
Abstract
Powder particle spattering induced by the metal vapor jetting and vortex flow near the melt pool significantly influences the porosity of final product. In this work, a high-fidelity multiphysics model is developed at powder-scale that unidirectionally couples the powder spattering and laser welding simulation to study the spattering and porosity formation mechanism in laser powder bed fusion process. Vapor pressure from single-track laser welding simulation is applied as a moving boundary condition in a discrete element model to simulate particle spattering. Then, coupling simulation between the mass particles and laser welding is performed to study the interaction between melt pool and spattering particles. Two porosity formation mechanisms are observed in experiments and simulation. The first one is the spattering particles falling into melt pool directly and leaving un-melted or partially melted pores to the final product. The second mechanism is the particles near the melt track that are dragged to the melt pool bead and partially melted due to heat conduction. These partially melted particles can be observed as well in the bead region of depositions.










Similar content being viewed by others

Availability of data and material
Not applicable.
Code availability
Not applicable.
References
Khairallah SA, Martin AA, Lee JR, Guss G, Calta NP, Hammons JA, Nielsen MH, Chaput K, Schwalbach E, Shah MN (2020) Controlling interdependent meso-nanosecond dynamics and defect generation in metal 3D printing. Science 368(6491):660–665
Pauzon C, Hoppe B, Pichler T, Dubiez-Le Goff S, Forêt P, Nguyen T, Hryha E (2021) Reduction of incandescent spatter with helium addition to the process gas during laser powder bed fusion of Ti-6Al-4V. CIRP J Manuf Sci Technol 35:371–378
Liu Y, Yang Y, Mai S, Wang D, Song C (2015) Investigation into spatter behavior during selective laser melting of AISI 316L stainless steel powder. Mater Des 87:797–806
Anwar A, Pham QC (2018) Study of the spatter distribution on the powder bed during selective laser melting. Addit Manuf 22:86–97
Pauzon C, Raza A, Hryha E, Forêt P (2021) Oxygen balance during laser powder bed fusion of Alloy 718. Mater Des 201:109511
Tang P, Xie H, Wang S, Ding X, Zhang Q, Ma H, Yang J, Fan S, Long M, Chen D (2019) Numerical analysis of molten pool behavior and spatter formation with evaporation during selective laser melting of 316L stainless steel. Metall Mater Trans B 50(5):2273–2283
Ly S, Rubenchik AM, Khairallah SA, Guss G, Matthews MJ (2017) Metal vapor micro-jet controls material redistribution in laser powder bed fusion additive manufacturing. Sci Rep 7(1):1–12
Chen H, Yan W (2020) Spattering and denudation in laser powder bed fusion process: multiphase flow modelling. Acta Mater 196:154–167
Hojjatzadeh SMH, Parab ND, Guo Q, Qu M, Xiong L, Zhao C, Escano LI, Fezzaa K, Everhart W, Sun T (2020) Direct observation of pore formation mechanisms during LPBF additive manufacturing process and high energy density laser welding. Int J Mach Tools Manuf 153:103555
Zhao C, Parab ND, Li X, Fezzaa K, Tan W, Rollett AD, Sun T (2020) Critical instability at moving keyhole tip generates porosity in laser melting. Science 370(6520):1080–1086
Teng C, Pal D, Gong H, Zeng K, Briggs K, Patil N, Stucker B (2017) A review of defect modeling in laser material processing. Addit Manuf
Khairallah SA, Anderson AT, Rubenchik A, King WE (2016) Laser powder-bed fusion additive manufacturing: physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater 108:36–45
Bayat M, Mohanty S, Hattel JH (2019) Multiphysics modelling of lack-of-fusion voids formation and evolution in IN718 made by multi-track/multi-layer L-PBF. Int J Heat Mass Transf 139:95–114
Tang M, Pistorius PC, Beuth JL (2017) Prediction of lack-of-fusion porosity for powder bed fusion. Addit Manuf 14:39–48
Gong H, Rafi K, Gu H, Starr T, Stucker B (2014) Analysis of defect generation in Ti–6Al–4V parts made using powder bed fusion additive manufacturing processes. Addit Manuf 1:87–98
Clayton J (2014) Optimising metal powders for additive manufacturing. Met Powder Rep 69(5):14–17
Hojjatzadeh SMH, Parab ND, Yan W, Guo Q, Xiong L, Zhao C, Qu M, Escano LI, Xiao X, Fezzaa K (2019) Pore elimination mechanisms during 3D printing of metals. Nat Commun 10(1):3088
Chen Q, Zhao Y, Strayer S, Zhao Y, Aoyagi K, Koizumi Y, Chiba A, Xiong W, To AC (2021) Elucidating the effect of preheating temperature on melt pool morphology variation in Inconel 718 laser powder bed fusion via simulation and experiment. Addit Manuf 37:101642
Di Renzo A, Di Maio FP (2004) Comparison of contact-force models for the simulation of collisions in DEM-based granular flow codes. Chem Eng Sci 59(3):525–541
Johnson K, Greenwood J (1997) An adhesion map for the contact of elastic spheres. J Colloid Interface Sci 192(2):326–333
Chen H, Wei Q, Zhang Y, Chen F, Shi Y, Yan W (2019) Powder-spreading mechanisms in powder-bed-based additive manufacturing: experiments and computational modeling. Acta Mater 179:158–171
Acknowledgements
The financial support from the Department of Energy under Award number DE-FE0031774 is gratefully acknowledged. Technical support from Flow Science is acknowledged.
Funding
This study was supported by the financial support from the Department of Energy Award Number DE-NE0008994.
Author information
Authors and Affiliations
Contributions
Qian Chen: conceptualization, investigation, methodology, experiment, simulation, writing – original draft, and writing – review and editing. Yao Fu: experiment, writing – original draft. Albert. C. To: conceptualization, investigation, methodology, writing – original draft, and writing – review and editing.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
The consent to submit this paper has been received explicitly from all co-authors.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendix
Appendix
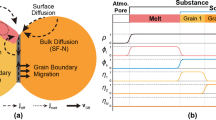
The model for spattering particle re-distribution is developed by the Flow-3D discrete element method (DEM) module. A moving velocity boundary condition is applied to the bottom of power bed along the laser scan track. An upward vertical speed of 150 m/s is applied to model the moving vapor jet that blows up the particle near the melt track and leads to denudation. This moving velocity boundary condition is a poor man’s approach to model the complicated particle ejection and denudation which are caused by the complex interaction between powder particles, metal vapor jet and gas flow near the melt pool. To accurately modeling this phenomenon requires multiphysics models which consider the heat and mass transfer and fluid dynamics inside the melt pool. The scope of this paper is to study the interaction between melt pool and particles falling down which are previously blown up by the vapor jet. This spattering particle re-distribution model aims at finding the speed of falling particles with different size. Therefore, we developed this poor-man’s approach to get the speed for the next step laser welding simulation while saving the computation cost. The unidirectional DEM coupling model, as shown in Fig. 11, is briefly discussed as follows:
-
A moving jet hole with a radius of 80 μm is in the middle of the substrate underneath the powder bed generated by powder settling and spreading simulation.
-
The moving speed of the jet hole equals to the laser scan speed of 1 m/s.
-
The boundary condition for the moving jet hole is a velocity boundary condition and the vertical speed is set as 150 m/s corresponding to the vapor coming out the depression zone.

Schematic of spattering model developed by discrete element method
Spherical powder particles are used in the DEM model. The governing equations for the translational and rotational motions of individual powder particles are:
where \({\mathrm{m}}_{\mathrm{i}}\) is the mass of the powder particle, \({\mathbf{r}}_{\mathrm{i}}\) is the position vector, \({{\varvec{\uptheta}}}_{\mathrm{i}}\) is the angular displacement, \({\mathbf{R}}_{\mathrm{i}}\) is the radius of particle. \({\mathrm{I}}_{\mathrm{i}}\) is the moment if inertial, \({\mathbf{F}}_{\mathrm{n},\mathrm{ij}}\) and \({\mathbf{F}}_{\mathrm{t},\mathrm{ij}}\) are the contact force along normal and tangential direction. \({\mathbf{F}}_{\mathrm{c},\mathrm{ij}}\) is the cohesion force. \({\mathbf{T}}_{\mathrm{ij}}\) is the moment caused by particle \(j\). Hertz-Mindlin contact model [19] is employed to compute the contact force \({\mathbf{F}}_{\mathrm{n},\mathrm{ij}}\) and \({\mathbf{F}}_{\mathrm{t},\mathrm{ij}}\), while JKR cohesion model [20] is used to compute the cohesion force \({\mathbf{F}}_{\mathrm{c},\mathrm{ij}}\). More details can be found in [21].
In the simulation, the powder bed generated by powder settling and spreading before spattering simulation has a mean layer thickness of 80 μm and is densely packed with a packing density of 53%. The powder particles after the jet hole moving along the center line of the powder bed with a scan speed of 1.0 m/s and flow speed of 150 m/s become scattered and the powder bed becomes spread out. There are a large number of particles coming back to the denudation zone with a transverse (along y direction) or vertical (along z direction) speed which indicates a potential pore formation mechanism due to these particles.
Rights and permissions
Springer Nature or its licensor holds exclusive rights to this article under a publishing agreement with the author(s) or other rightsholder(s); author self-archiving of the accepted manuscript version of this article is solely governed by the terms of such publishing agreement and applicable law.
About this article

Cite this article
Chen, Q., Fu, Y. & To, A.C. Multiphysics modeling of particle spattering and induced defect formation mechanism in Inconel 718 laser powder bed fusion. Int J Adv Manuf Technol 123, 783–791 (2022). https://doi.org/10.1007/s00170-022-10201-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-10201-7