
Abstract
The pressure profile analysis for monitoring and diagnosis processing failures during an injection moulding process, such as burn marks and short shots, is a useful instrument for process and part quality control and production with zero defects and greater efficiency. Therefore, this work aims to demonstrate the in-cavity pressure monitoring feasibility for failure diagnosis and injection moulding process optimization. The methodology used to analyse the obtained pressure variation is presented. The results were correlated to the typical cavity pressure profile, which enables the acquisition of information about the process and the moulding tool. This way, it was possible to determine the origin of the defects present in the injected parts, focusing not only on the velocity to pressure switchover but also on the initial part of the curve, related to the filling phase. Moreover, the obtained results and the studied processing conditions were correlated with the injection moulding process simulation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The injection moulding process is a complex nonlinear, multivariate process and is widely used for the production of plastic components with complex geometries. There is a variety of variables that influence the final component quality, from the geometry and production tool to the material and process conditions. The process variables, namely processing temperatures, backpressure, injection velocity, velocity to pressure (V/P) switchover, packing pressure, packing time, and cooling time, should be addressed [1]. Its incorrect definition leads to common defects, such as flow marks, flash, warpage, and weight variation, among others. Additionally, it affects the polymer chain orientation which may influence the final component's mechanical behaviour [1, 2]. Injection moulding machines are able to monitor different data, such as barrel temperature, ram position, or injection and packing pressures; however, they are not yet capable of measuring the polymer melt behaviour in the mould during filling and packing, as well as the material shrinkage during cooling [3]. Therefore, pressure and temperature sensors have been commonly integrated into the mould cavity to perform real-time measurements during the injection moulding process [4, 5]. Since cavity pressure variations have a high impact on the final part quality and the process control, mould sensor integration enables the user to obtain information about the filling behaviour and the volumetric filling point, contrary to the hydraulic pressure or nozzle pressure which does not supply information from the cavity [6, 7]. Simultaneously, injection moulding process simulation is broadly used to predict the polymer melt behaviour in the mould [8], to support the manufacturing tool design [9, 10], and to diminish the experimental trial-and-error techniques on process optimization [9]. Thus, numerical simulation is a powerful tool in reducing energy consumption and costs [11], helping to prevent or determine the origin of injection part defects such as jetting [12], welding lines [13] or hesitation [14], venting problems [15], and birefringence [16], and later eliminate them. It is also a useful tool to predict the location of hot spots and uneven cooling that may lead to an inhomogeneous shrinkage throughout the part, resulting in residual stress [17], warping, and deformation of the final part [18].
The literature reports [4, 19] technologies that are often used to measure and monitor the pressure and temperature in the mould cavity, and indirect parameters such as viscosity and shrinkage may be estimated. It is possible to diagnose probable causes of process deviations by comparing the pressure sensors measurements with a profile curve, for instance, the V/P switchover with pressure peak and, therefore, proceed with corrective actions to optimize the process conditions [7]. The V/P switchover controls the process and its repeatability: when programmed too early may lead to short shots or contraction marks, and to excessive part stress if programmed too late [1, 20]. Moreover, the cavity pressure peak is related to the amount of material entering the cavity [21, 22]. For a controlled process, it is advised to assemble the pressure sensor to 1/3 of the polymer flow and in the thickest area of the part [23]. However, the location of the sensors depends on the required information to be collected. The initial part evaluation of the curve is of great relevance when aesthetic requirements [23] are demanded, and the pressure information may reveal inadequate behaviours, as non-adequate injection velocity, causing common surface defects [23].
In the injection moulding process, the in-cavity pressure measurement is the only parameter that clearly characterizes and translates the melt polymer behaviour during filling, packing, and cooling. Figure 1 depicts the typical in-cavity pressure profile variation for an injection moulding cycle. Points 1 to 3 correspond to the filling phase: the molten polymer is injected, filling the mould cavity with a specific geometry. In point 1 the injection has started, but the melt has not yet achieved the sensor location. In point 2, the melt polymer touches the sensor. Point 2 to point 3 comprise the cavity filling, which leads to a gradual pressure increase until the volumetric filling of the cavity is complete, without the packing stage. Point 3 is the ideal time for the V/P switchover — changing from the filling phase to packing. Points 3 to 5 consist of the packing phase necessary to compensate for the volumetric shrinkage due to material cooling. In point 4, the maximum pressure value in the cavity is reached, meaning the material compression takes place. From point 4 to point 5, the holding phase is represented. Between points 5 and 6, the cooling phase occurs until the proper part solidification is assured. At point 5, the material freezes at the gate, and pressure is no longer applied. Finally, in point 6, pressure decreases to its minimum value, zero, meaning that the part is no longer in contact with the mould wall, that is, the part is ejected. This typical cavity pressure profile has been reported in the literature since characterizes the injection moulding process, and its interpretation remains constant [7, 23]. It is important to underline that, regardless of polymer material, part geometry, and range of each process condition (e.g. temperature, V/P switchover), the injection process is considered adequate when the pressure profile is similar to the one presented in Fig. 1.

Typical in-cavity pressure profile
The state-of-art (SOA) [24, 25] addresses the use of sensors in the mould cavity for the injection moulding process, both to control the process and guarantee part quality. It was observed that the V/P switchover with screw position and cavity pressure near the gate assured process repeatability [25]. Huang et al. [21] optimized the cavity pressure profile and the V/P switchover by modifying the injection velocity and the holding pressure to assure dimensional stability in the part, focusing on warpage and width values. Huang et al. [22] considered the part weight as a reference to adjust the holding phase in order to control the component quality. In this case, and since an increase in the holding pressure results in an increase in the maximum cavity pressure, the cavity pressure profile was used to estimate the weight of the moulded parts [22]. Jian-Yu et all. [26] developed an online quality monitoring and control system based on measured tie bar elongation characteristics. The authors analysed the injection velocity, V/P switchover, holding pressure, and barrel temperature, using the sensing characteristics and peak clamping force increment as the state variable to monitor the quality variation of the process [26]. G. Gordon et al. [27] used multivariate sensors in the mould to analyse dimensional and mechanical properties. Currently, the leading manufacturers of machinery and systems are providing SOA manufacturing equipment with sensing systems data collection, data logging function monitoring, and machine status, as well as remote access to machine setup; however, it is lacking integrated systems to collect data from the cavity tool. Although in-mould sensors and data acquisition systems may monitor real-time data, operator intervention is still required to configure and rectify the process when necessary. Systems to control the process, able to segregate good and bad parts or adjust de V/P switchover, by monitoring cavity data are already commercially available, such as in the Kistler Group.
The use of smart machines and process monitoring and control by in-cavity sensors integration are aligned with Industry 4.0, where network-connected information is essential, including material data, injection machine, injection tools, and component quality control and storage [28, 29]. The purpose of real-time monitoring with process control, automation, predictive models for process conditions definition, and equipment and mould maintenance is to achieve production with zero defects and greater efficiency [30]. Within this frame of reference, literature reports the development of predictive systems using different approaches (artificial neural network (ANN), multiple linear regression (MLR), or multi-layer perceptron (MLP), etc., to achieve in situ (within runs) approaches to correct process variables instabilities and assure part quality. Chen et al. [31] developed predictive models, by MLR and ANN, to detect dimensional defects in moulded disks with collected data from cavity sensors. Alternatively, Gim et al. [32] built an MLP neural network model to correlate state points (PSP) that represent moulding conditions to the part weight defined as the quality index, with the aim to monitor and optimize the process conditions. Similarly, Ke and Huang [6] used MLP models with cavity pressure profiles, varying injection velocity, and holding pressure to inspect the part quality, considering geometric width as the quality index. On a different approach, Finkeldey et al. [33] used both measured and simulated data to train two machine learning models, to minimize the experimental data necessary to predict the part quality (thickness) of injected moulded parts. However, in the injection moulding process, a complex nonlinear and multivariate process is difficult to settle the relationship between the real and the predicted output. The current SOA on predictive systems and correlation pressure profile recognition has proven to be more effective for monitoring and fault diagnosis.
The importance of in-cavity pressure measurements for failure diagnosis in the injection moulding process is underlined. Although studies for in-cavity measuring are extensively available, namely using sensors for process and quality control, the acknowledgement and methodology used in these applications are not found in SOA. In addition to the process conditions variation, it was found a gap in the use of in-cavity measurements to study the mould tool’s influence on the process optimization, which is focused on in this study. This work presents the methodology behind the interpretation of the in-mould cavity pressure profile and the correlation with the typical one, focused on the identification of the process conditions that were incorrectly set and process optimization. In addition, the experimental data was compared with the results from process simulation to analyse the importance of process simulation in the mould tool project and sensor location. The case study was selected due to its non-consistent process and a recurrent defect.
2 Experimental
2.1 Equipment setup and materials
To conduct this experimental study, a Ferromatik Elektra 110T injection moulding machine coupled with a robot Wemo of three axes (X, Y, Z) and three rotational axes, with a W-HP7/8 console, was used. The mould temperature was controlled with a Thermovan temperature controller, by Piovan. Sensors (cavity pressure sensor for direct measuring with Ø 4mm, Type 6157C, and pressure and temperature sensor for direct measuring, with Ø 4mm, Type 6190C), by Kistler, were integrated into the mould cavity. The data was monitored and acquired with the ComoNeo process monitoring system Type 5887A, by Kistler.
A bicycle seat (Fig. 2), consisting of two different components, an insert of glass fibre pre-impregnated with polypropylene (PP), henceforward called prepreg, was heated by infrared (IR) radiation system, by Krelus, and then over-moulded with a Polyamide 6 reinforced with 30% glass fibre (PA6GF30) grade Domamid 6G30 300 BK from Domo. The material was pre-dried before the experimental work, at 100°C for 12 h. After the prepreg was heated and transported to the mould by the Wemo robot, the insert was conformed by the mould closing movement, and the injected material completed the conformation of the insert to the desired shape. For process monitoring, two pressure sensors were integrated near the gate, at 1/3 of the fill flow, and in the thickest area of the part (Fig. 3). For part quality analysis, two other pressure sensors were integrated at the end of the filling flow, coincident with the area of the part where burn marks often occur, although it is not a recommended practice to assemble sensors near the venting systems, as it requires more recurrent sensor maintenance and may lead to damage.

Bicycle seat: prepreg insert (in purple) and the PA6GF30 injected part (in grey)

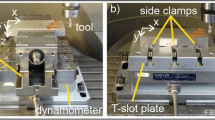
Schematic representation of the experimental setup for in-cavity pressure measurements and sensor location
2.2 Experimental methodology
The production of the bicycle seat without in-cavity pressure monitoring resulted in a non-controlled process with quality deviations. Thus, sensors were integrated into the mould cavity for data measurement and the previous process conditions were reproduced (initial process conditions, Table 1) for analysing and comparative purposes. Following the typical pressure profile reported in the literature, modifications in the process conditions (EXP1, EXP2, and EXP3 in Table 1) were conducted to approximate the in-cavity pressure variation to this profile, obtain a controlled process, and guarantee part quality. The process conditions of EXP1 were determined after analysing the in-cavity pressure of the initial process. The measured EXP1 in-cavity pressure profile was inadequate; therefore, the process conditions were redefined (EXP2). Again, the measured EXP2 in-cavity pressure profile was analysed. The same methodology was applied for EXP3, based on the in-cavity pressure profile of EXP2. The EXP3 pressure variation was similar to the typical one, resulting in an adequate in-cavity pressure profile, concluding the experiment. This methodology is further described in section 3.1 Process conditions influence in the pressure profile. The resultant cavity pressure variation may be used for process control.
2.3 Process simulation
The EXP3 was reproduced in a commercial process simulation software, Moldex3D 2021. EXP3 was considered since it resulted in the in-cavity pressure profile most approximate to the typical one.
Figure 4 represents the bike seat (injected polymer in beige and prepreg in red), the mould tool systems (hot runner in orange, cooling channels in blue, and the arrows represent the in-way and out-way direction of the water in the cooling system), and the built model with a solid mesh of 5 583 297 elements.. Also, pressure sensors were added to the model in the same locations as the experimental tool. In the process simulation, the sensors are defined as probes, represented as a point in the mesh, unlike real data monitoring where the data is measured by the sensor tip area.

Part, part insert (prepreg), and mould tool systems: hot runner (orange), cooling channels (blue), water for cooling in-way and out-way (arrows) (left); and built model (right) considered in the process simulation
The material Domamid 6G30 300 BK from Domo, existing in the Moldex3D bank in Material Wizard was selected. The prepreg was defined as a part insert. For the prepreg material, since there is no prepreg database on the software, a similar polymer (PP RTP 152 HF) was chosen in the Moldex3D material bank for the matrix, and the glass fibre properties were introduced in order to define the prepreg (Table 2).
Regarding the process conditions, Table 3 presents the necessary inputs for the injection moulding process simulation definition in the software.
The transient cooling, filling, packing, and warpage analysis type was considered. Ferromatik Elektra 110T injection machine was selected, using the machine mode. For the process simulation venting analysis, considering an adequate venting system and a non-existent venting system, the same built model, process conditions inputs, and machine were considered.
3 Results and discussion
3.1 Process conditions influence in the pressure profile
Figure 5 represents the pressure measured in the mould cavity. A peak at the end of the volumetric filling was observed with a pressure value of 567.04 bar. This behaviour results from an early V/P switchover, as explained by Chen et al. [1], indicating that there is an excess of material entering the cavity during the filling phase, which may lead to an over-packing part and residual stress [7]. Moreover, the specific injection pressure of 2533.00 bar is near the maximum limit of the injection machine, limiting the process conditions range and increasing the machine energy consumption.

Pressure measured in the mould cavity using the non-optimized processing conditions; a) Adapted from [1]
A visual inspection of the moulded part, data analysis, and typical cavity pressure profile approximation enabled the identification of the parameters that had a significant influence on the variable response and the final moulded part quality. Thus, for defect elimination, the process conditions were modified and the in-cavity pressure was measured and correlated to the typical profile [7, 23]. Additionally, and as observed in the zoomed part in Fig. 5, it is a noticeable material degradation in an area that corresponds to the part’s end of filling, caused by air prison in the mould cavity. To eliminate this defect, maintenance in the venting system was performed. With the process conditions, the first step to reducing the peak in measured in-cavity pressure was to verify the melt temperature. Being below the material supplier’s recommendation, the melt temperature was increased from 250 to 280 °C, while also adjusting the entire temperature profile. To compensate for the excess material entering the cavity, observed in the initial pressure curve (Fig. 5), the injection velocity was also decreased, from 100 to 60 mm/s. These process variable adjustments resulted in the cavity pressure represented in Fig. 6 EXP1, as the resultant part. In the packing phase, it was obtained a more adequate pressure variation. However, during the volumetric filling, there remained a pressure peak related to a late V/P switchover. This non-suitable switchover and melt temperature adjustments resulted in the major flash visible in EXP1. Consequently, the V/P switchover from the filling to packing phases was adjusted from 30 to 60 mm, resulting in the cavity pressure shown in Fig. 6 EXP2. The peak at the end of the volumetric filling was eliminated and the pressure has a good variation during the cycle time. As the pressure drop after the packing phase was not abrupt, i.e., there was no significant material shrinkage, it may also indicate that the packing time may be reduced. As such, this time was changed from 15 to 5 s, resulting in the cavity pressure curve in Fig. 6 EXP3, which maintained an adequate pressure variation leading to a cycle time optimization. It is important to mention that in this production process, during the cooling phase, the time is set by the prepreg heating for the next cycle and not the cooling of the part. Therefore, the reduction of the already-defined cooling time does not affect the total cycle time. Comparing the graphics from Fig. 5 and Fig. 6 EXP3, it may be observed that the process conditions were optimized. The pressure peak at the end of the filling time was eliminated and a gradual increase of the cavity until its volumetric filling was achieved. The pressure during packing, which decreased abruptly in EXP1, presents a suitable variation, with a pressure increase until the volumetric compensation and then a decrease during material solidification, as occurs in the typical cavity pressure profile (Fig. 1). When comparing the pressure variation curve, before and after optimization, a reduction in the cavity pressure peak is observed, from 563.16 to 427.96 bar for P1 and 567.04 to 419.18 bar for P2, near the gate. Additionally, the achieved specific injection pressure was reduced to an adequate value, 1255.00 bar.

Cavity pressure and the resultant part from EXP1, EXP2, and EXP3
Comparing the cavity pressure profiles of the different sensors in the three graphics (Fig. 6), it may be observed that the curve with the higher pressure, P4 represented in yellow, corresponds to the sensor located at the end of the filling. Generally, the sensors near the gate detect more pressure; however, this different behaviour may indicate an insufficient venting system in the mould tool. As the polymer flow advances in the mould cavity and the air is not extracted, increased pressure is needed from the front flow to be able to go forward and fill the cavity. Moreover, focusing on the initial part of the pressure variation, corresponding to the filling phase, in general, the sensors located at the left side of the cavity (P1 and P3) detect a more significant pressure variation, which may be related to the process, as to the position of the insert. In this regard, it was also conducted an experiment with the injection of the part without the insert (Fig. 7). The same tendency was observed, i.e., more information on the left side of the cavity was given, confirming that this result was not related to the prepreg positioning. This behaviour may be related to the mould, namely tool wear in the cold gate or even warping in the mould plates, which leads to a non-symmetric flow front due to these physical constraints.

Initial part of the pressure cavity from a part injected without the insert
3.2 Analysis of the EXP3 in-cavity pressure profile
This section focuses on the analysis of the in-cavity pressure profile initial part of EXP3 (Fig. 6) since it is approximated to the typical cavity pressure profile. The volumetric filling is given by the cavity pressure when there is a difference between the change in the pressure variation (slope) and the initial measurement of a pressure change (the polymer front reaches the sensor location), represented with green circles. For the filling phase, it is recommendable to analyse the data from the sensors assembled near the gate, P1 and P2, which allows the collection of more data throughout the injection process. Specifically, in this mould cavity, the measured pressure had a low increase and it started to increase more significantly at the end of the filling. This is explained by the fact that the sensors are located at the top of the ribs; therefore, the base of the part is being fully filled before the top of the ribs. Additionally, the pressure from P1 and P2 has a different variation during the filling, indicating that the melt flow is not symmetric. In the short shot injection (Fig.10), this behaviour is visible, where the polymer front is more advanced in the base while some parts of the top of the ribs are still unfilled. This realization evidences the importance of sensor location to assure a complete measurement of in-cavity pressure. Moreover, it is observed and identified with red circles (Fig. 6 EXP3) that P1 was already filled while P2 was not yet totally replicated (non-symmetric melt flow), justifying the pressure different variation. Focusing on the packing phase in the pressure curve (Fig. 6 EXP3), material contraction is noticeable.
3.3 Correlation of the process simulation with experimental results
As observed in the real-time pressure measurements, there was an insufficient venting system. Therefore, the consequence of the existing system was studied, by process simulation, comparing the results from a suitable and a non-suitable venting system.
Figure 8 shows that the process simulation predicted that in the absence of a suitable venting system in the mould, a non-complete filling of the part was obtained. In the areas of the part where the pressure air contained in the cavity was higher than the front flow, it was not able to advance in the cavity, resulting in an incomplete part, not only in the areas at the end of filling but also in the centre of the part (Fig. 8).

End of filling in a mould without a venting system
By considering a venting system, at the end of filling, at the gaps in the extractors, and at the gaps in the pins, it was possible to obtain a filled cavity. Figure 9 presents the filling profile at the V/P switchover and at the volumetric filling of the part with the venting system. Although resulting in a complete filling of the cavity, it is possible to see that the software predicted difficulty to fill the areas at the ends of the part. Moreover, it was observed in the injected part flow hesitation marks in the same area identified in the simulation, confirming the flow difficulty in advancing because of the trapped air.

Filling profile considering the venting system
Figure 10 shows the comparison between the filling profile of the process simulation and the progressive filling in the experimental work. On a direct observation, it may be confirmed that the process simulation has given a similar profile to the one obtained in the experimental work. However, the process simulation did not foresee that the ribs were not fully filled at the same time as the base of the part. Additionally, the parts obtained from the progressive filling present the front flow more advanced than shown in the simulation results. This behaviour is associated with the consequent force in the mould given by the plasticization during the progressive filling. As mentioned above is visible the non-symmetric filling, which may be related to the mould wear in the gate that is not considered in the process simulation. The same behaviour can justify the difference in the injection pressure that was lower for the process simulation (814.50 bar).

Correlation between the filling profile given by the process simulation and the progressive filling obtained in experimental work
Figure 11 shows the cavity pressure at the sensor probes given by the process simulation. Associated with the previous analysis, the measured pressure both by sensors P1 and P2 and by P3 and P4 predicted a symmetric filling, with an identical pressure variation in the two sensors near the gate and the two at the end of the filling. Moreover, during the filling phase, the pressure was more significantly felt when compared with the experimentally measured cavity pressure, once more meaning that the process simulation did not predict the filled of the base of the part more advanced than the top of the ribs. Although the process simulation predicted problems with the venting system and the cavity peak pressure in the process software for each sensor (707.10 bar for P1, 702.20 bar for P2, 691.80 bar for P3, and 691.70 bar for P4) was higher than the values measured in the experimental data collection, this behaviour did not result in a pressure rise in the P3 and P4 sensors. At the packing phase of the pressure variation, it is also noticeable the material contraction, as observed in the measured data from the experimental experiences.

In-cavity pressure measured by sensor probes in process simulation
For both process simulation and experimental injections, Table 4 presents the volumetric filling and the start of pressure rising difference during the volumetric filling time. It is also presented the contraction point and the volumetric filling difference. It was observed a non-significant difference between the time reported on the process simulation and the experimental component in terms of flow front reaching the sensors, meaning that the process simulation gives an accurate prediction of the pressure variation tendency. Sensors P3 and P4 were not considered on the filling time calculus since they are located at the end of the filling.
4 Conclusions
In this paper, the use of cavity pressure sensors feasibility for process monitoring and fault diagnosis was demonstrated. The in-cavity pressure was monitored and acquired by a data acquisition system, and then the process variables that influence the cavity pressure and part quality were analysed. The methodology for measurements and analysis of the cavity pressure and its correlation with the polymer behaviour flow during the injection process of the final moulded component was demonstrated. In addition to the pressure variation analysis during the V/P switchover, the focus was given to the analysis of the initial part of the curve to obtain more information about the filling phase of the process and its influence on the final part quality. Apart from the process-related defects, the pressure cavity may also indicate mould tool problems that affect the melt flow in the cavity and consequently the final component quality. The process control using in-cavity sensors is a prompt and precise solution to identify and eliminate problems, not only related to the process conditions but particularly, in this study, related to the mould tool development (venting system design) and maintenance (cold gate wear and tool plaques warp), enabling direct corrective action to eliminate potential defects.
On other hand, in the process simulation, although the sensor probes did not predict the exact material behaviour when compared with the experimental process, this divergence may be explained by the fact that the mould in the computational model did not replicate the tool wear. Furthermore, the general results of the process simulation, namely the venting system influence, did prove that a process simulation is a useful tool to predict the polymer melt behaviour and to assist in the mould tool design.
Data availability
Not applicable.
Code availability
Not applicable.
References
Chen J-Y, Liu C-Y, Huang M-S (2019) Tie-bar elongation based filling-to-packing switchover control and prediction of injection molding quality. Polym (Basel) 11:1168. https://doi.org/10.3390/polym11071168
Pantani R, Coccorullo I, Speranza V, Titomanlio G (2007) Morphology evolution during injection molding: effect of packing pressure. Polymer (Guildf) 48:2778–2790. https://doi.org/10.1016/j.polymer.2007.03.007
Chen JY, Yang KJ, Huang MS (2018) Online quality monitoring of molten resin in injection molding. Int J Heat Mass Transf 122:681–693. https://doi.org/10.1016/j.ijheatmasstransfer.2018.02.019
Zhao P, Zhang J, Dong Z et al (2020) Intelligent injection molding on sensing, optimization, and control. Adv Polym Technol 2020:1–22. https://doi.org/10.1155/2020/7023616
Ogorodnyk O, Larsen M, Martinsen K, Lyngstad OV (2020) Development of application programming interface prototype for injection molding machines. Procedia CIRP 97:453–458. https://doi.org/10.1016/j.procir.2020.07.005
Ke KC, Huang MS (2020) Quality prediction for injection molding by using a multilayer perceptron neural network. Polym (Basel) 12:1812. https://doi.org/10.3390/polym12081812
Huang MS (2007) Cavity pressure based grey prediction of the filling-to-packing switchover point for injection molding. J Mater Process Technol 183:419–424. https://doi.org/10.1016/j.jmatprotec.2006.10.037
Tosello G, Costa FS (2019) High precision validation of micro injection molding process simulations. J Manuf Process 48:236–248. https://doi.org/10.1016/j.jmapro.2019.10.014
García-Camprubí M, Alfaro-Isac C, Hernández-Gascón B, et al (2021) Numerical approach for the assessment of micro-textured walls effects on rubber injection moulding. Polym (Basel) 13:1739. https://doi.org/10.3390/polym13111739
Tsai KM (2013) Runner design to improve quality of plastic optical lens. Int J Adv Manuf Technol 66:523–536. https://doi.org/10.1007/s00170-012-4346-2
Kumar S, Park HS, Lee CM (2020) Data-driven smart control of injection molding process. CIRP J Manuf Sci Technol 31:439–449. https://doi.org/10.1016/j.cirpj.2020.07.006
Hua S (2020) Experimental and numerical investigation of jetting phenomenon in injection molding. J Brazilian Soc Mech Sci Eng 42:1–13. https://doi.org/10.1007/s40430-020-02278-6
Kitayama S, Hashimoto S, Takano M et al (2020) Multi-objective optimization for minimizing weldline and cycle time using variable injection velocity and variable pressure profile in plastic injection molding. Int J Adv Manuf Technol 14:3351–3361. https://doi.org/10.1299/jamdsm.2020jamdsm0029
Regi F, Guerrier P, Zhang Y, Tosello G (2020) Experimental characterization and simulation of thermoplastic polymer flow hesitation in thin-wall injection molding using direct in-mold visualization technique. Micromachines 11:428. https://doi.org/10.3390/MI11040428
Zhang H, Fang F, Gilchrist MD, Zhang N (2019) Precision replication of micro features using micro injection moulding: process simulation and validation. Mater Des 177:107829. https://doi.org/10.1016/j.matdes.2019.107829
Kim KH, Isayev AI, Kwon K, Van Sweden C (2005) Modeling and experimental study of birefringence in injection molding of semicrystalline polymers. Polymer (Guildf) 46:4183–4203. https://doi.org/10.1016/j.polymer.2005.02.057
Oliaei E, Heidari BS, Davachi SM et al (2016) Warpage and shrinkage optimization of injection-molded plastic spoon parts for biodegradable polymers using Taguchi, ANOVA and artificial neural network methods. J Mater Sci Technol 32:710–720. https://doi.org/10.1016/j.jmst.2016.05.010
Heidari BS, Oliaei E, Shayesteh H et al (2017) Simulation of mechanical behavior and optimization of simulated injection molding process for PLA based antibacterial composite and nanocomposite bone screws using central composite design. J Mech Behav Biomed Mater 65:160–176. https://doi.org/10.1016/j.jmbbm.2016.08.008
Ageyeva T, Horváth S, Kovács JG (2019) In-mold sensors for injection molding : on the way. Sensors 19:1–21
Nian SC, Fang YC, Huang MS (2019) In-mold and machine sensing and feature extraction for optimized IC-tray manufacturing. Polymers (Basel) 11:1–15. https://doi.org/10.3390/polym11081348
Huang MS, Nian SC, Lin GT (2021) Influence of V/P switchover point, injection speed, and holding pressure on quality consistency of injection-molded parts. J Appl Polym Sci 138:1–14. https://doi.org/10.1002/app.51223
Huang MS, Ke KC, Liu CY (2021) Cavity pressure-based holding pressure adjustment for enhancing the consistency of injection molding quality. J Appl Polym Sci 138:1–10. https://doi.org/10.1002/app.50357
Collins C (1999) Monitoring cavity pressure perfects injection molding. Assem Autom 19:197–202. https://doi.org/10.1108/01445159910280056
Hassan H (2013) An experimental work on the effect of injection molding parameters on the cavity pressure and product weight. Int J Adv Manuf Technol 67:675–686. https://doi.org/10.1007/s00170-012-4514-4
Kazmer DO, Velusamy S, Westerdale S et al (2010) A comparison of seven filling to packing switchover methods for injection molding. Polym Eng Sci 50:2031–2043. https://doi.org/10.1002/pen.21731
Chen JY, Zhuang JX, Huang MS (2021) Enhancing the quality stability of injection molded parts by adjusting V/P switchover point and holding pressure. Polymer (Guildf) 213:123332. https://doi.org/10.1016/j.polymer.2020.123332
Gordon G, Kazmer DO, Tang X et al (2015) Quality control using a multivariate injection molding sensor. Int J Adv Manuf Technol 78:1381–1391. https://doi.org/10.1007/s00170-014-6706-6
Wang J, Ma Y, Zhang L et al (2018) Deep learning for smart manufacturing: methods and applications. J Manuf Syst 48:144–156. https://doi.org/10.1016/j.jmsy.2018.01.003
Rai R, Tiwari MK, Ivanov D, Dolgui A (2021) Machine learning in manufacturing and industry 4.0 applications. Int J Prod Res 59:4773–4778. https://doi.org/10.1080/00207543.2021.1956675
Farahani S, Brown N, Loftis J et al (2019) Evaluation of in-mold sensors and machine data towards enhancing product quality and process monitoring via Industry 4.0. Int J Adv Manuf Technol 105:1371–1389. https://doi.org/10.1007/s00170-019-04323-8
Chen JC, Guo G, Wang WN (2020) Artificial neural network-based online defect detection system with in-mold temperature and pressure sensors for high precision injection molding. Int J Adv Manuf Technol 110:2023–2033. https://doi.org/10.1007/s00170-020-06011-4
Gim J, Rhee B (2021) Novel analysis methodology of cavity pressure profiles in injection-molding processes using interpretation of machine learning model. Polym (Basel) 13:3297. https://doi.org/10.3390/polym13193297
Finkeldey F, Volke J, Zarges JC et al (2020) Learning quality characteristics for plastic injection molding processes using a combination of simulated and measured data. J Manuf Process 60:134–143. https://doi.org/10.1016/j.jmapro.2020.10.028
Acknowledgements
The authors would like to acknowledge the support of the Kistler Group.
Funding
Open access funding provided by FCT|FCCN (b-on). This work was supported by the Interface Programme, through the FITEC — Fund for Innovation, Technology Transfer and Circular Economy.
Author information
Authors and Affiliations
Contributions
Not applicable.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent to publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Araújo, C., Pereira, D., Dias, D. et al. In-cavity pressure measurements for failure diagnosis in the injection moulding process and correlation with numerical simulation. Int J Adv Manuf Technol 126, 291–300 (2023). https://doi.org/10.1007/s00170-023-11100-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-11100-1