
Abstract
Surface finish has an essential role in superior performance of machined products which becomes crucial for sophisticated applications like invasive biomedical implants and aerospace components. Ti6Al4V is popular in these applications due to its exceptional characteristics of weight-to-strength ratio. However, Ti6Al4V is a difficult-to-cut material; therefore, non-traditional cutting techniques especially, electric discharge machining (EDM), are widely adopted for Ti6Al4V cutting. The engagement of nano-powders are used to upsurge the cutting rate and surface quality. Among the different powders, a novel nano-powder additive, i.e., graphene, has not been tested in EDM of Ti6Al4V. Therefore, the potential of nano-graphene is comprehensively investigated herein for roughness perspective in EDM of Ti-alloy. The experimental design is based on Taguchi L18 orthogonal framework which includes six EDM parameters. The experimental findings are thoroughly discussed with statistical tests and physical evidence. The surface quality achieved with an aluminum electrode was found best amongst its competitors, whereas the worst surface asperities were noticed when brass electrode was used under graphene mixed dielectric. Moreover, it is conceived that the positive tool polarity provides lower roughness for all types of electrodes. Furthermore, optimal settings have been developed that warrant a reduction of 61.4% in the machined specimen’s roughness compared to the average roughness value recorded during the experimentation.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
In the advanced era of material and technology, new engineering materials have been developed that possess high strength, making them difficult-to-machine with traditional machining processes. Ti6Al4V, which has attained global attention for many industrial applications, belongs to the said materials’ category. Its key characteristics, such as high durability, low thermal conductivity, less reactivity, and high elastic modulus, are the sources that provoke its cutting difficulty [1]. In that perspective, researchers have diverted their focus from traditional to non-conventional technologies to cut the said alloy. Among different cutting alternatives, electric discharge machining (EDM) has secured an important place due to its cutting versatility specifically for electrically conductive material regardless of their mechanical characteristics [2, 3]. This process was introduced by B. R. Lazarenko et al. [4] about six decades ago, who used repetitive sparks produced between the tool and workpiece to machine cavities in the substrate. Later on, the importance of EDM was emphasized, and it has been deployed in making dies and molds, biomedical parts, aerospace components, automobile, and military applications [5,6,7].
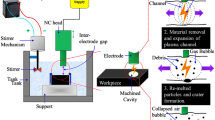
EDM, a spark erosion process, operates on the thermoelectric energy principle [5, 8]. It uses thermal and electrical energy to generate a series of electric sparks by discharging the dielectric fluid present in the inter-electrode space. This produces an intense pulse discharge and forms a plasma channel that leads to material erosion from the workpiece/specimen. The discrete repetitive sparking generally raised the temperature up to 12,000 °C, which is enough for the melting and vaporization of the specimen. The eroded particles (chips) over the surface of the workpiece are flushed away with the help of dielectric liquid pumped into the machining zone [9, 10].
Considering the supremacy of EDM, it is employed herein for the cutting of Ti6Al4V, which is renowned for its strength, wear resistance, toughness, and good surface protection against corrosion even at high temperatures [11]. The aforementioned significance promotes the use of Ti-alloy in biomedical, aerospace, petrochemical, and many other superior technologies [12], although the EDM can match the requirements of the stated applications of the selected material. However, it works based on a slow-cutting mechanism. The powder base additives are commonly used to enhance the cutting rate and to improve surface finish of the cut specimen. It is vital to observe that surface quality has a direct bearing in deciding the functional characteristics of the product like abrasion, wear resistance, fatigue, and light reflection [13]. Moreover, in biomedical applications, surface roughness (SR) plays a pivotal role in amplifying the biochemical characteristics and furnishing adequate stress distribution. It also assists in the clinical site to stimulate and promote osseo-integration and bone interlocking, respectively. The previous literature has confirmed that a suitable SR value (average surface roughness—Ra) should be around 1 to 1.5 μm to develop a perfect fixation of the biomedical implant [14]. Therefore, the achievement of a suitable magnitude of SR for Ti6Al4V is crucial as far as its applications are concerned.
Multiple researchers have been found on SR perspective with different kinds of electrode materials, i.e., copper, aluminum, brass, graphite, tungsten, steel, and other materials under powder-based dielectrics [15]. For instance, Tiwary et al. [16] probed the impact of various combinations of dielectric during micro-EDM of Ti6Al4V. It was concluded that deionized water with Cu-powder can provide smaller craters that eventually translate into lower SR. Świercz and Oniszczuk-świercz [17] examined the cutting potential of reduced graphene oxide (RGO) mixed dielectric during EDM of heat-treated steel (55NiCrMoV7) employing Cu electrode. It was claimed that discharges during a single pulse got multiplied under RGO flakes mixed dielectric. Eventually, SR magnitude got compromised. Al-Amin et al. [18] claimed that powder mixed EDM (PM-EDM) increases surface texture and enhances the mechanical characteristics of biomaterials such as Ti-alloys and also improves the surface integrity of machined specimens. The potential of graphene-based dielectric while EDM of Inconel 718 using Cu-tool was studied in another research. It was cited that the immensity of surface integrity is lower at a current of 2 A and a pulse on-time of 10 μs, respectively [19].
Khan et al. [20] inspected the role of Al2O3 (alumina) based dielectric on SR magnitude using Cu electrode while machining of AISI 304 steel. They employed a 0.3 mg/L concentration of alumina in a dielectric medium and proposed a statistical model. They suggested that the value of SR reduces as alumina powder is mixed in the dielectric liquid. Sugunakar et al. [21] deliberated the performance of PM-EDM on surface integrity of a nickel alloy (RENE 80). They considered pulse on-time/off-time and current as design variables by varying powder types such as aluminum (Al), graphite (Gr), and a mixture of Al-Gr. They proposed that a rise in Al powder concentration from 0 L to 9 g/L in the dielectric considerably improves the surface integrity of the said alloy along with the greater reduction in recast layer over the specimen’s surface. Joshi and Joshi [22] summarized a review on PM-EDM. They presented that EDM under powder mixed dielectric widely improved the SR and raised the MRR, which are generally the more outstanding issues of EDM under fundamental dielectric conditions. They concluded that PM-EDM enhances machining performance and assists in attaining a mirror-like surface finish. Similarly, Yunus Khan et al. [23] also made a comprehensive discussion about PM-EDM. They said that adding powder in dielectric leads to amplifying the response parameters of EDM like MRR, EWR, with a lower value of SR. Lamichhane et al. [24] have modified the surface of 316L stainless steel (SS) (a good biocompatible material for bone’s implants) in PM-EDM by employing hydroxyapatite nano-powder (HNP) in the cutting regime. They described that surface of SS 316L is decreased when the dielectric has been practiced the HNP. It is well known that mixing of nano-powders in the dielectric liquid not only improves the surface finish but the machining efficiency is also greatly improved as evidenced by aforementioned studies. Beside these, literature also demonstrated that addition of powder improves the process efficiency rather than increasing the surface roughness, such as Joshi and Joshi [22] stated in their review article that mixing of SiC powder in the dielectric medium raises the MRR, TWR, and SR. In this article, they also studied the effect of various powders on the machining efficiency. And they come up with a conclusion that PM-EDM plays a crucial role for upsurging the said responses.
A careful review of available literature depicts that graphene-based dielectric contributes positively to improving the cutting rate in EDM [25, 26]. However, the improvement in cutting rate also demands to have a fine machined surface quality to justify its use in electric discharge cutting of Ti6Al4V. The addition of nanoparticles is likely to be the source of discharge energy drop because of their inclusion between the electrode and workpiece gap. The inadequate check on discharging can result in confined sparking between tool and specimen that leads to poor surface finish. As mentioned earlier, the significance of surface quality can never be neglected in EDM. More specifically, the materials that have their uses in critical applications like in biomedical and aerospace, high surface finish is essential for accurate part functionality. The authors have already evaluated the effect of graphene nano-particles on the material removal rate (MRR) and tool wear rate (TWR) during EDM of Ti6Al4V. The investigation successfully claimed that graphene nano-particles notably raised the MRR magnitude and lessened the TWR [5]. However, the aspect of the performance of graphene mixed dielectric in terms of surface roughness has yet to be comprehensively studied which is a crucial requirement to justify the suitability of machined parts in its intended application. Therefore, the focus of this research is to investigate the cutting potential of nano-graphene mixed dielectric in terms of surface quality while performing EDM of Ti6Al4V. Furthermore, the selection of the best electrode in graphene mixed dielectric for surface finish perspective has also been performed herein. In this context three electrodes, namely, brass, aluminum, and copper, have been engaged in this study. Experimentation was conducted under Taguchi’s L18 design using nano-graphene mixed dielectric. The experimental outcomes were thoroughly analyzed employing optical and scanning electron microscopic evidence. An optimal parametric setting for improved surface quality has also been proposed and authenticated.
2 Materials and methods
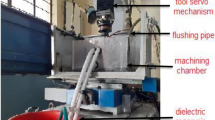
The recent study practices Ti-alloy (Ti6Al4V) as a working specimen. The composition of Ti-alloy (Ti6Al4V) has been verified through atomic emission spectrometry and tabulated in Table 1. The salient traits of the work part are illustrated in Table 2 [27, 28]. The dimension of the work part, such as length, breadth, and thickness, has been taken as 90 mm, 80 mm, and 15 mm, respectively. The experimentation has been completed on a die sinker EDM (model: RJ-230) against three electrodes having the same diameter of 9 mm and distinct tool materials, viz., aluminum (Al), brass (Br), and copper (Cu). The schematic of machining arrangement for the processing of Ti-alloy is portrayed in Fig. 1.

Experimental arrangement of EDM. (a) Schematic and basic principle of EDM. (b) Schematic for the measurement of SR magnitude at various points
The current experimental framework comprises a stirrer for making a homogeneous blend of graphene nano-platelets (GNPs) in the dielectric regime. The micro impressions of 0.2 mm depth were machined in the work part under a dielectric mixture of kerosene oil with graphene (0.5 g/l). The use of graphene powder is attributed to the fact that it has extensive mechanical and electrical properties, which allows it to examine in different application areas such as sensor devices, capacitors, and micro-organism repellency [29]. The prime attributes of graphene nanoparticles are demonstrated in Table 3. However, the dissemination of sparking may compromise the quality of the machined profile. Therefore, in this research, the surface quality aspect of Ti-alloy has been analyzed in terms of SR against six essential input variables, i.e., tool polarity (TP), electrode material (E), discharge current (DC), pulse time ratio (PTR), spark voltage (SV), and flushing time (FT). The choice of the aforementioned design parameters was based on two key considerations, i.e., (1) impact of a particular variable is not previously explored on the output response, (2) or output response is strongly affected by the input parameters [5]. The other control factors were adjusted as constant in this work. To define the parametric levels, preliminary trials were accomplished before the actual experimentation. All electrode types were considered during initial trials. The defined levels of each parameter are expressed in Table 4. All decided parametric levels were repeated to get a complete machining impression in actual experimentation. Because it was witnessed in Fig. 2 that intense burn marks and unusual impressions were generated on the workpart due to excessive tool heating. So, after preliminary trials, those levels have been defined for the input variables which ensure the availability of complete machining impression. Besides the selected input parameters, discharge energy (Ed) is also a chief parameter of EDM and depends on three factors such as discharge voltage (Ue), discharge current (Ie), and pulse duration (ti), as shown in Eq. (1) [30]. Since the aforenamed three independent variables were not fixed in this study, therefore, value of discharge energy was also varying accordingly from level 1 (450 µJ) then level 2 (1600 µJ) to level 3 (3750 µJ). The actual machining has been performed under Taguchi L18 orthogonal design of experiments, which has been validated as a promising design strategy in literature [31]. ANOVA (analysis of variance) is also done to evaluate the most contributing variables, which greatly impact surface quality.

Preliminary trials’ images of machined specimen indicating (a) burn marks, (b) burn mark with an incomplete machined surface, and (c) complete impression
It is pertinent to notice that SR has several features of surface asperities, such as Ra, Rt, and Rz. However, this work is entirely focused on Ra magnitude which is simply defined as the average value of calculated surface’s peaks and valleys. After completion of experiments, the magnitudes of SR in terms of Ra were obtained with the help of the surface roughness meter (Model: Surtronic S128) by Taylor Hobbson. Evaluation length was set at 4 mm during measurement whereas cutoff was set at 0.8 mm. 3D surface plots were also made with the help of optical profilometer (Contour GT-K) manufactured by Bruker. For each of the 3D surface plot, an area of 2.2 × 1.7 mm was scanned and an average value was reported. For analyzing the outcomes comprehensively, the impact of input parameters on SR has been examined statistically by developing parametric plots of mean values. The Ra values were evaluated against all parametric levels of the selected design variables. In order to have a detailed insight of the process, variables’ impact on the SR, optical and scanning electron microscopic (SEM) analyses were performed. For SEM analysis, a scanning electron microscope (Model: VEGA3) manufactured by TESCAN was used. Finally, an optimal setting was suggested and validated for minimum roughness during EDM of selected workpart.
3 Results and discussion
The experimental trials were completed under Taguchi L18 design, and the roughness value is measured for each machined sample. Five roughness measurements were recorded and then the average is reported. The magnitude of design parameters and the respective outcomes are expressed in Table 5.
Afterwards, ANOVA was employed to segregate the remarkable control factors for SR. The analysis was done at a confidence level of 95%. The ANOVA findings are mentioned in Table 6. The collected outcomes from the ANOVA table revealed that there are mainly two significant factors, namely, electrode type and spark voltage having p-magnitude equal to 0.004 and 0.047, respectively. After getting results from experiments, main effect plots were made to foresee the trend of selected variables on the output response (Ra), as shown in Fig. 3.

Parametric Plots against each control variables using graphene nanoparticles in the dielectric medium
The parametric shift of polarity illustrated in Fig. 3 depicts that a lower magnitude of roughness is obtained at positive tool polarity. The positive polarity of the EDM designates that the tool is positively charged, and the workpiece carries an opposite charge while vice versa is valid for negative tool polarity. It has been inferred from Fig. 3 that there is not a large difference between roughness values achieved with the two modes of polarities. This detection is in accordance with the ANOVA results shown in Table 6, where it has been demonstrated that polarity bears an insignificant contribution to determining the roughness of the machined cavity. Basically, when Ti6Al4V is machined under powder (nanoparticles graphene) mixed EDM at negative polarity, more energy is liberated with the ionization of nanoparticles in the discharging gap. Thus, a large number of positive ions strike the workpiece forcibly, and as a result, SR is compromised. This increment in SR is attributed to the formation of the large-sized craters that also manifest in the optical micrographs (Fig. 4) taken for the machined cavities at negative electrode polarity. Contrarily, the positive polarity exemplifies that the usage of graphene generates a better surface because erosion takes place in a stable manner until the entire machining operation is finished. It is pertinent to note that positive polarity of electrode not only enhanced the surface finish but the tool wear rate (TWR) is also gets smaller. This aspect of TWR has been already examined and published by authors for the graphene mixed EDM of Ti6Al4V [5]. They claimed that positive tool polarity assists in spark stabilization due to excessive heat dissipation in the surface of workpart after pulse duration. As a result, TWR is reduced. For the purpose of comparison between SR and TWR of the current and published study, respectively, against positive tool polarity, it can be concluded that positive electrode polarity has competence to decrease both SR and TWR when graphene nano-powders are added in kerosene dielectric while cutting of Ti6Al4V through EDM. In a nut shell, to get a better surface finish with smooth asperities in EDM of Ti6Al4V, positive polarity under emulsion of graphene nano-powder is recommended.

Micrographs at two different polarities. (a) Positive polarity with small size craters. (b) Negative polarity with large and deep creators
The impact of electrode material can never be neglected in EDM. The significant role of the said control variable has also been witnessed herein, as can be seen in the ANOVA results presented in Table 6. Electrode material turns out to be highly influential variable for determining the SR in EDM of the Ti6Al4V under the nano-graphene mixed dielectric. Three distinct electrodes, viz., Al, brass, and Cu, were selected to carry out the EDM of Ti-alloy (Ti6Al4V) by utilizing the graphene nanoparticles in the kerosene oil. The effect of the aforementioned electrodes on the magnitude of SR is illustrated in Fig. 3. It has been ascertained that the aluminum is performing better than brass and copper tool materials in terms of better surface quality in electric discharge cutting of the selected alloy. The reason for this shift corresponds to the low melting point of Al (933.45 K) followed by Br (1203.15 K) and Cu (1357.77 K) materials. This low melting temperature of Al-tool cause more severe burn on the electrode surface irrespective of workpart material. Therefore, large amount of material chipped out from the electrode and imparted less deep craters on the specimen’s surface as furnished in Fig. 5a. Contrarily, Br is giving poor surface finish owing to its low thermal conductivity (1.09 W/cm-°C) as compared to Al (2.05 W/cm-°C) and Cu (4.13 W/cm-°C) electrode. The low value of thermal conductivity in the presence of graphene nanoparticles promotes the heat energy in the plasma channel. This helps to disperse the sparking over the machined surface causing rough impressions with intense craters on the operated surface as demonstrated by micrographs presented in Fig. 5b, whereas the copper tool again provides lower SR but not as good as Al-electrode does. The trend behind this change is due to adherence of a large number of carbon particles with the tool surface which tend to decrease the SR as well as leaving fewer wide craters on the workpiece as portrayed in Fig. 5c. The adherence of carbon particles is evidenced in case of Cu owing to its sticky nature. Therefore, the surface quality of Ti-alloy is upgraded. The overall comparison between the selected electrodes in terms of producing different sizes of craters is evident in SEM images, as shown in Fig. 6. The machined surface obtained with Al electrode is observed to be the better one in comparison to rest of the electrodes where shallow craters are noticed as portrayed in Fig. 6a. The surface is crowded with deep craters when brass electrode is engaged as depicted in Fig. 6b. The surface asperities achieved with the Cu electrode are better as compared to that obtained with brass as highlighted in Fig. 6c. It has been claimed that SR is improved when Al-electrode is utilized during EDM of Ti-alloy under graphene-kerosene dielectric emulsion.

Micrograph’s comparison of electrodes with their graphical demonstration. (a) Al is giving less wide craters with low peak-to-valley distance. (b) Br is showing poor surface finish with large size craters and high peak-to-valley distance. (c) Cu is illustrating the shallow craters with intermediate peaks and valleys

SEM images of machined surface using electrode of (a) Al, (b) brass, and (c) Cu
The second significant factor after the electrode material is SV, as indicated by ANOVA in Table 6. The effect of SV on SR magnitude is highlighted in Fig. 3. It comprises three levels, i.e., 3 V, 4 V, and 5 V. The SR value upsurges as SV rose from 3 to 4 V, and afterwards, no significant rise is observed in the magnitude of SR as SV promotes from 4 to 5 V. The primary reason for the first alteration in SR is linked with the empowerment of spark energy which creates ionization of the nano-powder. Subsequently, a powerful explosion yields a large amount of discharge energy which gives rise to the creation of large size craters on the specimen’s surface, as presented in Fig. 7. A similar finding has also been reported in another study conducted in EDM of Nitinol [32]. Therefore, 1st level of SV is most preferable for getting a good surface finish in EDM of Ti6Al4V.

Optical micro-image is portraying deep craters at SV equal to 4 V and 5 V
The effect of DC has also been investigated on SR during EDM of Ti-alloy under graphene mixed dielectric, as presented in Fig. 3. In this investigation, Ra is assessed against three levels of DC such as 6 amps, 8 amps, and 10 amps. It has been inferred that with an increase in the value of DC from 6 to 8 amps, the SR magnitude decreases as portrayed in Fig. 3. The reduction in SR with an increase in DC has also been witnessed in another study carried out on the same substrate [33]. The reduction of SR from 6 to 8 amps is accredited to the availability of the necessary discharge strength in the cutting regime owing to the presence of nano-graphene in the dielectric. The existence of high energy discharges provides a valuable heat input that efficiently removes the work material. Moreover, this heat energy keeps the melt pool in place for a bit longer time, which helps to flush the melted debris. Thus, the chances of the re-deposition of the melted droplets reduce, which leads to the achievement of low SR. The reduction in re-deposition is also witnessed in optical micrographs shown in Fig. 8a. Moreover, it also generates fewer peaks to valleys’ impressions as characterized in a graph presented in Fig. 8b. Therefore, the magnitude of SR got reduced, whereas further increase in the current up to 10 amps improves the SR due to higher discharge energy. It is important to mention that the existence of nano-graphene particles also provokes the discharge energy to a further extent. The combined effect of high DC along with the graphene results in a powerful explosion at the machined area. Consequently, the localized heat input to the target surface forms deep craters on the machined profile which gives rise to the SR. Hence, 2nd level of DC is more suitable for getting good surface quality.

Effect of DC at 8 amps. (a) Micrographs appearing shallow craters on the workpart surface. (b) Variation in Ra values representing considerable peaks and valleys
It is well-established fact in EDM that it works on the melting and vaporization of the work part. However, the phenomenon of melting and flushing is continued through a spark cycle. Melting occurs in the on-time part of the pulse, whereas flushing occurs during the off-time period. A proper match between the two is essential to avoid the re-deposition of the melted debris. Especially, the role becomes more crucial if certain nanoparticles are mixed in it like graphene in this case. Therefore, this parameter got investigated herein and its trend is demonstrated in Fig. 3. Based on the results depicted in Fig. 3, it is concluded that 1st level (0.5) of PTR is more beneficial in terms of good surface quality followed by 3rd (1.5) and then 2nd level (1.0). The reason for the increasing trend of SR with PTR from 0.5 to 1.0 is mainly due to a rise in the value of Ton as PTR is a fraction of on-time by off-time. As Ton progressed, the more energy is focused on the work part because of longer pulse duration resulting in deep and wide craters. Moreover, this also upsurges the chance of melt re-deposit if not flushed properly. Hence, the size of the melt-redeposit is significantly raised, which lowers the surface quality, as evidenced in SEM image portrayed in Fig. 9. The melt re-deposits noticed on the machined surface at PTR of 1 is notably larger in contrast to that found at PTR of 0.5 as demonstrated in SEM micrographs shown in Fig. 9a, b, respectively. Moreover, prolong sparking over the workpiece surface yields in-depth heat-affected zone, which ultimately results in poor surface finish. Accordingly, the Ra value increased. Conversely, the quality of surface improved with the further increase in PTR to 1.5 due to ionization of nanoparticles. The ionization of the graphene particles above a certain threshold is not suitable for SR whereas below that threshold its ionization helps to reduce SR as is the case herein. The ionization of graphene particles makes a protective layer onto the cutting area and assists the sparking phenomenon to produce stable erosion of material that results in reduction of SR. Hence, it is necessary to engage the minimum level of PTR in EDM of Ti6Al4V when graphene particles are used in the dielectric medium.

SEM image of machined surface at (a) PTR = 1.0 and (b) PTR = 0.5
Flushing is referred to the removal of chips (small debris) from the work-electrode gap by utilizing the flushing liquid which is usually kerosene oil. In the EDM process, the flushing liquid removes the debris and ionized gas particles during the operational situation and sustain the minimum temperature between the workpiece and tool. Thereof, the effect of FT on SR in the graphene mixed EDM of Ti6Al4V is evaluated and its trend is demonstrated in Fig. 3. It also consists of three levels: 4 μs, 6 μs, and 8 μs. The highest value of FT, i.e., 8 μs, yields a good surface finish when machining has been done in graphene-associated dielectric. Since FT is accountable for bringing out a large quantity of material from the work part, so its large value, such as 8 μs, warrants the flushing of a huge amount of debris, which lessens the chance of debris redeposition. Eventually, a better surface finish is the outcome. However, at 4 μs, debris are stacked over the workpiece instead of being efficiently removed due to the less discharge energy as compared to 6 μs, which causes hindrance in the charging process and generates a recast layer as depicted in Fig. 10. Therefore, it is recommended to operate at a higher value of FT, as in this case 8 μs for electric discharge cutting of Ti6Al4V.

SEM image showing re-deposited layer on specimen’s surface
After a detailed discussion of the parametric plots for SR against each control variable, the optimal setting was suggested using signal-to-noise ratio analysis. The required setting for getting the minimum value of SR during EDM of the selected specimen is tabulated in Table 7. The proposed setting confirmed the significant reduction in Ra magnitude, which translated into a good surface finish under graphene-based dielectric as described in Table 8. If the roughness results achieved at optimal combination are compared with the parametric setting (Exp. No. 6 of actual experimentation) that provides a roughness value near to the average, 51.1% improvement is noticed, as depicted in Table 8. The reduction in SR is also evident in 3D surface plots taken for the two aforementioned conditions, as illustrated in Fig. 11.

3D roughness profiles at (a) optimal settings and (b) non-optimal settings
A comparison of SR has also been developed between the graphene mixed dielectric and conventional EDM oil as witnessed in Fig. 12. For that purpose, minimum, average, and maximum values of SR were taken from the experimental design. It can be noticed that surface finish is notably compromised when kerosene oil is only utilized as dielectric medium for the cutting of Ti6Al4V through EDM. As per the literature, when electric field (or high voltages) is applied under powder mixed EDM, then it produces energized ions which get accelerated and start moving in zig zag style. As an effect, electric sparks disperse due to reduction in the breakdown voltages which tends to wider the work-electrode gap. This wider gap creates bridging effect because of interlocking phenomenon in the direction of current flow. Thus, more stable discharging occurs that corresponds to get a fine finish over a machined cavity, as portrayed in Fig. 13 [22, 34]. Hence, kerosene oil yielded poor surface finish. In addition to ionization of powder particles, breakdown of kerosene oil also takes place because of high spark energy in the cutting zone that yields carbon particles which re-deposited over the machined cavity and leaves a residual layer of carbon, as claimed by different researchers in their investigations [5, 35, 36]. Figure 14 illustrates a one more comparison among the two aforesaid alternatives that has been made by implementing optimized parametric setting (provided in Table 7) for the proposed EDM setup. Both the above graphs successfully revealed that addition of nano-powder (graphene) in the conventional EDM oil is proved to be efficient in terms of giving appreciable surface finish.

A comparison of SR between graphene mixed and kerosene dielectrics

Schematic illustrates the role of nanopowder in EDM dielectric. (a) Kerosene-based EDM. (b) Graphene nanoparticles mixed EDM

Comparative analysis of SR under graphene and kerosene based dielectrics
For the machining efficiency point of view, the results of previous publication based on the investigation of material removal rate and tool wear rate under graphene mixed EDM of Ti6Al4V are also presented herein (see Table 9).
4 Conclusion
The current research comprehensively investigates the impact of graphene-based dielectric liquid on the SR magnitude while EDM of Ti6Al4V by taking six important parameters into account. The ANOVA was done to evaluate the prime variables which are greatly changing the quality of the specimen’s surface. Furthermore, optical and SEM analyses were accomplished to explain the findings insightfully. The following conclusions are drawn based on experimental findings:
-
(i)
The performance of graphene mixed dielectric is rated superior to that of simple kerosene. The addition of nano-graphene in kerosene reduces the surface roughness to 70.8% in contrast to simple kerosene. The graphene nanoparticles disperse the discharge energy, reduce the break down voltage, increase the gap between workpiece and electrode, and consequently bridging effect is created through these nanoparticles. As a result, more stable sparking occurred over the machined surface and surface roughness is decreased notably.
-
(ii)
The positive polarity of the tool provides better surface quality in EDM of Ti6Al4V under graphene-based dielectric irrespective of the tool material. Since positive polarity produced more stable sparking than that of negative polarity under graphene-based dielectric, therefore, surface quality is improved.
-
(iii)
Electrode material has found to be the most significant factor (having a percentage contribution of 55.37%) governing the SR value under graphene mixed kerosene dielectric. The electrode of Al is observed to be best suited in comparison to the rest of the tool materials for getting lower SR. A primary reason for getting noble surface quality is the low melting temperature of Al as compared to brass and copper electrodes. SEM analysis also witnesses that the surface asperities notably reduce when Al electrode was engaged under graphene mixed dielectric.
-
(iv)
Amongst the six parameters, spark voltage is the second most influential parameter (with percentage contribution of 19.3%) for controlling the surface finish when nano-graphene is employed in EDM of the selected Ti-alloy. The lower magnitude of roughness is achieved when SV is set at its lower level of 3 V.
-
(v)
The required parametric setting assisting the EDM process for achieving the minimum value of SR are as follows: polarity = positive, electrode type = Al, SV = 3 V, DC = 8 amps, PTR = 0.5, and FT = 8 μs, also validated through confirmatory trials. Furthermore, the developed optimal settings warrant a reduction of 61.4% in the roughness of the machined specimen as compared to the average roughness value recorded during the whole experimentation.
Data availability
The paper has no associated data. All data gathered regarding this publication is presented.
References
Tiwary AP, Pradhan BB, Bhattacharyya B (2018) Investigation on the effect of dielectrics during micro-electro-discharge machining of Ti-6Al-4V. Int J Adv Manuf Technol 95:861–874. https://doi.org/10.1007/s00170-017-1231-z
Shaik MB, Patel H (2017) A review on dielectric fluids used for sustainable electro discharge machining. Indian J Sci Res 17:40–46. (1) https://papers.ssrn.com/sol3/papers.cfm?abstract_id=3730164 (2) https://deliverypdf.ssrn.com/delivery.php?ID=065004099094074096086029025118124077008034068021065036067103102107016073125003118118017016059047050120097082114003099075069069123047029051078021081098
Alidoosti A, Ghafari-Nazari A, Moztarzadeh F et al (2013) Electrical discharge machining characteristics of nickel-titanium shape memory alloy based on full factorial design. J Intell Mater Syst Struct 24:1546–1556. https://doi.org/10.1177/1045389X13476147
Nahak B, Gupta A (2019) A review on optimization of machining performances and recent developments in electro discharge machining. Manuf Rev 6. https://doi.org/10.1051/mfreview/2018015
Ishfaq K, Asad M, Anwar S et al (2020) A comprehensive analysis of the effect of graphene-based dielectric for sustainable electric discharge machining of Ti-6Al-4V. Materials (Basel) 14:23. https://doi.org/10.3390/ma14010023
Valaki JB, Rathod PP, Sankhavara CD (2016) Investigations on technical feasibility of Jatropha curcas oil based bio dielectric fluid for sustainable electric discharge machining (EDM). J Manuf Process 22:151–160. https://doi.org/10.1016/j.jmapro.2016.03.004
Sadagopan P, Mouliprasanth B (2017) Investigation on the influence of different types of dielectrics in electrical discharge machining. Int J Adv Manuf Technol 92:277–291. https://doi.org/10.1007/s00170-017-0039-1
Jain S, Parashar V (2021) Critical review on the impact of EDM process on biomedical materials. Mater Manuf Process 00:1–24. https://doi.org/10.1080/10426914.2021.1942907
Ahmed N, Anwar S, Ishfaq K et al (2019) The potentiality of sinking EDM for micro-impressions on Ti-6Al-4V: keeping the geometrical errors (axial and radial) and other machining measures (tool erosion and work roughness) at minimum. Sci Rep 9:1–18. https://doi.org/10.1038/s41598-019-52855-6
Das S, Paul S, Doloi B (2020) Assessment of the impacts of bio-dielectrics on the textural features and recast-layers of EDM-surfaces. Mater Manuf Process 36:245–255. https://doi.org/10.1080/10426914.2020.1832678
Abu Qudeiri JE, Mourad AHI, Ziout A et al (2018) Electric discharge machining of titanium and its alloys: review. Int J Adv Manuf Technol 96:1319–1339. https://doi.org/10.1007/s00170-018-1574-0
Ahmed N, Ishfaq K, Moiduddin K et al (2019) Machinability of titanium alloy through electric discharge machining. Mater Manuf Process 34:93–102. https://doi.org/10.1080/10426914.2018.1532092
Noor MM, Kadirgama K (2010) Artificial intelligence techniques for machining performance: a review. Mech Eng 9501:320–325
Damiati L, Eales MG, Nobbs AH, et al (2018) Impact of surface topography and coating on osteogenesis and bacterial attachment on titanium implants. J Tissue Eng 9. https://doi.org/10.1177/2041731418790694
Czelusniak T, Higa CF, Torres RD et al (2019) Materials used for sinking EDM electrodes: a review. J Brazilian Soc Mech Sci Eng 41:1–25. https://doi.org/10.1007/s40430-018-1520-y
Tiwary AP, Pradhan BB, Bhattacharyya B (2019) Influence of various metal powder mixed dielectric on micro-EDM characteristics of Ti-6Al-4V. Mater Manuf Process 34:1103–1119. https://doi.org/10.1080/10426914.2019.1628265
Świercz R, Oniszczuk-świercz D (2019) The effects of reduced graphene oxide flakes in the dielectric on electrical discharge machining. Nanomaterials 9. https://doi.org/10.3390/nano9030335
Al-Amin M, Abdul Rani AM, Abdu Aliyu AA et al (2020) Powder mixed-EDM for potential biomedical applications: a critical review. Mater Manuf Process 00:1789–1811. https://doi.org/10.1080/10426914.2020.1779939
Paswan K, Pramanik A, Chattopadhyaya S (2020) Machining performance of Inconel 718 using graphene nanofluid in EDM. Mater Manuf Process 35:33–42. https://doi.org/10.1080/10426914.2020.1711924
Khan AA, Mohiuddin AKM, Latif MAA (2018) Improvement of MRR and surface roughness during electrical discharge machining (EDM) using aluminum oxide powder mixed dielectric fluid. IOP Conf Ser Mater Sci Eng 290. https://doi.org/10.1088/1757-899X/290/1/012063
Sugunakar A, Kumar A, Markandeya R (2017) Effect of powder mixed dielectric fluid on surface integrity by electrical discharge machining of RENE 80. IOSR J Mech Civ Eng 14:43–50. https://doi.org/10.9790/1684-1403044350
Joshi AY, Joshi AY (2019) A systematic review on powder mixed electrical discharge machining. Heliyon 5:e02963. https://doi.org/10.1016/j.heliyon.2019.e02963
Yunus Khan M, Sudhakar Rao P, Pabla BS (2020) Powder mixed electrical discharge machining (PM-EDM): a methodological review. Mater Today Proc. https://doi.org/10.1016/j.matpr.2020.10.122
Lamichhane Y, Singh G, Bhui AS et al (2019) Surface modification of 316L SS with HAp nano-particles using PMEDM for enhanced biocompatibility. Mater Today Proc 15:336–343. https://doi.org/10.1016/j.matpr.2019.05.014
Tiwari SK, Mishra RK, Ha SK, Huczko A (2018) Evolution of graphene oxide and graphene: from imagination to industrialization. ChemNanoMat 4:598–620. https://doi.org/10.1002/cnma.201800089
Le Tao V (2021) The influence of additive powder on machinability and surface integrity of SKD61 steel by EDM process. Mater Manuf Process 36:1084–1098. https://doi.org/10.1080/10426914.2021.1885710
Majumdar T, Eisenstein N, Frith JE et al (2018) Additive manufacturing of titanium alloys for orthopedic applications: a materials science viewpoint. Adv Eng Mater 20. https://doi.org/10.1002/adem.201800172
Ishfaq K, Asad M, Harris M et al (2022) EDM of Ti-6Al-4V under nano-graphene mixed dielectric: a detailed investigation on axial and radial dimensional overcuts. Nanomaterials 12:432. https://doi.org/10.3390/nano12030432
Konwar S, Dhapola PS, Gupta M et al (2019) High purity graphene oxide using electrochemical synthesis and its application. Macromol Symp 388:1–4. https://doi.org/10.1002/masy.201900038
Jahan MP, Rahman M, Wong YS (2014) Micro-electrical discharge machining (micro-EDM). In: Comprehensive Materials Processing. Elsevier, pp 333–371
Ahmed N, Ishfaq K, Rafaqat M et al (2019) EDM of Ti-6Al-4V: electrode and polarity selection for minimum tool wear rate and overcut. Mater Manuf Process 34:769–778. https://doi.org/10.1080/10426914.2019.1594278
Kumar Sahu A, Chatterjee S, Kumar Nayak P, Mahapatra SS (2018) Study on effect of tool electrodes on surface finish during electrical discharge machining of Nitinol. IOP Conf Ser Mater Sci Eng 338. https://doi.org/10.1088/1757-899X/338/1/012033
Ramamurthy A, Sivaramakrishnan R, Muthuramalingam T, Venugopal S (2015) Performance analysis of wire electrodes on machining Ti-6Al-4V alloy using electrical discharge machining process. Mach Sci Technol 19:577–592. https://doi.org/10.1080/10910344.2015.1085314
Kalaman S, Yaşar H, Ekmekci N, et al (2018) Powder mixed electrical discharge machining and biocompatibility : a state of the art review. In: The 18th International Conference on Machine Design and Production. METU- Ankara, Turkey, pp 803–830
Muttamara A, Kanchanomai C (2016) Effect of carbon in the dielectric fluid and workpieces on the characteristics of recast layers machined by electrical discharge machining. Metall Mater Trans A 47:3248–3255. https://doi.org/10.1007/s11661-016-3452-4
Sultan T, Kumar A, Gupta RD (2014) Material removal rate, electrode wear rate, and surface roughness evaluation in die sinking EDM with hollow tool through response surface methodology. Int J Manuf Eng 2014:1–16. https://doi.org/10.1155/2014/259129
Acknowledgements
The authors are thankful to King Saud University for funding this work through Researchers Supporting Project number (RSP-2021/256), King Saud University, Riyadh, Saudi Arabia.
Funding
This research was funded by King Saud University through Researchers Supporting Project number (RSP-2021/256), King Saud University, Riyadh, Saudi Arabia.
Author information
Authors and Affiliations
Contributions
All the authors have contributed equally to the research paper.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
All participants consent to participate in this research.
Consent for publication
All authors have consented the submission of this article to the journal.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ishfaq, K., Maqsood, M.A., Anwar, S. et al. EDM of Ti6Al4V under nano-graphene mixed dielectric: a detailed roughness analysis. Int J Adv Manuf Technol 120, 7375–7388 (2022). https://doi.org/10.1007/s00170-022-09207-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09207-y