
Abstract
High Speed Sintering (HSS) is a novel polymer additive manufacturing process which utilises inkjet printing of an infrared-absorbing pigment onto a heated polymer powder bed to create 2D cross-sections which can be selectively sintered using an infrared lamp. Understanding and improving the accuracy and repeatability of part manufacture by HSS are important, ongoing areas of research. In particular, the role of the ink is poorly understood; the inks typically used in HSS have not been optimised for it, and it is unknown whether they perform in a consistent manner in the process. Notably, the ambient temperature inside a HSS machine increases as a side effect of the sintering process, and the unintentional heating to which the ink is exposed is expected to cause changes in its fluid properties. However, neither the extent of ink heating during the HSS process nor the subsequent changes in its fluid properties have ever been investigated. Such investigation is important, since significant changes in ink properties at different temperatures would be expected to lead to inconsistent printing and subsequently variations in part accuracy and even the degree of sintering during a single build. For the first time, we have quantified the ink temperature rise caused by unintentional, ambient heating during the HSS process, and subsequently measured several of the ink’s fluid properties across the ink temperature range which is expected to be encountered in normal machine operation (25 to 45 ∘C). We observed only small changes in the ink’s density and surface tension due to this heating, but a significant drop (36%) in its viscosity was seen. By inspection of the ink’s Z number throughout printing, it is concluded that these changes would not be expected to change the manner in which droplets are delivered to the powder bed surface. In contrast, the viscosity decrease during printing is such that it is expected that the printed droplet sizes do change in a single build, which may indeed be a cause for concern with regard to the accuracy and repeatability of the inkjet printing used in HSS, and subsequently to the properties of the polymer parts obtained from the process.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
High Speed Sintering (HSS) is a polymer additive manufacturing (AM) process which aims to increase production rates and reduce machine costs relative to better-established polymer AM technologies, such as laser sintering [13]. In HSS, parts are built up by sequential deposition of a polymer powder layer, inkjet printing of a liquid ink containing an infrared-radiation-absorbing material (RAM) onto the powder bed in a desired cross-section, followed by passage of an infrared (IR) heating lamp over the powder bed to selectively sinter the printed shape (i.e. where the RAM has been deposited). Parts are obtained after multiple repetitions of this cycle.
The ink used in HSS is generally a suspension of carbon black particles (the RAM) in a mixture of petroleum distillates [5]. The ink is continually circulated through the printheads in the build chamber, with droplets being delivered to the powder bed surface when needed using a drop-on-demand piezoelectric system. While some effort has been made to expand the suite of polymer materials which can be used in HSS [2, 3] little attention has been paid to the inks and their properties. Indeed, the inks usually used in HSS have not been optimised for the process, but rather chosen as suitable candidates from a range of existing inks available for different applications (e.g. barcode marking) [5]. This means that it has never been established whether the properties of the inks change during the HSS process. Perhaps most obviously neglected is the effect of unintentional, ambient heating of the inks on their properties.
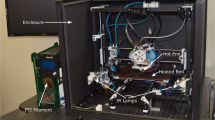
It is typical in a HSS build for the powder bed to be heated before and during sintering. This is achieved by a combination of resistance heaters below the bed, static ceramic lamps above the bed, and repeated strokes of the IR heating lamp over the bed before printing starts. The goal is to keep the polymer powder at a temperature between its recrystallisation and melt temperatures, so that only a relatively small input of energy is required from the heating lamp for sintering to occur, and so that already-sintered polymer does not begin to recrystallise during the remainder of the build [3]. This helps to prevent unnecessary sintering of the polymer away from the printed cross-section, and warpage of the polymer due to crystallisation-induced shrinking. For the example of Nylon-12, the most commonly used polymer in HSS, the powder bed needs to be kept at a temperature between 150 and 180 ∘C throughout the build [3]. This heating, as well as heat applied during sintering, causes a rise in the ambient temperature of the whole machine, including in the inkjet printheads and associated ducting. Before this work, this temperature rise has never been discussed or quantified.
Such a change in the temperature of the ink would be expected to cause various changes in its fluid properties; it is well known that temperature governs a fluid’s viscosity (η) [11], surface tension (γ) [8], and density (ρ) [14]. These properties in particular are often used to predict and explain droplet formation in inkjet systems. More specifically, provided that the printhead nozzle diameter (α) is also known, they can be used to calculate the dimensionless Ohnesorge (Oh) number for the fluid, and in turn the reciprocal Ohnesorge number, Z (Eq. 1) [1]. This Z number can be used to predict the behaviour of inkjet-printed droplets: a common criterion for stable, single droplet formation is 1 < Z < 10 [1], although recent studies have concluded that this range may be as wide as 2 < Z < 20 [7]. If Z is below this range, then the fluid is predicted not to be printable, with too much of the energy imparted to the fluid by the piezoelectric transducer being dissipated by viscous damping [1]. If Z is above the printable range, then the energy imparted by the transducer will lead to ejection of multiple droplets, which can reduce the precision of the printing [1]. In HSS specifically, this could lead to inconsistent deposition of RAM, or deposition away from the intended cross-section, both of which might affect the properties of the final parts. Relying solely on Z number to predict ‘printability’ is an oversimplification, since droplet formation also depends on the voltage and exact waveform applied to the piezoelectric transducer [10, 12], as well as the wetting behaviour of the ink on the nozzle wall [6]. Nonetheless, a significant change in Z number can be an indication of changing print quality.
The fluid properties of the ink used in HSS have not been reported in literature. Similarly, the changes in these properties over the temperature ranges encountered during the HSS process have not been studied. If these properties were found to change significantly across these temperatures, it could be inferred that print quality and therefore part quality might vary over the course of a single build. For example, splashing of the ink away from the intended print area could affect the dimensional accuracy of the parts being printed, and changes in the distribution of RAM across the part surface could influence the eventual degree of sintering achieved and subsequently cause variations in part mechanical properties [4].
The aim of this study was therefore to assess the extent to which the ink used in a HSS system heats up during a build, and to quantify the ink’s fluid properties across this temperature range. From this information, the goal was to calculate Z number as a function of print time, in order to predict whether any significant changes in part quality might be expected to occur due to changes in the properties of the ink.
2 Materials and methods
2.1 Materials
The ink used in the HSS process was JetStream PCO7774, which was obtained from SunChemical.
2.2 Methods
2.2.1 HSS build and printing parameters
The ink temperature was measured during a build of Nylon-12 parts on a voxeljet ‘alpha’ VX200 High Speed Sintering system. The powder bed was preheated to 160 ∘C, and maintained at this temperature throughout the build. The ink supply system was a Xaar Hydra, with an ink temperature of 25 ∘C set in the Hydra software console. Ink was printed onto the powder bed using a system of three Xaar 1001 G6 printheads.
2.2.2 Ink temperature measurements during a HSS build
The temperature of the ink return feed was measured either using the Hydra software console, or by means of a K-type thermocouple (RS Components; tolerance = 1.5 ∘C in the relevant temperature range) adhered to the corresponding return pipe with high-temperature sticky tape. In order to validate the reading from the thermocouple adhered to the pipe, an identical thermocouple was suspended in air a short distance away from the machine, and the readings from this thermocouple were compared to the temperature displayed by a generic digital thermometer in the same vicinity. Data from both thermocouples were recorded using a PicoTech TC-08 USB Thermocouple Data Logger.
2.2.3 Density measurements
Density was measured using a Lauda TD3 Tensiometer with a glass buoyancy probe, which was calibrated using deionised water. The ink temperature was controlled using a Lauda PTT thermostat. The data were fitted via linear regression in OriginPro 2019b.
2.2.4 Surface tension measurements
Surface tension was measured using a Lauda TD3 Tensiometer and a Du Nouy ring. The ink temperature was controlled using a Lauda PTT thermostat. The data were fitted via linear regression in OriginPro 2019b
2.2.5 Viscosity measurements
Viscosity measurements were made using an A&D SV-1A Vibro Viscometer, with the ink temperature being controlled using a Grant TXF200 circulation bath. Before measurement of the ink, the viscometer was calibrated in two-point calibration mode using N2 and N10 viscosity standards provided by Paragon Scientific Ltd. Data points were recorded at 30-s intervals, with the temperature of the ink being periodically changed by changing the set temperature of the water bath until the whole extent of the desired temperature range had been explored.
This viscometer measures ‘static viscosity’ which is defined as the product of dynamic viscosity and density. As such, the values for the ink’s dynamic viscosities were obtained by dividing each measured static viscosity by the density at the corresponding temperature. Because viscosities were not measured at the exact temperatures at which density measurements were taken, the densities used in this calculation were obtained from the straight-line equation fitted to the experimental density data. The uncertainty in dynamic viscosity was propagated from the instrumental uncertainty in static viscosity and the uncertainty in the linear regression of density as a function of temperature. An exponential function was fitted to the dynamic viscosity data using the curve-fitting app in MATLAB R2019a.
3 Results and discussion
3.1 Measurement of ink temperature during a HSS build
The temperature of the ink was monitored during a 6-h HSS build of Nylon-12 parts using the temperature read-outs from the software console controlling the Hydra ink supply system. Specifically, data was taken from the temperature sensor in the ink return feed, i.e. after the ink has passed through the printheads in the warm build chamber. It should be noted that 6 h is an especially long build for this machine, and most other builds are shorter. That is to say, this temperature data should cover the entire temperature range which is likely to be reached by any Nylon-12 build using this machine. Significantly different HSS machines might be expected to reach temperatures above this range; for example, a larger machine might dissipate excess heat to the surroundings less effectively, and subsequently reach higher temperatures. On that basis, it is probably wise to establish ink temperature ranges for each unique machine. Nonetheless, the temperature range found here is certainly applicable to this specific machine, and probably applicable to similar machines elsewhere (provided that ambient temperatures in the vicinity of the machine are not too dissimilar from those reported here).
As can be seen in Fig. 1, during the build, the ink temperature rose from room temperature, 24 ∘C, to a maximum of 45 ∘C, a difference of 21 ∘C. During the time in which sintering was occurring, i.e. ink was actually being printed onto the powder bed, the temperature rose from 33 to 45 ∘C, a difference of 12 ∘C. The temperature appears to plateau at longer times, and the data can be fitted with an exponential curve of the type shown in Eq. 2, where T is temperature, and t is time. Inspection of the residuals for this fit suggest it is reasonable, as the residuals are small, and seem to be randomly distributed around 0. This fit is necessary to allow for the conversion of ink fluid properties measured as functions of temperature to functions of print time, as will be shown later.

The temperature measured by the Hydra return sensor during a 6-h HSS build. The time in which ink was being printed is highlighted with the blue rectangle, and the data in this region was fitted with an exponential function (the red line). The maximum temperature increase was 21 ∘C, with an increase of 12 ∘C being observed during the printing time specifically. The instrumental uncertainty in the sensor reading has been omitted as it is too small to be discernible at this scale (0.01 ∘C)
In order to confirm that these data were accurate, another Nylon-12 build was carried out in which a thermocouple was adhered to the exterior of the return pipe near the sensor manifold, and another was kept suspended in air a short distance away from the machine. The thermocouple reading for ambient, room temperature was consistently the same as a third digital thermometer in the same vicinity, so the thermocouple readings are concluded to be accurate. It can be seen in Fig. 2 that the thermocouple reading on the return pipe was consistently higher than the corresponding sensor reading, with relatively small differences of about 0.5 ∘C at lower temperatures, which increased to differences of up to 6 ∘C at higher temperatures. The exact reason for these discrepancies is unknown, and they make it difficult to draw an accurate conclusion with regard to the ink temperature during the build. However, it can be concluded that the temperature of the ink was at least that measured by the Hydra sensor, and probably higher. This allows the definition of the ink temperature range which is relevant to HSS using this machine, i.e. the range over which the ink’s fluid properties should be measured. More specifically, from Fig. 1, the relevant temperature range can be concluded to be between around 25 ∘C (i.e. room temperature), and around 45 ∘C.

The temperature measured by the Hydra return sensor during a HSS build, the temperature measured by a thermocouple on the return pipe during the same build, and the difference between the two. The thermocouple reading was always higher than the sensor, with the difference being greater at higher temperatures. The error bars for both the thermocouple reading and the temperature difference are the tolerance of the thermocouple. The instrumental uncertainty in the sensor reading has been omitted as it is too small to be discernible at this scale (0.01 ∘C)
3.2 Measurement of ink fluid properties as functions of temperature
Over the established temperature range, the density (ρ) of the ink was measured using a tensiometer and buoyancy probe (Fig. 3). The change in density over the temperature range was small, with a decrease of 0.0169 g cm− 3 (about 2%) being observed. In order to allow calculation of density at any temperature in the range, the data was fitted. The change in a fluid’s density with changing temperature is not expected to be linear [14], but in this temperature range, it can clearly be modelled well with a linear fit. More specifically, the low residuals, random distribution of residuals around 0, and coefficient of determination (R2) close to 1 seen for the fitted line in Fig. 3 suggest that a straight line is a good fit for the density data. This line is described in Eq. 3. Because the change in density over this temperature range is so small, it is unlikely to have a significant influence on the ink’s behaviour during printing.

Ink density measured as a function of temperature. A small decrease in density of 2% was observed over the temperature range. The error bars for temperature and density represent instrumental uncertainties. The red line is the linear fit of the measured data, as described in Eq. 3
Similarly, the surface tension (γ) of the ink was measured over the relevant temperature range using a tensiometer (Fig. 4). The measured decrease in surface tension was small at 1.97 mN m− 1 (7%). As with density, surface tension is not expected to change completely linearly with temperature [8], but inspection of the fit residuals and R2 value in Fig. 4 show that a linear fit is once again adequate for modelling the data in this temperature range. The relative change in surface tension is larger than that in density, but it is still only a small decrease, and therefore is unlikely to cause a significant change in printing over the temperature range. More specifically, as well as only having a small influence on Z number, the small decrease in surface tension means that it is reasonable to conclude that the ink will wet the printhead nozzle walls in a similar manner across the range of temperatures encountered during HSS.

Ink surface tension measured as a function of temperature. A relatively small decrease in surface tension of about 7% is observed over the temperature range. The error bar for temperature is either the instrumental uncertainty (0.1 ∘C), or the range of values observed if the reading fluctuated by more than this during the course of the measurement. The uncertainty in surface tension represents the standard deviation of several measurements. The red line is the linear fit of the measured data, as described by Eq. 4
Finally, the viscosity (η) of the ink was measured at different temperatures (Fig. 5). The clumping of data points arises from the fact that heating was controlled by an external water bath, the temperature of which was periodically increased once the set temperature had been reached (i.e. the sample spent more time at temperatures close to the set water bath temperatures). As noted in Section 2.2.5, the dynamic viscosities are calculated from the ‘static viscosities’ measured by the viscometer by dividing each static viscosity by the density at that temperature. The viscosity of the ink has an exponential relationship with temperature, which arises from Arrhenius-type behaviour [9]. There are many choices of exponential equation of varying complexity for fitting viscosity data [11], but it was found that the data here could be fitted well using the simple relationship shown in Eq. 5. Once again, the goodness-of-fit is evidenced by the distribution of the residuals around 0, as well as the small root-mean-squared-error (RMSE) for the fit, which was 0.02 mPa.s. In comparison to density and surface tension, the relative decrease in viscosity over the temperature range is significant. Specifically, the viscosity decreases from 8.4 to 5.4 mPa s between 25 and 45 ∘C, which is a decrease of 3 mPa s (36%). A large decrease in viscosity such as this may lead to a significant decrease in the viscous damping of the energy imparted by the piezoelectric transducer, which in turn might lead to the ejection of bigger droplets at higher temperatures [10].

The viscosity of the ink measured over the ink temperature range observed in HSS. The viscosity of the ink drops by 36% over this range, which may have implications for the sizes of the printed droplets. The instrumental uncertainty in temperature has been omitted as it is too small to be discernible at this scale (0.01 ∘C). The uncertainty in viscosity is propagated from the instrumental uncertainty in static viscosity and the uncertainty in density. The exponential fit of the viscosity data (red line) is described by Eq. 5
3.3 Prediction of droplet behaviour during HSS
Using Eq. 1, the functions fitted to the ink’s fluid properties, and a nozzle diameter of 25 μm, the Z number of the ink can be plotted as a function of temperature (Fig. 6). It can be seen that the Z number stays well within the range in which stable droplet formation is predicted (i.e. 2 < Z < 20) [7] at the temperatures observed during the HSS build. However, a significant increase of 48% is observed.

The reciprocal Ohnesorge number, Z, calculated for the ink over the temperature range observed in HSS using the equations fitted to the ink’s fluid properties as functions of temperature. It can be seen that Z stays in the range in which stable droplet formation is predicted (i.e. 2 < Z < 20) [7]
Using the fitted equation describing temperature as a function of time, all of the ink’s properties, including the Z number, can be plotted as functions of time. Figure 7 shows these properties as functions of print time, i.e. only taking into account the time when ink was being printed onto the powder bed. Because the temperature change during printing is smaller than that seen over the entire process, the changes in the ink’s density, surface tension, and viscosity are obviously also smaller during printing (these properties saw decreases of 1%, 4%, and 20% during printing, respectively). While Z remains in the ‘printable’ range throughout printing, it does increase by 22%, which is principally driven by the substantial viscosity drop during the print. Therefore, while stable droplet formation is predicted for the duration of print time, it is also clear that changes in the ink’s fluid properties are to the extent that it can be concluded that the ink might be printed in an inconsistent manner throughout the build. Most obviously, the decrease in viscosity might lead to an increase in printed droplet size as less energy is being dissipated in the fluid via viscous damping (assuming that the voltage being applied to the piezoelectric transducer does not change). A change in droplet size during a build could be a potential cause for concern, since it might affect dimensional accuracy. Additionally, variation in droplet sizes would result in different amounts of RAM being delivered to the powder bed at different times during the print, which has previously been shown to affect part properties [4].

A plot of Z and the relative changes in density, surface tension, and viscosity for the ink as functions of print time. Here, print time is the time in the HSS process during which ink is actually being printed onto the powder bed
4 Conclusion
In conclusion, it was found that the ink used in HSS reached temperatures up to at least 45 ∘C (i.e. a maximum increase of 21 ∘C) during a single, 6-h build of Nylon-12 parts. Measuring the fluid properties of the ink over the observed temperature range revealed that this heating led to only small decreases in the ink’s surface tension and density, but led to a significant decrease in its viscosity. Using fitted equations describing the ink’s fluid properties as functions of temperature, the reciprocal Ohnesorge number, or Z number, of the ink was calculated as a function of temperature throughout the build, and it was shown to remain in the range over which stable droplet formation would be predicted. However, the change in ink viscosity over the print time was such that it cannot be concluded that ink jetting is consistent for the duration of a HSS build. More specifically, the decrease in viscosity might be an indication that different droplet sizes are being delivered to the powder bed at different times during printing. This could feasibly affect part accuracy; larger parts than intended will be printed if the ink droplets are larger than expected, and different layers of the HSS build might be printed with different dimensions if the ink droplet sizes vary significantly between each printed layer. Changes in droplet size during a build could even affect the degree of sintering achieved, since varying amounts of RAM would be being delivered to the powder bed at different times. It has already been shown that changing the amount of RAM delivered to the powder surface has a significant affect on the properties of Nylon-12 parts made by HSS, including mechanical properties such as Young’s modulus and tensile strength [4]. Because of this, it is concluded that the viscosity decrease caused by ink heating may indeed be a cause for concern during the HSS process since it has potential to reduce the repeatability of both the dimensional accuracy and mechanical properties of parts obtained using the process.
To continue to establish the extent to which ink heating might have an effect on actual part properties, several avenues of investigation may be of interest. For example, recording images of droplets of the ink as they are ejected from the printhead at different temperatures would allow confirmation that stable droplet formation occurs, as well as quantification of any changes in droplet size. However, it may be difficult to either film the droplets being ejected from the Xaar printheads, or to jet the ink on a different inkjet printing system. In the latter case, this is because it is difficult to replicate the exact printing parameters used in HSS, such as nozzle wall materials, reservoir dimensions, and piezoelectric transducer waveforms. Perhaps the simplest and most direct way to further investigate the effect of ink heating in HSS would be to carry out various HSS builds in which the ink temperature is carefully maintained throughout printing. This would also allow identification of the optimum ink viscosity required to achieve the most accurate and mechanically robust parts. However, such an experiment would require a more sophisticated ink-temperature-control system than currently available on the HSS machine used in this work.
Despite the associated difficulties, continuing to investigate the effect of ink heating would be a worthwhile step in the development of HSS, not least because ink heating could affect the repeatability of the process. That is to say, were it found to be the case that RAM was unintentionally being delivered to the powder bed in different amounts at different build times, it could be inferred that part quality was also a function of build time. Such inconsistencies in quality would have implications for the future use of HSS as a manufacturing technology. In particular, developing a means of ensuring that ink temperature (and hence viscosity) can be precisely controlled throughout a HSS build is suggested as an important step towards optimising the mechanical properties and dimensional accuracy of the parts obtained from the HSS process.
Data availability
Data relevant to the article can be found using the DOI 10.15131/shef.data.13342238.
References
Derby B (2010) Inkjet printing of functional and structural materials: fluid property requirements, feature stability, and resolution. Annu Rev Mater Res 40(1):395–414. https://doi.org/10.1146/annurev-matsci-070909-104502
Ellis A, Brown R, Hopkinson N (2015) The effect of build orientation and surface modification on mechanical properties of high speed sintered parts. Surface Topography: Metrol Proper 3(3)
Ellis A, Noble CJ, Hartley L, Lestrange C, Hopkinson N, Majewski C (2014) Materials for high speed sintering. J Mater Res 29(17):2080–2085. https://doi.org/10.1557/jmr.2014.156
Ellis A, Noble CJ, Hopkinson N (2014) High Speed sintering: Assessing the influence of print density on microstructure and mechanical properties of nylon parts. Addit Manufact 1:48–51. https://doi.org/10.1016/j.addma.2014.07.003
Fox L, Ellis A, Hopkinson N (2015) Use of an alternative ink in the high speed sintering process. Solid Freeform Fabricat Proc 456–463
He B, Yang S, Qin Z, Wen B, Zhang C (2017) The roles of wettability and surface tension in droplet formation during inkjet printing. Scientif Reports 7(1):1–7. https://doi.org/10.1038/s41598-017-12189-7
Liu Y, Derby B (2019) Experimental study of the parameters for stable drop-on-demand inkjet performance. Phys Fluids 31(3)
Mayer SW (1963) Dependence of surface tension on temperature. J Chem Phys 38(8):1803–1808. https://doi.org/10.1063/1.1733879
Peleg M (2018) Temperature–viscosity models reassessed. Crit Rev Food Sci Nutr 58(15):2663–2672. https://doi.org/10.1080/10408398.2017.1325836
Reis N, Ainsley C, Derby B (2005) Ink-jet delivery of particle suspensions by piezoelectric droplet ejectors. J Appl Phys 97(9):8–14. https://doi.org/10.1063/1.1888026
Seeton CJ (2006) Viscosity-temperature correlation for liquids. Tribol Lett 22(1):67–78. https://doi.org/10.1007/s11249-006-9071-2
Tai J, Gan HY, Liang YN, Lok BK (2008) Control of droplet formation in inkjet printing using Ohnesorge number category: Materials and processes. 10th Electron Packaging Technol Conf EPTC 2008:761–766. https://doi.org/10.1109/EPTC.2008.4763524
Thomas HR, Hopkinson N, Erasenthiran P (2006) High speed sintering - continuing research into a new rapid manufacturing process. 17th Solid Freeform Fabric Symp SFF 2006:682–691
Wong PL, Wang R, Lingard S (1996) Pressure and temperature dependence of the density of liquid lubricants. Wear 201(1-2):58–63. https://doi.org/10.1016/S0043-1648(96)06980-3
Funding
This research was funded by the UK Engineering and Physical Sciences Research Council, grant number EP/P006566/1.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Consent to publish
All co-authors consent to the publication of this work.
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Author contributions
Rhys J. Williams collected and analysed experimental data, and prepared and revised the manuscript. Patrick J. Smith provided laboratory resources and expert guidance regarding inkjet printing theory and literature, and contributed to review and editing of the manuscript. Candice Majewski procured funding, provided laboratory resources and expert guidance regarding High Speed Sintering, and contributed to review and editing of the manuscript.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Williams, R.J., Smith, P.J. & Majewski, C. Is ink heating a relevant concern in the High Speed Sintering process?. Int J Adv Manuf Technol 113, 1073–1080 (2021). https://doi.org/10.1007/s00170-020-06508-y
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-020-06508-y