
Abstract
NetZero advancements for the manufacturing industry are aspiring for precision machining of difficult-to-cut materials with a high degree of accuracy, particularly for Ni-based super alloys while meeting climate protocols. The applications and properties of the foregoing materials warrant the usage of the electric discharge machining (EDM) technique. However, given the rising scarcity of resources, there is a compelling need to make this process sustainable. The standard dielectric (kerosene) employed in EDM is hazardous to one's health and fails in terms of long-term productivity. As a result, an effort has been made in this study to evaluate the potential of biodegradable dielectrics, at different copper powder concentrations for sustainable machining of Inconel 600. This investigation evaluated three powder concentrations (0.5, 1.0, and 1.5) g/100 ml for each dielectric. Output responses including electrode wear rate and overcut explicitly aid in ensuring long-term productivity. For example, EWR represents economic assessment, while overcut determines dimensional accuracy. The full factorial design method was used in the experiments, followed by a full statistical examination encompassing, parametric effects and interactions, and signal-to-noise ratio. The findings of this study revealed a decreased EWR (2.69 mm3/min), as well as a minimal overcut (0.33 mm). In case of EWR, about 39% variation in the magnitude has been noted when dielectrics have been varied, whereas approximately 30.9% variation in EWR was observed against the change in the powder concentration. For overcut, the influence of the dielectric on the response magnitude has been further improved as it produces about 61% variation in the OC value. However, the impact of the change in powder concentration for overcut is 8%. It was found that Amla oil with a powder concentration of 0.5 g/100 ml produced the least tool wear, but Sunflower oil at minimum powder concentration (0.5 g/100 ml) produced the minimum overcut. As a result, the combined effect of all of the aforesaid strategies results in more sustainable and dimensionally accurate machining.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Nickel (Ni)-based high-temperature superalloys, particularly Inconel 600, have achieved the popularity in different areas such as heat-treating industries, chemical industries, aeronautical industries, electrical and nuclear fields, and many other industries as well [1]. The excellent strength, rust resistance, machining abilities at higher temperatures, low density, etc., made the said superalloy a handsome selection for the aforementioned areas [2]. The metallurgical properties, like high abrasive particles in the microstructure and larger value of work hardening, are the main issues that the abovementioned superalloy did not give high accuracy of cutting by conventional drilling, milling, and turning operations [2]. Potential processing techniques include unconventional technologies like laser beam cutting, electric discharge machining (EDM), etc. [3]. However, EDM is a viable option, given the material's suggested usage. The well-established advantage of EDM is the creation of high-quality machined surfaces with precise tolerances [4, 5].
EDM is being a spark erosion process that has been used to machine the difficult-to-cut materials with high precision rate in superalloys and composite materials as well [6, 7]. When an electrode is immersed in a dielectric medium during an EDM process, the repeated spark production melts and erodes the workpiece's material by creating a voltage difference between the electrode and the material [8,9,10]. The required object shape replicates the tool surface [11, 12]. Dielectric fluid is crucial to the operation of EDM. Its function includes the temperature control of the dielectric, the debris' flushing and maintaining the discharge process [13]. Many types of dielectrics can be employed in EDM on basis of their utility like water based and gaseous based. Different characteristics of these dielectrics offer a range in material removal rate (MRR), surface quality, wear ratios, and precision [14]. Using kerosene oil as the dielectric medium gave the poor performance in terms of electrode wear rate (EWR) and overcut (OC). To overcome aforementioned issues and to increase the surface integrity, and to reduce the EWR, and OC(s), certain amendments have been made by the researcher.
One of the possible ways to enhance the machining performance is the powder mixed-EDM (PM-EDM) as it assists in improving the machining performance concerning EWR and OC [15]. Thus, PM-EDM adds value to conventional EDM as it creates the conditions to improve the overall process efficiency. However, an accurate control of the powder concentration (Cp) is highly demanded to achieve an enhanced machining productivity [16]. Furthermore, several environmental concerns like toxic fumes and oxides (carbon emissions) are also produced during machining that cannot be ignored. There is strong need to make this process sustainable and eco-friendly considering the rapid scarcity of the resources. The conventional dielectric (kerosene) used in EDM poses serious health concern and also fails in terms of sustainable production specifically in EDM, thus not suitable for sustainable machining [17]. Therefore, the combined influence of PM-EDM and biodegradable dielectric can enhance the machining productivity with minimal harmful emissions.
The potentiality of biodegradable dielectrics in terms of MRR, SR, OC, and EWR is determined by many researchers in the EDM of materials. Most of the researcher used biodegradable dielectrics in their research to support the abovementioned reasons. Rao et al. [18] used Sunflower oil as dielectric in the machining of AISI D2 steel and concluded that the performance of biodegradable dielectric is much superior to the conventional EDM oil used in the many researches. Das et al. [19] extracted the biodegradable dielectric from the neem oil and claimed that the performance of above-said oil was much greater than the EDM oil. Valaki et al. [20] used Jatropha curcas oil instead of EDM oil or kerosene oil and investigated that the results in terms of MRR and SR are much greater than that of other conventional dielectrics used in the EDM of materials. The supremacy of machining of EDM using the biodegradable dielectric along with the different powder concentrations to support the output response is used in this research.
Various researches have focused on the machinability investigation using different engineering materials like steels, composites, and nickel- and titanium-based alloys using different dielectric medium in PM-EDM to boost the machining productivity. The key goal in PM-EDM is the performance investigation concerning less EWR, dimensional accuracy, and overall surface integrity using various conductive/semi-conductive powders. Surekha et al. [21] investigated the machining performance in PM-EDM of EN-19 steel using Al powder in kerosene medium. The investigation involved the variation in Cp, pulse on time (Pon),Footnote 1 peak current (Ip),Footnote 2 and gap voltage (Vg)Footnote 3 for MRR, and EWR using surface response modeling. It was concluded that the Ip is more influential for MRR with percent contribution (PCR)Footnote 4 of 22.23% followed by Cp (12.12%) and Pon (8.89%), respectively. It was also inferred that an excessive increase in Cp may interrupt the electric sparks for electro-discharge erosion during machining. Tiwary et al. [22] examined the influence of three metal powders, namely, Cu, Ni, and cobalt (Co)Footnote 5 on machinability study in PM-EDM of Ti-6Al-4 V using deionized water dielectric. These said conducting powders with varying Cp were analyzed for MRR, EWR, over-cut, and taper-cut and resulted an order of increased machining performance as Cu > Co > Ni. It was further added that 4 g/l of Cu and Co powder and Ip(1A) act as an optimal setting to boost MRR.
Chakraborty et al. [23] investigated the die corner accuracy and material removal mechanism in wire EDM of Ti-6Al-4 V using four different powders, namely, BC4, Al2O3, silica, and graphite in deionized water. It was revealed that the BC4 significantly enhances the corner accuracy (43.66%) and MRR (28.46%) compared to other three powders. Ramesh and Jenarthanan [24] optimized the control variables, namely, Cp, Ip, and duty factor, for material removal mechanism and surface finish in PM-EDM using kerosene dielectric, and three powders, namely, graphite, manganese (Mn),Footnote 6 and silicon (Si).Footnote 7 Their findings highlighted the supremacy of the graphite powder for MRR and silicon powder for surface finish. The maximum MRR was achieved at extreme Cp of graphite and low duty cycle, and least EWR was obtained at low concentration of Mn, high duty factor, and low Ip, whereas for minimal SR, lower Ip, higher concentration of Si, and medium-duty cycle were recommended. Singh [25] performed an in-depth study on the machinability of processed parts concerning MRR, EWR, and SR. It was concluded that the MRR is highly influenced by Pon and Ip. It was also concluded that an increased Cp in PM-EDM enhances the SR and MRR along with recast layer thickness (RLT).
Experimental investigation was performed by Bains et al. [26] concerning the surface modifications in SiC-based PM-EDM of metal matrix composites using kerosene dielectric. It was resulted that the magnetic field-assisted PM-EDM boosts the MRR (118%) and microhardness (63%) along with a significant reduction in SR (67.5%), respectively. Singh and Sharma [15] studied the environmental effects, namely, the aerosol concentration and dielectric consumption in three different mediums, such as kerosene and EDM oil, along with distilled water in PM-EDM of WC–Co. It was concluded that the hazard and operability analysis (HAZOP) assists in managing and alleviation in environmental pollution, machining wastes, and overhead cost. It was also inferred that the stochastic nature of the process makes it difficult to produce the standard optimal settings for green machining [27]. Singh et al. [28] examined the parametric influence in simple and PM-EDM of AA6061/10% SiC composite using tungsten powder in kerosene medium. It was concluded that the increased Cp in PM-EDM enhances the MRR (48.43%) and reduces the RLT (42.85%) compared to simple EDM.
The supremacy of PM-EDM (30.13%) was also validated over simple EDM (24.27%). Haque et al. [29] carried out a comparative assessment of dimensional accuracy in simple and PM-EDM of Inconel X750 alloy using Al and graphite powder in deionized water. It was added that graphite > Al electrode concerning surface finish, and PM-EDM results in lower MRR with higher surface finish compared to simple EDM. Peças and Henriques [30] studied the effect of Cp and dielectric flow on machined surface morphology involving the recast layer thickness (RLT) and SR in Si powder-based EDM. It was claimed that the optimized Cp and flushing flow are highly desired to boost the process capability. The crater diameter, its depth, and RLT were also reduced in PM-EDM. Bhattacharya et al. [31] optimized the control variables in PM-EDM of EN31, H11, and high-carbon high-chromium die steel in rough and fine machining using Al powder in kerosene dielectric. It was concluded that Cp, Pon, and Ip influenced more on SR than MRR. It was also inferred the order of increased MRR in PM-EDM as EN31 > H11 > high carbon steel. Shah and Tahir [32] announced that vegetable oil has similar dielectric properties as that of hydrocarbons oils. These liquids might supplant water, gas dielectric, and hydrocarbons oils for the EDM interaction. Liquid could be distinguished as a likely dielectric for EDM in the event that it has a higher flash point, higher oxygen content, higher breakdown voltage, higher viscosity, nontoxic, lower instability and harmful emanations, and better biodegradability [33]. Khan et al. [34] proposed empowering the scrutiny in the utilization of all bio-oils as an option in contrast to customary liquids because of their low cost, simple and plentiful accessibility, and higher maintainability sway file. The castoff consumable vegetable oil is disposed of into the climate after series of cooking cycles once the oil's double bonds begin breaking into single bonds, prompting its immersion. Likewise, squander vegetable oils like canola, linseed, and so on gotten from backwoods trees and plants can be found in neighborhood markets. In this work, the machinability was improved in PM-EDM of Inconel 600 alongside negligible destructive impacts. Further developed execution concerning the Sans Eco usefulness was gotten in PM-EDM utilizing canola oil contrasted with the customary dielectric medium. Hence, the biodegradable oil helped to keep up with the improved machining execution alongside green machining.
Agarwal et al. [35] carried out EDM of titanium alloy considering the machining parameters, i.e., Ip, Pon, Vg to investigate their effect on EWR, MRR, and RWR. Cu electrode was engaged against the said alloy. The authors concluded that Ip was the most influencing factor for the output responses, followed by the Pon, and Vg. Singh et al. [36] compared the cutting capability of castor oil with EDM oil and deionized water in EDM of Ni-based superalloy in terms of OC, SR, and MRR. The authors found that castor oil can be used as the dielectric medium; moreover, the overcut width given by castor oil was lesser than the conventional dielectrics, but the SR achieved in the case of biodegradable dielectric was inferior to the SR magnitude realized with traditional fluids of EDM. Sethy [37] used the three distinct electrodes to determine their machining proficiency in terms of SR, MRR, OC, and EWR during EDM of titanium alloy and stainless-steel materials. Among all the used electrodes, Cu performed outstandingly for both the workpieces and gave the highest MRR, least EWR, intermediate OC, and SR. Gugulothu [38] investigated the cutting ability of deionized water and drinking water in EDM taking titanium alloy as the base material. The author claimed that Ip was the most significant factor, followed by the Pon, Poff in deionized water to obtain better output variables. Sahu et al. [39] gauged the supremacy of EDM when the titanium alloy was studied using EWR, MRR, and SR against the Cu-W-B4C electrode. The authors concluded that discharge current was the influencing factor for the MRR, followed by EWR and SR. Mukherjee et al. [40] performed the EDM on the metal foams to evaluate the MRR, OC, and EWR in the presence of a brass electrode. The authors found that EWR increased when the discharge current increased and decreased when discharge time and voltage were increased.
Mishra et al. [41] determined the proficiency of EDM in terms of EWR, SR, and MRR while machining Inconel 718 against the Cu and graphite electrodes. The authors found that if the Cu electrode was used, then improved magnitudes of output variables were achieved compared to the graphite electrode. However, the authors suggested that Ip was the most influencing factor for the higher MRR, lower EWR, and SR. Sharma et al. [42] investigated the supremacy of EDM for cutting of Inconel 625 against the Cu electrode in the presence of kerosene oil. The authors claimed that Ton and Toff were the highly effective input variables for SR of the said superalloy. Furthermore, the models developed during the study showed an appreciable relation between the forecasted values and experimental magnitudes. Akgün [43] used three distinct electrodes in EDM against the Monel K-500 to evaluate the response parameters like surface quality and removal rate. The author concluded that a better surface quality was achieved when the Cu electrode was used instead of Cu–W and graphite. However, the removal rate was highly affected by the graphite electrode instead of the rest of the two electrodes used in the study.
The review of the literature mentioned demonstrates that the use of powder-based additives has positive impact on the cutting proficiency of EDM. However, the potential of such additive(s) has not been comprehensively explored so far in EDM of Inconel 600 which is primarily focused in this work. Moreover, the issue of dielectric degradation has also been taken into consideration because the conventional dielectric causes health problems and environmental issues. Accordingly, five biodegradable dielectrics have been used in this work to address the said concern. It is pertinent to mention that the selection of the best biodegradable dielectric is still a question as the work published in the field has never explored the proficiency of variety of biodegradable dielectrics on a broad spectrum. Furthermore, the discussion on the aspect of electrode wear rate and dimensional overcut is limited if biodegradable dielectric is engaged for machining of Ni-based superalloy. Additionally, the cutting potential evaluation of these biodegradable dielectrics in the presence of micro-powder-based metallic additives under varying concentrations has never been targeted so far. Therefore, the cutting proficiency of five biodegradable oils under different concentrations of metallic micro-powder additives has been comprehensively examined herein. The full factorial design was used in the experiments, followed by a statistical examination of experimental results. Optical and scanning electron microscopies were used to explain the process science. Both single- and multi-objective optimizations have been performed. For multi-objective optimization, grey relational analysis (GRA) and weighted signal-to-noise ratio were used. Validation of the proposed settings was performed and compared with the published work.
2 Materials and methods
Machining experiments were performed on Inconel 600 plate (5 mm thickness, 40 mm width, and a length of 100 mm) having a density of 8.47 × 103 kg⁄m3. The technical details including chemical composition and properties of the workpiece are presented in Table 1, and the EDM performance is highly influenced by the material's characteristics along with control variables [44, 45]. Inconel 600 is considered a high-temperature Ni-based superalloy with superior hot and cold workability, strength, and high resistance (heat, corrosion) [46]. As explained earlier, the said characteristics of the selected alloy rationalize the application of EDM. However, the issue of toxic fumes generation in EDM employing kerosene as dielectric limits its use. Furthermore, the intrinsic issues of electrode wear and OC also depreciate its applications for machining of superalloys. Therefore, herein the potentiality of five different biodegradable dielectrics, namely, Sunflower oil, Amla oil, Olive oil, Mustard oil, and Coconut oil, has been comprehensively envisaged in terms of electrode wear and dimensional OC(s). The reason for the selection of these dielectrics is their well-proven environment friendly behavior in EDM. Kerosene oil has also been used in few of the experimental trails. The inclusion of the kerosene is on the analogy that its results can set a baseline which might be compared with the performance of other dielectrics. The properties of different biodegradable dielectrics used in this study are shown in Table 2.
In order to uplift the machining efficiency in EDM of Inconel, powder additives have also been engaged. Cu powder under various concentrations, i.e., 0.5 g/100 ml, 1 g/100 ml, and 1.5 g/100 ml, has been employed in this context.
Cu is an exceptional conductor that bears a small electrical resistance of 1.70 × 10–6 Ω-cm [22]. Such a minor resistance value infers that the electricity can be easily conducted at a reasonably high rate. Other supreme characteristics of Cu include excellent corrosion resistance, nonmagnetic behavior, high ductility, and it can also act as a strong anti-bacterial agent [51]. The aforesaid feature makes it a preferred choice in this investigation. Moreover, the selection of Cp levels was made on the basis of preliminary experimental trials. It has been revealed during initial trials that below 0.5 g/100 ml Cp, no noticeable results have been found, whereas above 1.5 g/100 ml concentration of Cu powder creates arcing in EDM of Inconel 600. Therefore, these two extremes have been defined as the threshold limits.
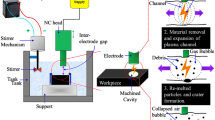
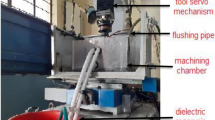
The electrode of aluminum has been used having dimensions 10 mm × 10 mm. The choice of the aforementioned tool material is made considering its good performance in terms of dimensional OCs in PM-EDM [52]. The technical details of the tool electrode and the mixing powder are mentioned in Table 3. The machining conditions employed during experimentation involving the control variables, their levels, and constant factors are mentioned in Table 4. During experimentation, a 10 mm × 10 mm cavity was machined using the electrode of Al. Design of experiment (DOE) of 15 experiments using full factorial design has been used for experimentation. The schematics of experimental setup and the machined cavity are shown in Fig. 1a. The output responses defined in this work include EWR (mm3/min) and OC (mm). The calculation of EWR was performed by collecting the machining data concerning the cycle time and weight of the tool electrode prior and after the one complete machining cycle. Measurements of the machined cavity have been taken using a Coordinate Measuring Machine (model: Chen Wei CE-450DV) as indicated in Fig. 1b. The measurements have been taken at five different points along the length and width of the machined cavity. Afterward, the difference between the defined dimensions of machined cavity to that actually achieved in EDM has been calculated. Following relations mentioned as equations (Eqs.1–2) were employed for finding the magnitudes of output responses.
where "Ve" symbolizes the volume of tool electrode eroded; "tm" denotes the machining time. The achieved machined dimensions are represented by “AD,” whereas “Dd” is denoting the defined dimensions of cavity. The weight of the tool electrode was measured using a precise electronic scale (Denver instrument T-214). Experimental findings have been analyzed using parametric plots and bar charts. The machined surface morphology was also examined using microstructural and scanning electron microscopy (SEM) images to provide a deep insight to the process physics in the form of machining effects. Finally, two multi-objective optimization techniques, i.e., grey relational approach (GRA) and weighted signal-to-noise (WSN) ratio analysis, have been implemented to select an optimal combination of parameters for improving the responses.

Experimental setup, a schematic of EDM process and achieved machined cavity, b CMM measurement of machined cavity
3 Results and discussion
The machinability investigation of Inconel600 in powder mixed-EDM was performed by varying the Cp (0.5, 1.0, 1.5) g/100 ml with five different biodegradable dielectrics. The details of experimentation including control variables (dielectric type and Cp) and output responses (EWR, OC) can be seen in Table 5. The results revealed that the least tool wear rate (2.69 mm3/min) was obtained using Amla oil with Cp (0.5 g/100 ml), whereas the minimal OC (0.33 mm) was achieved using Sunflower oil at minimum Cp (0.5 g/100 ml). The necessary details and the rationales of the study findings are discussed in the forthcoming sections.
3.1 Influence of input variables for EWR
The trends of responses at different Cu powder concentrations and five different dielectric fluids have been analyzed in terms of bar charts and line plots illustrated in Figs. 2a, b. These parametric effects assist in examining the process physics and the influence of each control variable on the individual output response.

Graphical illustrations to indicate the effects of varying Cp and dielectric type in PM-EDM, a bar charts of EWR in distinct biodegradable dielectrics and Cp, b line plots to indicate the dielectric-wise performance with respect to EWR
The analysis of EWR in the Sunflower oil using different Cp is presented in Fig. 2. It has been revealed that Al gives high EWR at 1.0 g/100 ml Cp, which is due to fact that a significant number of nanoparticles were available to make the conductive bridge between the electrode and workpiece material for the passage of current and produce high discharge heat for melting and vaporizing base material. Moreover, the high magnitude of current and Pon, greater number of ions strike on the surface of electrodes that leads to the high EWR. It can be seen in Fig. 3a that deep and wide craters are formed on the surface of the electrode which is the indication of high EWR in the Sunflower oil at second level Cp. The EWR ranked second at the least Cp in the Sunflower oil. The reason is linked with the reduction of Cu powder. Smaller the amount of Cu powder lower will be the production of discharge heat, and hence less amount of material eroded from the Al electrode [24]. At 1.5 g/100 ml Cp, Sunflower oil gives the least value of EWR rate. The reason is that an optimum Cp limit is required for high machining response, but if the Cp goes beyond that limit, it impedes the transfer of discharge energy to workpiece, and hence short circuiting and arc phenomena reduce the EWR in the Sunflower oil. The line plot in Fig. 2 shows that at low and high quantity of Cp, EWR is minimum, but at optimum Cp, the EWR is maximum due to abovementioned reason. MangapathiRao et al. [56] used the same Sunflower oil and alumina powder in the biodegradable dielectric and found that due to the high flash point of Sunflower EWR got reduced.

Microscopic images of machined surface in terms of EWR using, a Sunflower oil as dielectric at 1.0 g/100 ml Cp, b Amla oil as dielectric at 1.0 g/100 ml Cp, c Olive oil as dielectric at 1.5 g/100 ml Cp, d Mustard oil as dielectric at 1.0 g/100 ml Cp, and e Coconut oil as dielectric at 1.0 g/100 ml Cp
The machining proficiency of Al electrode is also evaluated in Amla oil at different Cp (0.5, 1.0, 1.5) g/100 ml. It has been examined that Al electrode gives the 46.8% lower value of EWR at 0.5 g/100 ml Cp compared to Sunflower oil. The Amla oil led to assist in the better cooling and heat dissipation to describe its supremacy concerning EWR. The reason for the lower EWR in the presence of Amla oil as compared to the Sunflower oil is due to the high dielectric strength of Amla oil (50 kV) which lowers the ionization of the dielectric and also minimizes the discharge heat for the erosion of material from the Al electrode [50]. Considering that the surface of the electrode remains intact owing to the low EWR thereof a better cut quality is achieved. In EDM, the machined profile is the replica of the tool profile and any imperfection in the tool geometry will directly translate in the machined profile geometry. So, the low wear of the tool facilitates in obtaining the accurate impression. Moreover, it also provides uniformity in the machined impression due to a better control over the sparking phenomenon. The same has also been witnessed in the micrograph presented in Fig. 4a. It has been revealed that smaller and shallow craters are formed at the machined surface when smaller concentration of Cu powder in the presence of Amla oil has been used. Another important observation made from the SEM micrograph (Fig. 4b) is the size of melt redeposit which is also lesser if the said combination is used. As minimal values for EWR are usually required to enhance the useful life of the tool electrode, the Amla oil with Cp 0.5 g/100 ml is the desired threshold to maintain the dimensional accuracy. It can be seen from Fig. 3b that at 1.0 g/100 ml Cp, deeper craters are formed on the electrode surface. The formation of these is attributed to the availability of more discharge energy in the cutting regime at high powder concentration. This rise in Cp provides more electric erosion sites in the cutting regime; therefore, greater amount of material gets removed both from the workpart and the electrode. Thus, electrode wear is increased.

a Micrograph of machined profile using Amla oil as dielectric at 0.5 g/100 ml Cp, b SEM of machined Al electrode using Amla oil as dielectric at 0.5 g/100 ml Cp
The supremacy of machining performance is evaluated in terms of EWR in Olive oil as well. From Fig. 2, it can be seen that Al electrode gives 42.3% high EWR at first level of Cp (0.5 g/100 ml) compared with the Amla oil. The reason is that Olive oil has the lower value of dielectric strength (26–41 kV) among the other dielectrics used in this study, and thereof, the ionization of the said biodegradable oil becomes easier. This ionization phenomenon generates high discharge heat input in the cutting zone [50]. Correspondingly, larger amount of material is removed from the electrode and the target surface which promotes the EWR as indicated in Fig. 3c. As the electrode is subjected to more wear, the poor cut quality is realized at the machined surface. The EWR was ranked second at the optimal Cp of Cu in the presence of Olive oil. The increase in the EWR at the optimal concentration of Cu powder is due to increase in powder, and hence the greater number of conductive bridges was formed at the distinct points between the electrode and workpiece. The maximum value of EWR, i.e., 5.85 mm3/min, is noticed in Olive oil which is 21.5% higher compared to the Amla oil. However, the said value is attained at 1.5 g/100 ml Cp. The presence of conductive Cu powder in the aforementioned concentration intensifies the discharging process in the machining region by producing intense heat. Hence, more material gets detached from the electrode surface raising the EWR.
The cutting potential of Al electrode has also been measured in the Mustard oil as dielectric medium in the EDM at different level of Cp as illustrated in Fig. 2. It has been revealed that there is a reduction in EWR by 17.5% in Mustard oil in comparison with the Olive oil at least value of Cp (0.5 g/100 ml) using the Al electrode. The low value of EWR of Al at 0.5 g/100 ml Cp in the Mustard oil is due to high flash point of Mustard oil (254 °C) compared to Olive oil (210 °C). Moreover, the lower concentration of Cu powder reduced the spark bridges between the electrode and workpiece material. Therefore, the low Cp generates less discharge heat during the pulse on time and high flash point of the biodegradable Mustard oil indicates the less volatility and flammability of the oil. Both these characteristics (low Cp and high flash point of dielectric) contribute in lowering the value of EWR of Al [50]. Figure 5a shows the microscopic image at 0.5 g/100 ml Cp in the Mustard oil, where shallow craters are formed on the surface of the machined electrode surface which is the indication of less erosion of material. There is an increase in EWR by 32.5% when Al electrode is treated in Mustard oil at second level of Cp (1.0 g/100 ml). This is due to fact that a significant number of nanoparticles were available to make the conductive bridge between the electrode and workpiece material for the passage of current and produce high discharge heat for melting and vaporization of the base material. Moreover, the lowest value of breakdown voltage of Mustard oil (28 kV) among other dielectrics made it less stable dielectric, and high thermal conductivity of Cu powder enhanced the chances of striking the ions on the Al electrode and resulted in greater EWR. Subsequently, the poor surface texture is realized at the machined surface as evidenced in SEM micrographs shown in Fig. 6a. It has been revealed that wider and deeper craters were formed on the Ni-based superalloy's surface as the tool engaged in cutting has a compromised surface texture due to wear of the electrode as depicted in Fig. 3d. The redeposition of the melted debris has also been witnessed in the SEM micrographs illustrated in Fig. 6a. This happens due to inappropriate flushing of the melted debris. During off-time of pulse cycle, usually dielectric carries away the debris; however, if debris is not removed, it might re-joined the base material forming a recast layer of the material. Microglobule structures have also been found at the machined surface. Their creation is attributed to the aqueous tension of the melt pool. The size of such asperities is larger in case of mustered oil is linked with the increased Cp and higher density of the said oil. These aspects cause an increase in the melt pool tension which gives rise to the globule-like structures. The increase in the size of the aforesaid asperities hampers the surface quality of the machined specimen. Interestingly, when a maximum value of Cp (1.5 g/100 ml) is introduced in the Mustard oil, there will be drop in the EWR by 6.32%, in comparison with the EWR obtained at 1.0 g/100 ml. The maximum amount of Cp impedes the creation of high intense heat and plasma channel and results in the low erosion of material from the electrode [57]. The machined surface obtained in this case is examined via SEM analysis as well as shown in Fig. 6b. In addition to the melt re-deposits and pork marks, some surface cracks have also been noticed. The cracks created on the EDMed surface are one of significant abnormalities. The workpiece and the electrode are exposed to extreme cyclic tension and temperature loadings. Because of this, the crack is shaped on a microstructure level. Cracks are generally tiny aspects. It is seen under high amplification. For the most part, the crack thickness improves with an expansion in carbon enhancement onto the machined zone during dielectric breaking. At times, cracks enter across the white layer (the recast layer) and end at the point of interaction with the base material. Cracks only occasionally enter past the recast layer [58].

Microscopic images of machined surface in terms of EWR using, (a) Mustard oil as dielectric at 0.5 g/100 ml Cp, b Mustard oil as dielectric at 1.5 g/100 ml Cp

a SEM of machined specimen in Mustard Oil at 1.0 g/100 ml Cp, b surface crack in workpiece material in Mustard oil as dielectric at 1.5 g/100 ml Cp
The cutting performance of EDM in the presence of Coconut oil as dielectric medium under varying Cp is also investigated. It has been found that, in Coconut oil at lower value of Cp (0.5 g/100 ml), there is an increase in the EWR by 17.7% compared with the Mustard oil at the same level of Cp. However, the said level of Cp provides the least EWR under Coconut oil. Because lower Cp produced lower discharge heat which melts and erodes the material in smaller quantity [24]. It is worthy to mention that the EWR realized with Coconut oil is lesser then that achieved with Mustard oil if is either 1.0 g/100 ml or 1.5 g/100 ml Cp is used. The decrease in the EWR in Coconut oil compared to Mustard oil is possibly due to high thermal conductivity and breakdown voltage of Coconut oil (60 kV). High thermal conductivity of Coconut oil provides an efficient heat sink that reduces the heat retention time in the cutting zone. So, the exposure time of electrode to the heat gets reduced which helps to lower the EWR. But if the performance of Coconut oil at 0.5 and 1.0 g/100 ml is compared, greater EWR is produced at 1.0 g/100 ml. The reason for high the EWR in the Coconut oil at 1.0 g/100 ml Cp is due to the formation of conductive bridge between the workpiece, and the electrode which enhances the discharge energy in the cutting zone. As the electrode surface is also exposed to this energy input, more of the material gets removed from the electrode surface. Subsequently, magnitude of EWR is raised. The microscopic image of the Al electrode shown in Fig. 3e at 1.0 g/100 ml Cp depicts the formation of deeper craters which is the indication higher erosion of electrode. The fall of EWR by 11.9% compared with Mustard oil is observed when Al electrode is treated against the Inconel 600 in the presence of Coconut oil at maximum value of Cp (1.5 g/100 ml). The reduction in EWR of Al during EDM of Inconel 600 is due to fact that an optimum Cp limit is required for high machining response, but if the Cp goes beyond that limit, it impedes the transfer of discharge energy to workpiece, owing to the agglomeration of the powder particles. Hence, EWR is decreased. The cutting performance of EDM is illustrated in the microscopic image of material shown in Fig. 7a. Relatively shallow and small craters are evident on the machined surface at 1.5 g/100 ml Cp in contrast to that realize at 1.0 g/100 ml as highlighted in Fig. 7b.

Microscopic images of machined surface in terms of EWR using, a Coconut oil as dielectric at 1.0 g/100 ml Cp, b Coconut oil as dielectric at 1.5 g/100 ml Cp
For the sake of comparison, kerosene oil has also been tested for EDM of Inconel using Cu powder as additive. As mentioned earlier that the minimum EWR (2.69 mm3/min) has been achieved with Amla oil at 0.5 g/100 ml; therefore, the same concentration has been used with kerosene to make the comparison. The results revealed that at the aforesaid concentration of Cu under kerosene oil provides 4.75 mm3/min EWR. In other words, a reduction of about 43% in EWR can be achieved if Amla oil is used as dielectric as demonstrated in Fig. 8.

Comparison of EWR (mm3/min) at 0.5 g/100 ml Cp
3.2 Influence of input variables for overcut
The machining capabilities of the previously mentioned electrode (Al) have also been evaluated in terms of OC in the presence of different dielectrics and distinct stages of Cp of Cu and while EDM of Inconel 600. The trends of responses at different Cu powder concentrations and five different dielectric fluids have been analyzed in terms of bar charts and line plots illustrated in Figs. 9a, b. These parametric effects assist in examining the process physics and the influence of each control variable on the individual output response.

Graphical illustrations to indicate the effects of varying Cp and dielectric type in PM-EDM a bar charts of OC in distinct biodegradable dielectrics and Cp, b line plots to indicate the dielectric-wise performance with respect to OC
The results that pertain to OC with the application of the Al electrode and Inconel 600 against various dielectric media are shown in Table 5 and Fig. 9a, b. In simple words, it is the difference in the calculation of the size of electrode to the size of machined cavity. The cutting performance of machining in terms of OC has been examined using Sunflower oil as dielectric and Al as electrode against the Inconel 600. There is minimum value of OC (0.33 mm) when the first level of Cp (0.5 g/100 ml) is employed in the Sunflower oil. The low Cp of Cu reduced the number of conductive bridges for the higher spark density. Due to this, a large series of spark zone was hampered, and less discharge heat was subjected to workpiece. However, the presence of side sparks between the workpiece material and electrode caused the over machining which is more common to happen [59]. In addition, the recast layer was also explored on the surface of specimen when the Sunflower oil was utilized. Figure 10a illustrates that a very thin and minute layer of melted debris was formed on the surface of Ni-based superalloy. The main reason for the formation of recast layer is that the particles are not completely removed out from the workpiece surface and redeposited on the workpiece’s surface in the pulse-off time [50, 58]. But as the feebler discharge has been produced in the cutting zone due to lesser concentration of Cu particles and high viscosity of the Sunflower oil. So, lesser amount of melted debris has been generated. Subsequently, the chances of re-deposition of the melted debris have also been lessened giving lower value of recast layer as illustrated in Fig. 10a. The maximum value of OC (0.45 mm) in Sunflower oil was observed, when the machining performance of the Al is investigated against the Inconel 600 at the centralized level of Cp (1.0 g/100 ml). At this concentration greater number of electric erosive sites are available to attack/melt the material. Considering that these sites are randomly distributed in the dielectric, therefore, the probability of sideways sparking is increased that led to improve the OC value. Similar finding has also been cited in another work carried out in the field of EDM [59]. The magnitude of OC reduces as the concentration was uplifted to 1.5 g/100 ml in EDM of Inconel 600. The reason is that at this concentration agglomeration of powder particles occurs that impedes the transfer of discharge energy to workpiece. Hence, the chances of side sparking got reduced. Consequently, OC value has been decreased.

Recast layer on the workpiece material using a Sunflower oil as dielectric at 0.5 g/100 ml Cp, b Olive oil as dielectric at 0.5 g/100 ml Cp
The machining competence of Amla oil seems inferior in contest to Sunflower oil if OC is the set response as indicated in Fig. 9. At lower of value of Cp (0.5 g/100 ml), Al electrode gives the larger value of OC (0.54 mm) in Amla oil, and compared to Sunflower oil, there is an increase in OC by 38.9%. The primary reason for the increase in OC is due to low flash point of Amla oil (254 °C) compared to Sunflower oil. The low flash point indicates the less stability of the dielectric during discharging. This promotes irregular sparking which raised the OC magnitude [60]. At the second and third levels of Cp, the value of overcut has been dropped in EDM of Ni-based superalloy. The primary reason is that, with the increase in Cu particles, the interelectrode gap is increased which lowers the discharge energy transfer to the workpiece. Moreover, the project area of the workpart to the plasma channel also is shortened due to the increase in the discharge gap. Thus, OC value is decreased.
Interestingly, the maximum value of OC (0.61 mm) in case of Olive oil is attained at smallest value of Cp (0.5 g/100 ml). An 11.5% increase in the OC value is observed in Olive oil compared to the Amla oil at the same concentration of Cu powder (0.5 g/100 ml) as shown in Fig. 11a. The high value of OC at the low Cp (0.5 g/100 ml) is influenced by low breakdown voltage of Olive oil (26–41 kV) compared to other dielectrics. During the phenomenon of discharging, breakdown of the Olive oil molecules causes an expansion of the plasma channel. Hence, overcut magnitude is increased. The aforementioned enrichment of the plasma channel generates a powerful explosion removing greater amount of material from the workpiece. However, this also improves the chance of deeper recast layer formation as the volume of the melted droplet has been increased. The SEM micrograph of the machined sample recorded for the said parametric combination also portrays the same scenario. The recast layer has larger thickness owing the re-joining of the melted particles to the base material as shown in Fig. 10b. The supreme reason for the formation of high peaks of recast layer is that the molten material was not completely flushed away and solidifies in the duration of off time [61].

Overcut magnitude images of machined surface using, a Olive oil as dielectric at 0.5 g/100 ml Cp, b Olive oil as dielectric at 1.0 g/100 ml Cp, c Mustard oil as dielectric at 0.5 g/100 ml Cp, and d Coconut oil as dielectric at 1.5 g/100 ml Cp
The magnitude of OC reduces as the Cp is uplifted to the second level (1.0 g/100 ml). The availability of greater number of particles in the discharge gap is the primary reason for this effect. The presence of particle in greater amount tends to expand the discharge gap which lowers the amount of discharge energy transfer to the workpiece. Hence, the OC value has been decreased as shown in Fig. 11b. It is important to note that the value of OC obtained with Olive oil at 1.0 g/100 ml Cp is 10.7% higher in comparison with the OC realized with Amla oil at the same concentration. The value of overcut again improves as the Cp is raised beyond its second level. This increment is because of the powerful sparking generated in the cutting zone. This sparking not only removes the material from the desired part of the work surface but also promotes the material erosion from the sides; subsequently, OC is improved. Although the discharge also increases with this concentration of powder particles and lowers the discharge energy transfer, as the explosion produced in the cutting zone is more powerful thereof larger amount of material gets eroded from the target surface.
The Al electrode gave second ranked value of OC, and the supremacy of machining of workpiece against the electrode is observed high in Olive oil compared to the Amla oil by 10.7%, at the same amount of Cp (1.5 g/100 ml). The reason for high value of OC is due to the absorption of high energy during pulse on duration, and then the side sparks generate the greater discharge heat. Moreover, high Cp creates high interelectrode gap which also produced high discharge heat that melts and erodes the material, and hence the larger value of OC is obtained. The overcut magnitude at 1.5 g/100 ml Cp portrays that at the aforesaid Cp, material surface is over machined beyond the margin of the electrode compared to the same dielectric at different Cp(1.0 g/100 ml).
The machining efficiency of EDM in Mustard oil as dielectric, Al electrode, and Inconel 600 workpiece is determined at different amounts of Cu powder as highlighted in Fig. 9. The maximum value of OC (0.54 mm) was achieved at 0.5 g/100 ml Cp. The maximum value of OC in the Mustard oil at low Cp is due to the low breakdown voltage (28 kV) of said biodegradable oil. The breakdown of dielectric molecules during the discharging process also contributes to the production of discharge energy. The production of high discharge heat melts and vaporizes the workpiece material and results in the high value of OC as shown in Fig. 11c. The value of OC is decreased as the Cp is increased to 1.0 or 1.5 g/100 ml as illustrated in Fig. 9. This reduction is attributed to the high density of the Mustard oil (0.969 g/ml). Basically, at high concentration values greater number of particles is present in the discharge gap and the high density of the dielectric promotes the chances of their agglomeration. The said issue of agglomeration hampers the machining capability of the additive-based dielectric. As a result, lesser material is eroded from the target surface, and hence OC is decreased. The minimum value of OC is obtained with 1.5 g/100 ml Cp under Mustard oil. This value is 33.9% smaller in comparison with the OC value achieved with Olive oil.
The cutting potential of Coconut oil has also been tested for EDM of Inconel employing varying concentrations of Cu powder. First two levels of Cp of Cu provide better results in comparison with the Mustard oil’s performance at the said levels. The reduction in the value of OC(s) compared to Mustard oil is due to the high flash point of Coconut oil (563 °C) compared to other biodegradable dielectrics. High flash point gave the greater stability to the dielectric, and there are less chances for the flammability and volatility. Therefore, the contribution of the discharge phenomenon of dielectric molecule toward the discharge energy creation has been compromised. Thereof, lesser material is eroded which facilitates the lowering of OC value. Interestingly, the magnitude of OC enhances if the Cp is raised to 1.5 g/100 ml. An increment of 37.3% is realized in contrast to the OC value obtained at previous Cp level. The reason is that, at high concentration of Cu powder, the interelectrode gap was increased; however, the presence of more electro-erosive sites in the gap intensifies the sparking phenomenon. Consequently, OC is improved as shown in Fig. 11d.
Kerosene oil has also been tested for Inconel 600 in EDM using Cu powder at 0.5 g/100 ml as an addition, for comparison point of view. As was previously noted, 0.5 g/100 ml of Cp in Sunflower oil produced the lowest OC (0.33 mm); hence, the same concentration of kerosene was used to do the comparison. The findings showed that at the specified concentration of Cu under kerosene oil, 0.38 mm OC is produced. In other words, using Sunflower oil as a dielectric, as shown in Fig. 12, can result in a 13% reduction in OC compared to kerosene oil.

Comparison of OC (mm) at 0.5 g/100 ml Cp
3.3 Parametric analysis
The parametric analysis has been performed in terms of main effects plot for EWR and OC to evaluate the trend of the effects of input variables on the output variables. In this regard, Figs. 13, 14 depict the needful parametric analysis.

Parametric analysis for EWR in different dielectrics at distinct Cp

Parametric analysis for OC in different dielectrics at distinct Cp
3.3.1 Parametric analysis for EWR
The supremacy of EDM has been determined for the Inconel 600 in terms of EWR at three levels of Cu powder concentrations and in the presence of five different biodegradable dielectrics. Herein, the parametric analysis was performed as shown in Fig. 13, to investigate the trends of the input variable, which has a greater effect on output variable.
The effect of varying the dielectric on the EWR of Ni-based superalloy is shown in Fig. 13. At the first level, EWR in Sunflower oil is higher compared to Amla oil due to the high specific heat of Sunflower oil (2.244 kJ/ kg K). At the high value of specific heat, the dielectric absorbs more heat to raise the temperature and release high discharge heat. Due to this phenomenon, the EWR in Sunflower oil is high. The Amla oil gave the least magnitude of EWR compared to the other dielectrics used in this study. The reason for the lower EWR in Amla oil is linked to its high dielectric strength. The greater dielectric strength reduced the chances of breakage of the bond between the atoms of the dielectric. Thereof, EWR was lower in Amla oil because a high voltage was required to break the dielectric strength compared to Sunflower oil. There is an increase in EWR when a change of dielectric from Amla oil to Olive oil has happened. The reason for the rise in EWR in Olive oil is the fact that it has a low value of dielectric strength. Low dielectric strength led to the fluid's breakage and production of high discharge heat. So, higher discharge heat melts the Al electrode more than the base material, due to which EWR was high. There is also an increase in EWR from Olive oil to Mustard oil. The reason for the high EWR in the Mustard oil is linked with the low viscosity compared to other dielectrics used. Because the mobility of the molecules in Mustard oil is more effortless, the flow of heat through the dielectric becomes more accessible due to less friction among the molecules. Therefore, due to this property, Mustard oil gave a high EWR compared to the other dielectrics. Now, if the trend of EWR is seen from Mustard oil to Coconut oil, a drop in EWR was observed. The reduction in EWR in Coconut oil is due to the oil's high flash point. A high flash point gave more stability to the dielectric, reducing the chances of volatility and flammability. Thereof, due to the high flash point of Coconut oil, the EWR gets reduced.
The trend of EWR due to three distinct Cp of Cu is elaborated in Fig. 13. The added powder makes the conductive bridges between the electrode and workpiece surfaces. Now, it can be seen that at least concentration of Cu powder, the Al electrode gave the least EWR. The reason is linked to the low concentration of Cu powder. Because at a smaller amount of Cu powder, the number of conductive bridges gets reduced, and thereof, it lowers the production of discharge heat during pulse on time, and hence less amount of material eroded from the Al electrode due to which EWR gets reduced. The Al electrode gives high EWR at 1.0 g/100 ml Cp, which is due to the fact that a significant number of nanoparticles were available to make the conductive bridge between the electrode and workpiece material for the passage of current and produce high discharge heat for melting and vaporizing base material. At the supreme concentration of Cu powder (1.5 g/100 ml), the EWR gets reduced again. The reason is that an optimum Cp limit is required for a high machining response. Still, if the Cp goes beyond that limit, it impedes the transfer of discharge energy to the workpiece, and hence short-circuiting and arc phenomena reduce the EWR.
3.3.2 Parametric analysis for OC
The results that pertain to OC with the application of the Al electrode and Inconel 600 against various dielectric media are shown in Fig. 14. The supremacy of EDM gave the least OC magnitude in the Sunflower oil. The reason for the lower OC magnitude in Sunflower oil is linked to its highest viscosity compared to the other dielectrics used in this study. Greater the value of viscosity higher will be the friction among the layers of atoms. High viscosity did not allow the straightforward motion of dielectric molecules, due to which in spark on duration, no irregular and side sparking happened. This said property of Sunflower oil gave the least value of OC among other dielectrics. An increase in OC magnitude has been observed from Sunflower oil to Amla oil. The primary reason for the rise in OC is due to the low flash point of Amla oil (254 °C) compared to Sunflower oil. The low flash point indicates less stability of the dielectric during discharging. This promotes irregular sparking which raises the OC magnitude. From the parametric analysis of OC, it can be seen that Olive oil gave the highest value of OC among other dielectrics used in this study. The high value of OC is influenced by the low breakdown voltage of Olive oil (26–41 kV) compared to other dielectrics. During the discharging breakdown of the Olive, oil molecules cause an expansion of the plasma channel. Hence, overcut magnitude is increased. The reason mentioned above is that enrichment of the plasma channel generates a powerful explosion removing a greater amount of material from the workpiece. The OC magnitude gets reduced when Mustard oil is used as dielectric fluid instead of Olive oil. The high density of Mustard oil among dielectrics hampers the irregular and uneven sparking, due to which the OC magnitude gets reduced. Coconut oil gave a high OC magnitude compared to Mustard oil. The reason associated with the aforementioned statement is that Coconut oil has a high thermal conductivity which promotes the higher striking of molecules to the workpiece material and uneven sparking, due to which OC magnitude gets increased.
The OC magnitude is high at the least concentration of Cu powder. The reason is that the inter-electrode gap was reduced at lower concentrations, and there was no chance of the agglomeration process. Therefore, the conductivity gets high, and uneven sparking happens. This phenomenon promotes the OC magnitude. The OC value gets suppressed when the Cp moves from the lower to the optimal amount. The reason is that no irregular sparking has happened, which promotes high-dimensional accuracy. The OC magnitude gets reduced at the high concentration of Cu powder. The reason is that at high concentrations of Cu powder, the inter-electrode gap was increased among the workpiece and electrode materials; however, the presence of more electro-erosive sites in the gap intensifies the sparking phenomenon. Moreover, the agglomeration process also happened, due to which the spark density gets reduced and, consequently, OC is improved.
3.4 Parametric optimization
3.4.1 Mono-objective optimization
The signal-to-noise (S/N) ratio investigation was utilized to create the ideal settings for individual response optimization. This technique helps to iterate the best combination of input variables which can provide the optimal value of the selected output variable [34]. Table 6 shows the S/N ratio results. For all key reaction measures smaller, the better relationship was utilized as mentioned in Eq. (3).
where Yij is the normal result worth and n means the quantity of reiterations.
The results from Table 6 have highlighted the supremacy of machining performance with respect to OC (34.00%) and EWR (46.84%), with parametric combinations (DT1, CP1) and (DT2, CP1), respectively.
3.4.2 Grey relational analysis-based multi-objective optimization
Grey relational analysis (GRA) is a successful method for multi-objective improvement of clashing responses. By and large, the grouping of unique response results is standardization somewhere in the range of 0 and 1 by utilizing three particular normalizing relations, for example, (i) higher the better, (ii) ostensible the best and (iii) bring down the better (Eqs. 4–6) utilized relying on the idea of wanted reaction [63].
where \(X_{ij}\) is the standardized proportion of jth test in the ith succession, while \(Y_{ij}\) is the ith reaction value of jth trial, and Y is the designated yield measure. Lower the better standardization relation is employed on account of EWR and OC.
Grey relational coefficient (GRC) is utilized to decide the relationship among standardized and optimum reaction values. Grey relation coefficients (GRC) were determined by utilizing Eq. (7):
where \(\gamma_{ij}\) is the GRC of the ith standardized proportion of the jth test. \(\xi\) is the separating coefficient and for the most part, its worth is chosen somewhere in the range of 0 and 1. In this research work, the worth of \(\xi\) is taken as 0.5. \(\Delta_{{{\text{min}}}}\) and \(\Delta_{\max }\) are the base and most extreme outright deviations from the designated esteem, while \(\Delta_{ij}\) is the deviation arrangement that decides the difference of standardized measure from the best worth of 1. These deviations are communicated as in Eqs. (8–10) [63]:
Grey rational grade (GRG) is the weighting sum of all GRC. It is calculated by using Eq. (11):
where \(\delta_{j}\) signifies the grey relational grades (GRG) of jth experiment sequence and n addresses the quantity of responses. The worth of GRG shifts from 1 to 0, while the most noteworthy GRG depicts the ideal arrangement of interaction boundaries for all reactions at the same time and positioned t at first. Table 7 presents the GRA computations for multi-objective improvement for clashing reactions.
From Table 7, it is noted that the most noteworthy GRG value is experiment 1 which is positioned first. This portrays the ideal input variables combination, i.e., DT = Sunflower oil, Cp = 0.5 g/100 ml for EWR, and OC.
3.4.3 Weighted signal-to-noise (WSN) analysis/approach
In order to compare the findings of GRA approach, WSN method has also been tested in the present work. In this approach, the measurement of signal-to-noise ratio is the first step calculated by using Eq. (3). In the next step, the scaled signal-to-noise (SSN) ratio was calculated by engaging Eq. (12).
where \(\eta\) represents the accounts for the signal-to-noise ratio, \(\eta_{max}\) denotes the maximum and \(\eta_{min}\) depicts the minimum values of S/N ratio, respectively. In the third step, WSN was computed by employing Eq. (13).
where P shows the weight assign to every output parameter. As there are two output variables, so a weight of 0.5 was assigned to both the response parameters. Table 8 indicates the needful, i.e., WSN by using the S/N ratio.
In the final step of WSN, the averages against every level of Cp and dielectrics were taken and are presented in Table 9. Those levels which secure the highest value are designated as optimal levels as indicated in Table 9.
Based on the findings of WSN approach, it is revealed that Exp. 1 is representing the optimal combination for obtaining the lower values of response parameters. Now, if a comparison is made between the two multi-objective optimization techniques, it is clear from Tables 7 and 9 that Sunflower oil is the best option for getting the low value of EWR and OC at the least concentration of Cu powder. The proposed setting has also been tested via confirmation trial. The outcome of the trail is presented in Table 10.
The results from Table 10 have highlighted a reduction of 15.3% and 7.7% in OC and EWR, respectively, at optimized parametric setting, i.e., DT1, CP1 in comparison with the values of responses obtained at un-optimized settings.
4 PM-EDM using biodegradable oil for eco-friendly machining
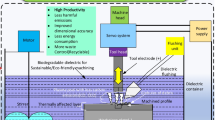
The dielectric fluid in EDM plays a crucial role in determining the machining performance of the process during electric discharge erosion. It assists in alleviating the heat generated, maintains the ionization in the plasma channel and debris produced, and also acts as an insulating medium among two electrodes during machining. The usual dielectric mediums include kerosene oil, deionized water, and EDM oil. However, several environmental issues like breathing problems, skin damage, and environmental degradation because of harmful wastes (slug). Several environmental issues are produced when using conventional hydrocarbons oil (like kerosene oil) in the form of harmful carbon emissions, carcinogenic gases, and other harmful oxides, which severely affect the performance of the process and the operator. It is also noticed that these oil-based emissions emit metallic particles, butyl acetates, carbon emissions (CO, CO2), and water-based dielectric releases nitrogen oxides (NOx), hazardous chlorides, CO, and metallic particles. However, the environmental hazards can be alleviated by several ways like gaseous dielectric (helium or argon) and using a biodegradable oil [17]. In this work, biodegradable oil is used to cope with the hygienic issues as the illustration in Fig. 15 to highlight the supremacy of PM-EDM under biodegradable dielectric.

Merits of using PM-EDM with biodegradable dielectric for eco-friendly machining with higher machining productivity [64]
The findings of the current study help to achieve a sustainable alternate for the cutting of hard-to-machined super alloy. The engagement of biodegradable dielectrics minimizes the chance of eth toxic fumes formation as was the case with the conventional dielectric, i.e., kerosene. This not only helps to protect the environment but also safe procedure in relative terms. The optimization of the selected response attributes also contributes toward the attainment of the sustainability goal in EDM of the selected alloy. As wear of the electrode affects the geometrical accuracy of the machined profile, its larger value contributes to enhance the parts rejection rate that is an overburden for a manufacturing sector. Secondly, if the machined part cannot be recycled/reused that badly affects the throughput of the organization. Furthermore, EWR also generates a requirement for purchasing of the new tool or need maintenance/machining operations to make the tool useful. In both the case, not only material gets wasted; rather, it is an additional cost as well. The other aspect considered herein relates to the dimensional accuracy of the machined part. This attribute defined the geometrical accuracy of the machined cavity and in other words determines the acceptability of the machined part. So, the optimization of the quality of cut also associated with the sustainable productions. Since the focus of this work is to optimize EWR and OC with the aid of biodegradable dielectric in the presence of an additive, the findings and proposed optimized parametric combination(s) have a noteworthy contribution toward the achievement of sustainable EDM of Ni-based super alloy.
5 Conclusions
This study is established to evaluate the potential of biodegradable dielectrics, namely, Sunflower oil, Amla oil, Olive oil, Mustard oil, and Coconut oil at different Cp of Cu for sustainable machining of Inconel 600. This investigation evaluated three Cp levels (0.5, 1.0, and 1.5) g/100 ml for each dielectric. Output responses including herein are electrode wear rate (EWR) and overcut (OC) which are explicit requirements for long-term productivity. Full Factorial experimental design was employed using two control variables, namely, Cp and type of dielectric. Single- and multi-objective optimizations were performed to develop optimal settings for an improved dimensional accuracy. The conclusions drawn from this experimental study include:
-
1.
The findings of this study revealed a decreased EWR (2.69 mm3/min), as well as a minimal OC (0.33 mm). It was found that Amla oil with Cp (0.5 g/100 ml) produced the least tool wear, and Sunflower oil at the abovementioned Cp produced the minimum OC.
-
2.
The supremacy of PM-EDM has been evaluated in the presence of distinct dielectrics and the lowest EWR achieved in Amla oil which is 61.57% improved magnitude than the highest value gained in the presence of Mustard oil.
-
3.
In the same way, the OC magnitude achieved in the Sunflower oil is 45.90% better/improved than the value of OC achieved in the presence of Olive oil during the PM-EDM of Inconel 600.
-
4.
A significant percentage improvement in the machining performance with respect to OC (34.00%) and EWR (46.84%) was found, with parametric combinations (DT1, CP1) and (DT2, CP1), respectively.
-
5.
The two multi-objective optimization techniques (GRA and WSN) have been performed to evaluate the best powder concentration and the dielectric for the least values of OC and EWR. If a comparison is made between the two said multi-objective optimization techniques, it is clear that Sunflower oil is the best option for getting the low values of EWR and OC at the least concentration of Cu powder.
-
6.
If kerosene oil is set as the dielectric medium, it has been found that both the output responses, i.e., EWR and OC, give better results in the biodegradable dielectrics compared to the kerosene oil dielectric by 56.8% reduction in EWR and 30.8% reduction in OC, respectively.
-
7.
More precisely, in case of EWR, about 39% variation in the magnitude has been noted when dielectrics have been varied, whereas for powder concentration, about 30.9% variation in EWR was observed against the change in the powder concentration.
-
8.
In case of overcut, the influence of the dielectric on the response magnitude has been further improved as it produces about 61% variation in the OC value. However, the impact of the change in powder concentration for overcut is 8%.
-
9.
Decrease in EWR and OC using biodegradable dielectric (at optimized settings) helps to reduce the machining cost and contributes in making the process sustainable and cleaner.
The powder mixed-EDM with biodegradable dielectric assists in achieving the sustainable and dimensionally accurate machining of Ni-based supper alloy. This work will be helpful for the manufacturing industries for cleaner and greener production in aerospace and medical sectors. In future, the aspect of numerical modeling and simulation of PM-EDM using biodegradable dielectric(s) for productive and sustainable machining will be focused.
Notes
Pulse on time: Pon.
Peak current: Ip.
Gap voltage: Vg.
Percent contribution: PCR.
Cobalt: Co.
Manganese: Mn.
Silicon: Si.
Abbreviations
- PM-EDM:
-
Powder mixed electric discharge machining
- Cu:
-
Copper
- C p :
-
Powder concentration
- EWR:
-
Electrode wear rate
- S/N :
-
Signal-to-noise ratio
- t m :
-
Machining cycle time
- Ve:
-
Volume of eroded electrode
- OC:
-
Overcut
References
Torres A, Puertas I, Luis CJ (2016) EDM machinability and surface roughness analysis of INCONEL 600 using graphite electrodes. Int J Adv Manuf Technol 84:2671–2688. https://doi.org/10.1007/s00170-015-7880-x
Arunachalam R, Mannan MA (2000) Machinability of Nickel-based high temperature alloys. Mach Sci Technol 4:127–168. https://doi.org/10.1080/10940340008945703
Qudeiri JEA, Zaiout A, Mourad A-HI et al (2020) Principles and characteristics of different edm processes in machining tool and die steels. Appli Sci 10:2082. https://doi.org/10.3390/app10062082
Shastri RK, Mohanty CP, Dash S et al (2022) Reviewing performance measures of the die-sinking electrical discharge machining process: challenges and future scopes. Nanomaterials 12:384. https://doi.org/10.3390/nano12030384
Jadam T, Sahu SK, Datta S, Masanta M (2019) EDM performance of Inconel 718 superalloy: application of multi-walled carbon nanotube (MWCNT) added dielectric media. J Braz Soc Mech Sci Eng 41:305. https://doi.org/10.1007/s40430-019-1813-9
Ahmed N, Ishfaq K, Moiduddin K et al (2019) Machinability of titanium alloy through electric discharge machining. Mater Manuf Process 34:93–102. https://doi.org/10.1080/10426914.2018.1532092
Kumar R, Chauhan SS, Yadav D, Namdev S (2021) Electrical discharge machining of super alloys: a review. IOP Conf Ser Mater Sci Eng 1145:012056. https://doi.org/10.1088/1757-899X/1145/1/012056
Razak MA, Abdul-Rani AM, Nanimina AM (2015) Improving EDM Efficiency with Silicon Carbide powder mixed Dielectric Fluid. Int J Mat, Mech, Manuf 3:40–43. https://doi.org/10.7763/IJMMM.2015.V3.163
Naveen Anthuvan R, Krishnaraj V (2020) Effect of coated and treated electrodes on Micro-EDM characteristics of Ti-6Al-4V. J Braz Soc Mech Sci Eng 42:517. https://doi.org/10.1007/s40430-020-02578-x
Le VT (2021) The role of electrical parameters in adding powder influences the surface properties of SKD61 steel in EDM process. J Braz Soc Mech Sci Eng 43:120. https://doi.org/10.1007/s40430-021-02844-6
Jafarian F (2020) Electro discharge machining of Inconel 718 alloy and process optimization. Mater Manuf Process 35:95–103. https://doi.org/10.1080/10426914.2020.1711919
Meshram DB, Puri YM (2017) Review of research work in die sinking EDM for machining curved hole. J Braz Soc Mech Sci Eng 39:2593–2605. https://doi.org/10.1007/s40430-016-0622-7
Agrawal R, Jain JK, Yadav VS et al (2021) Recent advances in smart manufacturing and materials select of proceedings ICEM. Springer, Singapore
Nanimina AM, Abdul Rani AM, Ginta TL (2014) Assessment of powder mixed-EDM: a review. MATEC Web Conf 13:04018. https://doi.org/10.1051/matecconf/20141304018
Singh J, Sharma RK (2016) Assessing the effects of different dielectrics on environmentally conscious powder mixed-EDM of difficult-to-machine material (WC-Co). Front Mech Eng 11:374–387. https://doi.org/10.1007/s11465-016-0388-8
Joshi AY, Joshi AY (2019) A systematic review on powder mixed electrical discharge machining. Heliyon 5:e02963. https://doi.org/10.1016/j.heliyon.2019.e02963
Nagabhooshanam N, Baskar S, Anitha K, Arumugam S (2021) Sustainable machining of hastelloy in EDM using nanoparticle-infused biodegradable dielectric fluid. Arab J Sci Eng 46:11759–11770
Rao KM, Kumar DV, Shekar KC, Singaravel B (2020) Experimental analysis of canola oil as dielectric fluid in electric discharge machining of AISI D2 steel. MSF 978:49–54. https://doi.org/10.4028/www.scientific.net/MSF.978.49
Das S, Paul S, Doloi B (2020) Feasibility investigation of neem oil as a dielectric for electrical discharge machining. Int J Adv Manuf Technol 106:1179–1189. https://doi.org/10.1007/s00170-019-04736-5
Valaki JB, Rathod PP, Sankhavara CD (2016) Investigations on technical feasibility of Jatropha curcas oil based bio dielectric fluid for sustainable electric discharge machining (EDM). J Manuf Process 22:151–160. https://doi.org/10.1016/j.jmapro.2016.03.004
Surekha B, Sree Lakshmi T, Jena H, Samal P (2021) Response surface modelling and application of fuzzy grey relational analysis to optimise the multi response characteristics of EN-19 machined using powder mixed-EDM. Aust J Mech Eng 19:19–29. https://doi.org/10.1080/14484846.2018.1564527
Tiwary AP, Pradhan BB, Bhattacharyya B (2019) Influence of various metal powder mixed dielectric on micro-EDM characteristics of Ti-6Al-4V. Mater Manuf Processes 34:1103–1119. https://doi.org/10.1080/10426914.2019.1628265
Chakraborty S, Mitra S, Bose D (2020) Experimental investigation on enhancing die corner accuracy during powder mixed wire EDM of Ti6Al4V. Mater Today: Proc 38:3097–3102. https://doi.org/10.1016/j.matpr.2020.09.491
Ramesh S, Jenarthanan MP (2021) Optimizing the powder mixed-EDM process of nickel based super alloy. Proc Inst Mech Eng Part E J Process Mech Eng. https://doi.org/10.1177/09544089211002782
Singh B (2021) influences of powder mixed dielectric fluid on machining characteristics of EDM processed parts: a review. In: IOP conference series: materials science and engineering 1116:012099. https://doi.org/10.1088/1757-899x/1116/1/012099
Bains PS, Sidhu SS, Payal HS, Kaur S (2019) magnetic field influence on surface modifications in powder mixed-EDM. SILICON 11:415–423. https://doi.org/10.1007/s12633-018-9907-z
Salem A, Hegab H, Kishawy HA (2021) An integrated approach for sustainable machining processes: assessment, performance analysis, and optimization. Sustain Prod Consum 25:450–470
Singh B, Kumar J, Kumar S (2015) Influences of process parameters on MRR improvement in simple and powder mixed-EDM of AA6061/10%SiC composite. Mater Manuf Processes 30:303–312. https://doi.org/10.1080/10426914.2014.930888
Haque R, Sekh M, Kibria G, Haidar S (2021) Comparative study of parametric effects on the performance of simple and powder mixed-EDM using aluminium and graphite powder on Inconel X750 alloy. Mater Today Proc. https://doi.org/10.1016/j.matpr.2021.03.419
Peças P, Henriques E (2008) Effect of the powder concentration and dielectric flow in the surface morphology in electrical discharge machining with powder mixed dielectric (PMD-EDM). Int J Adv Manuf Technol 37:1120–1132. https://doi.org/10.1007/s00170-007-1061-5
Bhattacharya A, Batish A, Singh G, Singla VK (2012) Optimal parameter settings for rough and finish machining of die steels in powder mixed-EDM. Int J Adv Manuf Technol 61:537–548. https://doi.org/10.1007/s00170-011-3716-5
Shah ZH, Tahir QA (2011) Dielectric properties of vegetable oils. J Sci Res 3:481–492. https://doi.org/10.3329/jsr.v3i3.7049
Davoren B, Sacks N, Theron M (2020) Laser engineered net shaping of WC-9.2wt%Ni alloys: a feasibility study. Int J Refract Met Hard Mater 86:105136. https://doi.org/10.1016/j.ijrmhm.2019.105136
Khan MI, Chhetri AB, Islam MR (2007) Analyzing sustainability of community-based energy technologies. Energy Sour Part B 2:403–419. https://doi.org/10.1080/15567240600814896
Agarwal N, Shrivastava N, Pradhan MK (2020) Optimization of relative wear ratio during EDM of titanium alloy using advanced techniques. SN Appl Sci 2:99. https://doi.org/10.1007/s42452-019-1877-2
Singh R, Yadav VK, Dvivedi A, Kumar P (2022) Evaluating the feasibility of using biodegradable castor oil as a dielectric medium during micro-electrical discharge machining of Inconel 718. J of Materi Eng and Perform. https://doi.org/10.1007/s11665-022-07562-1
Sethy S, Behera RK, Davim JP, Rana J (2022) Effect of thermo-physical properties of the tool materials on the electro-discharge machining performance of Ti-6Al-4V and SS316 work piece materials. J Manuf Mater Process 6:96. https://doi.org/10.3390/jmmp6050096
Gugulothu B (2020) Optimization of process parameters on EDM of titanium alloy. Mater Today 27:257–262. https://doi.org/10.1016/j.matpr.2019.10.150
Sahu AK, Thomas J, Mahapatra SS (2021) An intelligent approach to optimize the electrical discharge machining of titanium alloy by simple optimization algorithm. Proce Ins Mech Eng E J Process Mech Engg 235:371–383. https://doi.org/10.1177/0954408920964685
Mukherjee S, Rai D, Giridharan A (2022) EDM of titanium foam: electrode wear rate, oversize, and MRR. Mater Manufac Process 37:825–837. https://doi.org/10.1080/10426914.2021.1981938
Mishra S (2022) Analyzing the machining effectiveness of EDM on Inconel 718 using copper and graphite electrode. YMER 21:343–352. https://doi.org/10.37896/YMER21.08/30
Sharma D, Bhowmick A, Goyal A (2022) Enhancing EDM performance characteristics of Inconel 625 superalloy using response surface methodology and ANFIS integrated approach. CIRP J Manuf Sci Technol 37:155–173. https://doi.org/10.1016/j.cirpj.2022.01.005
Akgün M (2022) Performance analysis of electrode materials in electro discharge machining of monel K-500. Surf Topogr: Metrol Prop 10:035026. https://doi.org/10.1088/2051-672X/ac8d19
Rehman M, Khan SA, Naveed R (2020) Parametric optimization in electric wire discharge machining of DC53 steel using gamma phase coated wire. J Mech Sci Technol 34:1–7. https://doi.org/10.1007/s12206-020-0609-2
Khan SA, Rehman M, Farooq MU et al (2021) A detailed machinability assessment of DC53 steel for die and mold industry through wire electric discharge machining. Metals 11:1–18. https://doi.org/10.3390/met11050816
Dhananchezian M (2021) Influence of variation in cutting velocity on temperature, surface finish, chip form and insert after dry turning Inconel 600 with TiAlN carbide insert. Mater Today Proc 46:8271–8274
Subramanian S, Devadasan Racheal PA, Sathianathan RV, Rajagopal A (2019) Structural and dielectric properties of groundnut oil, Mustard oil and zno nanofluid. Iran J Sci Technol Trans Sci 43:1351–1359. https://doi.org/10.1007/s40995-018-0631-8
Santos JCO, Santos MGO, Dantas JP, et al (2005) Comparative study of specific heat capacities of some vegetable oils obtained by dsc and microwave oven. Edible oils 5
Banani R, Ayadi M, Abderrabba M (2014) Biodiesel production from unrefined and refined Olive pomace oil: Comparative study 10
Ishfaq K, Maqsood MA, Anwar S et al (2022) Analyzing micromachining errors in EDM of Inconel 600 using various biodegradable dielectrics. J Braz Soc Mech Sci Eng 44:249. https://doi.org/10.1007/s40430-022-03560-5
Jeevamalar J, Kumar SB, Ramu P et al (2021) Investigating the effects of copper cadmium electrode on Inconel 718 during EDM drilling. Mater Today Proce 45:1451–1455. https://doi.org/10.1016/j.matpr.2020.07.416
Ishfaq K, Asad M, Anwar S et al (2020) A comprehensive analysis of the effect of graphene-based dielectric for sustainable electric discharge machining of Ti-6Al-4V. Materials 14:23. https://doi.org/10.3390/ma14010023
Satyanarayana K, Mounika M, Kiran KR (2021) Experimental studies and optimization of WEDM process in machining of Inconel 600 using zinc wire. Mater Today Proc 44:2431–2434
Kumar S, Kumar S (2020) Experimental investigation on surface characteristics of nickel-based super alloy inconel-600 in powder mixed electric discharge machining by using response surface methodology. Adv Eng Mater Sel Proc FLAME 2020:281
Pavan C, Sateesh N, subbiah R, (2020) Taguchi analysis on machinability of Inconel 600 using Copper, Brass, and Copper tungsten electrodes in EDM. Mater Today Proc. https://doi.org/10.1016/j.matpr.2020.02.113
MangapathiRao K, Vinaykumar D, Chandra Shekar K, Kumar RR (2021) Investigation and analysis of EDM process – a new approach with Al2O3 nano powder mixed in Sunflower oil. IOP Conf Ser Mater Sci Eng 1057:012059. https://doi.org/10.1088/1757-899X/1057/1/012059
Wu KL, Yan BH, Huang FY, Chen SC (2005) Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. Int J Mach Tools Manuf 45:1195–1201. https://doi.org/10.1016/j.ijmachtools.2004.12.005
Sahu BK, Datta S, Mahapatra SS (2018) On electro-discharge machining of inconel 718 super alloys: an experimental investigation. Mater Today Proc 5:4861–4869. https://doi.org/10.1016/j.matpr.2017.12.062
Mohanty A, Talla G, Gangopadhyay S (2014) Experimental investigation and analysis of EDM characteristics of inconel 825. Mater Manuf Process 29:540–549. https://doi.org/10.1080/10426914.2014.901536
Jahan MP, Wong YS, Rahman M (2009) A study on the fine-finish die-sinking micro-EDM of tungsten carbide using different electrode materials. J Mater Process Technol 209:3956–3967. https://doi.org/10.1016/j.jmatprotec.2008.09.015
Rebelo JC, Morao Dias A, Kremer D, Lebrun JL (1998) Influence of EDM pulse energy on the surface integrity of martensitic steels. J Mater Process Technol 84:90–96. https://doi.org/10.1016/S0924-0136(98)00082-X
Sugunakar A, Kumar A, Markandeya R (2017) Effect of powder mixed dielectric fluid on surface integrity by electrical discharge machining of RENE 80. IOSR JMCE 14:43–50. https://doi.org/10.9790/1684-1403044350
Kuram E, Ozcelik B (2013) Multi-objective optimization using Taguchi based grey relational analysis for micro-milling of Al 7075 material with ball nose end mill. Measurement 46:1849–1864
Singh J, Sharma RK (2017) Green EDM strategies to minimize environmental impact and improve process efficiency. J Manuf Sci Prod. https://doi.org/10.1515/jmsp-2016-0034
Acknowledgements
The authors are thankful to King Saud University for funding this work through Researchers Supporting Project Number (RSP2023R256), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Corresponding author
Additional information
Technical Editor: Adriano Fagali de Souza.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ishfaq, K., Sana, M., Rehman, M. et al. Role of biodegradable dielectrics toward tool wear and dimensional accuracy in Cu-mixed die sinking EDM of Inconel 600 for sustainable machining. J Braz. Soc. Mech. Sci. Eng. 45, 235 (2023). https://doi.org/10.1007/s40430-023-04126-9
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40430-023-04126-9