
Abstract
In this paper, a new four-facet drill was presented and analyzed. For evaluating the performance of the new and conventional drills, the geometrical analyses of the rake faces and flank surfaces as well as the prediction of cutting forces and torques were conducted. The results showed that the normal rake and clearance angles along the cutting lips of the new drill are always positive and a positive constant, respectively. In contrast, those of the conventional one are negative at certain points on cutting lips close to the drill axis and variable, respectively. Therefore, the cutting forces and torques of the new drill in drilling can be reduced as compared with the conventional one. The prediction of cutting forces and torques in drilling the workpiece made of plain-carbon steel (AISI1045) showed that the reductions of the total thrust force and torque along cutting lips for the new drill over the conventional drill are up to 50.12 and 26.54 %, respectively, and hence, the tool life of the new drill is expected to be longer than the conventional one’s.
Similar content being viewed by others

References
Tönshoff HK, Spintig W, König W, Neises A (1994) Machining of holes developments in drilling technology. CIRP Ann Manuf Technol 43(2):551–561
Lin TR, Shyu RF (2000) Improvement of tool life and exit burr using variable feeds when drilling stainless steel with coated drills. Int J Adv Manuf Technol 16(5):308–313
Heinemann R, Hinduja S (2009) Investigating the feasibility of DLC-coated twist drills in deep-hole drilling. Int J Adv Manuf Technol 44(9–10):862–869
Montoya M, Calamaz M, Gehin D, Girot F (2013) Evaluation of the performance of coated and uncoated carbide tools in drilling thick CFRP/aluminium alloy stacks. Int J Adv Manuf Technol 68(9–12):2111–2120
Bagci E, Ozcelik B (2007) Effects of different cooling conditions on twist drill temperature. Int J Adv Manuf Technol 34(9–10):867–877
Astakhov VP (2010) Geometry of single-point turning tools and drills: fundamentals and practical applications
Wang J, Zhang Q (2008) A study of high-performance plane rake faced twist drills: part I: geometrical analysis and experimental investigation. Int J Mach Tool Manuf 48(11):1276–1285
Morse SA (1863) Improvements in drill bits. America Patent 38119
Armarego EJA, Smith AJR, Gong ZJ (1990) Four plane facet point drills—basic design and cutting model predictions. CIRP Ann Manuf Technol 39(1):41–45
Lin C, Kang SK, Ehmann KF (1992) Planar micro-drill point design and grinding methods. Trans NAMRI/SME XX:173–179
Ren K, Jun N (1999) Analyses of drill flute and cutting angles. Int J Adv Manuf Technol 15:546–553
Han-Min S (1982) A new method for analysing and calculating angles on cutting tools. Int J Mach Tool Des Res 22(3):177–196
Li Z, Zhang W, Xiong D (2010) A practical method to determine rake angles of twist drill by measuring the cutting edge. Int J Mach Tool Manuf 50(8):747–751
Hsieh J-F, Lin PD (2005) Drill point geometry of multi-flute drills. Int J Adv Manuf Technol 26(5–6):466–476
Ehmann KF, Kapoor SG, DeVor RE, Lazoglu I (1997) Machining process modeling: a review. J Manuf Sci Eng 119(4B):655–663
Liu C, Wang G, Dargusch M (2012) Modelling, simulation and experimental investigation of cutting forces during helical milling operations. Int J Adv Manuf Technol 63(9–12):839–850
Wu T, Cheng K (2014) An investigation on the micro cutting performance of diamond-like carbon coatings using finite element method. Int J Adv Manuf Technol:1–20
Wang H, Qin X, Ren C, Wang Q (2012) Prediction of cutting forces in helical milling process. Int J Adv Manuf Technol 58(9–12):849–859
Tsao CC (2008) Prediction of thrust force of step drill in drilling composite material by Taguchi method and radial basis function network. Int J Adv Manuf Technol 36(1–2):11–18
Usui E, Hirota A, Masuko M (1978) Analytical prediction of three dimensional cutting process—part 1: basic cutting model and energy approach. J Eng Ind 100(2):222–228
Strenkowski JS, Hsieh CC, Shih AJ (2004) An analytical finite element technique for predicting thrust force and torque in drilling. Int J Mach Tool Manuf 44(12–13):1413–1421
Usui E, Hirota A (1978) Analytical prediction of three dimensional cutting process—part 2: chip formation and cutting force with conventional single-point tool. J Eng Ind 100(2):229–235
Author information
Authors and Affiliations
Corresponding author
Appendix
Appendix
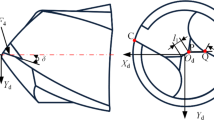
Assuming the rake face is represented by the polar coordinates (r, φ) and its cross-section at plane z = 0 is the bold cure as shown in Fig. 16. The point P of the rake face before grinding becomes the point Q. From Fig. 16, it is apparent that:

Rake face
The rake face is rotated by angle β from point P to point Q. The elevation is changed by t ′ ′. The angle β is proportional to z and will equal 2π when t ′ ′ = L, hence
From Eqs. A1 to A4, we obtain the following:
Equation A5 is the equation of the rake face cross-section at plane z = 0. If z ≠ 0, the rake face is rotated by angle \( \frac{2\pi}{L} z \). Hence, the cross-section of the rake face for z ≠ 0 is as follows:
From Eqs. A6 and A7, we obtain the following:
Rights and permissions
About this article

Cite this article
Lee, AC., Nguyen, DT. & Wu, GT. Analyses of a new four-facet drill. Int J Adv Manuf Technol 75, 411–424 (2014). https://doi.org/10.1007/s00170-014-6105-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-014-6105-z