part E: J Proc Mech Eng 232(3):323–337. https://doi.org/10.1177/0954408917704994
Alkayem NF, Parida B, Pal S (2019) Optimization of friction stir welding process using NSGA-II and DEMO. Neural Comput Appl 31(S2):947–956. https://doi.org/10.1007/s00521-017-3059-8
Gupta SK, Pandey K, Kumar R (2018) Artificial intelligence-based modelling and multi-objective optimization of friction stir welding of dissimilar AA5083-O and AA6063-T6 aluminium alloys. Proc Instit Mech Eng Part L: J Mater Des Appl 232(4):333–342. https://doi.org/10.1177/1464420715627293
Mohanty HK, Mahapatra MM, Kumar P, Biswas P, Mandal NR (2013) Predicting the effects of tool geometries on friction stirred aluminium welds using artificial neural networks and fuzzy logic techniques. Int J Manuf Res 8(3):296. https://doi.org/10.1504/IJMR.2013.055245
Kurtulmuş M, Kiraz A (2018) Artificial neural network modelling for polyethylene FSSW parameters. Scientia Iranica 25(3):1266–1271
Dehabadi VM, Ghorbanpour S, Azimi G (2016) Application of artificial neural network to predict Vickers microhardness of AA6061 friction stir welded sheets. J Cent South Univ 23(9):2146–2155. https://doi.org/10.1007/s11771-016-3271-1
Adin MŞ, Işcan B, Baday Ş (2022) Optimization of welding parameters of AISI 431 and AISI 1020 joints joined by friction welding using Taguchi method. Bilecik Şeyh Edebali Üniversitesi Fen Bilimleri Dergisi 9(1):453–470. https://doi.org/10.35193/bseufbd.1075980
Anbarasi J, Yaknesh S, Sampathkumar K, Rajamurugu N (2022) Performance characteristics optimization in dissimilar friction stir welding using Grey relational analysis. Mater Today Proc 55:294–298. https://doi.org/10.1016/j.matpr.2021.07.302
Elsheikh AH, Abd Elaziz M, Vendan A (2022) Modeling ultrasonic welding of polymers using an optimized artificial intelligence model using a gradient-based optimizer. Welding World 66(1):27–44. https://doi.org/10.1007/s40194-021-01197-x
Norouzi A, Hamedi M, Adineh VR (2012) Strength modeling and optimizing ultrasonic welded parts of ABS-PMMA using artificial intelligence methods. Intl J Adv Manuf Technol 61(1–4):135–147. https://doi.org/10.1007/s00170-011-3699-2
Görick D, Larsen L, Engelschall M, Schuster A (2021) Quality prediction of continuous ultrasonic welded seams of high-performance thermoplastic composites by means of artificial intelligence. Procedia Manuf 55:116–123. https://doi.org/10.1016/j.promfg.2021.10.017
Li Y et al (2018) An artificial neural network model for predicting joint performance in ultrasonic welding of composites. Procedia CIRP 76:85–88. https://doi.org/10.1016/j.procir.2018.01.010
D Zhao, K Zhao, D Ren, and X Guo (2017) ‘Ultrasonic welding of magnesium–titanium dissimilar metals: a study on influences of welding parameters on mechanical property by experimentation and artificial neural network’, J Manuf Sci Eng 139(3) https://doi.org/10.1115/1.4035539.
Zhao D, Wang W, Ren D, Zhao K (2023) Research on ultrasonic welding of copper wire harness and aluminum alloy: based on experimental method and GA-ANN model. J Market Res 22:3180–3191. https://doi.org/10.1016/j.jmrt.2022.12.155
Mongan PG, Hinchy EP, O’Dowd NP, McCarthy CT (2020) Optimisation of ultrasonically welded joints through machine learning. Procedia CIRP 93:527–531. https://doi.org/10.1016/j.procir.2020.04.060
Pradeep Kumar J, Divyenth A (2022) Modelling and prediction of strength of ultrasonically welded electrical contact joints using artificial neural network. Mater Today Proc 22:1893–1901. https://doi.org/10.1016/j.matpr.2020.03.089
Li Y, Lee TH, Banu M, Hu SJ (2020) An integrated process-performance model of ultrasonic composite welding based on finite element and artificial neural network. J Manuf Process 56:1374–1380. https://doi.org/10.1016/j.jmapro.2020.04.033
Acknowledgments
The Authors Extend their Appreciation to the Deanship of Scientific Research at King Khalid University for Funding this Work through Large Groups Project Under Grant Number RGP 2/173/45.
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Contributions
Sambath Yaknesh, Natarajan Rajamurugu, Prakash K. Babu, Saravanakumar Subramaniyan: concept, methodology, investigation, data curation, formal analysis, writing the original draft, and writing and editing the review. Mohammad Nur-E-Alam and Manzoore Elahi M. Soudagar: data curation, formal analysis, supervision, validation, visualization, and writing and editing the review.
Corresponding authors
Ethics declarations
Competing interests
The authors declare no competing interests.
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Yaknesh, S., Rajamurugu, N., Babu, P.K. et al. A technical perspective on integrating artificial intelligence to solid-state welding. Int J Adv Manuf Technol 132, 4223–4248 (2024). https://doi.org/10.1007/s00170-024-13524-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13524-9