
Abstract
This paper discusses the influence of process parameters on the degradation and the mechanical properties of laser-sintered polylactide (PLA) microspheres obtained using the novel dual beam laser sintering method (DBLS). DBLS is a technique developed by our team that is a modification of standard polymer laser sintering (pLS), with the potential to reduce polymer degradation during the process. The PLA microspheres were produced using the standard emulsion-solvent evaporation method. The laser sintering process was carried out in a wide range of process parameters to obtain samples with various degrees of sintering. Next a number of tests were conducted to assess the physicochemical properties of these samples, including visualization techniques (SEM, digital microscopy and photography), gel permeation chromatogrphy (GPC), differential scanning calorimetry (DSC), Fourier transform infrared spectroscopy (FTIR), dynamic mechanical thermal analysis (DMTA) and static compression tests. The work shows that for different sets of process parameters, it is possible to obtain a product with similar mechanical properties, but at the same time with a completely different degree of polymer degradation. Hence, the hypothesis that when assessing the sinter quality one should take into account not only the mechanical properties of the detail, but also the degree of polymer degradation, which is of great importance, for example, in biomedical applications. It has also been shown that the DBLS method has a potential to reduce the degree of degradation of the sintered polymers and the post-process material outside the sintering zone.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is a group of manufacturing technologies which allows one to produce parts by adding portions of material and bonding them together using various physical phenomena to shape and process materials such as polymers, metals and ceramics [1]. The layer-by-layer manufacturing method offers a wide range of advantages, among which it is worth emphasizing the enormous freedom of design, elimination of additional tooling and fixtures as well as the profitability of even a single production run [2]. The dual beam laser sintering of polymers (DBLS) presented in our earlier work [3] is a novel method based on polymer laser sintering (pLS), which belongs to the group of PBF-LB/P techniques (laser-based powder bed fusion of polymers). Both pLS and DBLS use laser radiation to melt and bond the polymer powder. The major differences between the standard pLS and DBLS consist in the method of pre-heating of the material. The novel technique eliminates the heating of the entire volume of the powder during the whole process, replacing the standard heating sources with an additional laser beam, which affects only the volume of the material surrounding the sintering point [3]. Currently, dual-laser solutions can be found in commercial pLS machines such as P770 (EOS, Krailling, Germany), HT1001P (Farsoon, Hunan, China) or S100 (Sindoh, Seoul, South Korea), as well as in research units described, e.g. in [4]. Generally, the use of a dual-laser system is adapted to increase or maintain the efficiency of the production process while enlarging the machine’s powder bed size. The DBLS technology has been designed to reduce the degradation not only of the non-processed material (in pLS, typically referred to as the cake powder or waste powder) but also that of the processed (sintered/melted) one. Minimizing the degradation of a polymer is important when considering the cost of producing parts using pLS but is also desirable for more demanding applications which can be found, for instance, in the biomedical field.
Polylactide (PLA) is an aliphatic polyester belonging to the group of thermoplastics. It is a semicrystalline polymer with a crystallinity of approx. 30–40%, according to literature reports. However, it should be noted that the content of the crystal structure in the material volume depends on several factors, including molecular weight, thermal history, optical purity and may be different [5, 6]. PLA has a melting point of about 150–180 °C. Its ordered chemical structure combined with high crystallinity translate into a relatively high glass transition temperature (approx. 55–60 °C) and good strength parameters such as tensile strength (Rm = 50–70 MPa), low elongation at break (ε = 4–7%) and high Young’s modus (E = 3.5–4.2 GPa) [7].
PLA is a polymer which in the last two decades drew interest of researchers as one of the most promising candidates for industrialization, mainly due to various demanded properties such as low cost, renewability or biocompatibility or ease of processing [8]. Due to the presence of an unstable ester bond in the main chain, polylactide is susceptible to various types of degradation processes, including bio-, photo- and thermo-degradation [5, 9]. This fact can be both an advantage and a drawback. Because of its biodegradation combined with good biocompatibility and optimal physicochemical properties, PLA is widely used in biomedical engineering as a bioresorbable material. Various methods are used for its processing, such as thermally induced separation technique [10], electrospinning [11], extrusion [12], additive manufacturing [13], melt-blending [8], reactive extrusion [14] or injection molding [15]. Different PLA grades have also attracted the attention of additive manufacturing researchers, mainly in material extrusion-based technologies (e.g. fused filament fabrication, fused deposition modeling) [16, 17]. Studies are being held considering process parameter influence on mechanical, thermal and structural properties as well as composite and polymer blend preparation [18,19,20,21,22,23]. The main limitation of the use of PLA thermal processing methods (such as extrusion) is its susceptibility to thermal degradation, during which the material loses some of its functional properties.
The biological applications of different PLA grades can be also found in the case of powder bed fusion technologies [24]. Research activities focus on preliminary evaluation of its application in tissue engineering using PLA in neat form [25] or more often as a composite material [26,27,28,29]. Research focuses on morphology, thermal stability and melting rheology of powdered material as well as cell proliferation, cytotoxicity and less often the mechanical properties of processed material. To this day, no research was performed in which one of the key criteria for pLS’s process parameter optimization was not only mechanical properties yet also thermal degradation of the PLA, especially since PLA is considered as a polymer for additively manufactured drug delivery devices [30]. Moreover, research is being carried out to develop PLA composite powders dedicated for PBF-LB/P, mainly with hydroxyapatite to achieve good biocompatibility and ability to facilitate osteogenic differentiation [31,32,33,34,35,36].
The article focuses on determining the influence of the process parameters of the DBLS method on the mechanical properties and thermal degradation of the polymer. This is important for two reasons. According to the new method, the sintering process is controlled using different process parameters than previously (in pLS), including the process temperature TP and the sintering laser power PS. Secondly, we show that the simultaneous analysis of the mechanical properties and the degree of degradation, in terms of the loss of molecular weight, allows for the determination of better process parameters that enable obtaining both the best mechanical properties (for the method under consideration) and moderate degradation. Finally, the aim of this study is also to show that the discussed method reduces the degradation of the material (both post-process powders and processed/melted material).
The paper presents the influence of the process parameters of the developed method on the mechanical properties of the manufactured parts for the first time. Additionally, the possibilities of sintering microsphere-shaped powders using the developed technique are confirmed.
2 Materials and methods
2.1 Materials
The starting material used in this research was the commercially available technical polylactide PLA 3051D (4% d-lactide content, inherent viscosity 3.0–3.5 dl/g) from Nature Works LLC (Minnetonka, MN, USA). Moreover, methylene chloride and poly(vinyl alcohol) were used in the manufacturing of the PLA microspheres. Methylene chloride (CH2Cl2) was supplied by STANLAB (Lublin, Poland), and poly(vinyl alcohol) PVA (Mowiol 18–88, MW ~ 130,000, 86.7–88.7 mol% hydrolyzed) was acquired from Sigma-Aldrich (Darmstadt, Germany).
2.2 Preparation of the PLA microspheres
The exact procedure for producing polylactide microspheres has been recently described in our previous studies [33, 37]. The standard emulsion-solvent evaporation method (O/W) was used to produce the powder. For this purpose: (i) the PLA granulate was dissolved in dichloromethane using a magnetic stirrer (to obtain a 4 wt.% solution); (ii) the solution was dosed with a peristaltic pump to 1 wt.% of aqueous PVA solution at room temperature (the volume ratio of organic to aqueous was 1:3); (iii) the organic solvent was evaporated while stirring the system with a magnetic stirrer (Vmixing = 800 rpm) for 48 h at room temperature; and ultimately (iv) the precipitate from the obtained suspension was centrifuged and dried under vacuum for 24 h at the temperature of 40 °C.
Detailed characteristics of the obtained powder were presented in the previous work [37]. In brief, the powder’s morphology and flowability properties meet the requirements of the pLS process. The powder particle shape is close to a sphere. The particle size distribution is narrow, symmetrical and unimodal ranging from 10 to 100 µm. Good flowability properties can be achieved especially for higher recoating speeds. Figure 1 shows a SEM image of the produced powder at a magnification of 750 × .

SEM image of PLA powder magnified 750 times
2.3 The dual beam laser sintering (DBLS) method
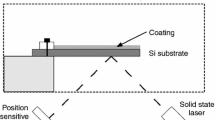
The laser sintering process of PLA microspheres was carried out using the DBLS method. For this purpose, the developed DBLS station was used, described in detail in our previous paper [3]. The essence of the system, still under development and optimization, is shown in Fig. 2. Manufacturing process using the DBLS method is similar to the typical pLS and is implemented in a layer-by-layer manner. Initially, the recoater delivers and spreads the powder on the work platform. Then, the sample surface is simultaneously scanned by two (coaxial) laser beams—heating and sintering. These beams scan the surface of the material simultaneously, but each of them is controlled separately as a function of time and in terms of optical power value. Instead of heating the powder in volume with a heater, as in the standard pLS method, the DBLS method uses a laser beam to heat the powder surface. A large diameter laser beam (a few millimeters) heats the material in the vicinity of the sintering point. At the same time, a separately controlled, small diameter sintering laser beam (~ 200 µm, allowing for obtaining the appropriate process resolution) sinters the heated powder. Since the heating beam has a much larger diameter than the sintering beam, in a typical bidirectional scanning it always illuminates first each point, which is then sintered with the second beam and (for analogous reasons) also leaves this point last. Thus, the heating beam illuminates each point of the material much longer than the sintering beam. In order to homogenize the temperature in the sintering zone and limit its gradient at the boundary of this area—the heating laser beam scans an area larger than the contour of the sintered sample (on each side) by a value equal to half its diameter [3]. Lastly, build platform is lowered by set value which is called layer thickness. Process steps are repeated until desired models are built.

Dual beam laser sintering—simplified block diagram of the experimental setup
The main goal of the developed method was to reduce the polymer exposure to temperature. The prototype approach uses two identical but independently controlled lasers (RF-excited, pulsed CO2 laser with a wavelength of 10.6 µm and output power up to 25 W; Series 48–2 Synrad, Inc.). The sintering laser beam was focused with a lens with a focal length of 63.5 mm. The beam waist was 208 µm. The second laser beam, used to heat the powder surface, was enlarged with a beam expander (Ronar-Smith® BEX-10.6-2Z1i) to a diameter of approximately 8 mm (measured in the sintering plane). A modified approach to pLS required the definition of new parameters to control the process. The main parameters were the temperature of the process TP and the power of the sintering laser PS. The process was also controlled by the scanning speed V of the sample, the process resolution (dot/line per inch) and the speed of the powder coating. The temperature of the sintered surface was controlled at each layer with a pyrometer (CTlaser P7 Optris GmbH—measuring range 0–710 °C). On this basis, the algorithm automatically selected the heating laser power PH so as to obtain the desired process temperature TP together with the preset sintering laser power PS. The control algorithm based on the proportional controller allowed for the stabilization of this temperature (with a maximum tolerance of 3 °C), thus eliminating the effect of heat accumulation. The hysteresis value resulted from the control resolution (1% of Pmax) of the power of the laser used in the experiment. In addition to the process temperature, in the DBLS method, the heating temperature TH was also defined, which occurred on the polymer surface with only the heating laser beam turned on (it should not be equated with the bed temperature TB defined for the standard pLS). As a result of the heat accumulation effect (overlapping of the residual heat of the previous layer on the next one), in the area of the sintered surface gradually, the power of the heating laser was automatically reduced to keep the process temperature constant. Then, the limit values of the process temperature and the sintering laser power were determined using an experimental method, which was described in the previous work [3]. In terms of the parameters determined in this way, a sintering experiment was carried out next, the purpose of which was to determine the relationship between the mechanical properties and the degree of material degradation.
Assumed as constant at this stage of development of the method, or the parameters that resulted from the hardware limitations of the prototype (adaptation of the plotter system), such as low, for pLS, the speed of scanning the surface of the material, Gaussian profile of the heating beam (in at a further stage of the method development, we also consider the Top-Hat profile), as well as those parameters that are typical in the standard approach (pLS), e.g. the layer thickness. The DBLS method requires a lot of improvement and optimization. However, if at this stage of development, the adopted concept functions correctly and shows the potential to reduce material degradation, it can be assumed that further work will significantly improve the approach. This proposed method might be burdened with disturbances, errors and various uncertainties which are common in practical applications. It is necessary to take into account this type of factor during further development of the control system, described, for example, in [38,39,40]. The detailed principle of operation of the DBLS method and the relationship between the process parameters were described in the our previous work [3].
The DBLS method as a modification of the standard pLS method is dedicated to similar applications. However, due to the limitation of the degree of material degradation, in particular of the post-process material (in accordance with the principle of the method [3], it is heated only at the boundary of the sintered element), the method is particularly recommended for working with expensive materials, e.g. of high medical purity—in biomedical applications and everywhere where material degradation is a limiting factor for the applicability of standard laser sintering.
2.3.1 Sample preparation
The samples were sintered in a wide range of process parameters from weakly sintered (N10)—resembling a sugar cube in consistency to full melting of the material (N21). In this case, the samples became partially transparent. Several series of samples were made for two scanning speeds (V = 355 and 710 mm/s—the maximum possible value of the constant velocity within the sample in the developed prototype version of the system) and five sintering laser power values (PS = 1.4–3.0 W) at a resolution of 1000 DPI (laser pulse spacing of 25 µm)—the same in both XY directions. The layer thickness was 100 µm. The designations of the samples and the values of the basic process parameters are given in Table 1. At this stage of the work, only the influence of selected process parameters was analyzed based on empirically investigating. The intention of the authors was not to optimize the process parameters, but only to define the limits of DBLS process.
For the purpose of our research (applied analytical techniques), three types of samples were produced: cubes (10 × 10 × 10 mm3), cuboidal beams (5 × 30 × 3 mm3) and cylinders (diameter: 5.0 mm, height: 7.5 mm). Depending on the type of specimen, different build orientations were used. Cuboidal beams were manufactured in XYZ build orientation and cylinders in ZXY build orientation as defined in ISO/ASTM52921:2013.
2.4 Measurement techniques
2.4.1 Visualization of sample surfaces
An Olympus Lext OLS 5000 microscope equipped with a 20 × lens was used for sample imaging. In selected cases, a polarizer was used to extinguish unwanted reflections, to obtain a good image of highly reflective surfaces. All the samples were illuminated and imaged perpendicularly to the surface. The photos of all of the samples were taken using a Canon 7D mark II digital camera equipped with a Canon EF 100 mm f/2.8L Macro IS USM lens.
2.4.2 Gel permeation chromatography (GPC)
The measurements were carried out by dissolving the polymer in chloroform CHCl3 (1.5 mg/ml solution) at 35 °C, with an eluent flow rate of 0.7 ml/min and a volume of injection of 100 µl. The GPC/SEC analysis was carried out using a 300-mm-long chromatographic column with 5-μm particles (PL gel MIXED C from Agilent Technologies) and a refractive index detector (HP 1047 from Hewlett-Packard). In order to calibrate the chromatograph, we used polystyrene standards with molecular weights from 580 to 3,993,000 and a polydispersity within the range of 1.04–1.14 (Polymer Laboratories Ltd.). Obtained data were processed using the PL Caliber GPC software.
2.4.3 Attenuated total reflectance—Fourier transform infrared reflectance (ATR-FTIR)
The ATR-FTIR spectra were recorded using a FTIR NicoletTM 8700 spectrophotometer with a Smart Orbit Diamond ATR accessory (Thermo Fisher Scientific Inc., Waltham, MA, USA). The measurements were carried out within the range of 700–4000 cm−1 and with a 0.48 cm−1 step.
2.4.4 Differential scanning calorimetry (DSC)
The DSC measurements were performed using a DSC1 Mettler Toledo differential scanning calorimeter (Greifensee, Switzerland) equipped with a Huber TC 100 intracooler. The instrument was calibrated using indium (Tm = 156.6 °C, ΔHm = 28.45 J/g) and zinc (Tm = 419.7 °C, ΔHm = 107.0 J/g) standards. Measurements were recorded within the temperature range of 25–200 °C with heating and cooling rates of 5 °C/min. Depending on the sample, the weight of the measured samples was 3.0–3.2 mg. The recorded DSC curves were normalized to the sample mass. The evaluation of the DSC curves has been performed using the STARe software.
2.4.5 Dynamic mechanical thermal analysis (DMTA)
The dynamic thermomechanical tests were performed using a DMA/SDTA 1 + instrument from Mettler Toledo (Greifensee, Switzerland). The measurements were carried out in the single cantilever mode on samples measuring 5 × 30 × 3 mm3 prepared according to ASTM D4065. In order to properly select the parameters (displacement amplitude and force amplitude), separate strain sweep tests were performed at room temperature T = 20 °C, frequency F = 1 Hz, increasing displacement amplitude to determine the linear viscoelastic region of the sintered PLA samples. The actual viscoelastic measurements were carried out in the temperature range of 0–130 °C with a heating rate of 3 °C/min, at a constant displacement amplitude of 50 µm and a frequency of 1 Hz. To improve the stability of the measurements, the samples were tested with an initial force offset of 5 N.
2.4.6 Static compression test
The static compression test was conducted with cylindrical specimens (5 mm in diameter and 7.5 mm in height) prepared according to ISO 604:2002. The samples were subjected to the static uniaxial compression test performed using an Instron 3384 (Instron, Norwood, MA, USA) testing machine. Probe heads with a pressure of 10 kN and an accuracy class of 0.5 kN were used in the test. The compression tests were carried out at a speed of 2 mm/min until a deformation of 70% was achieved. Based on the registered values of force and displacement, the stress–strain curves were determined, which allowed us to determine the values of yield strength, Young’s modulus and compression strength at 70% of deformation.
2.4.7 Scanning electron microscope (SEM)
The microspherical PLA powder morphology was investigated under high magnification with a Zeiss EVO MA25 scanning electron microscope (Zeiss, Oberkochen, Germany). A back-scattered electron detector and an accelerating voltage of 20 kV were used. In order to achieve accurate analysis and high resolution of obtained pictures, the PLA powder was prepared by covering it with Au.
3 Results and discussion
This chapter presents an analysis of the influence of the main process parameters of the DBLS method on the sintering effect of samples from PLA microspheres. The sintered samples, after visual/microscopic inspection, allowing for a preliminary assessment of their sintering degree, were subjected to both the analysis of changes in the physicochemical properties of the material (using GPC, DSC and FTIR methods) and the assessment of mechanical properties (DMTA, and the static compression test). Virgin PLA powder was used as a reference sample to assess changes in the physicochemical properties of the sintered material.
3.1 Visualization of samples’ surface
The microspheric shaped PLA powder used in this study was sintered in a wide range of parameters in order to obtain various degrees of sintering. The influence of the two main parameters of the method—the power of the sintering laser PS and the temperature of the process TP (the maximum temperature that the material reaches in the sintering zone) on the extent of sintering of the structures (here in the form of 10 × 10 × 10 mm3 cubes) is shown in Fig. 3. The figure shows the photo of the sintered samples taken from the top view. They were arranged in such a way that each of the samples corresponds to the set of parameters PS (Y-axis) and TP (X-axis), at which it was produced. The process parameters were additionally supplemented with the heating temperature TH values, which were provided for each of the samples under its photo.

Visualization of the PLA samples sintered with the dual beam laser sintering method as a function of sintering laser power PS, process temperature TP and for two scanning speeds: a) V = 710 mm/s, b) V = 355 mm/s. Below each of the photos, there is the value of the temperature TH (obtained by the action of only the heating laser) appropriate for a given sample. The photos show a top view of the 10 × 10 × 10 mm3 cubes
The surface analyses were performed for the top layer intentionally uncoated with powder after the last sintered layer. When analyzing the images, a clear basic trend can be seen. With the increase in the process temperature TP (when the other parameters VS and PS are constant) and similarly – with the increase in the sintering laser power PS, a higher degree of sintering of the sample can be observed (this rather subjective assessment was further verified by measurements). This is evidenced by the increase in gloss of the sample surface resulting from the better light reflection from the smooth melted surface. The second factor proving a greater extent of sample sintering is the increase in the degree of sample transparency. The observations made are very similar to those from the previous work [3]. In order to illustrate more precisely the changes in the structure of the produced samples, for the selected samples (N19, N20, N21), photos of the remelted surface were taken using a digital microscope. The obtained results are shown in Fig. 4. While on the weakest sintered sample (N19 − TP = 180 °C) the presence of incompletely sintered microspheric powder is noticeable, as the process temperature increases, there is less and less of it. Eventually, the surface of the sample (N21) produced at TP = 220 °C is completely smooth and has no traces of unmelted PLA powder. Darker areas visible on the samples (N20 and N21) are undulations in its surface that reflect the illuminator light, when viewed with a microscope, beyond the numerical aperture of the objective. Furthermore, trapped air bubbles can be seen under the surface of the less sintered samples N19 and N20. Visible bubbles may be the result of (1) capsulation of water vapor released during the heating of the material (the polymer was dried before the experiment), (2) they result directly from the degradation of PLA to the form of low-boiling products or directly gaseous products or (3) gas entrapment (process atmosphere) in the spaces between individual grains. These bubbles remain in the material when the material does not reach a sufficiently high temperature (low viscosity) or cools down too quickly [3].

Microscopic images (640 × 640 μm2) visualizing the sintered surface of samples obtained using the DBLS method for V = 710 mm/s, PS = 3.0 W and the process temperatures 180, 200 and 220 °C, respectively
However, it can be seen that, in addition to the degree of sintering, the process parameter values have an impact on the dimensional stability of the parts produced. Table 2 shows the average dimensions of the cubes in the X and Y axes, determined using a Mitutoyo Quantumike digital micrometer (range 0–25 mm; accuracy 1 µm; the average of five measurements).
Analyzing the obtained results, it can be concluded that the samples show quite good dimensional stability. This is the effect of stabilizing the TP process temperature, which eliminates the effect of heat accumulation (uncontrolled temperature increase during the sintering process). Nevertheless, it can be seen that the dimensional stability (in the X and Y axes) of the parts produced is a function of the temperature of the process TP. This can be explained as follows: temperature increase in the sintered area also causes a temperature increase in the boundary zone of the unsintered powder as a result of the thermal conductivity. This, in turn, causes the powder to stick to the side surface of the workpiece (the so-called “cake” effect), which leads to the creation of an additional layer of material with much weaker and undesirable mechanical properties. These deviations from the assumed dimensions for the most sintered samples are clearly visible in Fig. 3.
3.2 Molecular weight and polydispersity
Gel chromatography was used as the primary method to determine the degree of polymer degradation during the laser sintering process. Figure 5a summarizes the molecular weight distribution curves for the reference and post-process samples, while the exact values for the number and weight average molecular weights (Mn, Mw) as well as the degree of polydispersity (PDI) can be found in Table 3. First, the analysis covered the unmodified polymer powder (NR01) and the post-process used powders—after sintering of 50 layers (0.5 cube—NR02) and 30 cubes (NR03). In the standard pLS method, one would expect a significant drop in the molecular weight of the PLA powder after the process compared to the fresh powder. This is due to the high temperatures of the whole powder bed being kept in the sintering temperature window throughout the process. It turns out that in the case of the DBLS method used in this work, a very slight reduction in molecular weights is observed for both the NR02 and NR03 samples (within 0.9–1.4%—that is, within the range of the relative standard deviation RSD of the measurements). This is only possible thanks to the selective (in terms of time and volume) heating of the PLA microspheres intended for laser sintering.

Curves of the differential function of molecular weight distribution (MWD) for sintered samples with different process parameters: a) a comparison of all the curves, b) curves for the same process temperature (TP = 180 °C), c) samples sintered at the speed of 355 mm/s, d) selected samples sintered at the speed of 710 mm/s
A decrease in the molecular weight of a polymer under the influence of laser radiation is a common phenomenon widely described in the literature [41,42,43]. The research carried out in this work has shown that the polymer degradation process is influenced by both the sintering laser power PS and the process temperature TP. This result is similar to that obtained in our previous work [3]. The effect of the sintering laser power on the molecular weight is well illustrated in Fig. 5b. It shows the molecular weight distribution (MWD) curves for samples sintered using different laser powers at the same process temperature of 180 °C. It is clearly visible that for a given scanning speed V, a gradual increase in the sintering laser power gradually shifts the MWD curve to the left and increases the width of the MWD peak, which indicates an increased degradation of the material. This study has not shown any apparent effect of the laser beam scanning speed on the polymer degradation. The final determination of the relationship between the degree of material degradation and the scanning speed of its surface requires further research in a wider range of scanning speeds. Figure 5c, d show the molecular weight distributions for the scanning speeds of 355 and 710 mm/s, respectively. In the graphs, samples sintered at the same PS were marked with the same colors. As can be seen, the power of the sintering laser has a decisive influence on the degradation of the material. It is especially visible in Fig. 5d (curves for the same sintering laser power are grouped together).
The influence of the temperature of the process TP on the degradation of the material in each analyzed series is also visible. This research also showed that by selecting the appropriate process parameters, it is possible to control not only the degree of sintering of the samples, but also the degree of polymer degradation (the processes carried out resulted in a decrease in the molecular weights in the ranges Mn: 6.4–54.7%, Mw: 4.8–25.6% and PDI: 1.0–62.8%). Both these factors can have a significant influence on the mechanical properties of the samples. In order to determine it, mechanical tests were also carried out.
3.3 Fourier transform infrared spectroscopy
The FTIR analysis was performed for two purposes—the assessment of the qualitative degradation of the produced samples and the assessment of the changes in crystallinity occurring under the influence of laser radiation with polymer.
Figure 6 shows the FTIR diffractograms for the samples produced at the highest process temperatures for the sintering laser power of 1.8 W, 2.2 W, 2.6 W and 3.0 W, respectively (N13, N16, N18, N21). Our analysis was limited to these samples because the changes observed in the spectra of samples sintered at lower temperatures were negligible. The curves for the individual samples were plotted on the curve for the unmodified PLA powder (NR01), so as to see the changes more clearly. Figure 6a presents the full spectral range of the measured samples (700–4000 cm−1), while graphs 6b and 6c show two narrowed ranges (760–1100 cm−1 and 1225–1450 cm−1) with visible changes.

ATR-FTIR spectra of selected samples of PLA sintered with a CO2 laser using the DBLS method presented against the background of the corresponding reference spectra (black curves): a) in the full spectral range of the measurement, b–c) close-ups of the spectra for the bands 760–1100 cm−1 and 1225–1450 cm−1, respectively; measurements were made with a FTIR Nicolet 8700 spectrometer
When analyzing the reference sample, a number of bands characteristic of pure polylactide can be observed [43]. The largest band with a maximum of approx. 1747 cm−1 corresponds to the stretching vibrations of the carbonyl group present in the ester bond in the main chain of PLA. For the sintered samples, a clear decrease in the intensity of this band can be observed compared to the reference sample. Moreover, the intensity of other bands is also reduced, including those related to symmetric and asymmetric νCOC vibrations (νsCOC: 1081 cm−1, νasCOC: 1180 cm−1). In the literature, this fact is directly explained by the degradation of the polymer, as a result of which the ester bonds are broken. Thus, their amount is reduced in the system. The degradation of the polymer is also evidenced by the appearance of small bands indicating the presence of additional vinyl groups (not present in neat polylactide). As an example, let us mention the δCH2 rocking vibrations from the –O–CH = CH2 groups with a maximum at 811 cm−1 (Fig. 6b), or from the –CH = CH2 groups with a maximum at 1410 cm−1 (Fig. 6c) [41, 42].
In Fig. 6b, the attention to the behavior of the two bands at 955 cm−1 and 921 cm−1 should be paid. Meaurio et al. proved that for PLA the ratio of the intensity of these bands indicates the crystallinity of the polymer [44]. The decrease in band intensity for 921 cm−1 indicates a decrease in the degree of polymer crystallinity. Thus, the production of details from the PLA microspheres using the DBLS method leads to a reduction in the degree of crystallinity of the material. It is also worth noting that the decrease in the degree of crystallinity of the polymer as a result of laser sintering is far from obvious. In our previous work carried out on another technical PLA powder, the opposite effect is actually observed [3]. The difference is due to the properties of the input powder itself—different degrees of crystallinity and different crystallization kinetics.
3.4 Differential scanning calorimetry
Similarly to the GPC analysis, the effect of laser power on the thermal properties is also visible in the DSC results. The DSC curves of samples sintered at TP = 180 °C (N10, N12, N15, N17, N19) and 160 °C (N14) are shown in Fig. 7a. Because the thermal properties of the samples depend on the thermal history, the DSC curves are analyzed as a function of the heating temperature TH, because TH refers to the thermal past of the sample given in the pLS process. It should be remembered that TH depends on the process temperature TP and the power of the sintering beam PS; for a given TP, the higher PS the lower TH.

The first heating DSC curves of the PLA microspheres and PLA sintered at the processing temperature of 160 and 180 °C (a) as well 200 and 220 °C (b)
On the DSC curves measured for a series of PLA samples sintered at the process temperature of 160 °C (N14) and 180 °C (N11, N13, N16, N18 and N20), above the glass transition, the exothermic effect occurs, which is associated with cold crystallization. A trend is visible in the series of PLA sintered at TP = 180 °C, the temperature of the cold crystallization peak (Tcc) shifts towards higher temperatures by about 3 °C and the enthalpy of cold crystallization (ΔHcc) increases from 3.7 to 38.4 J/g with the decreasing temperature TH (Table 4). The exception is Tcc of sample N19, which is the lowest value in the series. The absence of exothermic effect or different values of the cold crystallization enthalpy ∆Hcc indicate on differences in the degree of crystallinity of sintered samples. The differences in the content of the crystalline phase are a consequence of sintering at different TH values. The samples sintered at TH from the range of PLA cold crystallization contain crystalline phase, and the content of the crystalline phase increases with the increase of TH, as is indicated by the decreasing measured ∆Hcc. The samples sintered at TH below the cold crystallization range are almost amorphous (N14, N17, N19). Since TH depends on PS and TP, the following conclusions about the effect of power PS on the degree of crystallinity can be drawn, and the degree of crystallinity decreases with increasing laser power PS in the series of samples sintered at constant TP.
The differences in the degree of crystallinity can be explained in relation to TH, because it is a process parameter that determines the crystallization of the sample. Depending on TH, PLA undergoes cold crystallization after melting by a laser beam, if TH is in the range of cold crystallization. For TH lower than the cold crystallization range, the samples after melting by laser beam do not crystallize and after processing stay amorphous. The sample series sintered at the process temperature of 160 and 180 °C were processed at TH ranging from 69.5 to 102.0 °C. This temperature range is located just above the glass transition of PLA, and only TH = 102.0 °C can be used to assess the beginning of cold crystallization exotherm. This explains why among the processed samples, those sintered at the lowest TH were amorphous, while those sintered at higher TH were semicrystalline with the crystallinity content increasing with the increase in TH, as indicated by the lowering of the cold crystallization enthalpy.
The first heating DSC curves of the samples sintered at samples TP 200 °C (N11, N13, N16, N18, N20) and 220 °C (N21) are presented in Fig. 7b. Higher process temperatures TP require higher TH, and the samples in this series were sintered at TH ranging from 93.5 to 141.4 °C. Only in the case of samples sintered at TH = 93.5 °C (N20) and 102.2 °C (N18) the cold crystallization occurs during heating. Similarly to the series sintered at TP = 180 °C, the ΔHcc is higher for the sample sintered at lower TH. On the DSC curves of the samples sintered at higher TH, cold crystallization does not occur, i.e. the samples crystallized during the pLS process.
The melting endotherm has two maxima, the maximum at a higher temperature corresponds to the melting of poly(l-lactide) (Resomer L207S from Evonik) fraction present in the microsphere powder made of polylactide stereocopolymer with a 4% d-isomer content from Nature Works (during the several dozen parallel syntheses of the two materials, while pouring individual syntheses of microspheres, the main PLA material was contaminated with a trace amount of PLLA. However, all the samples that were sintered and then analyzed were made of the same material). The main melting temperature Tm does not vary significantly across the series, ranging from 167.5 to 168.2 °C. The melting enthalpy (ΔHm) decreases from 42.3 J/g for N10 to 36.8 J/g for N17 with a decreasing TH. The decrease in the melting enthalpy observed with the increase in the power of the laser beam may indicate a limited ability to crystallization resulting from the progressive degradation of PLA with increasing laser power. The trend of the decrease in ΔHm is not strictly consistent with the degradation observed in GPC. In the GPC results, progressive degradation (decrease in Mn and Mw, and increase in DPI) is observed with an increase of PS in both of the series of samples sintered at TP 180 °C and 200 °C. This leads to conclusion that the lack of a decrease in ∆Hm in samples sintered at TP 200 °C may result from a more complex mechanism of PLA changes. One of the possible causes may be a change in the crystal structure and the formation of an α′ phase coexisting with α. Enthalpies of melting of the α- and α′-form of poly(L-lactide) are different, wherein the enthalpy of melting of α′ is lower [45]. Since the decrease in ΔHm is smaller than the increase in ΔHcc, it means that the samples sintered at lower TH have a lower degree of crystallinity. As can be seen from the result of the subtraction of ΔHm and ΔHcc (Table 4), the differences in the content of the crystalline phase are significant. The sample N21 has the lowest value of Tg (63.3 °C) and Tm (166.0 °C) due to the strongest degradation as indicated by GPC.
3.5 Dynamic mechanical thermal analysis
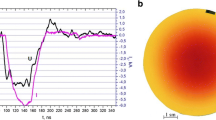
The DMTA analysis of the sintered samples was performed in the single cantilever mode. Figure 8 shows the values of the storage modulus (E′) and tan(δ) as a function of temperature T. The DMTA curves follow the course typical of thermoplastic polymers, indicating the loss of mechanical parameters during the glass transition. Above the rubbery plateau, a weak increase in storage modulus associated with cold crystallization is visible.

DMTA analysis of tested samples. The curves show the selected mechanical parameters as a function of temperature: a, b—storage modulus E′, c, d—tanδ, for both scanning speeds (355 and 710 m/s)
First, the values of E′ modules at room temperature (20 °C) for the tested samples were compared. The results are given in Table 5. The mechanical strength of the produced samples is influenced by two basic factors—first, the degree of powder sintering, and second, the polymer degradation. It is known from the results obtained in Sects. 3.1 and 3.2 that with the increase in the sintering laser power PS and the process temperature TP, the material is sintered better but is also more degraded. Thus, on the one hand, the more sintered material should have a better mechanical strength, but on the other, the increased degree of degradation of this material has a countering effect.
When analyzing the samples produced at the scanning speed of 355 mm/s, one can see that the sintering degree of the sample is the predominant factor. Despite the fact that the molecular weight Mn of PLA drops by as much as 31.5% during the process, an increase in both the process temperature and the sintering laser power increases the value of the storage modulus (E′).
For samples prepared with a scanning speed of 710 mm/s, this trend is maintained only for PS = 2.2 and 2.6 W. For PS = 3.0 W, the reduction in the molecular weight Mn already exceeds 40%. The values of the modulus determined for these samples are much lower than those for the samples sintered with P = 2.6 W at the same process temperatures. Moreover, the sample sintered at the process temperature of 220 °C has a lower strength than the samples sintered at TP = 180 and 200 °C for the same sintering laser power. A similar trend is observed when analyzing the value of the E′ modulus at 100 °C.
It is also worth noting that, based on the DMTA analysis, samples N13 (the scanning speed of 355 mm/s) and N18 (710 mm/s) have the best mechanical parameters. They are linked by the same process temperature (TP = 200 °C) and a similar degree of degradation (reduction of Mn by approx. 30%). For samples with a higher molecular weight loss, the mechanical parameters get worse. On the other hand, for the process parameters that cause less degradation, the degree of sintering of the powder is too low to achieve the level of mechanical strength similar to that of sample N13 or N18.
An interesting relationship can be noticed between the N16 and N19 samples. Despite different sintering parameters, they have almost the same course of the E′(T) curve. If only the degree of sintering of the samples was taken into account, it could be concluded that both sets of parameters lead to a similar effect. However, it appears that sample N19 is much more degraded than N16 (Table 3). The decrease in the value of the Mn parameter in relation to the reference powder was 43.1%, while the N16 samples—16.3%. Thus, the process parameters of N19 led to better degree of sintering but caused much greater polymer degradation. A similar relationship exists between the N17 and N20 samples.
Figure 8c, d shows the tanδ value as a function of temperature for the scanning speed of 355 and 710 mm/s, respectively. There is a visible increase in the tanδ value related to the devitrification process during heating. For most of the curves, the observed effect is a component of two peaks, which is manifested by the presence of a clear maximum, followed by additional curve inflection at higher temperatures. This phenomenon has already been described in the literature for various laser sintered materials [46, 47]. The first peak, which corresponds to a loss of mechanical properties, is associated with β-relaxation processes. This type of relaxation is related to the molecular movement of the chain segments present in the amorphous phase. The maximum of this peak corresponds to the glass transition temperature Tg. The second effect (occurring at higher temperatures) relates to the phenomenon of αc-relaxation—relaxation of restricted amorphous chain segments in the crystalline phase. The αc-relaxation peak is clearly visible in the samples that, according to the DSC results, contain a crystalline phase. This peak practically does not occur in the case of low crystallinity or amorphous samples (N14, N15, N17, N19). When analyzing the values of the glass transition temperature (Table 5), one can observe their downward trend proportional to the increase in the temperature of the process. The decrease in the glass transition temperature of the polymer is directly related to the reduction in the molecular weight of the polymer (degradation occurs to a greater extent at higher process temperatures).
3.6 Static compression test
A series of samples made with a scanning speed of 710 mm/s (N14–N21) was specified for testing. Mechanical properties obtained from static compression test are shown in Fig. 9. The samples did not break, therefore, as compressive strength stress at 70% strain is used. Additionally, for each series representative the stress–strain curve is presented. The best mechanical properties were achieved for the N20 series. A further increase in the energy density resulted in a significant decrease in material properties, which is especially visible in the case of Young’s modulus and compressive strength. Generally, it can be seen that within each series (determined by the sintering laser power, i.e. PS = 2.2 W—green, 2.6 W—blue and 3.0 W—red, respectively), an increase in the mechanical properties is visible along with an increase in the process temperature TP (the degree of sintering of the material). The trend of increasing Young’s modulus, yield strength and comprehensive strength correlates with the increase in the crystallinity content within each series sintered with the laser power PS of 2.2 W, 2.6 W and 3.0 W. The only exception is the last sample—N21, for which the unfavorable degradation (the highest degree of weight loss—see Table 3) outweighed the degree of sintering of the microspheres. This resulted in a significant deterioration of the mechanical properties.

Mechanical properties versus process parameters: a) Young’s modulus, b) yield strength, c) compressive strength (at 70% strain), d) single representative stress–strain curve for each parameters set. *Mn molecular mass reduction compared to the reference sample (NR01)
The combination of the findings of the GPC analysis and the findings above has allowed us to determine the most preferred set of sintering parameters. By comparing the individual values with each other, it can be seen that the use of a higher process temperature with a lower sintering laser power (compare N18 and N19) might be advantageous. It is worth noting that for two samples with almost the same mechanical properties (N17 and N19 or N20—depending on the parameter being analyzed), the one made with a higher sintering laser power is twice as much degraded (N19) or even more (N20). This is due to the fact that for a lower sintering power (at the same process temperature) a higher TH preheating temperature (heating laser power) is required. The heating temperature, however, is not maintained throughout the entire volume of the material and throughout the process, but in the closest vicinity of the sintering point (and only during sintering). For medical applications, i.e. where degradation is particularly important due to the changes in the chemical structure of the material, and consequently the loss of its biocompatibility, the optimally sintered sample could be N18 (PS = 2.6 W; TP = 200 °C).
Due to the continuous development of the DBLS method, the results obtained in this work should be treated as comparative values. Extending the number of process variables (in particular, increasing the scanning speed, modifying the profile/diameter of the heating beam) and the optimization of the method will probably affect the absolute values that can be obtained. The main purpose of the work, apart from presenting the possibilities of the new method, is to draw attention to the fact that when assessing the mechanical properties and optimizing the sintering process of the material, one should also take into account the degree of changes in the physicochemical properties of the material, in particular its broadly understood degradation. This is especially important where an uncontrolled change in material properties (e.g. tissue engineering) may limit the applicability of the method.
4 Conclusions
The research presented in this article is concerned with the influence of process parameters (mainly the process temperature—TP and the laser sintering power—PS) on the degradation in terms of loss of molecular weight and the mechanical properties of polylactide microspheres sintered by the novel DBLS method. The conducted research allowed to determine the optimal process parameters for the case presented in this work. It was shown that the best value of mechanical strength is achieved by the material processed with a set of parameters that decreases the number-average molecular weight Mn by approximately 30%. The GPC analysis of post-process powders also confirmed the assumptions of the DBLS method. After several dozen process cycles, PLA powder turned out to have only a slightly lower molecular weight (within the measurement error) compared to the non-processed one.
On the other hand, the conducted analyses clearly showed that for different sets of process parameters it is possible to obtain a product with similar mechanical properties, but at the same time with a completely different degree of polymer degradation. Hence, we postulate that when assessing the sinter quality one should take into account not only the mechanical properties of the detail, but also the degree of polymer degradation.
4.1 Directions of the future study
The influence of the process parameters of the DBLS method on the degradation and mechanical properties of PLA microspheres was presented. However, this does not exhaust the additional research opportunities for the future. The authors are aware of the need to verify the effect of the degree of degradation on biocompatibility. It is of great importance for the perspective of production details for use in biomedical engineering. Another developmental path is to determine the effect of additives such as HAp (hydroxyapatite) on bioconductivity and its mechanical properties, which can also bring about the requirements of the application. It is also crucial to find the optimal process parameters in the DBLS method. Furthermore, the method of DBLS of polymers is still being developed in terms of hardware changes (e.g. galvo scanning platform) and software changes (e.g. control algorithm). The final solution will be based on one laser. Both the heating beam and the sintering beam will be formed separately as a result of a controlled division of the main laser beam. These upgrades should allow us to compare this DBLS method with the typical pLS method for more common polymers at a later time. Our ultimate goal is to reduce the thermal degradation of post-process powder as well as sintered parts.
Availability of data and material
The data sets supporting the results of this article are presented within the article itself.
References
Schmid M, Schmid M (2018). Laser sintering with plastics. https://doi.org/10.3139/9781569906842.fm
Szymczyk-Ziółkowska P, Łabowska MB, Detyna J, Michalak I, Gruber P (2020) A review of fabrication polymer scaffolds for biomedical applications using additive manufacturing techniques. Biocybern Biomed Eng 40:624–638. https://doi.org/10.1016/j.bbe.2020.01.015
Antończak AJ, Wieczorek M, Dzienny P, Kryszak B, Krokos A, Gruber P et al (2022) First, do not degrade—dual beam laser sintering of polymers. Addit Manuf 53:1–14. https://doi.org/10.1016/j.addma.2022.102715
Kim DS, Bae SW, Choi KH (2007) Development of industrial SFF system using dual laser and optimal process. Robot Comput Integr Manuf 23:659–666. https://doi.org/10.1016/j.rcim.2007.02.007
Farah S, Anderson DG, Langer R (2016) Physical and mechanical properties of PLA, and their functions in widespread applications—a comprehensive review. Adv Drug Deliv Rev 107:367–392. https://doi.org/10.1016/j.addr.2016.06.012
Nair LS, Laurencin CT (2007) Biodegradable polymers as biomaterials. Prog Polym Sci 32:762–798. https://doi.org/10.1016/j.progpolymsci.2007.05.017
Su S, Kopitzky R, Tolga S, Kabasci S (2019) Polylactide (PLA) and its blends with poly(butylene succinate) (PBS): a brief review. Polymers (Basel) 11:1–21. https://doi.org/10.3390/polym11071193
Balla E, Daniilidis V, Karlioti G, Kalamas T, Stefanidou M, Bikiaris ND et al (2021) Poly(lactic acid): a versatile biobased polymer for the future with multifunctional properties-from monomer synthesis, polymerization techniques and molecular weight increase to PLA applications. Polymers (Basel) 13. https://doi.org/10.3390/polym13111822
Szustakiewicz K, Kryszak B, Gazińska M, Chęcmanowski J, Grzymajło M, Stępak B et al (2020) The effect of selective mineralization of PLLA in simulated body fluid induced by ArF excimer laser irradiation: tailored composites with potential in bone tissue engineering. Compos Sci Technol 197:1–9. https://doi.org/10.1016/j.compscitech.2020.108279
Szustakiewicz K, Gazińska M, Kryszak B, Grzymajło M, Pigłowski J, Wiglusz RJ et al (2019) The influence of hydroxyapatite content on properties of poly(L-lactide)/hydroxyapatite porous scaffolds obtained using thermal induced phase separation technique. Eur Polym J 113:313–320. https://doi.org/10.1016/j.eurpolymj.2019.01.073
Ribeiro C, Sencadas V, Costa CM, Gómez Ribelles JL, Lanceros-Méndez S (2011) Tailoring the morphology and crystallinity of poly(L-lactide acid) electrospun membranes. Sci Technol Adv Mater 12:015001. https://doi.org/10.1088/1468-6996/12/1/015001
Smieszek A, Marycz K, Szustakiewicz K, Kryszak B, Targonska S, Zawisza K et al (2019) New approach to modification of poly (L-lactic acid) with nano-hydroxyapatite improving functionality of human adipose-derived stromal cells (hASCs) through increased viability and enhanced mitochondrial activity. Mater Sci Eng C 98:213–226. https://doi.org/10.1016/j.msec.2018.12.099
Ilyas RA, Sapuan SM, Harussani MM, Hakimi MYAY, Haziq MZM, Atikah MSN et al (2021) Polylactic acid (Pla) biocomposite: processing, additive manufacturing and advanced applications. Polymers (Basel) 13. https://doi.org/10.3390/polym13081326
Terzopoulou Z, Zamboulis A, Bikiaris DN, Valera MA, Mangas A (2021) Synthesis, properties, and enzymatic hydrolysis of poly(lactic acid)-co-poly(propylene adipate) block copolymers prepared by reactive extrusion. polymers (Basel) 13:1–20. https://doi.org/10.3390/polym13234121
Aliotta L, Vannozzi A, Bonacchi D, Coltelli M et al (2021) Analysis, development, and scaling-up of poly(lactic acid) (PLA) biocomposites with hazelnuts shell powder (HSP). Polymers (Basel) 14:2–18. https://doi.org/10.3390/polym13234080
Ngo TD, Kashani A, Imbalzano G, Nguyen KTQ, Hui D (2018) Additive manufacturing (3D printing): a review of materials, methods, applications and challenges. Compos Part B Eng 143:172–196. https://doi.org/10.1016/j.compositesb.2018.02.012
Subramaniam SR, Samykano M, Selvamani SK, Ngui WK, Kadirgama K, Sudhakar K et al (2019) 3D printing: Overview of PLA progress. AIP Conf Proc 2059. https://doi.org/10.1063/1.5085958
Zhu Q, Yu K, Li H, Zhang Q, Tu D (2022) Rapid residual stress prediction and feedback control during fused deposition modeling of PLA. Int J Adv Manuf Technol 118:3229–3240. https://doi.org/10.1007/s00170-021-08158-0
Gonabadi H, Yadav A, Bull SJ (2020) The effect of processing parameters on the mechanical characteristics of PLA produced by a 3D FFF printer. Int J Adv Manuf Technol 111:695–709. https://doi.org/10.1007/s00170-020-06138-4
Naser AZ, Deiab I, Defersha F, Yang S (2021) Expanding poly(lactic acid) (pla) and polyhydroxyalkanoates (phas) applications: a review on modifications and effects. Polymers (Basel) 13. https://doi.org/10.3390/polym13234271
Ayrilmis N, Kariz M, Kwon JH, Kitek KM (2019) Effect of printing layer thickness on water absorption and mechanical properties of 3D-printed wood/PLA composite materials. Int J Adv Manuf Technol 102:2195–2200. https://doi.org/10.1007/s00170-019-03299-9
Auffray L, Gouge PA, Hattali L (2022) Design of experiment analysis on tensile properties of PLA samples produced by fused filament fabrication. Int J Adv Manuf Technol 118:4123–4137. https://doi.org/10.1007/s00170-021-08216-7
Hanon MM, Alshammas Y, Zsidai L (2020) Effect of print orientation and bronze existence on tribological and mechanical properties of 3D-printed bronze/PLA composite. Int J Adv Manuf Technol 108:553–570. https://doi.org/10.1007/s00170-020-05391-x
Singh S, Prakash C, Ramakrishna S (2020). Polymer-based additive manufacturing system. https://doi.org/10.1142/9789811224829_0002
Bukharova TB, Antonov EN, Popov VK, Fatkhudinov TK, Popova AV, Volkov AV et al (2010) Biocompatibility of tissue engineering constructions from porous polylactide carriers obtained by the method of selective laser sintering and bone marrow-derived multipotent stromal cells. Bull Exp Biol Med 149:148–153. https://doi.org/10.1007/s10517-010-0895-2
Gayer C, Ritter J, Bullemer M, Grom S, Jauer L, Meiners W et al (2019) Development of a solvent-free polylactide/calcium carbonate composite for selective laser sintering of bone tissue engineering scaffolds. Mater Sci Eng C 101:660–673. https://doi.org/10.1016/j.msec.2019.03.101
Antonov EN, Bochkova SA, Popova AV (2011) Formation of a bioactive material for selective laser sintering from a mixture of powdered polylactide and nano-hydroxyapatite in supercritical carbon dioxide. Russ J Phys Chem B 5:1253–1257. https://doi.org/10.1134/S1990793111080045
Grebenik EA, Grinchenko VD, Churbanov SN, Minaev NV, Shavkuta BS, Melnikov PA et al (2018) Osteoinducing scaffolds with multi-layered biointerface. Biomed Mater 13. https://doi.org/10.1088/1748-605X/aac4cb
Woźna AE, Junka AF, Szymczyk PE (2018) The influence of different composite mixtures (PLA/HA) manufactured with additive laser technology on the ability of S. aureus and P. aeruginosa to form biofilms. Acta Bioeng Biomech 20:101–6. https://doi.org/10.5277/ABB-01135-2018-02
Leong KF, Chua CK, Gui WS (2006) Building porous biopolymeric microstructures for controlled drug delivery devices using selective laser sintering. Int J Adv Manuf Technol 31:483–9. https://doi.org/10.1007/s00170-005-0217-4
Woźna AE, Junka A, Hoppe VW (2021) Influence of the different composites (Pla/plla/ha/β-tcp) contents manufactured with additive laser technology on the biocompatibility. Acta Bioeng Biomech 23:169–80. https://doi.org/10.37190/ABB-01788-2021-04
Yan D, Zeng B, Han Y, Dai H, Liu J, Sun Y et al (2020) Preparation and laser powder bed fusion of composite microspheres consisting of poly(lactic acid) and nano-hydroxyapatite. Addit Manuf 34:101305. https://doi.org/10.1016/j.addma.2020.101305
Krokos A, Gazińska M, Kryszak B, Dzienny P, Stępak B, Olejarczyk M et al (2020) Comparison of thermal, structural and morphological properties of poly ( L-lactide ) and poly ( L-lactide )/ hydroxyapatite microspheres for laser sintering processes. Polimery 65:505–512
Gayer C, Abert J, Bullemer M, Grom S, Jauer L, Meiners W et al (2018) Influence of the material properties of a poly(D, L-lactide)/β-tricalcium phosphate composite on the processability by selective laser sintering. J Mech Behav Biomed Mater 87:267–278. https://doi.org/10.1016/j.jmbbm.2018.07.021
Duan B, Wang M, Zhou WY, Cheung WL (2008) Synthesis of Ca-P nanoparticles and fabrication of Ca-P/PHBV nanocomposite microspheres for bone tissue engineering applications. Appl Surf Sci 255:529–533. https://doi.org/10.1016/j.apsusc.2008.06.057
Karl D, Jastram B, Kamm PH, Schwandt H, Gurlo A, Schmidt F (2019) Evaluating porous polylactide-co-glycolide/bioactive glass composite microsphere powders for laser sintering of scaffolds. Powder Technol 354:289–300. https://doi.org/10.1016/j.powtec.2019.06.010
Gazińska M, Krokos A, Kryszak B, Dzienny P, Olejarczyk M, Gruber P et al (2021) Influence of thermal annealing on sinterability of different grades polylactide microspheres dedicated for laser sintering. Materials (Basel) 14. https://doi.org/10.3390/ma14112999.
Cheng P, Wang H, Member S, Stojanovic V, He S, Member S (2021) Asynchronous fault detection observer for 2-D Markov jump systems. IEEE Transactions on Cybernetics 1–12. https://doi.org/10.1109/TCYB.2021.3112699
Cheng P, Chen M, Stojanovic V, He S (2021) Asynchronous fault detection filtering for piecewise homogenous Markov jump linear systems via a dual hidden Markov model. Mech Syst Signal Process 151:107353. https://doi.org/10.1016/j.ymssp.2020.107353
Fang H, Zhu G, Stojanovic V, Nie R, He S, Luan X et al (2021) Adaptive optimization algorithm for nonlinear Markov jump systems with partial unknown dynamics. Int J Robust Nonlinear Control 31:2126–2140. https://doi.org/10.1002/rnc.5350
Kryszak B, Szustakiewicz K, Stępak B, Gazińska M, Antończak AJ (2019) Structural, thermal and mechanical changes in poly(l-lactide)/hydroxyapatite composite extruded foils modified by CO2 laser irradiation. Eur Polym J 114:57–65. https://doi.org/10.1016/j.eurpolymj.2019.02.030
Antończak AJ, Stępak BD, Szustakiewicz K, Wójcik MR, Abramski KM (2014) Degradation of poly(l-lactide) under CO2 laser treatment above the ablation threshold. Polym Degrad Stab 109:97–105. https://doi.org/10.1016/j.polymdegradstab.2014.07.004
Kryszak B, Szustakiewicz K, Dzienny P, Junka A, Paleczny J, Szymczyk-Ziółkowska P et al (2022) 'Cookies on a tray': Superselective hierarchical microstructured poly(l-lactide) surface as a decoy for cells. Mater Sci Eng C 1–13. https://doi.org/10.1016/j.msec.2022.112648
Meaurio E, López-Rodríguez N, Sarasua JR (2006) Infrared spectrum of poly(L-lactide): application to crystallinity studies. Macromolecules 39:9291–9301. https://doi.org/10.1021/ma061890r
Righetti MC, Gazzano M, Di Lorenzo ML, Androsch R (2015) Enthalpy of melting of α′- and α-crystals of poly(L-lactic acid). Eur Polym J 70:215–220. https://doi.org/10.1016/j.eurpolymj.2015.07.024
Salmoria GV, Leite JL, Vieira LF, Pires ATN, Roesler CRM (2012) Mechanical properties of PA6/PA12 blend specimens prepared by selective laser sintering. Polym Test 31:411–416. https://doi.org/10.1016/j.polymertesting.2011.12.006
Zhu W, Yan C, Shi Y, Wen S, Liu J, Shi Y (2015) Investigation into mechanical and microstructural properties of polypropylene manufactured by selective laser sintering in comparison with injection molding counterparts. Mater Des 82:37–45. https://doi.org/10.1016/j.matdes.2015.05.043
Funding
This research was supported by the Opus project “Laser modification of bioresorbable polymeric materials in thermic processes of additive manufacturing” financed by the National Centre of Science (UMO-2017/27/B/ST8/01780).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
All authors are consent to participate in the author team of this manuscript.
Consent for publication
The submitted manuscript is approved by all its authors for publication.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kryszak, B., Gazińska, M., Gruber, P. et al. Mechanical properties and degradation of laser sintered structures of PLA microspheres obtained by dual beam laser sintering method. Int J Adv Manuf Technol 120, 7855–7872 (2022). https://doi.org/10.1007/s00170-022-09253-6
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09253-6