
Abstract
Blow and blow forming process for glass bottle is already validated for 2D axisymmetrical bottles. Current research evaluates the capabilities of the 3D simulations with more complex geometries. This article presents the results of a numerical and experimental study of a non-axisymmetrical glass bottle. In this study, a perfume bottle with a square-based prism geometry and a new set of industrial process conditions have been evaluated. To validate the numerical results, the predicted temperatures in the glass domain have been correlated with experimental infrared measurements of the glass at various stages of the forming process. A comparison of the predicted glass thickness distributions with the section profiles obtained from the manufactured glass bottles is also provided. Finally, transition from the 2 Da to 3D model resulted in new difficulties and capabilities that are also discussed. This study validates simulations with experimental results to help in the design process of molds to avoid undesired thickness distributions and even fracture of glass containers for low thickness 3D corners.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
The industrial process for manufacturing many glass containers is known as blow and blow forming process. This is a complex process, where obtaining accurate experimental data from glass and mold cavities is exceedingly difficult due to high temperatures, corrosive environment, fast-paced forming process, and limited access inside the cavities. As a result, a complete understanding of the process has not yet been reached. On top of that, the development of new glass perfume bottles has very demanding quality requirements and specific thickness distribution profiles. In this sense, the design of the blank mold cavities and the definition of machine operation times and process temperatures, which heavily depend on the understanding of the forming process, are key issues to develop and mass-produce optimal glass containers.
However, the development and manufacture of glass perfume bottles are still based on the same principles as decades ago; these are empirical knowledge and trial and error methodology. Hence, the development of new bottles requires several iterations and production tests. In addition, these experimental iterations are expensive, they increase time to market, and they involve huge downtimes in manufacturing. Furthermore, when only a specific amount of time and resources are available, these approaches do not always guarantee an optimal solution. Consequently, if only a sub-optimal solution is reached, this leads to container defects and a decrease in the production rate, which does meet the requirements of the customer or the glass manufacturer.
For all the difficulties stated above, it seems clear that the implementation of a numerical model to describe the thermo-mechanical behavior of glass during the blow and blow forming process would lead to a more efficient approach. The first attempts to apply numerical simulations in the glass industry were performed during the 1980s. In 1984 [1], an extremely limited simulation was presented. In 1986 [2], an axisymmetric numerical model to simulate the coupled thermo-mechanical press and blow forming process was developed. This model included both the blank and blow sides, allowing the effects of the pressing operation at the blank mold to be followed to the blow side and final container. In the 1990s, many advances in the development of numerical techniques together with an improvement in computational capabilities allowed a numerical approach to study the manufacture of glass containers. Thus, in the new century, very powerful results were achieved with an extensive integration of the glass melting, delivery, and container forming operations [3, 4]. In these two bibliographic references, several numerical models were coupled to define the impact of various stages of forming and thermal conditioning on the quality of the final glass bottles. At the same time, these numerical studies also included extensive experimental measurements performed under industrial conditions to model and validate the numerical simulations.
Numerical simulations resulted in a better understanding of the container production process. Despite the various efforts made to develop and validate numerical models describing the blow and blow container forming process, there is still a gap between industrial experience in glassmaking and scientific and engineering knowledge. One of the most relevant limitations for the perfume industry is the difficulties found in performing simulations using 3D models. Even the pioneers in the field, more than 30 years later [5], still show great interest in transitioning from axisymmetric to three-dimensional models, although this has proven to be a challenging task. Besides that, limited amount of work has been published around glass forming simulations. The only few publications presenting any results with three-dimensional models are detailed below:
-
An attempt to develop numerical simulations with a three-dimensional model was published by Feulvarch et al. [6]. However, this study presented severe limitations, as it was an isothermal simulation of only the final blow stage with a NNPB parison. A three-dimensional model of an axisymmetric bottle was used, but the glass domain was restricted to only a 10° section.
-
De Leede et al. [7] presented results in the development of a three-dimensional model of the two blowing stages of the container forming process. Numerical results with a non-axisymmetric glass perfume bottle were obtained. However, extreme mesh deformations required continuous user intervention and trial and error to perform the simulations. Remeshing techniques made still possible to treat enormous deformations, but the procedure resulted quite complex and tedious. Thus, this was probably not the optimal approach to deal with extreme deformations.
-
Hyre [3] developed numerical simulations of the NNPB forming process using a three-dimensional model with axisymmetric glass bottles. Important advances in numerical simulation capabilities were extensively demonstrated.
-
Finally, Lochegnies et al. [8] not only presented three-dimensional results of the two blowing stages using a non-axisymmetric glass perfume bottle. On top of that, an iterative reverse approach to defining the blank mold cavity design based on a desired thickness distribution for the glass perfume bottle was also developed.
-
For polyethylene extrude and blow and PET injection and blow bottles, 3D simulations are available. For such polymers, required processing temperature is decreased from the range of glass of around 1000 °C to around 200 °C. For example, Kadam et al. [9] required 3D simulation for an axisymmetric design due to process where part of plastic is caught between molds. Lontos and Gregoriou [10] used 3D simulations to evaluate the effect of stretching and blowing on wall thickness distribution of 1.5-l bottle. In this case, the geometry was almost axisymmetrical. Hopmanna et al. [11] carried out a similar study where it is possible to obtain a comparison between experiments and simulations. However, the comparison is only carried out in vertical direction with a geometry which is almost axisymmetrical. Finally, Mahajan and Lonare [12] studied bottle blow molding for medicine bottles of 100 ml but once again the geometry is almost axisymmetrical.
In a previous article [13], the authors demonstrated the feasibility of numerical simulations as a tool to support the design of mold cavities and the definition of the machine operation times for developing new glass perfume bottles. An extensive experimental study of the glass properties and industrial process conditions was key to modeling the blow and blow forming process and validating the predicted results. The numerical model predicted final thickness distributions as a function of the blank mold cavities and the production process conditions using axisymmetrical and three-dimensional models of two axisymmetric perfume bottles. These two bottles were representative of the wide range of Ramon Clemente’s [14] (RC) most common perfume bottles and their forming process conditions.
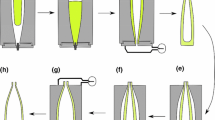
Therefore, the present article aims to expand the capabilities of the numerical model using a square-based prism non-axisymmetrical bottle. Numerical simulations of the blow and blow forming process are here presented and compared with temperature profiles obtained under industrial manufacturing conditions and with glass thickness distributions of the manufactured perfume bottles. This new study validates the three-dimensional model itself, showing the capabilities of the simulation tool in the development of glass bottles with complex geometries, such as those used in the perfume industry. At the same time, the robustness of the model is expanded with a new set of industrial process conditions. Finally, the transition from 2 Da (two-dimensional axisymmetric) to 3D (three-dimensional) models has brought with it new difficulties and opportunities that have been successfully treated to obtain additional results. Figure 1 shows how simulations can reduce experimental iterations to obtain the right thickness distribution.

Schematic representation of iterations required to obtain the right thickness distribution A first attempt with undesired thin walls, B second iteration with cracks, and C final desired thickness distribution. Left figures can be obtained from 2D axisymmetrical simulations while right section can be obtained only using 3D simulations
2 Numerical model, materials, and methods
To solve the conservation equations, the constitutive equations, and the boundary conditions, the commercial finite element method (FEM) code ANSYS Polyflow was used. The numerical simulations describe the glass flow during the BB glass forming process. Glass has been modeled as a generalized Newtonian fluid. To handle large displacements of the free surfaces in the glass domain during blowing stages, a Lagrangian remeshing technique was required. Remeshing algorithms were used to correct distorted mesh elements in the glass domain after each simulation step. The basic mesh length was set to 1 mm. Volume conservation was verified so as not to modify the initial volume of the glass domain due to continuous remeshing. An implicit Euler method was used as the corrector in the time-integration procedure. The time steps were determined from conversion, precision, and contact accuracy requirements that were set for the problem. The presented penalty technique was defined for sticky contact detection of the glass free surfaces against the mold walls.
A three-dimensional model has been implemented to account for complex perfume bottle shapes. Planes of symmetry have been used whenever possible to reduce the computational cost of the simulations. Since the geometry of the bottle is a square-based prism, the three‐dimensional model only requires ¼ of the domain to fully define the bottle geometry.
Detailed information of the mathematical model (governing equations, boundary conditions, free surfaces, and contact detection) and the characterization of glass properties (viscosity, effective thermal conductivity, and heat transfer at the glass-mold interface) can be found in the previous publication [13]. In this paper, we compared the VFT model to experimental measurements of viscosity while cooling from 1250 down to 600 °C when the glass is stable for transportation. Temperature of mold is constant for steady state fabrication considering contact conductance ranging from 1000 to 5000 W/(m2K) and conductivity for glass 0.75 and for steel 45 W/(mK). Temperature was set 650 °C for blank mold and 500 °C for blow mold. Figure 2 shows experimental measurements of glass viscosity as a function of temperature to feed simulations. Working viscosities to manipulate glass should be within range from 4 to 7.5 in scale log (dPa·s).

Viscosity versus temperature for glass with regression for working range
For glass, we use a density of r = 2457 kg/m3 and specific heat of c = 834 (J/kg·K). For steel, we use a density of r = 8000 kg/m3 and specific heat of c = 834 (J/kg·K). As mold is about 150 heavier than glass (see Table 1), the thermal energy stored for each Kelvin is about 100 times bigger in steel. This means that the decrease of 100 °C of average glass temperature would involve an increase of around 1 °C in mold. This ratio is not the same for all bottles. The equation of stored thermal energy is expressed as:
where Q is heat loss, m is mass, c is specific heat, and ΔT is temperature change.
With this mass scale difference between mold and glass, it is possible to assume that mold temperature is almost constant during simulation in the mold.
Heat flux for conductivity in cylindrical coordinates for axisymmetrical model is defined as follows:
where Q is heat loss, t is time, k is conductivity, L is length of cylinder, ro and ri are outer (steel) and inner (air) radius, and To and Ti are outer (low) and inner (high) temperature. With equations of stored heat and heat flux, it is possible to define transient temperatures where the glass is cooling, and the steel of the mold is slightly increasing temperature. Obviously, the geometry of a glass container is not a cylinder and therefore the current validation for 3D geometries is necessary to assure that heat is correctly dissipated around corners.
In addition to the numerical model, it is necessary to gather specific information about the bottle and the production process before performing the numerical simulations, that is, specifications of the container and its mold equipment, IS machine operation parameters, process temperatures, pressures, etc. In general, to gather this information is a manageable task. In addition to that, numerical models also require many experimental data from glass under industrial manufacturing conditions, for instance, its thermal conditions, temperature-dependent material properties, boundary conditions and contact interface, etc. Performing experimental measurements of the glass forming process is a complex, expensive, and very time-consuming task. However, the accuracy of the predicted results directly depends on the accuracy of the input data. Thus, obtaining adequately accurate experimental data is a priority to perform accurate numerical simulations. A major objective of this research is to validate all assumptions taken for 2 Da when in 3D models the thickness is not constant for a determined cross-section.
On the other hand, once the model has been validated, if major variations are not introduced in the process, parts of the numerical model mentioned above will be the same, for example, the mathematical formulation, the definition of the boundary conditions, and material properties as a function of temperature. These parts will remain constant for every new glass perfume bottle to be developed, manufactured, and therefore simulated in the future. However, the rest of the parameters defined in the numerical model are bottle specific, since it depends on the process conditions required to manufacture any bottle.
In summary, to perform numerical simulations of the blow and blow forming process, the following information must be specified: geometry of the molds and glass domains, glass material properties, boundary conditions, production process parameters, and glass and mold temperatures.
-
The geometric boundaries of the blank and blow molds are defined from the walls of the mold equipment cavities. As the mold cavities are designed using CAD software, these can be directly imported to ANSYS Polyflow. The initial geometry of the glass domain needs to be defined too; this procedure will be explained later in detail. Once imported to ANSYS Polyflow, both domains are almost automatically meshed using the parameters defined in the remeshing algorithms.
-
Material properties to describe the glass domain, including the functions or values of each property, were determined in previous publications [9, 11]. To summarize, glass viscosity is defined as a function of temperature using the VFT equation. Glass specific heat, density, and thermal expansion coefficient are also defined using constant values based on RC glass chemical composition. Effective thermal conductivity is defined as a function of glass temperature using a user-defined function (UDF) in a range from 4.25 at 1027 °C to 2.4 at 727 °C. Dependence on thickness is not considered during the numerical simulation. However, different UDFs can be used based on the average thickness of the glass domain for each simulation stage.
-
Thermal boundary conditions at the glass-mold contact interface are defined using a heat transfer coefficient. This is described using a UDF as a function of the contact time. The previously presented penalty technique is used to detect the contact of the glass free surfaces against the mold walls. Once contact is detected, glass remains stuck to the wall of the mold cavity until the simulation ends.
-
In the numerical simulation of the blow and blow forming process, dwell times between each blowing stage are considered to define the glass thermal conditioning. The operation times of the IS machine define the time intervals when each operation is carried out. These are described using a drum rotation system to control several pneumatic valves and movements of the IS machine. From there, the duration of the glass-forming stages can be defined (Table 2). The production machine rate is specified to manufacture the glass containers in a single gob six-section IS machine. The pressures applied during the counter and final blow are also obtained from the production process. Pressure values for both blowing operations are around 2 bars.
-
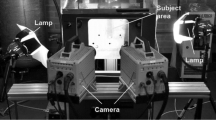
Thermal conditions of the glass domain are defined by performing experimental measurements of the glass under industrial manufacturing conditions. Infrared thermal measurements of the glass during the gob forming, delivery, and loading operations are performed to define the glass gob loading conditions and the initial temperature of the glass domain, which is assumed to be constant [15]. Similar research for simulation of glass gob drop has been published recently by Cressin et al. [16] but without experimental validation. In addition, the flexibility of the infrared thermal camera allows obtaining thermal information from the glass surface in the few stages of the container forming process where glass is visible. These measurements will be used later to verify the predicted numerical results. Temperature measurements of the parison once the blank mold is opened and until the blow mold is closed are used to follow the parison reheating. The temperature distribution of the final container along with the parison temperature measurements can be used to roughly estimate the heat transfer from the glass to the blank and blow molds, respectively. Figure 3 shows representative infrared thermal captures of the PAPA 100 bottle during its manufacturing process. As can be seen, the temperature in glass decreases from the initial 1020 to around 630 °C in the less than the 14 s required to manufacture that perfume glass container. Thermal conditions of the mold domains are described with a constant and uniform temperature. The temperature values of the blank and blow molds are defined from bibliographic data [17, 18].
-
Finally, manufactured containers are cut to obtain its cross-section profiles. This allows measuring and comparing the glass thickness distribution predicted in the numerical simulations to the thickness distributions obtained when manufacturing the glass containers in the production line.

Infrared thermal captures of the glass forming stages where glass can be seen: A and B gob forming, C gob loading, D after settle blow, E blank mold starts to open, F parison reheating at the blank side, G parison at the blow side, and H blow mold open
3 Results
3.1 Problem definition
One of the main interests in performing new numerical simulations with different bottles is to keep validating the numerical models under different forming process conditions. SIERRA 60 and ALFA 200 bottles were used in the past to validate the numerical results of the 2 Da and 3D models [9]. These two perfume bottles already covered a wide range of RC’s most common containers and forming process conditions. In this sense, a bottle with a new set of specifications in between the previous bottles has been selected. PAPA 100 is a perfume bottle with different specifications, machine operation times, and process conditions (Tables 1 and 2). Covering all these aspects is important to ensure that the numerical model is flexible and robust to handle glass forming simulations under a wide range of scenarios.
However, the key point of this article is the different geometry of the new bottle and what this implies for its numerical modeling. The geometry of PAPA 100 is a prism with a square base. Since this is not an axisymmetrical geometry, the axisymmetrical model cannot describe PAPA 100 geometry. Therefore, the three-dimensional model will be required for the numerical simulations.
3.2 Description of the numerical results
Numerical results of the three-dimensional model using the PAPA 100 glass perfume bottle are presented at different stages of the blow and blow container forming process. Numerical simulations are divided into two parts. First, there is the simulation of the blank side (Fig. 4A–G), where the operations related to the transformation of the glass gob into a parison are considered. The output of that simulation, that is, the resulting geometry and temperature distribution of the glass domain, is translated as the initial conditions of the second simulation. There, the operations of the IS machine on the blow side are described (Fig. 4H–L), where the final bottle is obtained because of the parison expansion.

Numerical results of the evolution of the glass domain and its temperature throughout the forming process of the PAPA 100 bottle: A initial prescribed temperature and geometry; B temperature conditioning before the counter blow; C and D glass expansion through the counter blow stage; E parison geometry; F temperature conditioning before the blank mold opens; G parison reheat at the blank side; H inverted parison at the blow side; I parison reheat at the blow side; J and K glass expansion through the final blow stage; and L final thickness distribution of the glass bottle
The stages of gob forming, gob loading, and settle blow are not included in the numerical model. Thus, as an initial condition, the glass gob is inside the blank mold and the neck ring cavity is already filled with glass. The free surface at the top of the loaded gob and its volume defines the initial geometry of the glass domain in accordance with the glass weight of the manufactured bottle and IR thermal measurements of the loaded gob (Fig. 4A). A constant value for the initial temperature of the glass domain is also prescribed. When the simulation of the blank side starts, heat transfer begins immediately at the glass-mold contact interface at the walls of the blank mold cavity and the neck ring. Due to the contact heat transfer, a temperature distribution in the glass domain is defined before the counter blow stage (Fig. 4B), defining in turn a viscosity distribution that will govern the glass flow. In the counter blow stage, pressure is applied, and glass expands through the blank cavity to create the parison (Fig. 4C–E). Due to the large deformations of the free surfaces in the glass domain during the blowing stage, the glass domain is remeshed several times to avoid distortion of the mesh elements. After expansion, glass continues transferring heat in contact with the walls of the mold cavity until the blank mold is opened (Fig. 4F). Then, the parison surface is allowed to start reheating (Fig. 4G). The start of the inversion stage on the real production process defines the end of the numerical simulation at the blank side.
Inertia effects during inversion are not considered. Therefore, the parison is transferred to the blow side by inverting the Y-axis and coupling the predicted geometry and temperatures of the glass domain as initial conditions of the blow side (Fig. 4H) and the second numerical simulation is started. During parison reheating, the internal temperature gradients in the glass domain redistribute the temperatures until the parison is ready to be blown inside the blow mold (Fig. 4I). Parison stretching does not have a significant effect on the manufacture of perfume bottles. This is because glass parisons for perfume bottles are relatively short, thin, and light compared to parisons in other industries (e.g., beer or wine bottles). In addition, parison run distances are generally very small to hide the baffle seam at the bottom of the bottle. Thus, the stretching stage of the parison is not taken into account in the simulation. Therefore, at the specific instant of time, the final blow expands the parison throughout the blow mold cavity (Fig. 4J–L) to define the glass thickness distribution of the final perfume bottle (Fig. 4L). The glass domain is remeshed several times during the final blow. Once the expansion of the glass domain is completed, the simulation of the blow side ends. The remaining simulation time would keep cooling the glass domain until the blow mold opened. However, as the thickness distribution has been already defined, these final time steps can be ignored. Deformations of the predicted geometry of the final glass bottle due to thermal contraction of the glass or to stress relaxation phenomenon are not considered either.
For solid mesh, tetrahedral element with Jacobian points for high-quality mesh at nodes was used. For 2D axisymmetric mesh, triangular mesh was used. Average mesh length was set to 1 mm with minimum length 0–5 mm. For the final stage comparing 2 Da to 3D, nodes increased from 2097 to 136,429 and elements increased from 916 to 89,374. Simulation time using an Intel® Core™ i5-10300H CPU @2.50 GHz increased from 60 s for 2 Da to 5 h for 3D. Figure 5 shows the effect of mesh size on number of elements and simulation times for both 2 Da and 3D elements.

Influence on mesh size on number of elements for 2 Da (A) and simulation time (B) and for 3D (C) and (D), respectively
3.3 Validation of the three-dimensional model with a non-axisymmetrical bottle
In the past, the three-dimensional model was initially validated by the direct comparison of its numerical results with the numerical results of the already validated axisymmetrical model [13]. In both cases, simulations were performed with the axisymmetrical bottle SIERRA 60, and the comparison of the predicted results of the axisymmetrical model with the three-dimensional model showed identical results for the glass thickness distribution.
In this case, an experimental study and numerical simulations of the blow and blow forming process with the non-axisymmetrical PAPA 100 bottle using the three-dimensional model have been performed. To validate the numerical model, a comparison of the predicted glass thickness distributions with the section profiles obtained from the manufactured glass bottles is provided. To further validate the numerical results predicted by the three-dimensional model, experimentally determined infrared thermal measurements on the glass surface at different stages of the forming process are compared with predicted temperatures of the glass domain.
3.3.1 Glass thickness distribution
The comparison of the manufactured bottles with the numerical results shows a very good agreement for the glass thickness distribution (Fig. 6). The glass thickness distribution predicted by the numerical simulation (Fig. 6C) correlates almost exactly with the cross-section profile of the glass bottle (Fig. 6B). The characteristic shape of the glass distribution is well predicted by the numerical model at the upper, middle, and lower areas of this square-based prism bottle. Only ¼ of the domain has been simulated, but Fig. 6C has been mirrored to be consistent with Fig. 6A and B.

Comparison of the A manufactured PAPA 100 glass perfume bottle with basic dimensions and B its cross-section profile with C the final thickness distribution predicted by the numerical simulations using the three-dimensional model
This example demonstrates the ability of the three-dimensional model to successfully predict the glass thickness distribution of non-axisymmetrical glass perfume bottles.
3.3.2 Glass temperature evolution
Since thermal validation involves infrared methodologies, the comparisons will be limited to the forming process stages where the glass becomes visible. Stages presented in Fig. 3A–C are not simulated, but experimental measurements of the gob at these stages define the initial temperature of the glass domain. Figure 3D relates to Fig. 4A; at this moment, glass temperature is initialized. Figure 3E and F define the parison reheating; this thermal phenomenon can be compared with Fig. 4F and G. Figure 3G can be approximated to Fig. 4H. Finally, Fig. 3H relates to Fig. 4L; however, at this point, glass temperatures are relatively low. This results in glass reflecting part of the radiation emitted by the surface of the blow mold. Thus, accurate glass temperature readings of the manufactured bottle cannot be taken when it is placed on the blow mold side. As previously stated, simulation steps represented in Fig. 3B–E cannot be measured with an IR thermal camera as they occur while the blank mold cavity is closed. The same happens with Fig. 3I–K at the blow mold side.
These comparisons determine that the average temperatures measured on the glass surface show a similar trend to the predicted temperature fields in the glass domain. At this point, due to the nature of the industrial process, continuous thermal data throughout the forming process is not available and only a qualitative comparison can be made. On the other hand, it needs to be considered that the definition of heat transfer at the glass-mold contact interface is one of the most notable modeling challenges in container simulations today. Current approaches to the heat transfer coefficient are merely based on mathematical functions adjusted to fit the experimental data.
Although the stated difficulties, measured and predicted reheat rates of the glass parison after the blank mold opens and until the blow mold closes do correlate. In both cases, an increase in temperature of 100 °C in 1 s can be observed. This is a very robust indicator as glass parison is the intermediate forming step, linking the blank and blow mold sides. This correlation implies that predictions of the total heat exchanged in the blank mold are moderately accurate. At the same time, as the geometry and temperature of the parison strongly influence the final glass thickness distribution, only an adequate prediction of the heat exchanged in the blank mold can result in the satisfactory thermal conditioning for the prediction of the final blow stage, which in this case predicts a very accurate glass thickness distribution of the final bottle.
To conclude, average temperatures measured on the glass surface show a trend like the predicted temperature fields in the glass domain, with a correlation in the measured and predicted reheat rates of the glass parison. Therefore, the thermal validation is correct, but further experimental efforts are required to minimize discrepancies related to glass temperature measurements (with an emissivity of 0.95, measured values are typically around 15% lower).
4 Discussion
Presented results validate the simulation of the blow and blow forming process using a three-dimensional model. This shows the capabilities of the simulation tool in the development of glass bottles with complex geometries, such as those used in the perfume industry. At the same time, the transition from 2 Da to 3D models brought with it new difficulties and opportunities.
4.1 New difficulties
Axisymmetric models are usually written in terms of cylindrical coordinates, making use of simplifications in the third coordinate (θ). This approximation greatly reduces the associated computational costs. However, it also oversimplifies the application, being limited to only modeling glass bottles with circular cross-sections or axisymmetric geometries. In case of willing to model any perfume geometry, Cartesian coordinates in a three-dimensional space are required. Therefore, the mathematical model must be rewritten (governing equations, boundary conditions, free surfaces, contact detection equations, etc.). In addition, three-dimensional simulations are typically characterized by excessive computational times, thus requiring highly computationally efficient solutions as the element count drastically increases.
Hence, the fact that a three-dimensional model needs to be developed, implemented, and validated may have been a real limitation by many authors. In the present study, as the model is based on commercial software such as ANSYS Polyflow, axisymmetric and three-dimensional formulations are already implemented. Furthermore, since in previous studies [13, 19] the three-dimensional model was initially validated, many of the numerical difficulties concerning the transition from 2 Da to 3D models are already resolved. On the other hand, a three-dimensional model is much more tedious to work with. Planes of symmetry are generally used whenever possible to reduce the computational cost of the simulations. With the axisymmetrical model only one section of the domain was simulated. However, three-dimensional simulations require at least ¼ of the domain. Furthermore, material properties should be characterized for the right finite element type such as damping [20] crating experiments for validation.
The fact that axisymmetric simplifications can no longer be used has brought with it new experimental difficulties that must be successfully addressed. As the size and complexity of the glass domain increases, the preparation of the three-dimensional model becomes much more detailed and time-consuming, as additional experimental data under industrial manufacturing conditions is required. This is a critical task because simulations require many input values sensitive to glass conditions to obtain an accurate prediction (i.e., process temperatures and heat transfer phenomena at the boundary conditions). For example, Luo et al. [21] included in their simulation anisotropic properties for polymer bottles but using axisymmetric geometry with software Abaqus. At the same time, a larger amount of experimental data is also required to validate the results predicted by the three-dimensional model. This implies extended experimental infrared thermal measurements of glass at different stages of the blow and blow forming process. Finally, more section profiles obtained from the manufactured glass bottles are also required to compare the predicted glass thickness distributions in different horizontal planes.
On top of that, a previously accepted assumption needs to be discussed again. This affects something as important as the initial conditions of the glass domain. As stated above, the gob forming, loading, and settle blow stages were not modeled in the blow and blow container forming simulations. Thus, at the initial simulation step, the glass gob is already loaded inside the blank mold (Fig. 4A). Initial conditions of the glass domain, geometry, and temperature were experimentally defined during the delivery and once the gob is loaded. This simplification was successfully used in previous simulations of axisymmetric bottles.
Two factors influence the amount of error introduced with the definition of the initial geometry of the glass domain. First, the shape of the funnel and blank mold sections. In the present non-axisymmetrical case, the section of the extruded glass gob is cylindrical, but the sections of the funnel and blank mold cavity are rounded squares. Therefore, when the gob is loaded into the blank mold cavity, gob sections lose its axial symmetry due to low glass viscosity. Second, the length ratio of the extruded to the loaded gob. In this case, due to the shape of the blank mold cavity, the gob does not suffer a significant variation in length during loading, maintaining a similar aspect ratio in both geometries. Therefore, the amount of error introduced into the glass gob geometry with this simplification is considered correct.
On the other hand, the initial thermal conditioning of the glass domain is also influenced by its initial geometry. Before the counter blow, a significant heat transfer takes place at the loaded gob areas in contact with the walls of the blank cavity (Fig. 4B). Again, extruded glass gobs have circular sections, but the funnel and blank mold used to produce PAPA 100 bottles have rounded square sections. Due to the low viscosity of the glass, the sections of the loaded gobs tend to adapt to the geometry of the cavity. However, it may be the case that, in some areas, not the entire glass section is in contact with the blank cavity walls, conditioning the initial glass-mold contact and its heat transfer.
For all these reasons, in addition to validation of the predicted numerical results, extensive experimentations of the glass gob were conducted in the past at the delivery and loading stages [15, 19]. The obtained results allow the author to be confident in the presented simplifications. However, since the loading stage can cause big deformations to the glass gob geometry, it becomes clear that as gob loading and blank cavity three-dimensional geometries become more complex, the definition of the loaded glass gob also does. To perform future simulations with more complex blank geometries, it may be convenient to simulate the gob loading stage.
4.2 New capabilities
The design of the blank mold cavity of a square-based prism bottle is approached as the design of two axisymmetric bottles. The two most relevant sections of the blank mold cavity are defined by the apothem and the diagonal of the square. The square’s apothem would be approximated as the radius of the circle inscribed within the square, and the square’s diagonal would resemble the diameter of the circumscribed circle. Therefore, defining the blank cavity profiles for these two axisymmetric bottles, whose sections are the inscribed and circumscribed circles of the square, is the most common approach to designing blank mold cavities for square-based prism perfume bottles. Muijsenberg [22] in 2018 described how industrial revolution 4.0 will impact the glass industry. With the validation of 3D simulation approach and capabilities of machine learning, this iteration of designs should be optimized. This means that we expect to predict in the future how to design a blank mold that delivers the desired wall thickness of bottle without doing iterations shown in Fig. 1A, B, and C.
As stated, square-based prism bottles are generally well understood by glassmakers. However, there are increasing levels of complexity within the wide variety of non-axisymmetrical bottle geometries. At the same time, the geometry of the glass bottle has a strong impact on the development of its mold equipment as it can complicate a proper glass thickness distribution. Therefore, as the complexity of the non-axisymmetrical glass perfume bottles increase, the use of simulation tools gains more prominence to minimize trial and error iterations and reduce the number of production tests required for the development of new containers.
Avoiding the axisymmetric simplifications and using at least ¼ of the domain instead of just one section also has important benefits for the three-dimensional model. This fact expands the capabilities of the model as far more complex and interesting geometries can be studied with the three-dimensional simulations of the blow and blow forming process. In this sense, the study of horizontal sections in the glass domain allows obtaining a better understanding of how glass geometry evolves throughout the blowing stages. That is, in the case of the PAPA 100 bottles, to determine how the blank mold geometry influences the glass transition from a circular to a squared section, and how this relates to the achievement of a final glass perfume bottle with constant glass thickness distributions.
Figure 7 shows various horizontal section profiles of the glass domain at representative time steps (columns) and at determined heights (rows) of the numerical simulation. That figure helps to track the evolution of the glass geometry throughout the blowing stages of the forming process. Cross-section profiles at the same planes of the glass perfume bottle are also presented. Thickness distributions predicted by the three-dimensional model compared to the manufactured bottle show a very close result, not only in dimensions, but especially in the definition of the differentiated shape of the glass geometry in each of the three horizontal sections.

Horizontal section profiles of the glass domain at representative time steps (columns) and determined heights (rows) obtained from the numerical simulations with PAPA 100 bottle. Cross-section profiles of manufactured PAPA 100 bottles are presented on the right
These results strongly highlight how useful this numerical tool is to understand how glass behaves in the blowing stages and to clarify the influence of the blank mold cavity on the distribution of the glass thicknesses of the manufactured container. From this simple example, it can be concluded that already known facts, previously based on empirical knowledge, such as the approach followed in the design of the blank mold cavity profiles for a square-based prism bottle, can be revised by analyzing the results predicted by the three-dimensional model.
Due to space limitations, only sections of the upper, middle, and lower body at the start and end of the blank and blow side simulations are presented. At the same time, a detailed explanation of blank mold design methodologies is out of the scope and only a simple idea is presented: glass reaching the corners (circumscribed circle) must expand farther than glass reaching the square’s apothem (inscribed circle). As glass expands, it loses thickness. Therefore, to achieve constant glass thickness distributions, non-constant thicknesses in the parison are required. The expansion is obviously influenced by glass temperatures, but this principle is still valid when designing the blank mold cavities. These profiles allow understanding the glass expansion as a function of the blank mold cavity design of complex non-axisymmetrical glass perfume bottles.
5 Conclusions
The reliable prediction of glass thickness distributions using a three-dimensional numerical model paves the way to the possibility of running simulations of glass perfume bottles with more complex geometries. This is a very important step, as most of the glass bottle designs for the perfume industry tend to be non-axisymmetrical. This term includes a wide variety of geometries, with increasing levels of complexity. This article presents numerical and experimental results using a simple, yet numerically challenging non-axisymmetrical design, a square-based prism bottle. Predicted results show an almost identical correlation with the glass thickness distribution. A comprehensive comparison of glass thickness distributions shows the robustness of the model’s predictions. From the point of view of the numerical model, this case validates the three-dimensional model under real industrial process conditions.
On the other hand, from the point of view of glass making (i.e., mold designer, job change specialist, machine operator, etc.), the implementation of this model becomes a very powerful simulation tool. As stated, glass bottle manufacturing is a fast-paced process with very limited access to glass during the blow forming stages. Hence, the numerical model allows the user to acquire relevant knowledge about the thermo-mechanical behavior of glass inside the molds during the container forming process. This knowledge aids to design the mold cavities and to set the initial process temperatures and machine operation times for production tests. It can even be applied to adjust and correct glass defects encountered during glass bottle mass production.
Furthermore, a simple example has been introduced using horizontal section profiles. This example shows how an extensive analysis of the numerical results can guide the development of new glass bottles and its mold equipment. These extended capabilities are especially interesting in the blank mold cavities design, as it defines the thickness distribution of the final glass perfume bottles. Finally, it can be stated that the transition from 2 Da to 3D simulation models has brought new difficulties when preparing and validating the numerical simulations; however, it has been addressed to make them manageable. Despite the challenge, the robust predictions of the three-dimensional model on thickness distributions are invaluable for the development of non-axisymmetrical glass perfume bottles to avoid undesired shapes and even fracture of glass containers for low thickness 3D corners.
References
Cormeau A, Cormeau I, Roose J, Pittman JFT, Zienkiewicz OC, Wood RD, Alexander JM (1984) Numerical simulation of glass-blowing. Numer Anal Form Process, John Wiley and Sons, New York, NY, USA, 219–237
César de Sá JMA (1986) Numerical modelling of glass forming processes. Eng Comput 3(12):266–275. https://doi.org/10.1108/eb023666
Hyre MR (2002) Numerical simulation of glass forming and conditioning. J Am Ceram Soc 85(5):1047–1056. https://doi.org/10.1111/j.1151-2916.2002.tb00221.x
Choudhary MK, Venuturumilli R, Hyre MR (2010) Mathematical modeling of flow and heat transfer phenomena in glass melting, delivery, and forming processes. Int J Appl Glass Sci 1(2):188–214. https://doi.org/10.1111/j.2041-1294.2010.00018.x
Martins B (2017) Decision support system in the design, production and quality control of glass containers. Doctoral Thesis. Universidade do Porto
Feulvarch E, Moulin N, Saillard P, Lornage T, Bergheau JM (2005) 3D simulation of glass forming process. J Mater Process Technol 164–165:1197–1203. https://doi.org/10.1016/j.jmatprotec.2005.02.135
de Leede G, Koch R, Bouwman V, Kloosterman G (2007) Advanced simulation of 3D glass bottle forming with Abaqus. In: 2007 ABAQUS users’ conference, pp 1–14. (21st April 2008) https://doi.org/10.4028/www.scientific.net/AMR.39-40.499
Lochegnies D, Moreau P, Guilbaut R (2005) A reverse engineering approach to the design of the blank mould for the glass blow and blow process. Glass Technol 46(2):116–120
Kadam AV, Patel S, Vajir A (2019) Simulation of blow molding of polyethylene bottle using Ansys Polyflow. Int Res J Eng Technol 6(04)
Lontos A, Gregoriou A (2021) The preliminary simulated effect of stretching and blowing combination on the wall thickness distribution of 1.5 Lt PET bottle during ISBM process. Fibers Polym 22(8):2170–2176. https://doi.org/10.1007/s12221-021-1027-5
Hopmanna Ch, Raschea S, Windecka C (2015) Simulative design and process optimization of the two-stage stretch-blow molding process. AIP Conf Proc 1664:050011. https://doi.org/10.1063/1.4918415
Mahajan MH, Lonare GM (2019) Bottle blow molding. Int Res J Eng Technol 6(12)
Biosca A, Borrós S, Pedret V, Hyre MR, García Granada A-A (2019) Numerical and experimental study of blow and blow for perfume bottles to predict glass thickness and blank mold influence. Int J Appl Glass Sci 10(4):1–15. https://doi.org/10.1111/ijag.13208
“Ramon Clemente.” http://www.rclemente.net/. Accessed on 21st August 2022
Biosca A, Borrós S, Pedret V, García Granada A-A (2018) Glass gob modeling and experimental validation using a drop test. In: MATEC Web Conf. (IC4M), vol. 167, pp. 1–6. https://doi.org/10.1051/matecconf/201816702009
Cressin M, Moreau P, Béchet F, Naceur H, Lochegnies D, Boukhari N (2021) Influence des échanges radiatifs sur l’étalement d’une goutte de verre. 29ème Congrès Français de Thermique-Thermique et Mix Energétique. https://doi.org/10.25855/SFT2021-025
Shetterly DM, Huff NT (1980) Mold surface temperatures during glass container forming. J Non Cryst Solids 38–39:867–872. https://doi.org/10.1016/0022-3093(80)90546-3
Hyre MR, Underwood BL (2004) Experimental measurement of glass to mold heat transfer for computational modeling of container production. In: ASME international mechanical engineering congress and exposition, pp 319–324. https://doi.org/10.1115/IMECE2004-60747
Biosca A (2020) Numerical and experimental study of glass in the blow and blow forming process for the prediction of thickness distributions in glass perfume containers, Doctoral Thesis, Ramon Llull University - IQS School of Engineering
Pérez-Peña A, García-Granada AA, Menacho J, Molins JJ, Reyes G (2014) A methodology for damping measurement of engineering materials: application to a structure under bending and torsion loading. J Vibr Control 22(10):2471–2481. https://doi.org/10.1177/1077546314547728
Luo Y, Chevalier L, Monteiro E, Yan S, Menary G (2020) Simulation of the injection stretch blow molding process: an anisotropic visco-hyperelastic model for polyethylene terephthalate behavior. Polym Eng Sci 60(4):823–831. https://doi.org/10.1002/pen.25341
Muijsenberg E (2018) How the industrial revolution 4.0 will impact the glass industry 247 image analysis that is part of ES 4.0 is a key component towards industry 4.0. In: 78th conference on glass problems: ceramic engineering and science proceedings, Issue 1 (Vol. 39, pp. 247–261). Hoboken, NJ, USA: John Wiley & Sons, Inc. https://doi.org/10.1002/9781119519713.ch21
Acknowledgments
Matthew Hyre and Emhart Glass provided useful experimental data and guidance on ANSYS Polyflow and glass forming simulations.
Funding
Open Access funding provided thanks to the CRUE-CSIC agreement with Springer Nature. This research was partially funded by Fundació LaCaixa grant 2017-URL-Internac-008 and ACCIÓ with European Regional Development Funds under the Nuclis project RD16‐1‐0015.
Author information
Authors and Affiliations
Contributions
Adrià Biosca designed molds in 3D and performed simulations to correlate with experiments. Salvador Borrós provided the data for glass viscosity as a function of temperature. Vicenç Pedret provided the funding and production capabilities within RClemente. Matthew Hyre provided the simulation experience with Polyflow and therma contact parameters between glass and steel. Andrés García supervised the work providing funds to travel and validate simulations.
Corresponding author
Ethics declarations
Ethics approval
The authors agree to publish this manuscript in International Journal of Advance Manufacturing Technology and confirm that this work has not been published by any other journals.
Consent to participate
The authors give their consent for participation in this journal.
Consent for publication
The authors give their consent for publication in this journal.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Biosca, A., Borrós, S., Clemente, V.P. et al. Numerical and experimental study to predict the forming process conditions of non-axisymmetric glass perfume bottles. Int J Adv Manuf Technol 126, 735–748 (2023). https://doi.org/10.1007/s00170-023-11191-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11191-w