
Abstract
This paper is a study of mechanical properties and microstructure of rotary friction welded tungsten heavy alloy with aluminum alloy (AA). A plastic deformation is visible on AA side. Effects of friction time (FT) and friction pressure (FP) on the ultimate tensile strength (UTS) were studied by plotting graphs. The UTS of joints increases with increasing FP and FT and then decreases after reaching the maximum value. The fracture proceeds through the cleavage planes at the interface. Scanning electron microscopy for investigation of the fracture morphology and phase transformations taking place during friction welding process was used. Chemical compositions of the interfaces of the welded joints were determined by using energy-dispersive X-ray spectroscopy (EDS). EDS analyses across the interface of tungsten and nickel have not confirmed the diffusion to AA side. Microstructure of friction welds consisted of equiaxed grains formed due to dynamic recrystallization and coarse grains in the periphery region on AA side.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Tungsten heavy alloys (WHA) are high-density materials with high strength, plasticity, and toughness which is used in various industries. WHA is used in applications requiring counterweights, inertial masses, radiation shielding, and ordnance products, as well as several other applications [1, 2]. Heavy alloys, in addition to the applications, are used among other to the cores for sub-caliber ammunition [3]. Armor-piercing discarding sabot (APDS) (Fig. 1) is a type of spin-stabilized kinetic energy projectile [4] for anti-armor warfare. Each projectile consists of a sub-caliber round fitted with a sabot. The combination of a lighter sub-caliber projectile with a full-caliber propellant charge allows for an increase in muzzle velocity compared to full-caliber rounds, giving the round increased armor-penetration performance [5,6,7,8]. To further enhance their armor-penetration capabilities, APDS rounds typically feature a hardened core made from tungsten or another hard, dense material. For many years, the investigations have been conducted to increase the penetrating capabilities of kinetic energy projectiles. The depth of penetration for such projectiles depends most of all on the dynamic hardness and the density of projectile’s material, unit mass of the projectile, and on the hit velocity. To avoid the ricochet, sub-caliber ammunition cores are supplied in a ballistic cup made of Al alloy [9, 10]. The ballistic cup protects the projectile against ricochet when it hits the armor plate, usually inclined at a small angle with respect to projectile direction. The ballistic cups are joined with the projectile by a threat which is a time-consuming and expensive process.

Schematic diagram of APDS projectile
In this paper, we conduct an analysis of rotary friction welding (WHA) with (AA) instead of the traditional joining method. One might expect that the problem of combining does not exist and indeed it is so in the case of conventional materials, especially when it comes to combining similar materials. However, there is a problem resulting from different physical and mechanical properties of the materials to be joined [11,12,13]. Extremely high melting point of tungsten, reaching up to \(3420^{\circ }\hbox {C}\) causes the tungsten heavy alloys are prepared by sintering with liquid phase—LPS [14, 15]. This results in a specific microstructure of these alloys, which are often referred as tungsten composites. Quite different with the issue of joining is the WHA alloy aluminum. They vary in mechanical properties, melting point, the coefficients of linear thermal expansion, etc., which negatively affects the combination of these materials. Preliminary attempts to combine WHA–AA alloy friction welding method have shown that it is prospective, it allows to make connections with tensile strength at close-strength aluminum alloy. Friction welding is a high efficiency welding technique applied usually for joining of similar materials. Friction welding can also be suitable for materials, which welded with difficulty [16,17,18,19].
Due to the high melting point, tungsten heavy alloys are usually made from a mixture of powders [20,21,22,23,24]. WHA are sintered at a liquid phase [25, 26] at about \(1520 \,^{\circ }\hbox {C}\) after compaction. At this temperature, nickel and cobalt melt and combine with tungsten grains. After sintering, the material can be described as a two-phase composite consisting of spherical tungsten grains embedded in a bonding phase that is a Ni/Co/W alloy [27,28,29,30,31,32,33].
2 Materials and methods
A commercially available AA5754 type of non-heat treatable wrought aluminum alloy and conventional W-Ni-Fe-Co type WHA were used for friction welding.
The material EN AW-5754 shows high mechanical properties among the non-heat treatable aluminum alloys [34, 35] and shows an incredibly good atmospheric and seawater corrosion resistance. The material has a good weldability and is used for example in marine and offshore applications. AA5754 chemical composition in % is shown in Table 1 and the morphology is illustrated in Fig. 2.

The morphology of AA5754
Each alloy has different properties. Depending on the composition, it is suitable for specific applications, or it can be used universally. The basic parameters determining the use of a given profile in a specific project are tensile strength, hardness, compressive strength, and plasticity. Mechanical properties at room temperature for cold drawn are presented in Table 2. The stress–strain curve of the AA5754 alloy is shown in Fig. 3.
A heavy tungsten alloy with the composition 90.4%wt W, 8%wt Ni, 1.25%wt Fe, 0.31%wt Co, 0.04%wt Mn was chosen as a base alloy, to evaluate the effect of rotary friction welding, on the mechanical and structure properties of this connection. For the selected chemical composition of WHA, the theoretical density was 17.29 g/\(\hbox {cm}^{3}\). The characteristics of the elemental powders are given in Table 3, and the morphologies of the different powders are illustrated in Fig. 4.
The parameters of WHA rods [36, 37] obtained after the sintering process involving the liquid phase and additional vacuum heat treatment (dehydrating) are as follows: tensile strength \(\sigma _{uts}=800-1100\,\hbox {MPa}\), yield strength \(\sigma _{ys}=750-800\,\hbox {MPa}\), elongation \(\upvarepsilon = 20-35{\%}\), and HRC hardness 26–32 [38,39,40,41,42,43,44,45,46,47].

Stress–strain curve of aluminum (AA5754)
Liquid-phase sintering is a sintering in which the liquid phase coexists with the solid-phase particles. This method makes it possible to obtain material with a density close to or almost equal to the theoretical density. The liquid phase is formed during sintering because of the eutectic reaction of the metals used as additives with tungsten. Nickel, used as the basic alloy component forming the binding phase (matrix) of WHA alloys, lowers the sintering temperature and ensures the good wettability of tungsten grains and its solubility in the liquid phase. The other ingredients, i.e., Fe, Cu, Co, and others, function to lower the sintering temperature, reduce the solubility of tungsten in nickel, improve the mechanical properties of the matrix, and increase the strength at the interface between the tungsten grain and the matrix phase. To reduce the oxides, the sintering process is conducted under a hydrogen atmosphere.

The morphology of the used powders: a Tungsten, b nickel, c cobalt, d manganese, e iron
The first step in the production of tungsten heavy alloys was to mix the appropriate number of powders to homogenize the blends in a drum mixer. The mixing time was based on previous studies and was 20 h. The next stage was pressing in a steel die, into which about 6 kg of the powder mixture was poured each time. Pressing was conducted on a Voeller angle press under a pressure of 200 MPa. Rod-shaped moldings with a diameter of approximately 25 mm and a length of 450 mm were obtained. After the moldings were placed on the \(\hbox {Al}_{2}\hbox {O}_{3}\) ballast on a molybdenum tray, they were placed in a Vacuum Industries chamber furnace. Sintering was conducted in a hydrogen atmosphere according to the assumed cycle (Fig. 5). The sintering with the liquid phase [48,49,50,51] took place for about 20 min at the temperature of \(1535\,^{\circ }\hbox {C}\) with the liquid phase.

Sintering temperature diagram
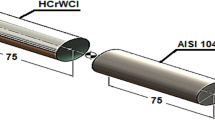
After sintering, the rods were machined. The aim was to prepare the surface for rotary friction welding. The process of joining was conducted using a continuous drivefriction welding machine (ZT4-13, ASPA Wrocław, Poland) (Fig. 6). The surface for friction welding was prepared on the abrasive cutoff machine. The joined specimens had 20 mm diameter and 100 mm length.

Experimental setup for continuous drive friction welding
As shown in Fig. 6, one workpiece is being rotated and the other is being held stationarily. When an appropriate rotational speed is reached, the workpieces are brought together under axial pressure. Abrasion at the weld interface heats the workpiece locally and axial shortening starts. Finally, the rotation of the workpiece stops and upset pressure is applied to consolidate the joint.
Fourteen connections of a tungsten heavy alloy with an aluminum alloy were made. The samples were joined for various parameters of the friction welding process, i.e., friction time (FT), friction pressure (FP) given in Table 4. Other process parameters, such as rotational speed (RS), upset time (UT), and upset pressure (UP) were constant for all parameters and equaled: RS = 1500 rpm, UT = 5 s, UP = 159 MPa.
A combination of friction pressure and time was estimated using design experiment (DOE) method and only the effects of friction pressure and friction time were considered in experiments, since the upset time showed less influence on the properties of the joints by preliminary experiments.
The obtained samples were machined to remove the flash formed during the friction welding process (Fig. 7). Samples were prepared for testing on a UTS machine to determine the tensile strength of a given connection according to the pattern shown in Figs. 8 and 9.

Selected samples of friction welded joints with different process parameters: a sample No. 1, b sample No. 14

Standard 1 for the preparation of samples for testing on a UTS machine

Standard 2 for the preparation of samples for testing on a UTS machine
The standard shape of the specimens for tensile test of dissimilar materials has been proved by the studies [17, 52]. Tensile specimens were prepared for different welding conditions to predict the tensile strength. Al least three repetitions for each Standard 2 samples condition were performed. It was observed that many unwelded areas may be located both peripheral and central region of the weld interface.
The tensile strength test was conducted on a universal testing machine FPZ-100/1 (Heckert, Germany) for Standard 1 samples and INSTRON model 1115 testing machine (Instron, Norwood, MA, USA) 1115 for Standard 2 samples. Both UTS machines were used with a traverse speed of 1 mm/min. at room temperature.
The metallographic samples were ground on SiC sandpaper in the gradation range 320–1200 and then polished with a diamond suspension. Grinding and polishing of the samples were performed on a Shapir 520 semiautomatic grinder–polisher. The microhardness tests were conducted on transverse microsections. The hardness measurements were conducted on Future-Tech FM 810 microhardness testing machine (Future-Tech Corp. Tokyo, Japan) under a load of 100 g and a dwell time of 15 s. Spacing was about 4 diagonals of the microindenter. The average obtained value was based on a sample of 20–25 measurements in each area.
The microstructure and quantitative chemical analyses of friction joints were performed by an optical microscope Nikon Eclipse MA-200 Microscope (Nikon Corporation, Tokyo, Japan) and scanning electron microscope Zeiss Leo 1530 (LEO Elektronenmikroskopie GmbH, Oberkochen, Germany) working at 20 kV acceleration voltage, equipped with an energy-dispersive spectroscope (EDS).
3 Results
3.1 Test results in a static tensile test
A total of fourteen joints were made (according to Table 4). The size of the flash is depending on the parameters of the welding process. Seven samples were assigned to Standard 2; the rest were left as Standard 1 (full-size samples). Standard 2 for testing on a testing machine was made from “quarters” shown in Fig. 10. The dimensions of the reference samples are shown in the figures (Standard 1—Fig. 8; Standard 2—Fig. 9)

Material for testing on the UTS machine (initial form)
3.1.1 Static tensile test results for standard 1 samples
Tensile test was applied after having removed the aluminum weld flashes which formed during the welding process. Tensile strength results for various welding parameters are shown in Table 5. The most of WHA/AA samples were broken at the interface.
Based on Table 5, it can be concluded that for all samples the fracture strength at the connection point was close to the tensile strength of the aluminum alloy and for one even higher (Fig. 11). Deformations caused by the elongation of the sample were visible on the aluminum part (Fig. 12).

Material for testing on the UTS machine—unbroken sample

Example of appearance after UTS test—sample no. 12 (Table 5), FT = 6 s, FP = 20 MPa
Example of appearance of joint tensile test specimen with weld interface fracture after tensile testing is shown in Fig. 12. A few scars of the macroscopic fractography across the whole fracture surface were showed. Concentric rubbing marks were not observed at the interface on both sides of welds. That may be closely related to lower tensile strength of joint. However, tungsten transferred particles were observed on aluminum alloy side.
3.1.2 Static tensile test results for Standard 2 samples
Standard 2 for testing on a testing machine was made from “quarters” by WEDM machine. Three quadrant samples were intended for testing (Fig. 13). Table 6 shows the results from the UTS machine

Example of appearance for UTS test—sample no. 11 (Table 4), FT = 6 s, FP = 20 MPa
3.2 Microhardness test results
As can be seen, the difference in hardness of the alloys is large (Fig. 14), which makes it difficult to observe whether and to what extent the hardness of the aluminum alloy changes. It is important because the melting point of this alloy was the upper limit of the friction welding process temperature, which is the solid-state joining method. If we assume that the temperature around the joint should not exceed the value of approx. \(650\,^{\circ }\hbox {C}\), it has no significant effect on the WHA matrix with a melting point of \(1495\,^{\circ }\hbox {C}\) and even more so on tungsten grains with a melting point of \(3420\,^{\circ }\hbox {C}\).

Example of appearance microhardness test—sample no. 11, FT = 6 s, FP = 20 MPa and sample no. 14, FT = 6 s, FP = 20 MPa
The diagram shows slight changes in the microhardness on the AA side. Large local changes in hardness suggest the presence of hard precipitates in the soft matrix. The lack of a pronounced strain hardening effect is the result of the long-time exposure to high temperature near the joint which could have removed the crush effects. On the side of the tungsten composite, exceptionally large hardness dispersions are visible, which reflect the specific microstructure of tungsten alloys. Depending on whether the indenter met a hard tungsten grain or a matrix, the measurement indicated an extremely high or much lower hardness of the tested material.
3.3 Analysis of the macrostructure and microstructure of joints
The macroscopic examination consisted of observing the natural fracture surfaces after friction welding and visualized after fracturing the sample, with a slight magnification. Figure 15 presents photographs of the macrostructure of friction welded samples from the side of the tungsten composite and aluminum alloy. The characteristic coaxial circles formed during the friction welding process are visible from the side of the aluminum alloy. From the side of the tungsten composite, circles are visible and the so-called tacked parts of an aluminum alloy with a tungsten composite. These areas were created during UTS tests.
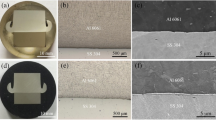
Metallographic tests were conducted to determine the type, size, shape, and distribution of structural components in the tested materials. Figure 16 shows examples of the microstructure of AA surface layers welded for 2 s and 8.5 s. The figures clearly show a zone right next to the surface of the WHA-AA joint, approximately 0.5 mm thick, characterized by a finely dispersive structure. Right behind it, the grains of the Al (Mg) solid solution, oriented in the direction of material movement toward the outflow, are shown. The layered structure is interesting and can be interpreted as consisting of fine, highly flattened grains.

Example of appearance of joint after UTS test—sample no. 12 (Table 5) and sample no. 11, FT = 6 s, FP = 20 MPa: a, c on WHA side and b, d on AA side after tensile testing

Optical micrograph showing microstructure formed on the aluminum alloy side adjacent to the joint interface: a FT = 8.5 s, FP = 20 MPa and b FT = 2 s, FP = 17.5 MPa
Figure 17 shows the microstructure of the tungsten composite. The micrograph shows the tungsten grains and the matrix. Since the melting point of tungsten is \(3420\,^{\circ }\hbox {C}\), while the melting point of the tungsten composite (W, Ni, Fe) is approximately \(1500 \,^{\circ }\hbox {C}\), which is still much higher compared to the melting point of pure aluminum (\(660 \,^{\circ }\hbox {C}\)) no major changes in the microstructure of the tungsten composite were expected. Figure 17 shows the microstructure of the aluminum alloy near the joint obtained by friction welding. Since the friction welding process is associated with hot cold work, the picture shows the bands formed during the plastic flow of the material. Crushing occurs during welding, but at a temperature high enough to initiate the recrystallization process, and in some places even grain growth appears to have occurred.

Optical micrograph showing microstructure formed on the aluminum alloy side adjacent to the joint interface: a FT = 8.5 s, FP = 20 MPa and b FT = 2 s, FP = 17.5 MPa
3.4 Microstructure investigation by scanning microscope
The aim of fractographic studies in the scanning electron microscope was to obtain more complete information about the structure of the fracture surface, which is impossible to study using a stereoscopic microscope. The reason is too shallow the depth of field and too little magnification. SEM observations were made only for selected samples, and the results are presented in Fig. 18.

SEM fractography of WHA/AA friction welded joint: a, b on WHA side; c, d on AA side
Figure 18 shows the surface morphology of the WHA-AA joint after UTS test. In the photographs shown in Fig. 18a, b from the WHA side, there is a clear “ground” with a few vaccination sites, where there was a connection between WHA and AA. Figure 18c, d shows fragments of tungsten grains in the form of bright areas arranged along concentric, parallel lines formed during friction welding. The number of tungsten grain fragments that adhere to the surface of the aluminum alloy (dark substrate) and that have broken along the \(\{100\}\) and / or \(\{110\}\) tungsten cleavage planes is small. This means that only in a few places there were connections between WHA and AA strong enough for separation to occur because of cracking along the cleavage planes of the tungsten grains.
Tests of the distribution of elements in micro-areas are used as a standard when there is a possibility of diffusion, e.g., through the boundary of separation (Fig. 19). As it results from the Ni-Al equilibrium system, aluminum can dissolve in nickel to form a solid Ni (Al) solution, while nickel does not dissolve in aluminum, and it can form the \(\upvarepsilon \) Ni (\(\hbox {Al}_{3})\) phase [62]. Due to the short time of friction welding, which made diffusion (especially long-range) unlikely, the study of the distribution of elements was supplementary rather than basic.

SEM micrograph of WHA/AA welds interface (a), EDS-SEM spectrum at the line marked with yellow color (b) and corresponding EDS scanning line across the interface (c)
4 Discussion
When preparing the specimens for a standard tensile test, a significant portion of the outer surface is removed by machining. In this way, valuable information about participating these areas during the welding can be lost. During the analysis of the results obtained with the use of various experimental techniques, visual observations of the geometry of the flash points, as well as measurements of changes in the dimensions of the flash for various parameters of the friction welding process, turned out to be valuable. They are the first to be discussed, because the size of the flashes reflects the volume of the material deformed because of the work performed during welding. Figure 20 presents the change in the averaged outflow volume as a function of fracture strength. Although the measurement points are characterized by a significant dispersion resulting from the disturbances of the process mentioned earlier, the diagram shows a systematic increase in the flash volume. It is related to the increase of the volume of the material deformed because of the work performed during welding.

Effect of fracture strength on average flash volume
At the beginning, the outflow has the character of a cone, the cross-section of which could be approximated by a triangle. As the friction work increases, the cones shape changes significantly toward the socket, and then it turns over. Considering that the upsetting forces UP and the upsetting time UT were always the same in all the welding tests, the deformed volume reveals a volume of the material that has reached a temperature high enough for plastic deformation of the “softened” material under the force. It is obvious that the greater the flash volume, the greater the sample shortening which is undesirable.
As mentioned in an earlier paragraph, the UTS tests were performed on the “standard 1” and “standard 2” samples. The test results are presented in Table 5 for samples with a diameter of 20 mm, while Table 6 shows the values obtained for the samples from standard 2. As can be seen from the comparison of the fracture strength test results, the values in Table 6 are slightly higher than in Table 5. The reason for the lower fracture strength of the joints of the full samples is the middle part of the joined samples, in which the welding process took place at the latest. In the case of the samples obtained from the quarters, the middle part of the joint has been removed and, in the absence of a full joint in this area, it did not adversely affect the strength of the connection. Analyzing Fig. 21, we can also attempt to find the relationship between the strength of WHA-AA joints to fracture strength. The diagram shows that for several combinations of friction welding parameters, the fracture strength of the joint is close to the yield strength of the aluminum alloy. Based on the diagram, we can also have expectations as to the influence of friction welding parameters on the joint strength. By analyzing the diagram, it can be concluded that the fracture strength increases with both the welding time and the friction pressure parameters. On this basis, it can be concluded that there is an optimal parameter point for maintaining a high fracture strength close to tensile strength of an aluminum alloy.

Effect of friction welding parameters on fracture strength
The diagram shows that for several combinations of friction welding parameters, the fracture strength of the joint is close to the yield strength of the aluminum alloy. In such cases, on the side surface of the AA samples forming the WHA-AA junction after UTS test, a characteristic wrinkling of the surface caused by grain rotation was observed (Fig. 22a) and sometimes also parallel bands, which can be interpreted as degrees created by the sample coming to the free surface of a series of dislocations running in skid systems (Fig. 22a).

Sample surface after UTS tests: a after UTS tests, b faults on the side surface of the sample within a single grain
From the comparison of the HV diagrams, the hardness does not change drastically as a function of the distance from the joint plane (Fig. 14). The difficulty in determining these changes is due in part to the large “spread” value that is characteristic of microhardness measurements. Nevertheless, it can be noted that the average hardness of the aluminum alloy at a long distance from the joint is around 70HV, and near the joint is 80 HV or more. The depth to which the greater HV hardness is observed in all the shown graphs is of the order of 7 mm. Systematic reduction of hardness is observed within the range of about 15–20 mm from the joint plane. As mentioned earlier, the friction welding process heats up the materials to be joined, and the amount of heat released depends on the welding parameters, i.e., the friction force (FP) and the friction time (FT). Because the peripheral speed is the highest in the periphery of the samples to be joined, the heat is generated first in these areas and transferred from there toward their axis. However, the heating of the materials to be joined is accompanied by the cooling of the external surfaces both during and after friction. Hence, it was expected that the heating of the volumes of the materials to be joined at different distances from the axis of the samples and the joint plane would be different. The time of the thermal action on the combined materials will also vary. Considering the temperature near the joint, which should not exceed the value of \(650 \,^{\circ }\hbox {C}\), only the aluminum alloy was subjected to hardness tests. Although this observation may seem subjective in view of the large dispersion of the measurement points, friction welding for a long time leads to a local “weakening” of the aluminum alloy. The phenomena of local strengthening or weakening of AA are the result of complex thermo-mechanical interactions.
Comparing the samples, it is clearly visible that the surface roughness increases with the increase of the joint strength. Only the concentric fragments of the rings related to the relative movement of the joined elements are visible on the surface. There are only a few places where vaccines are present. In contrast, the failure surface of a high-strength joint is very rough. In this case, the surface of the joint on the WHA side is rough and the growths are clearly visible on it, suggesting that the break of the joint occurred not so much on the interface surface, but just below it.
Both macroscopic and microscopic photographs show that during friction welding, the aluminum alloy is subject to plastic flow around the WHA-AA separation boundary. During durable plastic deformation in the immediate vicinity of the joint plane, a layer (Fig. 23) with a fine microstructure is formed, which could not be clearly identified even during observation at a magnification \(\times \)500. However, the fragmented layer as such, the thickness of which varies depending on the parameters of the FP and FT welding process, is interesting. When analyzing the fracture strength in function layer thickness graph, it can be concluded that the thickness of the layer is more influenced by FP than FT. The difference in the thickness layers was due to different heat generations and plastic deformations occurred in various friction welding parameters.

Effect of fracture strength on average flash volume
As can be seen from Fig. 19, the results of the distribution of elements in the immediate vicinity of the joint, the separation boundary between the WHA and AA alloy is clearly defined. It would be difficult to unequivocally suggest that there is significant diffusion in either direction during the welding process.
At this point, it is worth paying attention to the fact that in the studied area there is direct contact between the aluminum alloy and the tungsten grains. Therefore, it cannot be concluded based on the presented results that there is no diffusion between the WHA nickel matrix and the AA components, e.g., aluminum toward the matrix. It is also appropriate to comment on the presence of oxygen visible in both the sample of Al and WHA alloys. Both tungsten and aluminum are highly susceptible to oxidation and therefore its presence on the sample surface should come as no surprise.
5 Conclusions
Based on the discussion of the research results, the following description of the phenomena occurring during the WHA-AA rotary friction welding can be proposed. In the first phase, the parts of materials most external to the axis of the cylindrical samples heat up. This is because the outer fragments have the greatest peripheral speed and therefore the greatest friction work is performed there. It is these parts of the combined samples that heat up first and become plastic. The heat generated by friction is gradually transferred by conduction toward the interior of both joined materials, causing them to heat up to a depth depending on the heat capacity and heat conduction coefficient.
Despite the extremely high process temperature, in terms of AA melting point, the resulting junction is an adhesive joint, because the study of the distribution of elements did not indisputably show the transport of Al atoms toward the WHA matrix. Based on the research results, their analysis and the summary presented above, the following conclusions and statements can be proposed:
-
1.
Friction rotary welding is a method that allows to obtain WHA-AA joints with fracture strength close to the yield point AA.
-
2.
The WHA-AA joint obtained using the parameters used in this study is of an adhesive nature.
-
3.
The fracture strength of the WHA-AA joint depends on the parameters of the welding process, including the work performed by friction welding.
-
4.
The fracture strength of the WHA-AA joint depends on the thickness of the layer formed on/in the aluminum alloy.
-
5.
The layer formed in the aluminum alloy near the junction is built of dynamically recrystallized \(\upalpha \) solid solution grains and contains precipitates of brittle intermetallic phases, the “density” of which is higher than their average concentration in the native alloy.
-
6.
During WHA-AA friction welding, the distribution of dislocations, both existing in the alloy and resulting from deformation during welding, is organized in the volume of the aluminum alloy farther away from the joint. As a result, a dislocating cell structure is formed that is characteristic of the healing processes.
A review of the literature and research results confirmed that friction welding of such materials as tungsten heavy alloys and aluminum alloy is not an easy task. According to the literature data, friction welding of even aluminum alloys is considered difficult, if precipitation processes or the formation of intermetallic phases occur in them because of thermal interaction. Other methods of joining the materials of the above-mentioned also should be considered, e.g., soldering [53,54,55,56,57]. The advantage of soldering is the ability to connect materials with different melting points and thicknesses. At the same time—where at a low process temperature—the geometric and physical properties of the material are maintained.
It would also be worth analyzing the possibilities of using incremental techniques (3d printing) [58,59,60,61,62,63,64,65,66,67,68,69], which have become more popular in recent years. The development of technology enables the use of a wide group of materials for civil and military purposes, produced by 3D printing technology.
References
Gulbinowicz, Z., Świercz, R., Oniszczuk-Świercz, D.: Influence of electrical parameters in electro discharge machining of tungsten heavy alloys on surface texture properties. Presented at the XIII international conference electromachining 2018 , Bydgoszcz, Poland (2018)
Calvo, M., Jakus, A.E., Shah, R.N., Spolenak, R., Dunand, D.C.: Microstructure and processing of 3D printed tungsten microlattices and infiltrated W-Cu composites. Adv. Eng. Mater. 20, 1800354 (2018). https://doi.org/10.1002/adem.201800354
Magier, M.: The conception of the segmented kinetic energy penetrators for tank guns. J. Appl. Mech. 77, 051802 (2010). https://doi.org/10.1115/1.4001714
Motyl, K., Magier, M., Borkowski, J., Zygmunt, B.: Theoretical and experimental research of anti-tank kinetic penetrator ballistics. Bull. Polish Acad. Sci. Tech. Sci. 65, 399–404 (2017). https://doi.org/10.1515/bpasts-2017-0045
Kruszka, L., Magier, M.: Experimental investigations of visco-plastic properties of the aluminium and tungsten alloys used in KE projectiles. EPJ Web Conf. 26, 05005 (2012). https://doi.org/10.1051/epjconf/20122605005
Kruszka, L., Magier, M., Zielenkiewicz, M.: Experimental analysis of visco-plastic properties of the aluminium and tungsten alloys by means of Hopkinson bars technique. AMM. 566, 110–115 (2014). https://doi.org/10.4028/www.scientific.net/AMM.566.110
Cheng, C., Du, Z., Chen, X., Du, C., Xu, L., Wang, X.: Oblique penetration of tungsten alloy rod to finite-thickness metal plate. Lat. Am. J. Solids Struct. 16, e233 (2019). https://doi.org/10.1590/1679-78255724
Li, J., Chen, X., Huang, F.: Ballistic performance of tungsten particle/metallic glass matrix composite long rod. Defence Technol. 15, 132–145 (2019). https://doi.org/10.1016/j.dt.2018.06.009
Baek, W.H., Kim, E.P., Song, H.S., Hong, M.H., Lee, S., Kim, Y.M., Lee, S.H., Noh, J.W., Ryu, J.H.: Development of tungsten heavy alloy with hybrid structure for kinetic energy penetrator. MSF. 534–536, 1249–1252 (2007). https://doi.org/10.4028/www.scientific.net/MSF.534-536.1249
Rahbek, D.B., Johnsen, B.B.: Fragmentation of an armour piercing projectile after impact on composite covered alumina tiles. Int. J. Impact Eng. 133, 103332 (2019). https://doi.org/10.1016/j.ijimpeng.2019.103332
Winiczenko, R., Kaczorowski, M., Krzyńska, A., Goroch, O., Skibicki, A., Skoczylas, P.: TEM microstructure, mechanical properties and temperature estimation in the 5XXX series Al–Mg–Si aluminum alloy with W–Ni–Fe tungsten composite friction-welded joints. Materials. 15, 1162 (2022). https://doi.org/10.3390/ma15031162
Ambroziak, A., Korzeniowski, M., Kustroń, P., Winnicki, M.: Friction welding of niobium and tungsten pseudoalloy joints. Int. J. Refract. Met. Hard Mater. 29, 499–504 (2011). https://doi.org/10.1016/j.ijrmhm.2011.02.010
Ambroziak, A.: Friction welding of titanium-tungsten pseudoalloy joints. J. Alloys Compds. 506, 761–765 (2010). https://doi.org/10.1016/j.jallcom.2010.07.062
German, R.M.: Liquid Phase Sintering. Plenum Press, New York (1985)
German, R.M.: Thermodynamics of sintering. In: Sintering of Advanced Materials, pp. 3–32. Elsevier (2010)
Chapke, Y., Kamble, D., Shaikh, S.Md.S.: Friction welding of aluminium alloy 6063 with copper. E3S Web Conf. 170, 02004 (2020). https://doi.org/10.1051/e3sconf/202017002004
Aritoshi, M., Okita, K.: Friction welding of dissimilar metals. Welding Int. 17, 271–275 (2003). https://doi.org/10.1533/wint.2003.3112
Winiczenko, R., Kaczorowski, M.: Friction welding of ductile iron with stainless steel. J. Mater. Process. Technol. 213, 453–462 (2013). https://doi.org/10.1016/j.jmatprotec.2012.10.008
Winiczenko, R.: Effect of friction welding parameters on the tensile strength and microstructural properties of dissimilar AISI 1020-ASTM A536 joints. Int J Adv Manuf Technol. (2015). https://doi.org/10.1007/s00170-015-7751-5
Goroch, O., Gulbinowicz, Z., Skoczylas, P., Barcz, K., Kaczorowski, M.: Testing of the granulation process for the preparation of a mixture with the chemical composition of a heavy tungsten alloy. Probl. Mechatr. Armament Aviation Saf. Eng. 11, 43–56 (2020). https://doi.org/10.5604/01.3001.0014.1992
Samadani, A., Kudrolli, A.: Angle of repose and segregation in cohesive granular matter. Phys. Rev. E. 64, 051301 (2001). https://doi.org/10.1103/PhysRevE.64.051301
Skoczylas, P., Gulbinowicz, Z., Goroch, O., Barcz, K., Kaczorowski, M.: Research into the production of tungsten heavy alloys with specific mechanical properties. Probl. Mechatr. Armament Aviation Saf. Eng. 10, 23–36 (2019). https://doi.org/10.5604/01.3001.0013.6483
Horubała, Z., Ludyński, Z., Nowak, W., Nita, Z.: Production of heavy alloys based on tungsten (Sposób wytwarzania stopów ciężkich na bazie wolframu - in Polish)
Ludyński, Z.: A method of producing heavy sinters (Sposób wytwarzania spieków ciężkich - in Polish)
Skoczylas, P., Kaczorowski, M.: The influence of cyclic sintering on the structure and mechanical properties of tungsten heavy alloy. Arch Foundry Eng. 16, 131–136 (2016). https://doi.org/10.1515/afe-2016-0097
Bagchi, T.P., Ghosal, P., Muraleedharan, K., Sarma, B., Maitra, N.: Development of W–Ni–Co heavy alloy system. P/M Sci. Technol. Briefs. 2, 21–24 (2000)
Şahin, Y.: Recent progress in processing of tungsten heavy alloys. J. Powder Technol. 2014, 1–22 (2014). https://doi.org/10.1155/2014/764306
Gong, X., Fan, J.L., Ding, F., Song, M., Huang, B.Y.: Effect of tungsten content on microstructure and quasi-static tensile fracture characteristics of rapidly hot-extruded W–Ni–Fe alloys. Int. J. Refract. Metals Hard Mater. 30, 71–77 (2012). https://doi.org/10.1016/j.ijrmhm.2011.06.014
Baek, W.H., Hong, M.H., Kim, E.P., Noh, J.W., Lee, S., Song, H.S., Lee, S.H.: Heat treatment behavior of tungsten heavy alloy. SSP. 118, 35–40 (2006). https://doi.org/10.4028/www.scientific.net/SSP.118.35
Das, J., Appa Rao, G., Pabi, S.K., Sankaranarayana, M., Sarma, B.: Deformation behaviour of a newer tungsten heavy alloy. Mater. Sci. Eng.: A 528, 6235–6247 (2011). https://doi.org/10.1016/j.msea.2011.04.067
Jacobs, J., Haque, A., Kulkarni, A., Singh, J., Matson, L.: Microstructure of tungsten metal alloys produced by field assisted sintering technology (FAST). Int. J. Refract. Met. Hard Mater. 84, 104976 (2019). https://doi.org/10.1016/j.ijrmhm.2019.104976
Shen, T., Dai, Y., Lee, Y.: Microstructure and tensile properties of tungsten at elevated temperatures. J. Nucl. Mater. 468, 348–354 (2016). https://doi.org/10.1016/j.jnucmat.2015.09.057
Demir, E., Mirzayev, M.N., Tuğrul, A.B., Abdurakhimov, B.A., Karaaslan, S.İ: An experimental study on microstructure of tungsten alloys. Surf. Rev. Lett. 27, 1950169 (2020). https://doi.org/10.1142/S0218625X19501695
Iordache, D.M., Ducu, M.C., Nitu, E.L., Iacomi, D., Plaiasu, A.G., Pasare, M.M.: Microstructure and properties of copper and 5754 aluminum alloy joints by friction stir welding. Rev. Chim. 68, 459–463 (2017). https://doi.org/10.37358/RC.17.3.5478
Đurić, A., Milčić, D., Burzić, Z., Klobčar, D., Milčić, M., Marković, B., Krstić, V.: Microstructure and fatigue properties of resistance element welded joints of DP500 steel and AW 5754 H22 aluminum alloy. Crystals 12, 258 (2022). https://doi.org/10.3390/cryst12020258
Senthilnathan, N., Raja Annamalai, A.R., Venkatachalam, G.: Effect of cobalt addition on the morphology and mechanical properties of W–Ni–Cu–Co alloy. Emerg. Mater. Res. 8, 558–566 (2019). https://doi.org/10.1680/jemmr.18.00103
Ravi Kiran, U., Venkat, S., Rishikesh, B., Iyer, V.K., Sankaranarayana, M., Nandy, T.K.: Effect of tungsten content on microstructure and mechanical properties of swaged tungsten heavy alloys. Mater. Sci. Eng.: A 582, 389–396 (2013). https://doi.org/10.1016/j.msea.2013.06.041
Das, J., Appa Rao, G., Pabi, S.K.: Microstructure and mechanical properties of tungsten heavy alloys. Mater. Sci. Eng.: A 527, 7841–7847 (2010). https://doi.org/10.1016/j.msea.2010.08.071
Kaczorowski, M., Skoczylas, P., Krzyńska, A., Kaniewski, J.: The strengthening of weight heavy alloys during heat treatment. Arch. Foundry Eng. 12, 75–80 (2012). https://doi.org/10.2478/v10266-012-0110-1
Kaczorowski, M., Skoczylas, P., Nowak, W.: The study of precipitation hardening of weight heavy alloys matrix. Arch. Foundry Eng. 8, 169–174 (2008)
Kumari, A., Prabhu, G., Sankaranarayana, M., Nandy, T.K.: Effect of solution treatment temperature and cooling rate on the mechanical properties of tungsten heavy alloy. Mater. Sci. Eng.: A 688, 225–236 (2017). https://doi.org/10.1016/j.msea.2017.01.113
Ren, C., Fang, Z.Z., Xu, L., Ligda, J.P., Paramore, J.D., Butler, B.G.: An investigation of the microstructure and ductility of annealed cold-rolled tungsten. Acta Mater. 162, 202–213 (2019). https://doi.org/10.1016/j.actamat.2018.10.002
Ravi Kiran, U., Sambasiva Rao, A., Sankaranarayana, M., Nandy, T.K.: Swaging and heat treatment studies on sintered 90W–6Ni–2Fe–2Co tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 33, 113–121 (2012). https://doi.org/10.1016/j.ijrmhm.2012.03.003
Ravi Kiran, U., Panchal, A., Prem Kumar, M., Sankaranarayana, M., Nageswara Rao, G.V.S., Nandy, T.K.: Refractory metal alloying: a new method for improving mechanical properties of tungsten heavy alloys. J. Alloys Compd. 709, 609–619 (2017). https://doi.org/10.1016/j.jallcom.2017.03.174
Katavić, B., Odanović, Z., Burzić, M.: Investigation of the rotary swaging and heat treatment on the behavior of W- and \(\upgamma \)-phases in PM 92.5W–5Ni–2.5Fe–0.26Co heavy alloy. Mater. Sci. Eng.: A 492, 337–345 (2008). https://doi.org/10.1016/j.msea.2008.05.021
Kumari, A., Sankaranarayana, M., Nandy, T.K.: On structure property correlation in high strength tungsten heavy alloys. Int. J. Refract. Met. Hard Mater. 67, 18–31 (2017). https://doi.org/10.1016/j.ijrmhm.2017.05.002
Panchal, A., Nandy, T.K.: Effect of composition, heat treatment and deformation on mechanical properties of tungsten heavy alloys. Mater. Sci. Eng.: A 733, 374–384 (2018). https://doi.org/10.1016/j.msea.2018.07.070
Skoczylas, P., Gulbinowicz, Z., Goroch, O.: Microstructure and properties of tungsten heavy alloy connections formed during sintering with the participation of the liquid phase. Materials. 13, 4965 (2020). https://doi.org/10.3390/ma13214965
Katavic, B., Nikacevic, M., Odanovic, Z.: Effect of cold swaging and heat treatment on properties of the P/M 91W–6Ni-3Co heavy alloy. Sci Sintering. 40, 319–331 (2008). https://doi.org/10.2298/SOS0803319K
Humail, I.S., Akhtar, F., Askari, S.J., Tufail, M., Qu, X.: Tensile behavior change depending on the varying tungsten content of W–Ni–Fe alloys. Int. J. Refract. Met. Hard Mater. 25, 380–385 (2007). https://doi.org/10.1016/j.ijrmhm.2006.12.003
Zhou, Y., Zhang, J., North, T.H., Wang, Z.: The mechanical properties of friction welded aluminium-based metal-matrix composite materials. J. Mater. Sci. 32, 3883–3889 (1997). https://doi.org/10.1023/A:1018652429477
Liu, Y., Bai, Y., Chen, J., Chen, H., Zhu, Z., Li, Y.: Control of intermetallic compounds in ultrasonic-assisted Sn soldering of Mg/Al alloys. Mater. Des. 223, 111235 (2022). https://doi.org/10.1016/j.matdes.2022.111235
Wielage, B., Mücklich, S., Grund, T.: Corrosion behaviour of soldered joints of magnesium alloys and dissimilar materials. Microchim Acta. 156, 151–157 (2006). https://doi.org/10.1007/s00604-006-0611-0
Valentov, A.V., Konovodov, V.V., Agafonova, E.V.: Forecasting residual and operating stress in soldering cutting tools with tungsten-free hard alloy inserts. AMM. 379, 28–31 (2013). https://doi.org/10.4028/www.scientific.net/AMM.379.28
Li, Y., Luo, K., Lim, A.B.Y., Chen, Z., Wu, F., Chan, Y.C.: Improving the mechanical performance of Sn57.6Bi0.4Ag solder joints on Au/Ni/Cu pads during aging and electromigration through the addition of tungsten (W) nanoparticle reinforcement. Mater. Sci. Eng.: A 669, 291–303 (2016). https://doi.org/10.1016/j.msea.2016.05.092
Atkinson, R.D.: Soldering tungsten. Nature. 126, 97–97 (1930). https://doi.org/10.1038/126097b0
Miller, B.W., Moore, J.W., Barrett, H.H., Fryé, T., Adler, S., Sery, J., Furenlid, L.R.: 3D printing in X-ray and gamma-ray imaging: a novel method for fabricating high-density imaging apertures. Nucl. Instrum. Methods Phys. Res. Sect. A: Accel. Spectrom. Detect. Assoc. Equip. 659, 262–268 (2011). https://doi.org/10.1016/j.nima.2011.08.051
Zochowski, P., Bajkowski, M., Grygoruk, R., Magier, M., Burian, W., Pyka, D., Bocian, M., Jamroziak, K.: Ballistic impact resistance of bulletproof vest inserts containing printed titanium structures. Metals. 11, 225 (2021). https://doi.org/10.3390/met11020225
Padmakumar, M.: Additive manufacturing of tungsten carbide hardmetal parts by selective laser melting (SLM), selective laser sintering (SLS) and binder jet 3D printing (BJ3DP) techniques. Lasers Manuf. Mater. Process. 7, 338–371 (2020). https://doi.org/10.1007/s40516-020-00124-0
Shemelya, C.M., Rivera, A., Perez, A.T., Rocha, C., Liang, M., Yu, X., Kief, C., Alexander, D., Stegeman, J., Xin, H., Wicker, R.B., MacDonald, E., Roberson, D.A.: Mechanical, electromagnetic, and X-ray shielding characterization of a 3D printable tungsten-polycarbonate polymer matrix composite for space-based applications. J. Electron. Mater. 44, 2598–2607 (2015). https://doi.org/10.1007/s11664-015-3687-7
Zochowski, P., Bajkowski, M., Grygoruk, R., Magier, M., Burian, W., Pyka, D., Bocian, M., Jamroziak, K.: Comparison of numerical simulation techniques of ballistic ceramics under projectile impact conditions. Materials. 15, 18 (2021). https://doi.org/10.3390/ma15010018
Zochowski, P., Cegla, M., Bajkowski, M., Grygoruk, R., Magier, M., Szczurowski, K., Maczak, J., Bocian, M., Gieleta, R., Jamroziak, K.: Experimental study on failure mechanisms of novel visco-hyperelastic material target under ballistic impact conditions. In: Lesiuk, G., Duda, S., Correia, J.A.F.O., De Jesus, A.M.P. (eds.) Fatigue Fract. Mater. Struct., pp. 323–329. Springer, Cham (2022)
Wu, Y., Cao, Y., Wu, Y., Li, D.: Mechanical properties and gamma-ray shielding performance of 3D-printed poly-ether-ether-ketone/tungsten composites. Materials. 13, 4475 (2020). https://doi.org/10.3390/ma13204475
Stawovy, M.T., Myers, K., Ohm, S.: Binder jet printing of tungsten heavy alloy. Int. J. Refract. Met. Hard Mater. 83, 104981 (2019). https://doi.org/10.1016/j.ijrmhm.2019.104981
Stilz, M., Plappert, D., Gutmann, F., Hiermaier, S.: A 3D extension of pantographic geometries to obtain metamaterial with semi-auxetic properties. Math. Mech. Solids 27, 673–686 (2022). https://doi.org/10.1177/10812865211033322
Abali, B.E., Barchiesi, E.: Additive manufacturing introduced substructure and computational determination of metamaterials parameters by means of the asymptotic homogenization. Continuum Mech. Thermodyn. 33, 993–1009 (2021). https://doi.org/10.1007/s00161-020-00941-w
dell’Isola, F., Seppecher, P., Spagnuolo, M., Barchiesi, E., Hild, F., Lekszycki, T., Giorgio, I., Placidi, L., Andreaus, U., Cuomo, M., Eugster, S.R., Pfaff, A., Hoschke, K., Langkemper, R., Turco, E., Sarikaya, R., Misra, A., De Angelo, M., D’Annibale, F., Bouterf, A., Pinelli, X., Misra, A., Desmorat, B., Pawlikowski, M., Dupuy, C., Scerrato, D., Peyre, P., Laudato, M., Manzari, L., Göransson, P., Hesch, C., Hesch, S., Franciosi, P., Dirrenberger, J., Maurin, F., Vangelatos, Z., Grigoropoulos, C., Melissinaki, V., Farsari, M., Muller, W., Abali, B.E., Liebold, C., Ganzosch, G., Harrison, P., Drobnicki, R., Igumnov, L., Alzahrani, F., Hayat, T.: Advances in pantographic structures: design, manufacturing, models, experiments and image analyses. Continuum Mech. Thermodyn. 31, 1231–1282 (2019). https://doi.org/10.1007/s00161-019-00806-x
Harsch, J., Ganzosch, G., Barchiesi, E., Ciallella, A., Eugster, S.R.: Experimental analysis, discrete modeling and parameter optimization of SLS-printed bi-pantographic structures. Math. Mech. Solids 27, 2201–2217 (2022). https://doi.org/10.1177/10812865221107623
Golaszewski, M., Grygoruk, R., Giorgio, I., Laudato, M., Cosmo, F.D.: Metamaterials with relative displacements in their microstructure: technological challenges in 3D printing, experiments and numerical predictions. Continuum Mech. Thermodyn. 31, 1015–1034 (2019). https://doi.org/10.1007/s00161-018-0692-0
Funding
Internal grant of the Warsaw University of Technology No. 504/04674/1101/43.090004.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Author contributions
Conceptualization, visualization, resources, and writing—original draft preparation contributed by O.G.; methodology, project administration, validation, formal analysis, investigation, and data curation contributed by O.G and Z.G.; writing—review and editing contributed by O.G. and E.B.; and supervision contributed by Z.G. and E.B.; All authors have read and agreed to the published version of the manuscript.
Institutional review board statement
Not applicable.
Informed consent statement
Not applicable.
Data availability
The raw/processed data required to reproduce these findings cannot be shared at this time as the data also form part of an ongoing study.
Conflicts of interest
The authors declare no conflict of interest.
Additional information
Communicated by Andreas Öchsner.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Goroch, O., Gulbinowicz, Z. & Bednarczyk, E. Friction welding of tungsten composite core with AA5754 ballistic cup. Continuum Mech. Thermodyn. (2023). https://doi.org/10.1007/s00161-023-01222-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00161-023-01222-y