
Abstract
In this research the authors tested the performance of polymer punches, filled with short carbon fibres, produced with fused filament fabrication technology for aluminium sheet deep drawing. An experimental campaign was designed to investigate the geometry accuracy of 99th produced cup and the punches wear mechanism. Results demonstrated that polymer punches are subjected to elastic and plastic deformation that affects cup radius and depth. However, the tolerance comparison with cup produced by conventional steel tools is in a range of tenth of micron; consequently, these punches can withstand the small batch or customised production of one hundred parts.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Today, the manufacturing of goods, due to consumer demand of customised products, is changing from mass production to mass personalisation [1]. To be competitive, production processes must become flexible and highly reconfigurable to satisfy the request of the increasing variety of products characterised by a shorter life cycle [2] and able to furnish light components [3, 4]. These paradigms make traditional technologies, such as sheet metal stamping, uncompetitive because the initial investment cost for tooling is not convenient in case of small batch or pilot production [5].
Additive manufacturing (AM) technology for rapid tooling production can be a solution to increase conventional forming process competitiveness [6, 7]. The AM technologies could guarantee fast production time, lower tooling cost, and ensure high complexity of design so achieving the personalisation requirement cost free [8]. AM technologies that produce polymer tools such as vat photopolymerisation, material jetting, material extrusion, and power bed fusion ensure lower material cost and less post-processing operations but, with respect to metal tools, find application only for the realisation of soft tools suitable for the production of hundreds of parts [9]. Therefore, the last sentence is not anymore a limit because the market demand is changing and requires smaller batches.
Among AM technologies, fused filament fabrication (FFF) is a material extrusion process able to produce polymer parts with higher mechanical properties such as high elongation at break with low Young modulus (TPU, TPE), high elongation and Young modulus (PET, PP), or high Young modulus and tensile strength (PA6, PEEK) [10]; moreover, in the last decade the possibility to print wires with reinforced material as carbon, Kevlar, or glass gives to these polymers properties similar to metals [11, 12]. The mentioned improvements, coupled with the lower production costs with respect to other AM processes, lets FFF as a valid technology for rapid tooling for sheet metal forming [13, 14].
To investigate about the FFF polymer performance in forming processes, Frohn-Sörensen et al. tested the compression behaviour of different printable polymers such as PLA, PC, PA, and PETG for the production of 30 steel cups with drawing ratio and depth, respectively, equal to 2.1 and 15 mm. The authors found that PLA and PA reveal a strong sensitivity to compression and bending-related mechanical properties, while the properties of PETG are less affected [15]. PLA was the material more tested for realisation of punches having spherical or hemispherical geometries [16, 17]. Low carbon steels (DC01, DC03, DC04) were tested for productions of 20 [16] or 64 [17, 18] parts having drawing depth between 10 and 25 mm. Results demonstrated that PLA is suitable for sheet metals, has good friction properties, and provides similarly good results as metallic tools in terms of formability. Other researchers tested the performance of PLA to produce dies for sheet forming of aluminium [19] and steel [20] automotive body structure; 30 parts were successfully produced with drawing depth equal to 5 [19] and 10 [20] mm. Despite the benefits listed, it must be considered that these tools have lower mechanical properties, internal porosity, worse surface finish, and worse dimensional accuracy compared to steel tools produced using machining processes. This determines a lower tool life and production of goods with a lack of accuracy mainly localised on the part fillet radius in a range between tenth and hundredth of millimetres.
To increase the knowledge on the application of FFF for tooling in sheet metal processes, the authors already tested the potential of nylon reinforced with short carbon fibre material to produce tools for deep drawing processes [19, 20]. The authors demonstrated that punches can form aluminium and stainless-steel cups 20 mm height with drawing ratio equal to 1.8 and 2.2 [21]. In another research the authors demonstrated process scalability producing 65-mm-deep parts [22]. In this paper the authors present the results of a study focused on the performance of polymer tools for a small batch/pilot production (100 aluminium parts). Accurate analyses were designed to measure, as a function of part number, several geometrical parameters as cup/punch radius and roundness, cup/punch fillet radius accuracy, cup thickness, and punch surface roughness. Results demonstrated that FFF punches can withstand a small batch production of Al cups.
The paper is organised as follows: in Section 2 adopted technologies and materials are described, in Sections 3 the obtained results are presented and in Section 4 discussed, in Section 5 conclusions and future research directions are provided.
2 Materials and methods
The research was designed in order to study the performance of deep drawing process with additive manufacturing punches in terms of cup geometry accuracy and punches wear behaviour as the production increases. To fulfil this aim, three punches, namely P01, P50, and P99, were fabricated and tested in the production of 1, 50, and 99 cups, respectively; to compare the results with traditional process, a steel punch for the production of 1 cup, named C00, was designed, too. The deep drawing process was executed with the press EVL/400-A (Galdabini, Varese, Italy). The punch was fixed with a screw on the lower shoe of the press inside a hollow cylinder; on the top of cylinder was fixed the blankholder over which the blank is positioned; the forming die was fixed on the upper shoe of the press. Table 1 reports all the process parameters; in all the tests mineral oil was used as lubricant. Figure 1 shows the experimental set up, and Fig. 2 the CAD geometry of punch, forming die, blankholder, and produced cup geometries.

Experimental set up

CAD tools and cup geometries designed for the experimental tests [22]
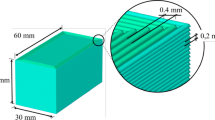
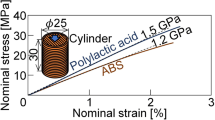
The additive manufactured punches were produced with the fused filament fabrication machine Mark 2 (Markforged, Watertown, USA). A full infill strategy was set with a deposition path equal to ± 45°; punches were produced with their axis parallel to the z axis; layer height was set equal to 0.125 mm; two-wall layer was designed to avoid worse surface finish and less watertight properties; the nozzle temperature during printing was equal to 275 °C while plate temperature was equal to room temperature; the average printing speed was 50 mm/s [23]. A nylon reinforced with short carbon fibre (SCF-Nylon) was used as material. This material was already used in aeronautics, sports, and manufacturing [24], and it displays better properties than AM polymers and better manufacturability than traditional composite used in manufacturing [25, 26]. The tool steel 45 NiCrMo 16 was selected for the forming die, blankholder, and traditional punch; for blanks/cups the aluminium Al1050 was used with a thickness of 1 mm. Table 2 lists the main mechanical properties of the utilised materials.
After the production, the 1st, 25th, 50th, 75th, and 99th cups manufactured with punch P99 and the single cup named 00 produced with traditional steel punch were chosen for the cup quality analysis; all three additive punches P01, P50, and P99 were analysed.
The investigations were executed according to the described methods:
-
A circumferential profile (CP) to measure the internal radius of cups and external radius of punches. Three internal radii were acquired at a distance equal to 10, 10.5, and 11 mm from the cup top (Fig. 3a); two external radii for punches at 6 and 15 mm from the punch bottom (Fig. 3d). Data acquired along the circumference were used for statistical analysis, for comparison with CAD, and then to evaluate the average radius Rmed, the standard deviation σ, and the roundness tolerances rt as difference between the higher and the lower radius measured along the circumferences.
-
A linear profile (LP) along the internal cross section of cups and external of punches (Fig. 3b and e). Data points were used for comparison with CAD, to evaluate the cup drawing depth and the punch height at the end of the production. Both for cups and punches, the ΔCCAD and ΔPCAD parameters were evaluated, too; these parameters are the average difference between CAD and five experimental points that belong to the cup C or punch P fillet radii.
-
A thickness profile (TP) along the cup cross section (Fig. 3c). After the CP and LP analysis cups were sectioned with wire EDM process and five measures were taken in four different areas that correspond to cup bottom, punch fillet that is the cup lower fillet radius generated by the punch, cup wall, and forming die fillet that is the cup higher fillet radius generated by the forming die. Wire EDM was executed with the A500W (Sodik, Schaumburg, USA).
-
A roughness profile (RP) along the punches fillet radius to measure the evolution of average surface roughness (Sa) and maximum peak to valley distance (Sz) (Fig. 2f). To evaluate Sa and Sz an area of 4.5 × 2 mm was scanned. Four replicas per punch were measured; data were filtered to eliminate surface curvature. A statistical analysis was then applied.

Schemes of data acquired and tested for results analysis
About the statistical analysis, an analysis of variance (Anova) was executed to test the differences among the means, the Anova analysis generates a p-value for each investigated parameter and their interactions; if p-value is lower than 0.05, it is possible to assert that the parameter/interaction affects the acquired parameter [27]. For punches CP and RP analysis, a Tukey range test was used, too, to find means that are significantly different from each other by assigning the results within the same or different groups [28]. Figure 3 shows the graphical schemes of the above-presented measuring methods and corresponding measured quantities.
The CP and LP measurements were executed with the CMM machine Cyclone Series 2 equipped with the probe SP620 (Renishaw, Wotton-under-Edge, UK); TP measurement with digital microscope RH2000 (Hyrox, Tokyo, Japan); RP measurement with laser probe PF60 (Mitaka, Tokyo, Japan). An example of polymer punch, drawn cup, and cup cross section after wire EDM is reported in Fig. 4.

Polymer punch (left), cup (centre), and cup cross section (right)
3 Results
In this section the main results of the experimental campaign are presented divided in two subsections related to cups and punches analysis, respectively.
3.1 Cup analysis
The results of the Anova and Tukey range test for the circular profile parameter (CP) are reported in Fig. 5; in the results plotted, cup “00” is the 1st cup produced with traditional punch; the other cups were produced with the punch P99. The parameter dtop is the distance from cup top where circular profiles were acquired. A reference line corresponding to CAD value 19.5 mm is reported, too, in Fig. 5b.

Cup circular profile main results
The Anova shows that only dtop has a p-value lower than 0.05 so that is the only parameter that significantly influences the cup radius (Fig. 5a). Analysing the interval plot of Fig. 5b it is possible to observe that all measures overestimate the target value (19.5 mm) and that the cup radius decreases when distance from cup top increases. This phenomenon is coherent with the wall shape of parts produced with deep drawing process because of the clearance between die and punch [29]. It is important to notice that the maximum deviation for all the cases is in the range of few hundreds of millimetres. Cup circularity achieved a high precision as demonstrated by the graphs of Fig. 5c and more specifically of Fig. 5d where target value (CAD) is reported, too. Table 3 lists the average radius (Rmed) with standard deviation (σ) and roundness tolerances (rt). As reported, roundness in all tests varies from a minimum of 0.077 mm for cup 99th at h10 to a maximum of 0.125 mm for cup 50th at h11 mm. Cup produced with traditional punch reaches rt value within that range, too.
The cup linear profile results are summarised in Fig. 6 and Table 4. The qualitative analysis shows that the main differences between the designed cup (CAD) and the produced ones are detected on the fillet radius (Fig. 6a). The detailed view of Fig. 6b highlights that the first cup produced with traditional punch (C00) and with additive punch (C01) have a trend similar to the CAD one; cup 99th fillet radius is characterised by a lower drawing depth and fillet radius. Table 4 confirms the qualitative results, the worsening of fillet radius becomes double after production of the 25th cup (ΔCCAD increases from 0.11 to 0.22 mm), and is becoming more than triple for the 99th cup. A cup depth decrease of one tenth of millimetre was measured between the 75th and the 99th cup.

Cup linear profile main results
The Anova thickness profile (TP) analysis done on the cup slice after electrical discharge wire cutting proves that only cross section zone (see TP measurement points of Fig. 3c) is significant (Fig. 7a). In detail the interval plot of thickness of Fig. 7b shows that the higher and the lower thicknesses were measured in the contact area with the die and the punch, respectively. This trend is coherent with the blank deformation behaviour during the deep drawing process and the highest thinning is along the punch fillet radius [30]. The non-significant results of cup number parameter pointed out that cup thickness obtained by traditional (cup number 00) and additive punches is the same, and this value is not modified when increasing the cup number.

Cup thickness profile main results
3.2 Punch analysis
Figure 8 shows the AM punches at the end of their production; no significative differences have been found after an inspection analysis.

Polymer punches after production of one (P01), fifty (P50), and ninety-nine (P99) cups
The punch circular profile (CP) analysis is reported in Fig. 9; the parameter dbottom refers to the distance from punch bottom where circular profiles wereacquired (Fig. 3). Anova test showed that punch number and dbottom are both significant for the punch radius while their interaction is not (Fig. 9a). Merging the results of interval plot of Fig. 9b and Tukey range tests of Fig. 9c and d, it is possible to assert that deep drawing process reduces punches radius as cup number increases, the inclination of the decreasing trend is similar for both level of dbottom (Fig. 9b and d). The main difference is the cup radius variation that occurs between the two levels of dbottom in the production of the 1st cup. Figure 9b and Table 5 highlight a cup radius reduction equal to 0.05 mm from CAD at a distance equal to 6 mm; it is important to remember that this zone corresponds to the end of punches fillet radius where the effect of forming process is more relevant. In general, about punch radius, it was measured that after a production of 99 cups, the punch radius in the most stressed zone has a radius equal to 19.4 mm that is the 99.5% of the initial value (19.5 mm) that means the tool wears after 99 cups is about 0.1 mm. Roundness tolerance reported in Table 5 varies in a range between 0.2 and 0.33 mm.

Punch CP analysis main results
The results of linear profile (LP) analysis show that punches height after cups production were coherent with starting CAD value; Fig. 10a and height parameter of Table 6 show that all punches keep their height almost unchanged. On the contrary, as shown in Fig. 10b, along the fillet radius it was measured a decrease of punch radius as the cup number increases. The average deviation from CAD geometry was measured and listed by the parameter ΔCAD of Table 6. The RP analysis points out a significative difference of the roughness between P01, P50, and P99. The results of Tukey range test specified that punches started with higher average and maximum roughness (P01) due to the FFF process, but during deep drawing because of the material flow of the aluminium blanks on the punch radius and walls, the punches profile becomes smoother (Fig. 10c, d and Table 6); the smoothing trend decreases during the production of 50th and 99th cups.

Punch LP and RP analysis main results
4 Discussion
Merging the results obtained by cups and punches analysis it is possible to highlight the following considerations about the deep drawing of Al cups with AM punches.
The CP analysis showed that punches experienced a wear during the production that resulted in a decrease of the radius; this decrease is more evident in the fillet radius zone changing the punches radius from 19.46 to 19.40 mm as cup part number increases from 01 to 99 (Fig. 9b); however, this decrease does not affect the cups radius. In fact, the Anova analysis showed that part number did not affect the cup radius (Fig. 5a); moreover, cups have been produced with an internal radius higher of 0.02 mm with respect to CAD (Fig. 5b). The reason of this incongruence could be found in the behaviour of the AM punches during drawing process. As demonstrated in [22] AM punches during forming process undergo to elastic compression that determines an elastic increase of the punch radius with a consequent increase of cup radius. The extent of this phenomenon is such as to compensate the wear of the punch diameter and to produce cups with radius equal to the ones produced by steel punches (C00 in Fig. 5b). Therefore, summarising the results, it is possible to state that the diameter of the cups is not affected by the production sequence or by the material and production process of the punches.
The main differences between polymer and steel punches could be found in the LP analysis in the bottom and fillet zones. Comparing Figs. 10b with 6b, it is clear that the wear mechanism due to the flow of aluminium sheet along the polymer punches induces a decrease of punch fillet radius with a consequent decrease of cups fillet radius (from 5.89to 5.64 mm as reported in Table 4). Moreover, the punches elastic compression increases as part number increases and it also affects the final cup depth from an initial value of 19.83 mm for the 1st cup to 19.67 mm for the 99th cup. On the contrary the effect of sheet material flow induces a smoothing phenomenon on the punches limiting the staircase effect typical of FFF process and reducing the punch average surface roughness from 28 to 25 µm (Fig. 10c).
In addition, the authors also noticed that the change of punch material (steel or reinforced polymer) and of the production number does not affect the cups thickness as reported by the Anova results shown in Fig. 7a.
Comparing the obtained results with the literature, it is possible to assert that SCF-Nylon showed better performance with respect to polymers such as PLA and PA. In particular, SCF-Nylon has better performance than PLA where a deviation of 0.4 mm was measured in the drawing depth between the 1st and the 64th steel cups with a drawing depth of 25 mm [5]. Similarly, a better behaviour was measured with respect to PA where a deviation of 1.15 mm in terms of drawing depth was measured between 1st cup and CAD geometry to produce steel cups 15 mm depth [9].
5 Conclusion
In this research the authors tested the performance of polymer punches, in the deep drawing production of 99 aluminium cups having internal diameter equal to 39 mm, 1 mm thick, and 20 mm depth. Punches were made of nylon filled with short carbon fibre and were produced with fused filament fabrication process. A geometrical analysis was done on produced cups and punches. The results highlighted those punches undergone to an elastic deformation that affect cups radius achieving an increment equal to 0.002 mm (0.005%) and the drawing depth with a loss of 0.3 mm (1.4%) with respect to cups produced by steel punch. The authors also shown that the increase of cup production does not significantly modify cup dimensions: the differences between 1st and 99th cups were in a range between tenth and hundredth of millimetres.
These findings confirm the possibility of using additive manufacturing as a valid technology for pre series, prototype, or small/medium batch production so reducing the time to market and improving the process flexibility and reconfigurability. Future research is ongoing to study AM punches behaviour as a function of infill density strategy during printing in order to reduce the production time and the material cost while keeping the same deep drawing process performance.
References
Wang Y, Ma H-S, Yang J-H, Wang K-S (2017) Industry 4.0: a way from mass customization to mass personalization production. Adv Manuf 5(4):311–320. https://doi.org/10.1007/s40436-017-0204-7
ElMaraghy HA (2005) Flexible and reconfigurable manufacturing systems paradigms. Int J Flex Manuf Syst 17(4):261–276. https://doi.org/10.1007/s10696-006-9028-7
Abbasi M, Hamzeloo SR, Ketabchi M, Shafaat MA, Bagheri B (2014) Analytical method for prediction of weld line movement during stretch forming of tailor-welded blanks. Int J Adv Manuf Technol 73(5–8):999–1009. https://doi.org/10.1007/s00170-014-5850-3
Abbasi M, Bagheri B, Abdollahzadeh A, Moghaddam AO (2021) A different attempt to improve the formability of aluminum tailor welded blanks (TWB) produced by the FSW. Int J Mater Form 14(5):1189–1208. https://doi.org/10.1007/s12289-021-01632-w
Klimyuk D, Serezhkin M, Plokhikh A (2021) Application of 3D printing in sheet metal forming. Mater Today: Proc 38:1579–1583. https://doi.org/10.1016/j.matpr.2020.08.155
Dilberoglu UM, Gharehpapagh B, Yaman U, Dolen M (2017) The role of additive manufacturing in the era of Industry 4.0. Procedia Manuf 11:545–554. https://doi.org/10.1016/j.promfg.2017.07.148
Masood SH, Song WQ (2004) Development of new metal/polymer materials for rapid tooling using fused deposition modelling. Mater Des 25(7):587–594. https://doi.org/10.1016/j.matdes.2004.02.009
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Levy GN, Schindel R, Kruth JP (2003) Rapid manufacturing and rapid tooling with layer manufacturing (LM) technologies, state of the art and future perspectives. CIRP Ann - Manuf Technol 52(2):589–609. https://doi.org/10.1016/S0007-8506(07)60206-6
Spoerk M, Holzer C, Gonzalez-Gutierrez J (2020) Material extrusion-based additive manufacturing of polypropylene: a review on how to improve dimensional inaccuracy and warpage. J Appl Polym Sci 137(12):48545. https://doi.org/10.1002/app.48545
Dickson AN, Barry JN, McDonnell KA, Dowling DP (2017) Fabrication of continuous carbon, glass and Kevlar fibre reinforced polymer composites using additive manufacturing. Addit Manuf 16:146–152. https://doi.org/10.1016/j.addma.2017.06.004
Giorleo L, Papa I, Silvestri AT (2022) Pin-bearing mechanical behaviour of continuous reinforced Kevlar fibre composite fabricated via fused filament fabrication. Prog Addit Manuf 7(4):723–735. https://doi.org/10.1007/s40964-022-00261-2
Junk S, Wagner R, Tränkle M, Côté S (2012) Rapid Tooling in metal forming processes using 3D-printed tools. Innovative Developments in Virtual and Physical Prototyping. Taylor & Francis Group, London, pp 405–408. https://www.routledge.com/Innovative-Developments-in-Virtual-and-Physical-Prototyping-Proceedings/Bartolo/p/book/9780415684187
Bhatia CV, Patel DR (2022) A review on design of additively manufactured 3D printed tools for sheet metal forming processes. ECS Transactions 107(1):13745–13755. https://doi.org/10.1149/10701.13745ecst
Frohn-Sörensen P, Geueke M, Engel B, Löffler B, Bickendorf P, Asimi A, Bergweiler G, Schuh G (2022) Design for 3D printed tools: mechanical material properties for direct polymer additive tooling. Polymers 14(9):1694. https://doi.org/10.3390/polym14091694
Schuh G, Bergweiler G, Bickendorf P, Fiedler F, Colag C (2020) Sheet metal forming using additively manufactured polymer tools. Procedia CIRP 93:20–25. https://doi.org/10.1016/j.procir.2020.04.013
Geueke M, Frohn-SOrensen P, Reuter J, Padavu N, Reinicke T, Engel B (2021) Structural optimization of additively manufactured polymer tools for flexible sheet metal forming. Procedia CIRP 104:1345–1350. https://doi.org/10.1016/j.procir.2021.11.226
Frohn-Sörensen P, Geueke M, Tuli TB, Kuhnhen C, Manns M, Engel B (2021) 3D printed prototyping tools for flexible sheet metal drawing. Int J Adv Manuf Technol 115(7–8):2623–2637. https://doi.org/10.1007/s00170-021-07312-y
Tondini F, Basso A, Arinbjarnar U, Nielsen CV (2021) The performance of 3d printed polymer tools in sheet metal forming. Metals 11(8):1256. https://doi.org/10.3390/met11081256
Schuh G, Bergweiler G, Fiedler F, Bickendorf P, Schumacher P (2020) Small Series production and geometric analysis of sheet metal car body parts using forming tools made of fused filament fabricated PLA, 2020 IEEE International Conference on Industrial Engineering and Engineering Management (IEEM), Singapore, Singapore, pp 156–160. https://doi.org/10.1109/IEEM45057.2020.9309936
Giorleo L (2022) Deep Drawing of AISI 304 blanks with polymer punches produced by additive manufacturing: effects of process scalability. Appl Sci (Switzerland) 12(24):12716. https://doi.org/10.3390/app122412716
Giorleo L, Ceretti E (2022) Deep drawing punches produced using fused filament fabrication technology: performance evaluation. J Manuf Process 84:1–9. https://doi.org/10.1016/j.jmapro.2022.09.054
Giorleo L, Ceretti E (2023) Stainless steel deep drawing with polymer punches produced with fused filament fabrication technology: effect of tool orientation on the printing plate. Mater Res Proc 25:337–344. https://doi.org/10.21741/9781644902417-42
Vanaei HR, Magri AE, Rastak MA, Vanaei S, Vaudreuil S, Tcharkhtchi A (2022) Numerical–experimental analysis toward the strain rate sensitivity of 3D-printed nylon reinforced by short carbon fiber. Materials 15(24):8722. https://doi.org/10.3390/ma15248722
Papa I, Silvestri AT, Ricciardi MR, Lopresto V, Squillace A (2021) Effect of fibre orientation on novel continuous 3d-printed fibre-reinforced composites. Polymers 13(15):2524. https://doi.org/10.3390/polym13152524
Távara L, Madrigal C, Aranda MT, Justo J (2023) Anisotropy and ageing effect on the mechanical behaviour of 3D-printed short carbon-fibre composite parts. Compos Struct 321:117196. https://doi.org/10.1016/j.compstruct.2023.117196
Montgomery DC (2012) Design and analysis of experiments, 10th edn. Wiley. https://www.wiley.com/en-us/Design+and+Analysis+of+Experiments%2C+10th+Edition-p-9781119492443
Tukey JW (1949) Comparing individual means in the analysis of variance. Biometrics 5(2):99–114. https://doi.org/10.2307/3001913
Colgan M, Monaghan J (2003) Deep drawing process: analysis and experiment. J Mater Process Technol 132(1–3):35–41. https://doi.org/10.1016/S0924-0136(02)00253-4
Raju S, Ganesan G, Karthikeyan R (2010) Influence of variables in deep drawing of AA 6061 sheet. Trans Nonferrous Metals Soc China (Engl Ed) 20(10):1856–1862. https://doi.org/10.1016/S1003-6326(09)60386-1
Acknowledgements
The authors are grateful to R. Pinti of Pinti Inox S.P.a.–Sarezzo (Brescia) for the experimental campaign, the wire EDM cutting, and the CMM data acquisition.
Funding
Open access funding provided by Università degli Studi di Brescia within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Contributions
All authors contributed to the study conception and design. Material preparation, data collection, and analysis were performed by Luca Giorleo. The first draft of the manuscript was written by Luca Giorleo; Elisabetta Ceretti commented on previous versions of the manuscript. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Giorleo, L., Ceretti, E. Aluminium deep drawing with additive manufacturing polymer punches: analysis of performance in small batch production. Int J Adv Manuf Technol 128, 2175–2185 (2023). https://doi.org/10.1007/s00170-023-12066-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12066-w