
Abstract
A global manufacturing community is dedicatedly striving to implement the concept of NetZero in precision cutting of difficult-to-machine materials, specifically, Inconel 617 (IN617) with due consideration to environmental protocols. The fast strain hardening issue of the said alloy during conventional processing rationalizes the application of electric discharge machining (EDM). However, EDM has been criticized for its high energy consumption and limited cutting efficiency. Moreover, conventional dielectric (kerosene) employed in EDM has drastic environmental and operator health concerns. To address the abovementioned issues, waste cooking oil (WCO) has been employed in this study which enhances the reusability of resources and minimizes the cost of the dielectric. Making the process sustainable is imperative along with continuously escalating scarcity of engineering resources. Therefore, the potential of shallow and deep cryogenically treated electrodes (SCT and DCT) has been comprehensively examined against nanofilled WCO to achieve the aforementioned objective. Three different concentrations of powder (Cp) and surfactant (Cs) to uplift the machining responses are investigated through a detailed parametric experimental design. Core machining factors such as material removal rate (MRR), surface roughness (SR), and specific energy consumption (SEC) are examined through optical and electron microscopy studies and 3D surface profilometry. Hereafter, machining factors are modelled using the artificial neural network (ANN) technique. An exceptional improvement of 80%, 25.3%, and 75.16% has been achieved in MRR, SR, and SEC respectively using nanopowder-mixed WCO against SCT brass compared to the responses’ values obtained against conventionally used kerosene. Furthermore, compared to kerosene, the maximum CO2 reduction of 79.97 ± 11.2% is achieved with WCO.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
European policymakers have increasingly embraced the implementation of a circular economy solution–based approach to support economy and environment. A circular economy captures material value and reduces losses by returning resources to the economy and avoiding landfills and incineration [1]. In order to improve processes and systems for waste management, recover recyclable and reusable materials, produce heat and fuel from biogas, and maintain a circular economy, trash must be processed efficiently by altering its physical, chemical, or biological qualities [2]. WCO is a cheap, renewable fuel for bio-based goods. WCO is a vegetable or animal-derived edible oil. After being fried beyond human consumption, this edible oil becomes WCO. China, Malaysia, and the USA generate 16 million tons of WCO annually [3, 4]. Due to logistics issues, Ecuador’s WCO market stays open. Used cooking oil is a hazardous waste since it can pollute water, land, and marine ecosystems, clog drains, and raise the cost of water treatment if it is not disposed of properly. Fifty-two of families dispose of WCO in the trash, and 21% flush them [5].
The process of EDM involves spark erosion and exhibits superior precision in machining composite materials as compared to conventional machining methods [6]. The primary advantage of EDM over traditional processes is that it did not affect the metallurgical characteristics of the materials compared to other non-conventional machining operations [7]. However, in EDM, the electrode did not have the physical contact with the workpiece, and repetitive electric sparks erode the workpiece material. This study demonstrates the application of WCO as a dielectric fluid (DF) in EDM due to its conductive nature. The tool is submerged in WCO, and when a plasma channel carrying high discharge heat passes over it, the dielectric becomes ionized. The geometry of the electrode is the exact opposite of the profile that is generated on the workpiece surface [8]. The cutting is performed in the presence of DF [9].
The need for high production with better surface quality of nickel (Ni)-based superalloys in aerospace and other engineering areas like combustion cans, super boilers, etc., made them a promising candidate. Considering the greater strength and rapid strain hardening of IN617, EDM is a suitable machining option for IN617 material. The low cutting rates of EDM limits its usage, and the hazardous fumes ejected during the machining phenomenon risks the operators’ life and pollutes the environment. However, the addition of certain additives can enrich the low cutting rates of EDM; along with that, biodegradable dielectrics can be a viable option compared to kerosene oil.
During the machining process, the dielectric medium is essential [10, 11]. It carried out tasks such as clearing the debris, cooling the electrode and base materials, and discharge. Different kinds of dielectrics (hydrocarbons, gases, water-based, etc.) are utilized in the machining process based on their utility [12]. Therefore, the abovementioned dielectrics gave distinct MRR, SR, dimensional accuracy, and wear ratio based on their physical and chemical characteristics [13]. Kerosene dielectric was commonly engaged in the EDM process, which has a low flash point and ejects hazardous fumes which affect the operator and surroundings [14, 15]. As mentioned earlier, EDM has low cutting rates, and the addition of certain additives (powders and surfactants) to dielectric improves machining efficiency. However, the present study used WCO as the DF.
Nanopowders are used in dielectric to stimulate the conductance between an electrode and the workpiece’s surfaces. A higher spark density and larger output parameters were achieved by including nanopowder. Moreover, the added nanopowder hampered the irregular sparking, due to which a higher MRR and low SR were gained [16]. One of the drawbacks incurred by the added nanopowder is the agglomeration process which impedes the performance of EDM [17]. This issue can be resolved with the addition of surfactants [18]. Because the surfactant addition lowers the surface tension and increases the chances of proper mixing of nanopowder and the DF, both the surface finish and the MRR were improved [19, 20]. Reddy et al. [21] evaluated the machinability of PH17-4 using EDM oil, Span-20, and graphite powder. Their study has reported a significant improvement in MRR and surface quality when the Span-20 and graphite powder were submerged in the DF. Kolli and Kumar [22] discovered that by including a surfactant in the dielectric medium, MRR was improved by raising the Cs from 4 to 6 g/l. Sugunakar et al. [23] evaluated the effectiveness of EDM, by involving Span-20 and Si powder in the dielectric. The authors concluded that using a Cs of 6 g/l in the DF resulted in a 200% increase in MRR and a drop in SR. Using graphite-mixed EDM oil, Sahu and Datta [24] found that the nickel-coated Cu electrode, when pitted against Inconel 718 in EDM, produced higher MRR and SR. Graphite powder in the DF, the scientists believe, also improves the electrode’s cutting ability. The MRR and SR of molybdenum material were calculated by adding aluminium powder to DF during the EDM process, as done by Mouangué Nanimina et al. [25]. The authors discovered that with the addition of aluminium powder, the output responses were vastly enhanced. Mahajan et al. [26] examined EDM on Co-Cr and DSS alloys in the presence of DF. Peak current, according to the authors, is the most crucial factor in enhancing the MRR of these alloys. According to Chow et al. [27], machining the titanium alloys with additives, such as aluminium and silicon carbide powder, results in effective debris flushing and increases MRR. According to Kolli and Kumar [22], the particles that enter the discharge gap cause the insulating strength to decrease and the discharge gap to increase. This discharge gap travels through the dielectric and is dispersed evenly throughout the machining operation, which stabilizes the process and leads to improvements in efficiency, MRR, and roughness.
Cryogenic treatment (CT) on the electrode was demonstrated to be a successful method for further enhancing the effectiveness of the machining process [28]. The supplied tool material’s wear, thermal, and electrical properties are improved by CT [29]. Grewal and Dhiman [30] performed the CT on the Cu electrode to investigate the SR of EN24. The authors revealed that CT improved the grain size of the electrode, and hence, a reduction of 15.75% was noticed in the SR for EN24. Srivastava and Pandey [31] used a CT copper and M2 high-speed steel for their experiment. Using the treated electrode resulted in a lower SR than the untreated electrode. CT electrodes, such as Cu, on titanium alloy have been shown to considerably minimize SR, as reported by Abdulkareem et al. [32]. The modern nickel-based alloys produced a high SR due to the higher pulse length, as stated by Li et al. [33], while investigating EDM-based machinability of nickel-based alloys. Referring to EDM of AISI 304 steel, Jafferson and Hariharan [34] found that the MRR increased by 51% and 35%, respectively, when cryogenically treated (CT) brass and copper electrodes are used.
As per the literature cited above, a significant amount of work has been done in MRR and SR on the machinability of various materials using biodegradable dielectrics during the EDM process. Previously, the authors have examined the EWR and OC for the IN617, using the same CT brass electrodes in the WCO [6]. But the supremacy of EDM has yet to be determined by engaging the CT electrode in powder and surfactant mixed dielectric of WCO for the machining of IN617. Moreover, the kerosene oil caused the health and environmental problems by the hazardous fumes ejected from it, and herein, the WCO as dielectric has been used to address the abovesaid concern. The engagement of biodegradable dielectric enhanced the magnitudes of output responses in the presence of additives (surfactant and powder) compared to conventional DF. The surfactant(s) functionality, particularly with the addition of specific powder additives, has been studied for EDM processing. However, their effectiveness as an independent additive in used cooking oil has not yet been examined. The ability of WCO dielectric with additional powder and surfactant has never been focused on in the EDM of IN617. Micrographs, SEM, and EDX investigations have all been used to demonstrate how SCT brass and DCT brass electrodes affect the EDM process. Moreover, the effect of Cs and Cp on the machining performance has also been determined. A well-performing artificial neural network (ANN) model has been developed on the constructed experimental data to model the EDM process. Furthermore, the parametric settings of input variables will also be suggested where a high MRR, a low SR, and SEC were achieved.
2 Experimental section
2.1 Materials and methods
To conduct the research, IN617 was selected as the base material. To investigate the effect of CT, throughout the EDM process, the modified WCO dielectric was used. Based on MRR, SR, and SEC, the effectiveness of EDM was assessed. The foundation material used in this study has dimensions of 65 × 65 × 4 mm. The chemical compositions and physical properties of IN617 are given in Table 1.
Brass was engaged as the electrode having a diameter of 9 mm, against the Ni-based superalloy with two distinct types of treatments SCT and DCT. The depth of cut was 0.3 mm during the entire machining procedure. The physical, thermal, and electrical characteristics of the brass electrode are given in Table 2 [35, 36]. CTs were executed in the different cryogenic chambers. For the SCT and the DCT, the brass electrode was placed in liquid nitrogen for 24 h at temperatures of − 84 °C and − 184 °C, respectively. Based on preliminary trials and literature, three different concentrations (6, 8, 10%/l) of Span 80 were also used in the WCO. To overcome the limitations of low cutting rates of EDM, alumina (Al2O3) powder with three distinct concentrations (0.5, 1.0, 1.5 g/l) was also used. Table 3 shows the parametric levels used in this study. Table 2 depicts alumina nanopowder’s physical and chemical properties.
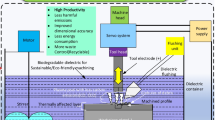
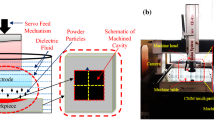
As it was mentioned above that WCO was used as the DF, in each experiment, a fixed concentration of WCO (250 ml) was engaged. Table 4 depicts the physical and chemical characteristics of WCO and Span 80 [37]. The EDM (Model RJ: 230) was used to execute the experimentation as shown in the schematic of Fig. 1. The determination of MRR (mg/min) was evaluated by the weight measurement of the base material before and after EDM processing using Eq. 1. Furthermore, a Taylor Hobson surface roughness meter was used to obtain the SR values. Using Eq. 2, we were able to calculate the SEC.

Working schematic of electric discharge machine setup
Herein, tm displays the machining time, where WB and WA are the superalloy weights before and subsequent to the EDM, respectively. In contrast, the variables Vm, Is, Vs, and Pon in Eq. 2 express, in turn, the volume eliminated; current; spark voltage, during a single cycle of machining; and the pulse on time.
To execute the actual experimentation, preliminary studies were taken to set the output variables and measure the machining parameters, i.e. maximum MRR, lowest SR, and SEC. The machining parameters were taken based on the literature review then after the trials experiment actual experiments were done by taking the spark voltage (4V), current (8A), and pulse ratio (1) as the constant parameters. At last, the optimal parametric settings will be suggested where the maximum MRR, lowest SR, and SEC were achieved.
2.2 Computational analysis
A non-linear and complex interaction between MRR, SR, and SEC against input parameters was observed during IN617’s EDM. Modelling such a complex output space is difficult. An artificial neural network, or ‘multilayer perceptron’, is a great function for approximating and mapping input variables to output responses. Even in weakly defined systems, the approach mines intricate non-linear interactions in hyperdimensional input space. General algorithm research is released [38].
By adding the appropriate intricacy to the model’s design, the best performance of the ANN model may be achieved. The model performs better and provides better points along the curve when the hidden layer has the appropriate amount of neurons. However, too much complexity in the architecture of the model may affect the generalization ability. In the same way, the least number of neurons from a specified range may also give a poor fit and error across the data. Therefore, the range for a right number of neurons is selected carefully. Generally, the number of neurons varies from 1.0 × to 2.5 × of input variables [39]. The outstanding measurements of machine learning model training performance are R2 and RMSE [40]. R2 and RMSE have the mathematical expression in Eqs. 3 and 4:
here, \({y}_{i}\) is the genuine magnitude of response measures, whereas \({\widehat{y}}_{i}\) is the model-forecasted magnitude; \({\overline{y} }_{i}\) is the mean of \({y}_{i}\), and \(i\) = 1, 2, 3, …, N represents the number of observations. RMSE assesses the inaccuracy of the actual and forecasted magnitude, whereas R2 evaluates accuracy,
Multi-objective genetic algorithm (MOGA) is a type of evolutionary algorithm that is used to solve optimization problems that have multiple objectives. The objectives are typically conflicting, so the algorithm must find a compromise between them. MOGA uses genetic operators such as crossover and mutation to search for multiple solutions simultaneously. It evaluates each solution according to its objectives and then identifies the best ones for the next generation. The best suitable solutions are combined to produce even better ones. This process is repeated until a satisfactory solution is found. The algorithm can find a balance between the objectives and is capable of finding multiple solutions to the same problem. Figure 2 presents the workflow diagram of MOGA.

Workflow diagram for multi-objective optimization through MOGA genetic algorithm
In this study, MOGA is used to optimize the magnitudes of input variables for optimal solutions of MRR, SR, and SEC. Equation 5 highlights the objective function used to optimize the values of input variables, whereas Eq. 6 depicts the constraints for the objective function.
During the optimization process, SCT gave a constant numeric value of 1, whereas DCT was nominated as 2.
3 Results and discussions
MRR, SR, and SEC as well as corresponding standard deviations are measured during EDM process of N617 using a CT brass electrode. Table 5 displays the experimental outcomes for MRR, SR, and SEC using SCT brass and DCT brass with three different amounts of Cp(s) and Cs(s). The machined holes produced during the EDM process are presented in Fig. 3.

Machined holes produced during the EDM process
3.1 Variation of MRR under input variables
The performance of SCT and DCT brass electrodes has been gauged in the WCO with alumina powder and surfactant addition. The overall efficiency of all the input variables on the response variable is shown in Fig. 4 as a main effects plot.

Main effects plot of MRR under input variables
3.1.1 Influence of CT on MRR
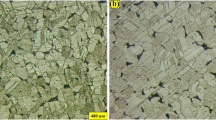
The SCT brass electrode performed outstandingly and gave a high magnitude of MRR compared to the DCT brass electrode in all possible combinations of full factorial design. The SCT in the case of brass electrode improved the grain size by up to 29% as shown in Fig. 5a and increased the conductivity by up to 27.6% [41] compared to DCT brass where the grain size improved by up to 7.89% as depicts in Fig. 5b, whereas the conductivity improved by 10.70% [42]. In the present study, the SCT brass electrode performed exceptionally compared to the DCT brass. Thereof, superior SCT brass performance is attributed to grain size reduction and improvement in conductivity compared to the DCT brass.

Microstructure of a SCT brass electrode and b DCT brass electrode
The SEM shown in Fig. 6a depicts that shallow and wide crater are established on the EDMed surface which indicates the high removal of material through the SCT brass electrode. The deep craters are produced on top surface of base material due to the irregular and even sparking compared to the SCT brass for the EDM of Ni-based superalloy, as shown in Fig. 6b.

SEM of machined specimens of IN617 using a SCT brass and b DCT brass
3.1.2 Influence of Cp on MRR
The three distinct concentrations of alumina powder have also been investigated in terms of MRR in the presence of WCO. The main effects plot depicts that the least Cp of alumina gave the higher MRR. The reason is that the added powder quantity enhanced the spark concentration by acting as the conductive bridge. A greater MRR was attained as a result of the enhanced spark concentration producing greater discharge heat that softens and vaporizes the base material. On the surface of a profile that has been machined, shallow craters occur. However, the greater width of craters is the indication of high removal of material in the spark on duration. SEM of the machined profile at 0.5 g/l Cp of alumina was also performed as shown in Fig. 7a, b.

SEM of machined profiles. a, c, e SCT brass electrode. b, d, f DCT brass electrode
At 0.5 g/l Cp, the redeposited material is of small quantity and the bowl type with high-width craters are formed. The magnitude of MRR was decreased when the Cp of 1 g/l was used. The reason for the decrease in MRR is that an optimal concentration of alumina powder is needed for greater erosion of material; if the concentration goes beyond that limit, it creates an agglomeration process. In the agglomeration process, the added powder accumulated at one place, and current did not pass through it, and lower discharge heat was produced. The higher concentration of alumina powder in the WCO gave a lower value of MRR [43]. The cause is that when the amount of added powder increases beyond the optimal limit, then it hampers the spark concentration of the base alloy. Moreover, the agglomeration process also impedes the current passage through it; hence, a lower removal rate was achieved. Figure 7c and d depict the SEM of machined specimen at 1 g/l Cp due to SCT and DCT brass electrodes, respectively. The shallow and small craters on machined profile are elaborating the less erosion of material from the workpiece surface compared to 0.5 g/l Cp. However, SEM of a machined workpiece at 1.5 g/l Cp of alumina was performed as shown in Fig. 7e, f where the same nature of shallow craters is formed which is in the favour of small melting and vaporization of material for SCT and DCT electrodes, respectively.
3.1.3 Influence of Cs on MRR
The efficiency of surfactant (Span 80) addition in the WCO was also measured throughout the EDM process of IN617 against the cryo electrodes. The term ‘surfactant’ is composed of three words, i.e. (i) surface, (ii) active, and (iii) agent. The lower concentration of Span 80 (6%/l) gave the least magnitude of MRR, as shown in Fig. 4. The reason for the low MRR is linked with itself, i.e. low Cs which did not lower the surface tension of dielectric and resulted in low MRR. Figure 8a and b illustrate the microscopic image of machined specimen due to SCT and DCT brass electrodes at 6%/l Cs. The wide craters are formed on the top surface of IN617 due to SCT brass electrode compared to DCT brass at the said Cs. The wide craters have a bowl nature, but the depth of craters seemed to be less. The machining performance of EDM at a lower concentration of Span 80 is shown SEM micrographs presented in Fig. 9a. Referring to Fig. 9a, it could be observed that a small amount of material was eroded from the base material which specifies that small craters on the surface of IN617. The magnitude of MRR was ranked second when the Cs of 8%/l was used in the WCO under the CT electrodes. Cs results in effective alumina powder distributions in the dielectric. Because of the Cs, the dielectric becomes more viscous, making it more challenging for the eroded material to remain in the machining zone. Powder particles, electrostatic forces, particle size, and surface characteristics are all factors that contribute to the decline in MRR [44]. The microscopic images shown in Fig. 8c, d depict the machined profiles due to SCT and DCT brass electrodes at the 8%/l of Span 80. At the said concentration and due to the SCT brass electrode, wide craters are formed on the machined cavities compared to the DCT brass electrode. Thereof, it can be seen that the higher concentration (10%/l) of Span 80 in the WCO gave a higher MRR than the other concentrations of the said surfactant. As WCO was used in this study, the waste oil went through a high-temperature zone multiple times during the cooking process. The addition of surfactant to dielectric is conceived to increase the dielectric conductivity by lowering the surface tension of the DF [22]. Herein, to activate the surface of atoms of WCO, a higher concentration of Span 80 was needed, and this higher concentration resulted in MRR. The microscopic images shown in Fig. 8e, f revealed that wide and deep crater are formed which is an indication of high erosion of material due to SCT brass electrode compared to DCT brass electrode. The SEM micrograph of the machined specimen under a higher Cs is shown in Fig. 9b. The SEM micrograph reflects the existence of deeper and wider craters on EDM processed surface. The deep and wide craters are an indication of high erosion of material under a supreme concentration of Span 80. The reason is that due to the least concentration of Span 80, improper mixing of the dielectric has happened which destroys MRR.

Microscopic images of machined profiles at a, c, e SCT brass electrode and b, d, f DCT brass electrode

SEM of machined profiles of IN617 using a 6%/l Span 80 concentration and b 10%/l Span 80 concentration
Now, if a comparison is made between the traditional dielectric and the WCO with and without the addition of additives during the machining of IN617, Fig. 10 depicts the needful. By introducing the additives in WCO, 48.71%, and 33.33% improvement in MRR was observed with SCT and DCT brass electrodes, respectively, compared to simple WCO. In the same way, an improvement of 61.53% and 66.67% in MRR compared to simple kerosene. However, an improvement of 51.28% and 51.85% in MRR was observed compared to the kerosene with the addition of additives. The reason for the better performance of SCT brass is attributed to the grain size refinement and with the enhancement of conductivity during CT.

Comparison of MRR in WCO with the highest value in kerosene oil
3.2 Variation of SR under input variables
With the addition of alumina powder and surfactant, the performance of SCT and DCT brass electrodes has been evaluated in the WCO. However, the main effects plot in Fig. 11 illustrates the total effectiveness of all the input variables on the response variable.

Main effects plot of SR under input variables
3.2.1 Influence of CT on SR
The machining performance of SCT and DCT brass electrodes has been investigated relating to SR in WCO and at three distinct Cp(s) of alumina and Span 80. From Fig. 11, it is obvious that SCT brass achieved better SR than the DCT brass. The better working of SCT brass is linked with improved microstructure after SCT. The refinement of grain size hampered the irregular and uneven sparking [32, 45]. As a result, SCT brass provided a higher level of surface polish than DCT brass. The SEM depicted in Fig. 13a demonstrates shallow and large craters on the IN617’s surface after EDM. The creation of shallow bowl-shaped craters on machined surfaces shows that the SCT brass electrode has improved surface generation.
Moreover, the melts redeposited are also low in case of SCT brass electrode on the surface of IN617 which is in the favour of a better surface finish. When a high current is passed through the DCT brass electrode, it produces high discharge heat during pulse on duration. This discharge heat dissipated by DCT brass is supposed to evaporate and melt a large amount of the base material, as shown in the schematic of Fig. 12a, b. The wider and deep craters are produced due to uneven and irregular sparking in case of DCT brass electrodes in WCO. In contrast to Fig. 13a, where the machined surface shows an oxide layer, melts are redeposited, and deep craters have appeared on machined specimen profiles as a result of the DCT brass electrode, the SEM in Fig. 13b shows a poor surface, which is an indication of irregular and uneven sparking during the machining process.

Generation of plasma channel during the pulse on time, a without Cp and b with Cp

SEM and 3D surface topographic view of machined IN617 using a SCT brass and b DCT brass electrode
3.2.2 Influence of Cp on SR
The surface of the base alloy is affected by the addition of Cp to the WCO throughout the EDM, because the alumina nanopowder serves as a conductive link between the workpiece material and the electrode. Figure 11 demonstrates that a lower alumina powder concentration provided a superior surface quality while interacting with the CT electrodes. It is expected that the high-temperature reconfigure electrode microstructure and addition of alumina powder increase heat accumulation which accelerates melt and evaporation of electrode material. The electrode material melts and vaporizes as a result. However, after the CT, the electrode is cooled to a low temperature that prevents melting and vaporization. As a result, the electrode’s surface is smoother, and sparks are dispersed evenly. This phenomenon produced a more refined surface finish of the workpiece’s surface. The SEM shown in Fig. 14a was the true picture of the phenomenon that happened above, because small and shallow craters are formed on the specimen when the SCT brass electrode was engaged for the machining. The formation of shallow craters is a sign of a smooth surface when the least concentration of alumina was employed. Moreover, a 3D surface profilometry was also generated using the ImageJ plugin Interactive 3D surface plot as shown in Fig. 14a at least Cp. 3D surface profilometry depicts the small peaks and valleys which is the indication of better surface generated during the EDM at low Cp of alumina. The EDX analysis was performed to investigate the surface generated by the EDM process. Figure 14a shows that no oxide layer was formed on the surface of IN617 which is the primary cause of the better surface of machine profiles.

Effect of Cp on surface morphology of IN617
The SR obtained at 1 g/l of alumina in the presence of WCO was ranked second. The reason for this is that there was an enormous quantity of alumina nanoparticles accessible to pass current and generate tremendous discharge energy enabling base material. An oxide layer was formed on the machined profile at 1.0 g/l Cp and due to DCT brass electrode as shown in Fig. 14b. The highest value of SR was achieved when the Cp of 1.5 g/l was added to the DF as shown in Fig. 11. The reason is that when a discharge pulse occurs during an EDM operation, heat is applied, and the rate at which the materials are removed relies on how quickly the applied heat is accumulated and dissipated. The temperature during EDM advancement is typically between 8.00 and 12.00 °C where the powder start melting and form agglomerations while reducing material vaporization. The SEM is shown in Fig. 14c represents the rough surface where deep and wide craters present. The rough surface is elaborating on the agglomeration process where the powder particles are melted due to high discharge heat produced during pulse-on time. Moreover, less material was flushed away in pulse-off time due to which a poorer surface was obtained. 3D surface profilometry was also captured which indicates the heightened peaks and valleys, and the EDX analysis indicates the high formation of oxide layer at 1.5 g/l Cp and due to DCT brass electrode.
3.2.3 Influence of Cs on SR
EDM process efficiency is investigated by adding different Cs(s) in the WCO. From Fig. 11, the least Cs gave the smallest SR in the presence of WCO. The increased concentration of Span 80 surfactant is likely to make the surface rougher and prevents particle aggregation. The addition of surfactant alters DF characteristics including soaking the powder, release of trapped air, and dispersing/fragmenting the particle clusters to prevent them their reaggregating [39]. Because of this, surface roughness increases as concentration does. Thereof, the least concentration produced a smoother surface than the higher one. If the microstructure of the machined profile is seen when the least concentrations of Span 80 were employed in WCO, then a better surface finish was observed as shown in Fig. 15a. The SEM depicts that a better surface finish was achieved during the EDM process. The improved surface finish has shallow craters on its surface which is an indication of a smoother EDMed surface. The main effects plot line went high for the optimal Cs (8%/l) and gave a higher value of SR in the DF compared to the least concentration of Span 80. The reason for the increase in SR is described in the above section. From Fig. 11, it can be visualized that a higher concentration of Span 80 gave the highest magnitude of SR. The reason is that surfactant addition lowered the dielectric’s surface tension and enhanced its conductivity. This phenomenon led to higher material erosion from the workpiece and created deep and wide craters in the base material. Thereof, the SR was increased with the increase in the Cs. The SEM shown in Fig. 15b is illustrating the poorer surface which is a sign of deep crater formation on the surface of Ni-based superalloy. The SR was increased with the increase in Cs, and melts redeposited were formed which increased the SR of IN617. The supreme Cs increased the conductivity of the dielectric due to which a greater amount of material was eroded, and hence, poorer surface was generated.

SEM of machined profiles at a 6/l Cs and b 10%/l Cs
A comparison is drawn among the least values of SR obtained in WCO and the kerosene oil with or without the addition of additives as shown in Fig. 16. It can be seen from Fig. 16 that by introducing the additives in WCO, 2.75% and 3.78% improvement in SR were observed with SCT and DCT brass electrodes, respectively, compared to simple WCO. In the same way, there was an improvement of 14.14%, and 3.78% in SR compared to simple kerosene. However, an improvement of 5.26% and 9.90% in SR was observed compared to the kerosene with the addition of additives.

Comparison of lowest SR values in WCO with the lowest value in kerosene oil
3.3 Variation of SEC under input parameters
With the addition of alumina powder as a surfactant, the performance of SCT and DCT brass electrodes has been evaluated in the WCO. However, the main effects plot in Fig. 17 illustrates the total effectiveness of all the input variables on the response variable.

Main effects plot of SEC under input variables
3.3.1 Influence of CT on SEC
The supremacy of CT brass electrodes has been determined in terms of SEC and presented in form of main effect plots in Fig. 17. The SCT brass consumed less amount of specific energy during the removal of debris from the IN617. The reason for the less consumption of energy due to the SCT brass electrode is associated with the grain size refinement and the enhancement of conductivity compared to the DCT brass electrode. Due to the SCT on the brass electrode, the packing of atoms has been enhanced and the gap between the atoms gets narrowed. Therefore, SCT brass consumed less amount of energy as compared to DCT brass where less grain size refinement and less enhancement of conductivity happened. It can be seen that the SCT brass gave high MRR and better surface finish, although it consumes less amount of energy.
3.3.2 Influence of Cp on SEC
The effect of Cp on the SEC has been demonstrated in Fig. 17. The lowest Cp of alumina consumed less amount of specific energy during the removal of debris and the production of a smooth surface. The reason for the less consumption of energy is linked to the less amount of alumina powder. The optimal Cp of alumina gave high energy consumption which erodes material from workpiece surface. A reason for the higher utilization of energy is associated with the greater amount of Cp, whereas suboptimal conditions reduced the energy utilization as shown in Fig. 17 at higher Cp of alumina powder.
3.3.3 Influence of Cs on SEC
The efficiency of EDM in terms of SEC has been evaluated at three different Cs(s) of Span 80 in the WCO as shown in Fig. 17. The trend for consumed energy during the machining operation of IN617 increased from the lowest to the optimal concentration of Span 80. The reason for the increased consumption of energy from the lowest concentration of Span 80 to the optimal is associated with the less reduction of the surface tension of DF which tends to absorb a greater amount of heat. Therefore, from the least Cs to the optimal concentration, the consumption of energy increased for Ni-based superalloy. However, at the highest Cs of Span 80, the utilization/absorption of energy for the accurate removal of debris is less. The reason for the least consumption of energy is that at higher Cs, the surface tension of the dielectric gets reduced, and the circulation of atoms becomes easy. Therefore, at the highest concentration of Span 80, the least amount of specific energy is used for the erosion of debris from the workpiece material.
A comparison is made among the lowest values of SEC obtained in WCO and with the kerosene oil during the machining as illustrated in Fig. 18. With the addition of powder and surfactant in the WCO, an improvement of 21.45% and 5.30% was found in SEC with the SCT and DCT brass electrodes, respectively, compared to the simple WCO. However, the kerosene oil without the addition of additives consumed high energy of 77.04% and 66.70% compared to additive-WCO with SCT and DCT brass electrodes, respectively. The consumption of energy was found to be less when the powder and surfactant were added to the kerosene oil. The better SCT brass performance of is attributed to grain size refinement and with the enhancement of conductivity during CT.

Comparison of lowest SEC values in WCO with the lowest value in kerosene oil
3.3.4 Techno-economic analysis of WCO for EDM process
This study aims to identify suitable parameters which ensure high-quality EDM machining with lower energy consumption in compliance with sustainable manufacturing protocols. MRR, SR, and SEC are the performance indicators with a direct link to these three aspects of sustainable production. The employment of WCO has lowered the price of dielectric for the EDM process, making the creation of complex parts less expensive. Additionally, CO2 indirectly hinders the manufacturing of sustainable commodities since it affects the ecosystem [28]. Figure 19 depicts the sustainability-related graphic. To achieve sustainability goals, all responses must be expressed through a relationship expressed by Eq. 3 [46].

Sustainability to EDM process
The usage of WCO as DF will have a well-proven and viable option to reduce the toxicity and save the environment from hazardous fumes. This will also be a step towards sustainability attainment in EDM. However, the global warming issues produced by the ignition of mineral-based oils and raised as a secondary byproduct by the chlorofluorocarbons can pollute the environment. Hence, ultraviolet rays increased the temperature of the Earth when the emission of CO2 increases [47]. A high MRR and a low SR of the machined profile value contribute to enhancing productivity which is a greater contribution to the manufacturing sector. Thereof, sustainability can be achieved in the EDM process.
3.4 Reduction in CO2 emissions
The process of EDM has been compared for the evaluation of SEC between the WCO as dielectric and the kerosene-based oil. The magnitude of SEC for the kerosene-based dielectric was found to be 49.3573 kJ/mg. The high usage of energy and ejection of hazardous fumes caused the depletion of ozone layer and increased the temperature of the Earth. It is important to mention that the SEC for WCO is lesser compared to the kerosene oil. However, the savings in energy consumption and the reduction in CO2 emissions have been calculated under the guidelines of the intergovernmental panel on climate change (IPCC) [48]. WCO’s CO2 decrease in percentage is shown in Fig. 20. The average CO2 reduction in WCO for SCT and DCT was 79.97 ± 11.2% and 72.64 ± 9.4%, respectively. The average CO2 decrease in kerosene for SCT and DCT was 42.48 ± 10.20% and 31.79 ± 33.2%, respectively. SCT brass in WCO has the greatest CO2 reduction potential. WCO thus helps to promote carbon non-involvement and process sustainability by lowering EDM CO2 emissions.

Reduction in CO2 emissions (%) using WCO
3.5 ANN modelling for machining variables
ANN modelling was a performance for a better understanding of impact marked by input variables such as SCT and DCT electrodes and Cp, Cs to the output responses, and interaction plots were constructed. For significant input parameters, ANOVA was also used. Since the models were unable to perform well, an ANN was built. The ANN model is based on process parameters to determine response measures in this study. The sum-of-squared error is assumed as a loss function and integrated with the Levenberg–Marquardt algorithm to optimize feed-forward back propagation–based ANN network parameters (weights and biases). Minimum gradient obtained = 1.0 × 10−20, maximum validation failure = 6, and training epochs = 10,000 determine early terminating conditions.
Figure 21a–c present the constructed ANN model for response measures. The ANN performance is determined on the bases of R2 and RMSE considering the hidden neuron layer from three to eight and the learning rate from E−4 to E−1. From Fig. 21a, the ANN model for MRR having three hidden neuron layers gives an R2 value of 0.999 in training dataset. However, the constructed model has perfectly predicted the in its validation. The RMSE values in training and testing for MRR are also lower for the said hidden neuron layer with values of 1.29 mg/min and 1.11 mg/min, respectively. Therefore, in comparison to other ANN models for MRR, the model with three hidden neuron layers and a learning rate of E−4 has the best performance.

Development of ANN model from three to eight hidden neuron layers for a MRR, b SR, and c SEC
The ANN’s model efficiency with three to eight hidden layer neurons for SR is illustrated in Fig. 21b. The models have predicted similarity during training and testing methodologies. The ANN model with four neurons in the hidden layer and learning rate E−3 outperformed others due to greater R2 and lower RMSE values (0.99, 0.0562 µm, and 0.2159 µm, respectively) for training and testing datasets. Figure 21c compares ANN models from three to eight neuron layers and represents the EDM’s SEC. All constructed models that map output variables to input variables well have R2 values of roughly 0.99 and 1 for training and validation datasets, respectively. The derived models’ RMSE differs significantly from that of the validation dataset. With a learning rate of E−2 and four hidden layer neurons, the ANN model has the largest RMSE_train magnitude (2260 J/mg) and the lowest RMSE_val (330 J/mg).
3.6 Parametric optimization
3.6.1 Multi-objective optimization by genetic algorithm
After the successful running of MOGA under the defined constraints, a single and combined solution for the input variables’ output responses was achieved. The MOGA has recommended the usage of SCT treatment electrodes to maximize the MRR and to minimize the SR and SEC, along with Cp and Cs of 0.83 g/l, 7.79%/l, respectively. Moreover, at the defined constraints in the multi-objective function the magnitude of MRR of amount 32 mg/min, SR of the magnitude of 9.7µm, and SEC of amount 1978.74 J/mg are achieved.
The optimal conditions for individual response optimization were developed using MOGA. This strategy aids in iterating the best combinations of process parameters that can yield the best value for the chosen output variable. Table 6 shows the confirmatory experimental results for machining variables, i.e. MRR, SR, and SEC.
With parametric combinations (SCT, 0.83 g/l, 7.8%/l), Table 6’s results demonstrate the superiority of machining performance of MRR (90.47%), SR (23.71%), and SEC (838.57%). However, compared to the CO2 emissions produced by the WCO dielectric’s default settings, there was a reduction in emissions of roughly 834.79%. Figure 22a–d depict that MRR, SR, and SEC have improved magnitudes compared to the kerosene oil by 33.33%, 21.13%, and 96.69%, respectively. Moreover, the reduction in CO2 emissions (μg CO2/mg) for WCO recorded about 78.83%, compared to kerosene oil.

Comparison of WCO with kerosene in terms of MRR, SR, SEC, and CO2 emissions
4 Conclusions
The efficiency of EDM has been evaluated in MRR, SR, and SEC for the IN617 under two types of treatments (SCT, DCT) and in the presence of WCO and three distinct concentrations of alumina powder and Span 80. A complete factorial design was used to assess the said responses. The output responses were explained based on process physics and the micrographs of machined profiles. The relationship between independent and dependent variables suggests that:
-
1.
SCT brass has outperformed compared to the DCT brass for MRR, SR, and SEC during the EDM processing of IN617. The superior SCT brass performance is anticipated due to high grain size refinement of about 29%.
-
2.
The percentage improvement in MRR is recorded at about 71.35% when the comparison has been made between the maximum values given by SCT and DCT brass electrodes. However, the percentage improvement in SR and SEC has been found at about 3.80% and 55.74% in SCT brass compared to the minimum values of DCT brass electrodes.
-
3.
However, in WCO, the enhancement in MRR of about 80.09% and reduction in SR and SEC have been found at about 25.25% and 75.16%, respectively, compared to the magnitudes achieved in the presence of conventional dielectric (kerosene) fluid.
-
4.
The addition of additives to DF helps in optimizing the performance of dielectric. In the present research study, the least concentration of alumina (0.5 g/L) has performed well and gave the better results of MRR, SR, and SEC.
-
5.
Surfactants regulate the DF performance used in EDM. The highest concentration of Span 80 (10%/l) has outperformed in giving a high MRR, whereas the least Cs (6%/l) gave the better results of SR and SEC.
-
6.
The engagement of WCO helps in the reduction of CO2 emissions which are calculated by the savings of energy. When SCT and DCT brass electrodes were engaged in the WCO the reduction in CO2 emissions of 79.97 ± 11.2%, and 72.64 ± 9.4% were found compared to the kerosene oil as DF, respectively.
-
7.
The EDM process is modelled using an effective ANN model for the response measures. The created models attain an R2 value greater than 0.9. Additionally, the model’s tolerable RMSE can be used to forecast the values of the aforementioned machining reactions.
-
8.
Multi-objective optimization through a genetic algorithm has also been performed to evaluate the best better parametric settings for obtaining the high magnitude of MRR and least value of SR and SEC during the machining of IN617. The MOGA results revealed that SCT treatment, 0.83 g/l Cp, and 7.79%/l Cs are the optimal solutions for the improvement in the MRR, SR, and SEC.
-
9.
If a comparison is made among the optimized values of output responses suggested by MOGA and the magnitudes obtained presence of kerosene oil, then it has been found that MRR, SR, and SEC magnitudes have been enhanced by 33.33%, 21.13%, and 96.69% respectively. However, the reduction in CO2 emissions (μg CO2/mg) for WCO is recorded about 78.83%, compared to kerosene oil.
According to the real facts, 52% of the household threw the WCO in the trash, and 21% flush them through improper ways, which lead to water, soil, and marine ecosystem pollution, drain clogging, and increased water-treatment costs. Therefore, a large amount of WCO should be recycled or can be reused as the coolant and DF, because this will reduce the CO2 emissions, improve surface finish, and also improve the MRR. The reduction of CO2 helps in the depreciation of temperature of the Earth.
Data availability
Not applicable.
References
Ribić B, Voća N, Ilakovac B (2017) Concept of sustainable waste management in the city of Zagreb: towards the implementation of circular economy approach. J Air Waste Manag Assoc 67:241–259. https://doi.org/10.1080/10962247.2016.1229700
Gomez G, Meneses M, Ballinas L, Castells F (2008) Characterization of urban solid waste in Chihuahua, Mexico. Waste Manage 28:2465–2471. https://doi.org/10.1016/j.wasman.2007.10.023
Used cooking oil, European Biomass Industry Association. Belgium https://www.eubia.org/cms/wiki-biomass/biomass-resources/challenges-related-to-biomass/used-cooking-oil-recycling/. Accessed 1 Aug 2023
Gui MM, Lee KT, Bhatia S (2008) Feasibility of edible oil vs. non-edible oil vs. waste edible oil as biodiesel feedstock. Energy 33:1646–1653. https://doi.org/10.1016/j.energy.2008.06.002
Salmani Y, Mohammadi-Nasrabadi F, Esfarjani F (2022) A mixed-method study of edible oil waste from farm to table in Iran: SWOT analysis. J Mater Cycles Waste Manag 24:111–121. https://doi.org/10.1007/s10163-021-01301-9
Sana M, Ishfaq K, Waseem MU et al (2023) A comparative study on the effect of deep and shallow cryogenic electrodes on tool wear rate and overcut with waste bio-oil in electric discharge machining. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-12860-6
Gupta A, Kumar H, Nagdeve L, Arora PK (2020) EDM parametric study of composite materials: a review. Evergreen 7:519–529. https://doi.org/10.5109/4150471
Jafarian F (2020) Electro discharge machining of Inconel 718 alloy and process optimization. Mater Manuf Processes 35:95–103. https://doi.org/10.1080/10426914.2020.1711919
Qudeiri JEA, Zaiout A, Mourad A-HI et al (2020) Principles and characteristics of different EDM processes in machining tool and die steels. Appli Sci 10:2082. https://doi.org/10.3390/app10062082
Sana M, Asad M, Farooq MU et al (2024) Machine learning for multi-dimensional performance optimization and predictive modelling of nanopowder-mixed electric discharge machining (EDM). Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-024-13023-x
Ishfaq K, Sana M, Waseem MU et al (2023) Mathematical modeling and experimental evaluation of superalloy EDM using cryogenically treated electrodes and transformer oil-based dielectrics: a correlation study. Int J Adv Manuf Technol 129:1649–1663. https://doi.org/10.1007/s00170-023-12398-7
Agrawal R, Jain JK, Yadav VS et al (2021) Recent advances in smart manufacturing and materials: select proceedings of ICEM 2020. Springer Singapore, Singapore
Nanimina AM, Abdul Rani AM, Ginta TL (2014) Assessment of powder mixed EDM: a review. MATEC Web Conf 13:04018. https://doi.org/10.1051/matecconf/20141304018
Sana M, Asad M, Farooq MU et al (2024) Sustainable electric discharge machining using alumina-mixed deionized water as dielectric: process modelling by artificial neural networks underpinning net-zero from industry. J Clean Prod 140926. https://doi.org/10.1016/j.jclepro.2024.140926
Patel Gowdru Chandrashekarappa M, Kumar S, Jagadish J et al (2021) Experimental analysis and optimization of EDM parameters on HcHcr steel in context with different electrodes and dielectric fluids using hybrid Taguchi-based PCA-utility and CRITIC-utility approaches. Metals 11:419. https://doi.org/10.3390/met11030419
Jithin S, Bhandarkar UV, Joshi SS (2020) Multi-spark model for predicting surface roughness of electrical discharge textured surfaces. Int J Adv Manuf Technol 106:3741–3758. https://doi.org/10.1007/s00170-019-04841-5
Dewan PR, Kundu PK, Phipon R (2020) Powder mixed electric discharge machining – a review. AIP Conference Proceedings 2273 050075. https://doi.org/10.1063/5.0025268
Dave N, Joshi T (2017) A concise review on surfactants and its significance. Int J Appl Chem 13:663–672. https://doi.org/10.37622/000000
Qazi MJ, Schlegel SJ, Backus EHG et al (2020) Dynamic surface tension of surfactants in the presence of high salt concentrations. Langmuir 36:7956–7964. https://doi.org/10.1021/acs.langmuir.0c01211
Ilani MA, Khoshnevisan M (2021) Study of surfactant effects on intermolecular forces (IMF) in powder-mixed electrical discharge machining (EDM) of Ti-6Al-4V. Int J Adv Manuf Technol 116:1763–1782. https://doi.org/10.1007/s00170-021-07569-3
Reddy VV, Kumar A, Valli PM, Reddy CS (2015) Influence of surfactant and graphite powder concentration on electrical discharge machining of PH17-4 stainless steel. J Braz Soc Mech Sci Eng 37:641–655. https://doi.org/10.1007/s40430-014-0193-4
Kolli M, Kumar A (2015) Effect of dielectric fluid with surfactant and graphite powder on electrical discharge machining of titanium alloy using Taguchi method. Eng Sci Technol Int 18:524–535. https://doi.org/10.1016/j.jestch.2015.03.009
Sugunakar A, Kumar A, Reddy VV (2021) Effect of graphite powder and surfactant mixed dielectric in electrical discharge machining of nickel alloy. Zeichen J 7(6):328–336
Sahu SK, Datta S (2019) Experimental studies on graphite powder-mixed electro-discharge machining of Inconel 718 super alloys: comparison with conventional electro-discharge machining. Proc Inst Mech Eng 233:384–402. https://doi.org/10.1177/0954408918787104
Mouangué Nanimina A, Lamaï N, Bongo D et al (2020) Analysis of fatigue and microhardness in metallic powder mixed EDM. OJAppS 10:613–624. https://doi.org/10.4236/ojapps.2020.1010043
Mahajan A, Singh G, Devgan S, Sidhu SS (2021) EDM performance characteristics and electrochemical corrosion analysis of Co-Cr alloy and duplex stainless steel: a comparative study. Proc Inst Mech Eng 235:812–823. https://doi.org/10.1177/0954408920976739
Chow H-M, Yan B-H, Huang F-Y, Hung J-C (2000) Study of added powder in kerosene for the micro-slit machining of titanium alloy using electro-discharge machining. J Mater Process Technol 101:95–103. https://doi.org/10.1016/S0924-0136(99)00458-6
Kim DM, Kim HI, Park HW (2021) Tool wear, economic costs, and CO2 emissions analysis in cryogenic assisted hard-turning process of AISI 52100 steel. Sustain Mater Technol 30:e00349. https://doi.org/10.1016/j.susmat.2021.e00349
Kumar S, Khedkar NK, Jagtap B, Singh TP (2017) The effects of cryogenic treatment on cutting tools. IOP Conf Ser: Mater Sci Eng 225:012104. https://doi.org/10.1088/1757-899X/225/1/012104
Grewal GS, Dhiman DP (2019) Effect of deep cryogenic treatment on copper electrode for non-traditional electric discharge machining (EDM). Mech Sci 10:413–427. https://doi.org/10.5194/ms-10-413-2019
Srivastava V, Pandey PM (2012) Performance evaluation of electrical discharge machining (EDM) process using cryogenically cooled electrode. Mater Manuf Processes 27:683–688. https://doi.org/10.1080/10426914.2011.602790
Abdulkareem S, Khan AA, Konneh M (2009) Reducing electrode wear ratio using cryogenic cooling during electrical discharge machining. Int J Adv Manuf Technol 45:1146–1151. https://doi.org/10.1007/s00170-009-2060-5
Li L, Hou RG, Sima ZW (2012) Electrical discharge machining of nickel-based super alloy. AMR 581–582:378–381. https://doi.org/10.4028/www.scientific.net/AMR.581-582.378
Jafferson JM, Hariharan P (2013) Machining performance of cryogenically treated electrodes in microelectric discharge machining: a comparative experimental study. Mater Manuf Processes 28:397–402. https://doi.org/10.1080/10426914.2013.763955
Kassem MGA, Ahmed A-MM, Abdel-Rahman HH, Moustafa AHE (2019) Use of Span 80 and Tween 80 for blending gasoline and alcohol in spark ignition engines. Energy Rep 5:221–230. https://doi.org/10.1016/j.egyr.2019.01.009
Hosni NAJ, Lajis MA (2020) Experimental investigation and economic analysis of surfactant (Span-20) in powder mixed electrical discharge machining (PMEDM) of AISI D2 hardened steel. Mach Sci Technol 24:398–424. https://doi.org/10.1080/10910344.2019.1698609
Das S, Paul S, Doloi B (2020) Feasibility investigation of neem oil as a dielectric for electrical discharge machining. Int J Adv Manuf Technol 106:1179–1189. https://doi.org/10.1007/s00170-019-04736-5
Ishfaq K, Sana M, Waseem MU et al (2023) Enhancing EDM machining precision through deep cryogenically treated electrodes and ANN modelling approach. Micromachines 14:1536. https://doi.org/10.3390/mi14081536
Sana M, Farooq MU, Anwar S, Haber R (2023) Predictive modelling framework on the basis of artificial neural network: a case of nano-powder mixed electric discharge machining. Heliyon 9(12) E22508. https://doi.org/10.1016/j.heliyon.2023.e22508
Ishfaq K, Sana M, Ashraf WM (2023) Artificial intelligence–built analysis framework for the manufacturing sector: performance optimization of wire electric discharge machining system. Int J Adv Manuf Technol 128:5025–5039. https://doi.org/10.1007/s00170-023-12191-6
Kapoor J, Khamba JS, Singh S (2011) An investigation on wear of shallow cryogenic treated wire in Wedm. MSF 701:31–42. https://doi.org/10.4028/www.scientific.net/MSF.701.31
Mohanty CP, Satpathy MP, Mahapatra SS, Singh MR (2018) Optimization of cryo-treated EDM variables using TOPSIS-based TLBO algorithm. Sādhanā 43:51. https://doi.org/10.1007/s12046-018-0829-7
Patel S, Thesiya D, Rajurkar A (2018) Aluminium powder mixed rotary electric discharge machining (PMEDM) on Inconel 718. Aust J Mech Eng 16:21–30. https://doi.org/10.1080/14484846.2017.1294230
Feng JQ, Hays DA (2003) Relative importance of electrostatic forces on powder particles. Powder Technol 135–136:65–75. https://doi.org/10.1016/j.powtec.2003.08.005
Choudhary R, Garg H, Prasad M, Kumar D (2017) Effect of cryogenic treatment of tool electrode on the machining performance and surface finish during electrical discharge machining of Hastelloy C-4. Materials Today: Proceedings 4:1158–1166. https://doi.org/10.1016/j.matpr.2017.01.132
ul Haq MA, Hussain S, Ali MA et al (2021) Evaluating the effects of nano-fluids based MQL milling of IN718 associated to sustainable productions. J Clean Prod 310:127463. https://doi.org/10.1016/j.jclepro.2021.127463
Ishfaq K, Sana M, Ashraf WM, Dua V (2023) Sustainable EDM of Inconel 600 in Cu-mixed biodegradable dielectrics: modelling and optimizing the process by artificial neural network for supporting net-zero from industry. J Clean Prod 421:138388. https://doi.org/10.1016/j.jclepro.2023.138388
Krey V, Masera O, Blanford G et al (2014) Annex 2 - Metrics and methodology. Cambridge University Press
Acknowledgements
The authors appreciate the support from Researchers Supporting Project (RSPD2023R702), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
Conceptualization, K.I., M.S.; methodology, K.I., M.S. and M.U.W; validation, K.I., M.S.; formal analysis, K.I., M.S.; investigation, K.I., M.S., and S.A.; resources, K.I., M.S., M.U.M., and S.A..; data curation, K.I., M.S.; writing—original draft preparation, K.I., M.S., M.U.W., and S.A.; writing—review and editing, K.I., M.S., M.U.W., S.A. and A.W.Z.; supervision, K.I., M.S., S.A., and A.W.Z; project administration, K.I., M.S..; funding acquisition, K.I., M.S., and S.A. All authors have read and agreed to the published version of the manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ishfaq, K., Sana, M., Waseem, M.U. et al. Circular usage of waste cooking oil towards green electrical discharge machining process with lower carbon emissions. Int J Adv Manuf Technol 131, 5133–5153 (2024). https://doi.org/10.1007/s00170-024-13322-3
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-024-13322-3