
Abstract
Grinding tools can be manufactured from metal, vitrified, and resin bond materials. In combination with superabrasives like diamond grains, metal-bonded tools are used in a wide range of applications. The main advantages of metal over vitrified and resin bonds are high grain retention forces and high thermal conductivity. This paper investigates the influence of the atmosphere and manufacturing parameters such as sintering temperature on the properties of titanium-bonded grinding layers. Titanium is an active bond material, which can increase the retention of diamond grains in metal-bonded grinding layers. This can lead to higher bond stress and, consequently, decreased wear of grinding tools in use when compared to other commonly used bond materials like bronze. The reason for this is the adhesive bond between titanium and diamond due to the formation of carbides in the interface, whereas bronze can only form a mechanical cohesion with diamond grains. However, when using oxygen-affine metals such as titanium, oxidizing effects could limit the strength of the bond due to insufficient adhesion between Ti-powder particles and the prevention of carbide formation. The purpose of this paper is to show the influence of the sintering atmosphere and temperature on the properties of titanium-bonded diamond grinding layers using the mechanical and thermal characterization of specimens. A higher vacuum (Δpatm = − 75 mbar) reduces the oxidation of titanium particles during sintering, which leads to higher critical bond stress (+ 38% @ Ts = 900 °C) and higher thermal conductivity (+ 3.4% @Ts = 1000 °C, Ta = 25 °C). X-ray diffraction measurements could show the formation of carbides in the cross-section of specimens, which also has a positive effect on the critical bond stress due to an adhesive bond between titanium and diamond.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Metal-bonded grinding layers are very dense. Therefore, they have low porosity compared to most vitrified bonding systems. The low porosity can be attributed to the hot pressing process that is commonly used in manufacturing metal-bonded grinding tools [1, 2]. In this process, the sintering powder (bond, grain) is compressed by dies, which leads to a compacting of the powder particles inside a mold [3]. In general, metal bonds show better grain retention and higher thermal conductivity than vitrified and resin bond types. Especially when using superabrasives like diamond or cubic boron nitride, metal bonds are of particular importance. Due to the high wear resistance of superabrasives, the grains must have a higher resistance against break-out, which can be achieved through metallic bond materials [1]. Metallic bonds mainly consist of copper-tin and cobalt bronzes [4]. The main mechanism of how these inert grains are retained in the grinding layer is a mechanical enclosure of the grain by positive locking with the bond. A linear correlation between grain concentration and bond stress can be observed [5].
When using carbide-forming metals like titanium [6] as a bond material, an increase of bond strength and grain retention forces can be expected. This is due to the chemical reaction between titanium (bond) and carbon (diamond grain), which could lead to adhesion in the interface between bond and grain and therefore improve the strength of the bond [7]. In the investigations described in this article, only the interstitial titanium carbide (TiC) is expected to form since titanium will be the only bond material and diamond the only grain material examined. The main properties of interstitial carbides are high hardness, high melting points, and refractoriness [8].
The sintering process of single-phase powders usually takes place at temperatures between 2/3 and 4/5 of the melting point of the bond material [3]. When using titanium as the bond material, which melts at 1668 °C (1941 K), the recommended sintering temperatures start at 1100 °C (1373 K). These elevated temperatures can cause a transition of the metastable diamond into the thermodynamically stable carbon modification of graphite (graphitization). The graphitization starts at approximately 700 °C (973 K) and occurs on the surface of the diamond particles [9]. While the formation of carbides could potentially increase the bond strength at the interface of titanium and diamond, graphitization has a weakening effect on the bond strength since it causes the grain to fracture at smaller mechanical loads.
The sintering atmosphere and the associated oxidation effects that occur at high temperatures during sintering are other crucial factors that significantly influence the grinding layer properties, such as bond stress or thermal conductivity. Due to the high oxygen affinity of titanium, titanium powder particles are oxidized easily, especially at elevated temperatures. This hinders the adhesion of particles and therefore weakens the overall strength of the bond. This effect amplifies with increasing temperatures, as shown by Tavgen et al. [10]. Another aspect of oxidized titanium particles is the negative effect on the chemical reaction between titanium and carbon since the stable oxide layer around the particles impedes the formation of titanium carbides. Consequently, the grain can only be bonded cohesively, and thus a further increase of the bond strength is prevented. By reducing the partial pressure of oxygen in the process atmosphere, the oxidation of titanium powder particles is decreased, which is expected to lead to better grinding layer properties. This could already be observed in preliminary tests, in which samples manufactured in an ambient atmosphere and an atmosphere with a low partial pressure of oxygen were compared using mechanical characterization and visual analysis of microscope images. Specimens sintered under low oxygen partial pressure show higher critical bond stress and fewer oxidation products in cross-sections [11].
Previous investigations regarding the sintering process of abrasive layers did not consider the oxygen content in the process but only the influence of the sintering temperature. A constant low vacuum (~ 50 mbar) was used in these sintering processes, and the bond consisted of copper-tin bronzes [7, 12, 13]. In addition, the use of pure titanium as a bonding material is a new approach. Due to its high chemical affinity for oxygen, titanium is well suited to show a significant effect of varying oxygen contents on the sintering result. As mentioned before, lower oxygen content in the sintering atmosphere is expected to improve the abrasive layer properties.
The use of titanium as the bond material is promising since the grain retention and mechanical resilience is expected to be particularly strong compared to typical bronze bonds. In the current study, the influence of the sintering atmosphere and temperature on the grinding layer properties of a novel titanium-diamond-bonded system using mechanical, crystallographic, thermal, and scanning electron methods will be examined.
2 Experimental procedure and methodology
2.1 Sintering process
All sintering experiments were carried out on a Dr. Fritsch DSP 510 sintering press, using FAST (Field Assisting Sintering Technology). For the performed investigations, several grinding layer samples were manufactured in graphite molds and graphite dies. The samples were cylindrical with a diameter of 22 mm and a target height of 5 mm, which depended on the amount of used powder material and the compression ratio. Any deviations from the target height resulted in sample porosity caused by insufficient compacting. This sample geometry is ideal for the mechanical characterization of abrasive layers, and the resulting properties are comparable to the properties of abrasive layers of entire grinding wheels. To ensure statistical reliability in the mechanical characterization of the samples, a total of seven specimens are manufactured within a mold in a single sintering process. The sintering press monitors critical process parameters such as temperature Ts and hydraulic pressure phyd, which enables the assessment of the process afterwards. The sintering experiments were performed in two different low vacuum atmospheres patm (~ 50 mbar; ~ 125 mbar) to investigate the influence of oxygen on the grinding layer properties and three different sintering temperatures Ts (900; 1000; 1100 °C). For this purpose, Ti-powder from Dr. Fritsch GmbH & Co.KG (ER1 13 00) and blocky diamond D251 grains from L.M. Van Moppes & Sons SA (FMD60) were used. The following set of parameters was chosen for the investigations on samples with and without diamond grain.
The powders were weighed into separate HDPE containers and mixed using a WAB Turbula 3D shaker mixer. For the investigations, pure titanium samples and titanium-diamond composite samples (75 vol.-% Ti; 25 vol.-% diamond) were manufactured. These were used to evaluate the cohesion between the Ti-powder particles as well as the cohesion between the Ti-powder particles and the diamond grains separately. The parameter sets 1–6 were used to sinter specimens with 25 vol.-% diamond grain and specimens with pure titanium bond. This resulted in a total of 12 experiments and 84 manufactured grinding layer samples (Table 1).
2.2 Analytical methods
By performing a three-point-flexural test, the grinding layer specimens can be mechanically characterized. The maximum force Fz occurred right before the specimen fractures and was measured using a Kistler 9255C dynamometer. This enables to determine the critical bond stress σc by taking the diameter d, height h, and support length l of the specimens into account (Fig. 1). The calculation assumes an area moment of inertia of Iy = (d + h3)/12. The critical bond stress is a characteristic value that can be used to compare specimens that are sintered under different conditions and describes the ability of grinding layers to withstand mechanical loads. However, the residual pore volume content Φ does have a weakening effect on the grinding layer due to an interruption of the bond. Hence, an adjusted critical bond stress σ* is used, which describes the bond stress regardless of the porosity [5]. The porosity is calculated as the quotient of the actual sample density ρ and the theoretical material density ρth.

Characterization of grinding layer specimens
X-ray diffraction (XRD) was used to investigate the phases in the cross-sections of the specimens generated by the three-point-flexural test. This allows the analysis of the reaction between the bond material (titanium) and the diamond grain (carbon), in which the formation of carbides is expected. By analyzing the cross-section, an influence from the chemical reaction between bond material and the graphite mold (carbon) can be avoided. The measurements were conducted with a Seifert XRD 3003 TT diffractometer with a cobalt target. All measurements were performed with identical measurement settings and conditions. The measured diffraction patterns were evaluated using the PowderCell 2.4 software [14].
For the determination of the thermal diffusivity, a xenon-flash measuring instrument from NETZSCH-Gerätebau GmbH with the designation LFA 447 was used. The xenon-flash conducts energy into the sample, and an indium antimonide infrared detector cooled with liquid nitrogen records the thermal radiation of the sample over time. The thermal diffusivity of the sample can then be calculated from the temporary signal rise in the detector’s infrared sensor using Cowan’s pulse correction and the sample dimensions [15]. The accuracy of this method, as stated by the manufacturer, is ± 3% with reproducibility of ± 2%. The thermal conductivity can then be calculated by multiplying the thermal diffusivity, the density, and the specific heat capacity of the material [16]. Thus, the influence of the sintering parameters and atmosphere on the thermal properties of the specimens can be evaluated to gain a deeper understanding of the interface between titanium and diamond.
Scanning electron microscopy (SEM) using a Carl Zeiss EVO 60 XVP was employed to record images of the cross-sections to gain information about the topography of the sintered specimens. These images were used to analyze the fracture behavior of the grains as an indication for either carbide formation (higher grain retention) or oxidized titanium bond (lower grain retention) that could prevent the formation of carbides in the interface between bond and grain.
Another SEM application is the energy-dispersive X-ray spectroscopy (EDS), which can provide data on the elemental composition of the specimen and thus detect oxidation effects during sintering. By combining SEM and EDS, elemental distributions can be visualized through EDS mapping. The EDS measurements were conducted with an EDAX Octane Elite detector.
3 Results and discussion
3.1 Interface between bond and grain
Common grinding layer bond materials like copper-tin bronze are holding the abrasive grains mainly by positive locking. By adding carbide-forming elements or using these elements solely as bond material, the formation of carbides is possible. This can lead to adhesion between bond and grain and increase the grinding layer strength. The formation of titanium carbide (TiC) can be expected when using titanium and elements that contain carbon (e.g., diamond grain). However, in comparison to sintering temperatures at which bronze layers are manufactured, the formation of carbides usually requires higher temperatures in the process. In addition, the high melting point of titanium (1668 °C) also requires higher sintering temperatures, according to literature [3]. This can lead to thermal damages to the diamond grain due to surficial graphitization that can occur from 700 °C. Nevertheless, temperatures between 900 and 1100 °C have intentionally been chosen, thus enabling the investigation of the formation of TiC.
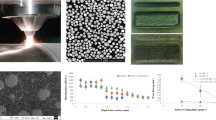
Comparing the XRD measurement results of samples with 0 vol.-% grain and 25 vol.-% grain (Ts = 1100 °C), the reflections corresponding to Ti (bond) can be found in either measurement (Fig. 2). Reflections corresponding to C (diamond) can only be detected in samples containing 25 vol.-% diamond grain. However, the reflections of C are very small despite a significant amount of diamond grain in the sample, as shown in the SEM micrograph (Fig. 2, bottom left). This is due to the small sensor area (1–2 mm) and the low amount of large monocrystalline diamonds within this area. Along with the blocky shape of the grains, this results in a low number of crystal orientations, which leads to a low detection probability of diamond. Furthermore, significant reflections corresponding to TiC can also be detected in samples with diamond grain. The occurrence of TiC is due to the presence of diamond within the bond, which acts as a source of carbon. This enables the chemical reaction between titanium and carbon and thus the formation of TiC in the interface. The presence of TiC suggests that an adhesive bond between bond and grain has formed, which potentially increases the bond strength. Another aspect that should be considered is the potential formation of graphite due to the transformation of the crystal structure of diamond at elevated temperatures (> 700 °C). Graphitization effects, however, could not be observed in the XRD results. One reason is the short holding time (300 s) at these temperatures in which graphite might not form in the first place or only in small, undetectable quantities. Another reason for this result could be that graphite forms and then reacts with titanium, leading to the formation of TiC. This would eliminate most of the graphite content and leave TiC on the surface of diamonds. These surfaces can be visualized by SEM micrographs (Fig. 3) of specimen cross-sections taken with a backscattered electron detector (BSE). The bond material (light areas) and diamond (dark areas) can easily be differentiated, which enables the evaluation of grain conditions. Titanium-bonded grains show a light shade of gray, which indicates the deposition of TiC and residual amounts of graphite on the surface. However, sharp edges can be detected in every micrograph and thus leading to the conclusion that even at high temperatures (1100 °C) grain damage through graphitization is relatively small.

XRD analysis of grinding layer cross-sections

SEM micrographs of specimen cross-sections with titanium bond
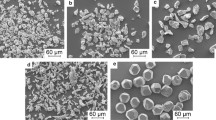
This can be confirmed by SEM micrographs of Ti-diamond specimen cross-sections that were sintered at different temperatures and under different atmospheres (Fig. 4). The micrographs also show that the grains still have their original shape and did not fracture during the three-point-flexural test. This also supports the observation of relatively small thermal grain damage because graphitization of diamond leads to a weakening of the grain, which can cause the grain to fracture more easily. Another possible reason for the unfractured grains is that the adhesion between bond and grain through TiC formation is too weak and, therefore, the grain retention force is not high enough so grains will just get pulled out of the bond instead of fracturing. According to the observations of the specimen cross-sections, the diamond grain and bond conditions are similar for all sintering atmospheres and temperatures. To further investigate the influence of the sintering conditions on the chemical composition of the specimens, the results of an EDS analysis are described in the following.

SEM micrographs of Ti-diamond specimen cross-sections with different sintering conditions
The EDS mapping shows the local element distribution of titanium (bond matrix, yellow), carbon (diamond grain, orange), and oxygen (blue) on the cross-section surface of Ti-diamond specimens (Fig. 5). The gray shades represent areas of shading that cannot be measured by the X-ray detector. The analysis shows that a small amount of oxygen can be detected on the cross-section surface when sintering at a high temperature of 1100 °C and high oxygen content in the atmosphere patm,2 (Fig. 5b). On specimens with lower sintering temperature (900 °C) and higher vacuum (patm,1), oxygen cannot be detected at all (Fig. 5a). The reason for this is that a more pronounced reaction between titanium and oxygen takes place at higher temperatures and higher amounts of oxygen in the atmosphere. Thus, the sintering conditions influence the abrasive layers, which are quantified in the following mechanical and thermal characterization of the specimens.

EDS analysis of Ti-diamond specimen cross-sections sintered under high (a) and low (b) vacuum
3.2 Mechanical characterization
To mechanically characterize different grinding layer samples that were manufactured under different process conditions, the critical bond stress is compared. Due to very low porosities (≤ 2.5%), the effect of the pore volume content on the bond stress is low. To eliminate this effect, the adjusted bond stress (simply referred to as bond stress in the following) is calculated according to Fig. 1. The main influences on the bond stress were investigated within a set of parameters (Fig. 6). In both cases (0 vol.-% and 25 vol.-% diamond grain), the sintering atmosphere (patm) has the largest influence, leading to a decrease of bond stress at increasing vacuum. This is due to the chemical reaction between titanium and the present oxygen in the ambient atmosphere [10]. The sintering temperature Ts has a less pronounced impact, which changes from a negative to positive influence on the bond stress when comparing the result of the 0 vol. % with the 25 vol.-% diamond grain samples. This is a strong indication of the formation of carbides that usually form at elevated temperatures and enable the strengthening of the grinding layer through adhesion between bond and grain. However, when diamond grain is present, the influence of the atmosphere and the temperature on the bond stress decreases. This indicates that the grain concentration also has a significant impact on the bond stress. These results are shown in the following section in more detail.

Strongest effects on the critical bond stress
In Fig. 7, diagram (a) shows the bond stress of samples with no grain, and diagram (b) shows the bond stress of samples with 25 vol.-% diamond grain. The addition of grain leads to a significant decrease in bond stress (-53% @ Ts = 900 °C) due to the volumetric decrease of the bond material. Since diamond grains are mainly held by positive locking, the overall cohesion of the grinding layer decreases. If no further chemical reactions between grain and bond are present, a linear correlation between bond stress and grain concentration can be observed. Accordingly, the bond stress decreases with increasing grain concentration until the percolation threshold is reached and the grinding layer fails [7]. Furthermore, the bond stress is mainly influenced by the vacuum level during the sintering process. A higher vacuum (patm,1) enables a much higher bond stress (+ 38% @ Ts = 900 °C; no grain) compared to atmosphere patm,2. The main reason for this is a chemical reaction of the oxygen-affine titanium with elements in the ambient atmosphere that mainly causes the formation of oxides on the surface of Ti-powder particles. This, in turn, interferes with the bonding process between particles, which leads to lower bond strength. Another effect that can be observed is the decreasing bond stress at increasing sintering temperatures, which applies to both atmospheres (Fig. 7a). Normally, the opposite correlation can be expected because higher temperatures favor the adhesion between particles of the same material and, therefore, have a positive influence on the mechanical properties. The present result, however, shows that the highest bond stress can be achieved between 800 and 900 °C. This indicates that the phase transformation of pure titanium, which occurs at 882 °C, influences the strength of the grinding layer [17]. During the transformation, the “hexagonal close-packed” (hcp) α-phase transforms into the “body centered cubic” (bcc) β-phase. Although the β-phase does not remain in the material after cooling entirely [18], the bilateral phase transformation and thus β-phase residues seem to have a significant influence on the bond stress. While the bond stress of the investigated composition generally decreases with increasing sintering temperatures (900–1100 °C) and no grain present, the opposite effect can be observed in the same temperature range when using diamond as abrasive material (Fig. 7b). This effect is due to a distinct formation of TiC because carbide formation is favored by higher temperatures, thus explaining the higher bond stress at higher sintering temperatures. The underlying mechanism is the adhesion between bond and grain through the mutual TiC phase. The same principle applies to oxygen, which reacts more intensely with titanium when temperatures increase. Accordingly, this is the main reason for the smaller gradient of bond stress at patm,2 compared to patm,1 at elevated temperatures (Fig. 7b). Due to higher oxygen contents at patm,2, Ti-powder particles are more likely to oxidize, which possibly impedes the formation of TiC as well as the adhesion of bond and grain.

Adjusted bond stress of grinding layer samples with (b) and without (a) diamond grain
Compared to previous approaches, in which copper-tin bronzes were used as bond material for abrasive layers, titanium leads to significantly higher critical bond stresses [7]. This is due to very strong adhesion between the pure titanium particles that form during sintering and the general ductile material behavior of titanium at room temperature. However, when comparing the critical bond stresses of specimens with and without abrasive grain, a similarity between titanium and bronze can be seen. In both cases, the abrasive grain has a decreasing effect on the bond stress, which is due to the volumetric decrease of the bond material [5]. However, further comparisons between the different bonding systems titanium and bronze are not suitable since both systems are sintered in entirely different temperature ranges.
In contrast to the observation of the specimen cross-sections, the mechanical characterization of titanium specimens shows that the process parameters have a pronounced influence on the bond stress. For TiC, it can be stated that the temperature and the atmosphere have a significant influence on the TiC formation and thus the mechanical behavior of the abrasive layer. The mechanical characterization enables an indication of the intensity of TiC formation, which increases with increasing sintering temperature leading to a stronger adhesion between Ti-bond and diamond grain (Fig. 7b). The same applies to the sintering atmosphere, which also has a significant influence on the critical bond stress. A higher vacuum leads to an increased bond stress. This means that the EDS measurement can only give a qualitative assessment of the titanium oxidation during sintering, while the mechanical characterization enables a quantitative estimation of the oxidation effect. To further evaluate the influence of the sintering atmosphere and temperature on the properties of the abrasive layer, a thermal analysis is carried out.
3.3 Thermal characterization
To characterize the different grinding layer samples thermally through thermal conductivity λ (Eq. (1)), the thermal diffusivity a, the density ρ, and the specific heat capacity cp need to be determined.
The thermal diffusivity was determined by an LFA at different ambient temperatures Ta between 25 and 300 °C. Within this range, the grinding layer density is assumed to be constant and was measured using a density scale based on Archimedes’ principle. For the specific heat capacity, a model has been applied that describes the specific heat capacity of pure titanium depending on the ambient temperature according to Maglić and Pavičić (Eq. (2)) [19].
The influence of different ambient temperatures on thermal conductivity is presented in Fig. 8. In the left diagram (a), the thermal conductivity depending on different sintering temperatures in the atmosphere patm,1 is shown, whereas the right diagram (b) compares the two atmospheres at a sintering temperature of 1000 °C. The correlation between the conductivity and the ambient temperature can be described by an exponential decay that reaches a stationary value at about 200 °C. Higher thermal conductivities can be achieved when sintering at 900 °C, while 1000 °C and 1100 °C do not show a significant difference (Fig. 8a). This observation correlates with the results of the mechanical characterization, in which lower sintering temperatures also have a positive effect on the grinding layer properties. This thermomechanical material behavior must be due to differing powder particle adhesion of titanium, below and above the phase transformation temperature of 882 °C [20]. A possible influence of the residual pore volume content can be excluded because there are only small differences between the measured densities and no correlation to the thermal conductivity. The influence of the sintering atmosphere is evident from diagram (b), which shows a significant impact of the atmosphere on the thermal conductivity in the temperature range between 25 and 150 °C. At room temperature for example, the conductivity increases from λ = 18.2 W/(m·K) at patm,2 to λ = 18.8 W/(m·K) at patm,1 (+ 3.4% @Ta = 25 °C, Ts = 1000 °C). This trend continues until an ambient temperature of Ta = 150 °C is reached. At this point, the thermal conductivity increases from λ = 16.9 W/(m·K) to λ = 17.3 W/(m·K) (+ 1.8% @Ta = 150 °C, Ts = 1000 °C). Since no abrasive grain is involved, the main reason for this result must be the adhesion between titanium particles, which is mainly influenced by the oxygen content within the sintering atmosphere. A lower vacuum means that more oxygen is involved, and thus, more oxidation of the powder particles takes place (λTiO2 = 2.5 – 5 W/(m·K)), leading to weaker bonds and lower thermal conductivity. The residual pore volume content cannot be the reason for the difference in thermal conductivity at different atmospheres. This is due to a lower pore volume content of specimens that were sintered at patm,2 (Φ = 2.6%) compared to patm,1 (Φ = 5.7%). A lower pore volume content would usually cause an increase in thermal conductivity because less air is present in the specimens, and air has a significantly lower thermal conductivity than pure titanium (λair = 0.0262 W/(m*K); λTi = 22 W/(m*K)).

Thermal conductivity of grinding layer samples without abrasive grain (a, b)
4 Conclusion and outlook
Based on the present research, in which the oxygen-affine bonding system titanium-diamond has been investigated, the following conclusions can be drawn:
-
TiC is forming under the investigated process conditions and parameters, which was observed in an XRD analysis, SEM micrographs, and the thermomechanical properties of the specimens, thus leading to an adhesive bond between titanium and diamond in the interface.
-
Sintering temperatures up to 1100 °C are not causing any significant damage to the abrasive diamond grain.
-
The sintering atmosphere has the most significant influence on the mechanical and thermal properties of the abrasive layer. A lower oxygen content enables higher bond stress and higher thermal conductivity.
-
The sintering temperature has a significant influence on the abrasive layer properties. Increasing temperatures lead to lower bond stress and thermal conductivity without grain and higher bond stress with 25 vol.-% grain.
The results show that the present oxygen content within the sintering process has a significant influence on the properties of the titanium-bonded abrasive layers. For this reason, when sintering materials with a high affinity for oxygen, the best possible vacuum should be used to avoid oxidation effects as much as possible. This enables higher critical bond stress and higher thermal conductivity of the titanium-diamond abrasive layer.
Higher bond stresses of the titanium bond compared to conventional metal bonding systems such as copper-tin bonds can result in better macroscopic wear resistance (e.g., edge wear). Furthermore, the formation of TiC increases the retention of diamond grains, which can extend the period before the abrasive grains break out of the bond, thus also improving tool life. Future experiments will investigate the behavior of entire titanium-diamond-bonded grinding tools during grinding processes.
Availability of data and material
Available on request.
References
Klocke F (2009) Manufacturing processes 2. Springer, Berlin Heidelberg, Berlin, Heidelberg
Linke B (2016) Life cycle and sustainability of abrasive tools. Springer International Publishing, Cham
Schatt W (2007) Pulvermetallurgie: Technologien und Werkstoffe, 2nd edn. Springer Verlag, Berlin / Heidelberg, VDI-Buch
Linke B (2016) Manufacturing and sustainability of bonding systems for grinding tools. Prod Eng Res Devel 10:265–276. https://doi.org/10.1007/s11740-016-0668-5
Denkena B, Grove T, Göttsching T et al (2017) Methods of analysis for a deeper understanding of the grinding process. In: Suzuki, Okuda et al. (Hg). Advances in Abrasive Technology XX:945–951
Artini C, Muolo ML, Passerone A (2012) Diamond–metal interfaces in cutting tools: a review. J Mater Sci 47:3252–3264. https://doi.org/10.1007/s10853-011-6164-6
Denkena B, Grove T, Kempf F et al (2019) Model-based manufacturing and application of metal-bonded grinding wheels. CIRP Ann 68:321–324. https://doi.org/10.1016/j.cirp.2019.04.088
Wiberg E, Holleman AF, Wiberg N et al (2001) Inorganic chemistry. 1st edn. California Academic Press, San Diego, California
Shao WZ, Ivanov VV, Zhen L et al (2004) A study on graphitization of diamond in copper–diamond composite materials. Mater Lett 58:146–149. https://doi.org/10.1016/S0167-577X(03)00433-6
Tavgen’ VV, Shinkareva EV, Karpinchik EV, et al (1992) Oxidation of titanium powder with heating in an air atmosphere. Powder Metall Met Ceram 31:193–196. https://doi.org/10.1007/BF01159005
Denkena B, Krödel A, Hansen N (2020) Oxygen-free production: new manufacturing approach in grinding. Journal of High Precision Tooling 4:34–38
Denkena B, Grove T, Bremer I et al (2016) Design of bronze-bonded grinding wheel properties. CIRP Ann 65:333–336. https://doi.org/10.1016/j.cirp.2016.04.096
Denkena B, Krödel A, Lang R (2021) Fabrication and use of Cu-Cr-diamond composites for the application in deep feed grinding of tungsten carbide. Diamond Relat Mater 120:1–6. https://doi.org/10.1016/j.diamond.2021.108668
Kraus W, Nolze G (1996) POWDER CELL – a program for the representation and manipulation of crystal structures and calculation of the resulting X-ray powder patterns. J Appl Crystallogr 29:301–303. https://doi.org/10.1107/S0021889895014920
Cowan RD (1963) Pulse method of measuring thermal diffusivity at high temperatures. J Appl Phys 34:926–927. https://doi.org/10.1063/1.1729564
Taylor RE, Morreale J (1964) Thermal conductivity of titanium carbide, zirconium carbide, and titanium nitride at high temperatures. J Am Ceram Soc 47:69–73. https://doi.org/10.1111/j.1151-2916.1964.tb15657.x
Behrens BA, Gastan E, Vahed N (2010) Application of tool vibration in die pressing of Ti-powder. Production Engineering - Research and Development 4:545–551. https://doi.org/10.1007/s11740-010-0239-0
Seward G, Celotto S, Prior DJ et al (2004) In situ SEM-EBSD observations of the hcp to bcc phase transformation in commercially pure titanium. Acta Mater 52:821–832. https://doi.org/10.1016/j.actamat.2003.10.049
Maglić KD, Pavičić DZ (2001) Thermal and electrical properties of titanium between 300 and 1900 K. Int J Thermophys 22:1833–1841. https://doi.org/10.1023/A:1013151303111
Panigrahi BB, Godkhindi MM, Das K et al (2005) Sintering kinetics of micrometric titanium powder. Mater Sci Eng, A 396:255–262. https://doi.org/10.1016/j.msea.2005.01.016
Funding
Open Access funding enabled and organized by Projekt DEAL. Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) – Project-ID 394563137 – SFB 1368 (TP-C04/TP-A01).
Author information
Authors and Affiliations
Contributions
No declaration.
Corresponding author
Ethics declarations
Ethics approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Conflict of interest
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Denkena, B., Bergmann, B., Fromm, A. et al. Influence of the atmosphere and temperature on the properties of the oxygen-affine bonding system titanium-diamond during sintering. Int J Adv Manuf Technol 120, 7187–7196 (2022). https://doi.org/10.1007/s00170-022-09171-7
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-022-09171-7