
Abstract
Today, new lithium-ion battery-recycling technologies are under development while a change in the legal requirements for recycling targets is under way. Thus, an evaluation of the performance of these technologies is critical for stakeholders in politics, industry, and research. We evaluate 209 publications and compare three major recycling routes. An important aspect of this review is that we tackle the need for a critical evaluation of these recycling routes by introducing clear terms and creating a structuring scheme. Our evaluation criteria cover three areas: status of development, process performance, and life-cycle environmental impacts. With respect to development status, we provide an analysis of today’s market. A criterion of process performance is recycling efficiency, which today focuses on the mass of the recovered materials. To include the contributions of critical materials, we add a criterion for the efficiency of recovery of materials. Life-cycle assessments provide information on gross impacts, benefit of substituting virgin material and net impact. Present life-cycle assessments focus on waste management rather than on recovery of critical materials. This review contributes to an understanding of these trade-offs and supports discussion as to what is the “best” recycling route when targets conflict.
Graphical Abstract
There are three possible process sequences for each lithium-ion battery-recycling route. A distinction is made between pre-treatment steps (gray), direct physical treatment steps (green), pyro-metallurgical treatment (orange), and hydro-metallurgical treatment (blue). The figure is based on a figure from Doose et al. (Joule 3:2622–2646, 2019).

Highlights
This review examines the status of development, process performance and life cycle environmental impact of the three major recycling routes for lithium ion batteries and considers the impact of changes in legislation in the European Union (EU).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Discussion
-
We review 209 publications concerning the status of development, process performance and life cycle related impacts, and compile characteristics of the various recycling routes. We reveal the limitations of today’s understanding and evaluation methodologies.
-
We introduce a structuring scheme for recycling routes that enables researchers to assign recycling processes from the literature and make them accessible for evaluation.
-
For a comprehensive evaluation of recycling routes for lithium-ion battery recycling, we provide a clear definition of the terms “full recycling route”, “direct physical route”, “pyro-metallurgical route”, “hydro-metallurgical route”, “recycling efficiency” and “material recovery efficiency”.
Introduction
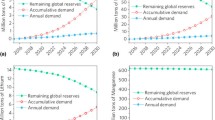
In 2019 John B. Goodenough, M. Stanley Whittingham and Akira Yoshino received the Nobel Prize in Chemistry for the science that led to the development of today’s lithium-ion batteries (LIBs). Their use is widespread in smartphones, laptops, and tablets, but increasingly in other consumer products, for example, headphones which are becoming wireless and that are, in large part, equipped with LIBs. However, the greatest increase in the use of LIBs is anticipated from the current transformation of the mobility sector by the increasing adoption of electric vehicles. The needed battery power will increase the demand for the component materials substantially. Xu et al. forecast an increase in demand between 2020 and 2050 by a factor of 18–20 for lithium, by 17–19 for cobalt and by 15–20 for other battery materials due to the anticipated increase in electric vehicles.1 Cobalt, lithium, and graphite are already on the list of critical raw materials that have been drawn up by the European commission.2 This mirrors the rising concern about the availability of these raw materials for the expanding market of electric vehicles. One strategy to mitigate criticality risks is the use of secondary materials as a substitute for primary raw materials. However, in the case of long-lived consumer electronics, a time gap occurs as to the availability of returning end-of-life (EoL) products which could provide material for recycling. Gaines et al. predict that the peak demand for virgin battery material will be reached in about 2035.3 After that, an increasing proportion of the material can be obtained from secondary materials through the recycling of EoL batteries.3 Today only minor amounts of secondary material from EoL LIBs are on the market and commercially operating EoL LIB treatment plants are only just now entering the marketplace. Nevertheless, the compound annual growth rate (CAGR) of the LIB recycling market is estimated to grow from 11.5 to 18.5% between 2021 and 2028 rising to a market volume of 6.55 billion USD.4 Moreover, the focus of EoL battery treatment processes is currently on the recovery of the transition metals, i.e., mainly cobalt, which provides the largest economic return.
In the directive 2006/66/EC European Union (EU), a mandatory collection rate of at least 45% was placed on all batteries from 2016, and in 2017, an average collection rate of 46% was achieved in the EU.5, 6 The EU directive defines recovery guidelines for batteries depending on their chemistry. Today, targets must be met in terms of weight, and these are 65 wt% for lead acid cells, 75 wt% for nickel cadmium batteries, and 50 wt% for the rest, which includes LIBs.7 However, the directive expires on July 23, 2023, and will be replaced by the new EU Battery Regulation. The plan is to increase recycling efficiency to 65% by 2025 and further increase to 70% by the end of 2030.8, 9 The new directive brings the recovery of critical materials—the security of supply—to the forefront and places an emphasis on the circular economy.9, 10 By 2025, material recovery targets of 90% cobalt, copper, and nickel and 35% lithium are to be achieved increasing by 2030 to 95% for transition metals and 70% lithium.10 In a circular economy, mandatory collection and recycling rates must be defined to produce sustainable LIBs made solely out of recycled material or with at least a major part of secondary raw materials.11
In view of the expected rapid rise in the amount of EoL LIBs and the legal requirements, there is a rising interest from stakeholders in politics, industry, and waste management in recycling technologies for LIBs and their possible performance at the market stage. Due to the rising interest and a high number of ongoing research projects, there is a plethora of scientific publications on LIB recycling including 42 reviews [see Table S1 in the supplementary material (SM)]. However, the information provided by these reviews that can be used in decision-making by stakeholders in politics, industry, and waste management is limited. This is basically because of three challenges associated with the recycling processes:
-
1.
The treatment of LIBs is not a one-step technology, but there are typically between 2 and 14 steps per recycling route12,13,14,15,16, 16,17,18,19,20,21,22,23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80,81,82,83,84,85,86,87,88,89,90,91,92, 92,93,94,95,96 that may be combined in various ways, so giving rise to manifold possible combinations. Thus, it is often not clear what the term “recycling process” covers.
-
2.
Most literature on LIB recycling is from research institutes, which means that data are based on lab or early development stages. This clearly is a bias when comparing these to those technologies that are already in the marketplace. Furthermore, information from the market stage is much scarcer and is aggregated and often based on information from single companies.
-
3.
Different routes may yield different products which are diverse as to their technical usability and economic value, so different routes may provide different technical, economic and ecological benefits which often are not accounted for in comparing technologies.
In contrast to existing literature, we tackle these problems by creating a systematic procedure based on a comprehensive review of technical papers, reviews, life-cycle assessments studies, and company information. Going beyond the distinctions that have been made up to now between the direct physical, pyro-metallurgical, and hydro-metallurgical recycling routes, we derive a structure for identifying groups of recycling routes. Our structuring scheme is designed to help future publications to consistently classify future processes. We identify the development stages and the products that result from the various recycling processes. Only by using our structuring scheme, a comprehensive evaluation can be performed. Our evaluation identifies research opportunities that would help make the further evaluation of recycling routes possible. Despite the gaps we found in the current literature, we were able to extract important insights from the reviewed data. An additional novel contribution of this review is that we address the change in legislation and provide a foundation to implement these changes by defining the terms recycling and material recovery efficiency. We discuss the impact of the new legislation on the three recycling routes. Through our comprehensive data analysis, we identified a conflict in targets. This is because the most environmentally friendly processes are not necessarily promoted when it comes to securing the supply of cobalt, nickel, and lithium. However, by increasing recycling efficiency to 65%, this conflict can be attenuated.
Materials and methods
Overview
Our approach is based on a detailed analysis of the characteristics of recycling routes, mainly their input and output materials. From this analysis, we derive a structuring scheme to categorize the evaluated literature into groups of largely homogeneous process chains. This structuring scheme is the basis for the following analysis of the performance of LIB recycling. This investigation covers three areas:
-
1.
We analyze the status of the development of LIB recycling, based on a market analysis of existing recycling plant capacities and an evaluation of their technology readiness level (TRL).
-
2.
We evaluate process-related information on LIB recycling, which in large part stems from publications on lab data. Here, we extract information on recycling efficiency and product quality, as well as process-related emissions.
-
3.
We draw on life-cycle assessment (LCA) studies, which mostly are less detailed than process-related information but give unique information as to the cumulative energy demand (CED) and global warming potential (GWP) for the full process chain and, notably, evaluate the benefits for substitution by giving credits.
All steps are based on a comprehensive literature review which is presented in the last section of this chapter.
Analysis of recycling routes
General characteristics of recycling routes
The recycling of LIBs requires a sequence of different processes to separate and recover different types of materials. These sequences of processes are described in the following as recycling routes. In general, we define a recycling route as starting from the EoL batteries and yielding materials ready for the market. Active material, the combination of cathode and anode material, is seen as the key component of material recovery, and consequently, process routes are followed according to the process path of the active materials. Depending on the main type of process on which a recycling route is based (here called “constitutive process”), three different principal routes for LIB recycling can be identified (e.g.16, 18, 51, 97,98,99,100): direct physical or mechanical, pyro-metallurgical, and hydro-metallurgical recycling.
While the starting point of a recycling route is always defined by the EoL batteries collected in waste management or misproductions, different routes recover different types of materials related to the active material. This is important as these recovered materials substitute primary materials at different stages within the value and the production chain. Thus, in addition to the constitutive process, a recycling route shall be characterized by its constitutive products. To be more precise, the constitutive product is defined as the first marketable product related to the active material or its components. Consequently, enlarged process routes are possible which add further treatment or recovery processes to produce a product with higher quality.
By following the process flow of the active material during recycling, the three routes can be characterized as to their products, as follows:
-
1.
The direct physical recycling process uses the physical properties of the battery components to separate them.101 The active material is recovered retaining its crystalline form during treatment. Here, the active material itself is the first marketable product. As a further refining process step, separation of the active material into cathode material and anode material can be included.
-
2.
The pyro-metallurgical process treats the batteries as ore and produces an alloy and a slag.19 Here, the alloy is the first marketable product for this route. A higher refinement is generated by a subsequent hydro-metallurgical treatment. This is necessary to separate the alloy and to recover the desired metals.
-
3.
The hydro-metallurgical process leaches the battery components and separates them according to their chemical properties.102 The first marketable products are salts of the transition metals. These, at the same time, are the final products, as they will go directly into the production of virgin materials.
Consequently, the definition of a recycling route is given as follows: A full recycling route is considered to be a sequence of recycling processes that starts with the EoL or rejected batteries and ends with one of the following products: active material, alloy, or salt of the transition metal. Following this framework, the three recycling routes can be characterized as to their constitutive processes and their constitutive products, as shown in Fig. 1. The first sequence (seq. 1.1, seq. 2.1, seq. 3.1) of processes shown for each route is the respective full recycling route. The other two sequences show higher refinements.

Three possible process sequences for each lithium-ion battery-recycling route. A distinction is made between pre-treatment (gray), direct physical treatment (green), pyro-metallurgical treatment (orange), and hydro-metallurgical treatment steps (blue). The figure is based on that in Doose et al.99
All recycling routes are preceded by pre-treatment steps (shown in gray in Fig. 1), which are sometimes included in the direct physical in the literature.27, 97, 103,104,105,106 The pre-treatment processes include deactivation, e.g., by discharge, removal of the housing (dismantling), and also the degradation of the organic contents by pyrolysis. The direct physical processes (shown in green in Fig. 1) comprise opening the cells, for example by crushing, and separating the fractions by, e.g., screening. This way, the active material can be separated from other battery components such as metal foils. Other direct physical processes are evaporation and separation of active material to cathode and anode materials. The pyro-metallurgical process (shown in yellow in Fig. 1) is the treatment in a furnace producing a slag and an alloy. Further hydro-metallurgical treatment of the alloy is necessary to separate different metals and to recover them as salts. The hydro-metallurgical (in blue in Fig. 1) includes the leaching process and the separation of metals by precipitation, electrochemical deposition, or extraction. The constitutive products characterizing a route are listed at the right end of the sequence in Fig. 1. These are, as mentioned, active material, alloy, or salt of the transition metal. Additionally, recovered materials are leaving the processes on top and at the bottom of the image in Fig. 1.
Structuring schema
As has been pointed out above, Fig. 1 presents typical sequences of processes, but there are many possible variations. Consequentially, a further structuring of the three recycling routes is necessary in order to analyze results from the literature. This structuring is performed by identifying the type of input and output materials which form the start and end points of the individual process. Some materials can be input material in one publication and output material in another. Different types of materials from all recycling routes are identified in Table 1.
Commercial processes
We are looking for detailed information on commercial processes in our areas of investigation: development status, process perfomance, and life-cycle environmental impact. To be considered commercial, companies must treat at least 200 t a−1 of batteries.
Development status
With regard to development status, we analyze information for the three recycling routes from the extant recycling capacity and the so-called technology readiness level (TRL). Information on both figures is extracted from technical information provided by companies and reviews.
The criterion recycling capacity is defined as the weight of batteries, and a commercial facility (TRL ≥ 8) is treating annually. Today, plants for all recycling routes process the following types of batteries: nickel–cadmium accumulators (NiCd), nickel-metal hydride accumulators (NiMH), and alkaline. However, depending on the market, they could retool the plants to adapt for needed capacities. Consequently, here, the total capacity of a plant is identified in order to characterize the maximum capacity possible available for recycling of LIBs.
The definition of the technology readiness level by Dunbar et al. (NASA) is given as follows: “Technology Readiness Levels (TRL) are a type of measurement system used to assess the maturity level of a particular technology. Each technology project is evaluated against the parameters for each technology level and is then assigned a TRL rating based on the projects progress. There are nine technology readiness levels. TRL 1 is the lowest and TRL 9 is the highest.”108
To determine the TRL from the direct physical process, we distinguish between two different cases. In the first case, as with all other recycling routes, we consider the state of the art to meet the EU directive 2006/66/EG on recycling efficiency. In the second case, we investigate the state of research on the production of new LIBs from secondary material coming from direct physical recycling.
This criterion is also used outside its subchapter to categorize single-process routes presented in publications. We distinguish between commercial processes (TRL ≥ 8) from lab-scale processes (TRL < 8). Only processes with a similar process maturity can be compared. Here, not all recycling processes of the same route have the same TRL.
Process performance
The data for the three criteria on lab-scale processes were found in technical papers and data for commercial processes were taken from other reviews. The data on commercial processes are usually less detailed, as no emphasis is placed on reproducibility. The criteria for process performance are the recycling efficiency and quality of secondary product, waste, and emissions as well as the process energy demand. Here, we define the following criteria:
Recycling efficiency
The EU defines recycling efficiency as “the ratio obtained by dividing the mass of output fractions accounting for recycling by the mass of the waste batteries and accumulators input fraction expressed as a percentage.”109 Based on the EU definition, a recycling efficiency can only be assessed for full process routes or full process routes adding a refinement starting from EoL batteries.
where RE recycling efficiency (%), moutput mass of material produced during the recycling process (kg), and MEoL LIB mass of collected EoL LIB entering the recycling process (kg).
Note that in the literature, often deviating definitions of recycling efficiency are used, e.g., for pyro-metallurgical processes for the recovery of lithium from slag. In order to distinguish this kind of information from the EU definition of recycling efficiency, we propose to use the term recovery efficiency. This term can be applied for a series of process steps or a single-process step, e.g., the leaching of a metal. As a generic definition of recovery efficiency, we propose “Ratio of the mass of the targeted output material(s) divided by mass of the used input material.”
where RRecovery recovery efficiency and minput mass of the input material in the investigated process (kg).
According to the new law, material recovery efficiencies must be met starting in 2025.9, 10 We are looking for data on the material recovery efficiency of the materials from the cathode material. We define that 100% of the component—cobalt, lithium nickel, or active material—enters the process, and after recycling, the percentage is reduced to the material recovery efficiency of the process.
where RM.Recovery material recovery efficiency, mC,input mass of the metal entering the investigated process (kg), mC,output mass of the metal exiting the investigated process (kg).
In publications on the metallurgical routes discussing the hydro-metallurgical core processes, the pyro-metallurgical refinement or slag treatment, the recovery efficiency is provided assuming 100% leaching efficiency. This, however, is not substantiated by results of this process and distorts the comparison of the results. Therefore, we introduce a correction factor and how this is calculated can be found in the SM (p. 1).
Quality of the produced product
To evaluate the quality of the produced product, we define the term purity and evaluate the cyclability of active material. Purity is specifically of interest since it can be used for the output of all recycling routes. Purity always refers to material recovery efficiency, as purity always refers to a specific component. Purity is expressed as a percentage, where the percentage of impurities is subtracted.
where P purity (%), mimpurity mass of impurity (kg).
In order to test secondary active material for defects, cyclability tests by charging and discharging the cells can be carried out. Various factors such as the composition of the active material, depth of discharge, temperature, and discharge rate in current can influence cyclability and common determined parameters are as follows:110 Discharge capacity is the total electrical energy released during discharge to discharge voltage limit;111 initial capacity of LIB made out of virgin material; specific capacity is the released electrical per mass active material; retention capacity is a parameter to describe cycle stability; and112 coulombic efficiency indicates the change in charge capacity between charge and discharge cycles.113
where RC retention capacity (%).
where CE Coulombic efficiency (%).
Emission and waste
Basically, emissions from technical processes can arise in two ways: first, new compounds could form due to chemical reactions during a process, e.g., in a thermochemical reaction, and we call this type of emissions “reaction emissions.” Second, emissions could stem from the components of LIBs that are released in the process, and we call this type of emission “material losses.” There is a lack of information on full process chains, but rather only information on single processes can be found. Additionally, often only the type of pollutant is given and does not include quantitative estimates. For air pollution and waste water, we are looking for the pollutant, its concentration and volume flow of the polluted fluid per ton of recycled LIB. For solid waste, we are looking for the specific kind of waste and its mass per ton of treated LIB. In addition, we are looking for treatment possibilities of the arising pollutions.
Air pollution, release into the atmosphere of various gases, finely divided solids, or finely dispersed liquid aerosols at rates that exceed the natural capacity of the environment to dissipate and dilute or absorb them.114
Wastewater is the polluted form of water generated from rainwater runoff and human activities.115
Waste is any substance or object which its owner discards, intends to discard, or is required to discard.116
The process energy demand is defined as the final energy a single process or a full recycling route requires to either treat a defined amount of LIB or to generate a defined amount of product. In contrast to the indicator used for life-cycle impacts, no up-stream energy demand or energy content of materials is included. We look for the criteria for full recycling sequences, and we research the criteria of both lab-scale processes and commercial processes. When possible, the data are converted to kilowatt hours to treat 1 t LIB. However, some publications provide the energy demand with regard to the input and some with regard to the output material—without the possibility to convert the results.
Life-cycle assessment
Life-cycle assessment (LCA) is a broadly used method to analyze and quantify environmental impacts of products or services. The LCA methodology is based on the international standards ISO 14040 and 14044.117, 118 Its basic principles are to assess the full life cycle from raw material extraction to waste treatment, including all relevant environmental impacts, and to relate all results to a so-called “functional unit” which displays the function or benefit of the product or service. An LCA study is structured in four phases: goal and scope, where, notably, systems boundaries and functional units are specified; life-cycle inventory, where the model of the product system is assembled, based on data for all single processes embodied, either from databases or from specific studies; life-cycle impact assessment, where the results of the product system in relation to the functional unit are connected to all relevant environmental impacts and evaluation of these results to produce recommendations for decision makers. Compared to process-related information, the main benefits of LCA are the following: LCA can (i) compare different processes, in this paper, three different recycling methods, and all the processes and products needed for the represented function of these recycling routes, (ii), calculate all results in relation to a so-called functional unit, representing the function or benefit of the product or service, (iii) evaluate “all relevant impacts” as to the environmental, based on models of life-cycle impact assessment.
Depending on the research question and the object under study, specific life-cycle phases can also be investigated. In the case of waste management, usually the service under investigation is the treatment of a certain amount of a waste or EoL products or processes. The recycling routes will still start with EoL batteries collected and are characterized by its constitutive products, but LCA analyzes the environmental impacts in relation to 1 kg of LIBs that enter the recycling route. Therefore, this functional unit has a different point of view compared to the perspective of the output products.
The unique traits of a LCA allow for the comparison of different processes, in this paper, three different recycling routes, and all the processes and products needed for these recycling routes to function.119 While LCA can assess the environmental impacts of a process, it is also capable of analyzing the environmental benefits caused by substituting virgin material production with the output recycled materials. The calculated benefit is the difference between the environmental impacts of virgin material production and the environmental impacts of producing the recycled material.
where Impactrecycling impact of recycling (MJ kg−1 or kgCO2eq. kg−1), Eprocess required energy for a specific process step (MJ), and FU functional unit in this publication 1 kgLIB (kg).
where GWPprocess CO2 equivalents produced for a specific process step (kgCO2eq.).
The benefit quantifies what is gained from the recycling process. It is calculated by taking the impact of recycling in relation to recovery efficiency and subtracting the impact of using primary materials.
where Benefit benefit of recycling (MJ kgLIB-1 or kgCO2eq. kgLIB-1), Impactrecycling impact of recycling (MJ kgLIB-1 or kgCO2eq. kgLIB-1).
The net impact is the impact reduced by the benefits.
The recycled product and the replaced virgin product of each paper are shown in Table 2.
The cumulative energy demand (CED) assesses the quantity of energy content of all different energy sources, both renewable and non-renewable, used throughout the life cycle in the analyzed process.123 However, this impact category does not take into account any associated environmental consequences of the resources used.119 The results are measured in Mega Joule (MJ).
The global warming potential (GWP) is an impact category in the life-cycle impact assessment (LCIA) step of a life-cycle assessment.119 The GWP indicates the potential greenhouse effect impact of all the greenhouse gases (GHGs) emitted by the processes analyzed in the LCA. The impacts of the different GHGs are referred to 1 kg of CO2 and modeled over a time period of 100 years, used by the Kyoto Protocol.124 The results are measured as kilograms of CO2 equivalent (kgCO2eq.).
The parameters impact, benefit, and net impact for the cumulative energy demand (CED) and the global warming potential (GWP) are used for the evaluation. The impact is the sum of the process variables per functional unit. For the impact of the CED, the process variable is the energy demand of the individual processes and for the GWP, the required CO2 equivalents. Both the impact of recycling (impactrecycling) and the impact of producing the primary material (Impactprimary) are necessary to calculate the benefits.
Literature review
The exploration of relevant published research has been carried out with the help of Google Scholar, Scopus, Science Direct, and Web of Knowledge. To describe state-of-the-art processes as well as new approaches the literature, research only covers publications published after 2010 and up to and including August 2021. The following search terms were used in different combinations to carry out the literature search:
recycling; lithium(−)ion batteries; LIBs; direct physical recycling; direct physical; pyro-metallurgy; hydro-metallurgy; pyro-metallurgical recycling; process; recycle method, recycling method, performance; hydro-metallurgical recycling; resources; recovery; emissions; greenhouse gas emission; global warming potential; life-cycle assessment; dust emission; composition; wastewater; brine; leachate; liquid discharge; cobalt; lithium; nickel; end-of-life batteries; recycling quotes; waste; technological readiness level; aluminum; scarcity; manganese; solid emission; slag |
In a first screening, publications which were not precisely on topic, such as papers about e-waste recycling, in which only a small part constitutes the treatment of LIBs, have been excluded. The resulting 209 publications were assigned to four categories, which differ with respect to the type of information they provide. The four categories are technical papers, review papers, LCAs, and the technical information provided by recycling companies. By far, the largest share (70%) is represented by technical papers, which discusses predominantly lab-scale processes. These papers can describe full process sequences, a combination of process steps, or individual process steps of LIB recycling routes. We have searched for data on full recycling processes; however, if no such data are available, information from single processes is presented as examples. Technical papers provide an overview on the state of research with data on process performance and their emissions are presented. 7% of the sources are LCAs based on the methodology of ISO 14040/44, including the background system and usually using secondary data. Close attention is provided to the system boundaries and functional units of the selected LCAs. Here, parameters demanding up-stream information can be extracted, notably CED and GWP. Reviews which account for 18% are mostly on commercial recycling routes (85%) and the rest compare previously performed LCAs. These are used to complement primary literature that was not found with the keywords above and to understand interrelationships as to background and context to present a broader picture. They are mainly used to describe the status of development and process performance. Finally, 5% of the publications are company technical information from companies that treat EoL LIBs commercially. These publications provide first-hand information on the status of development and the process performance. Table S. 2 in the SM provides an overview of the literature categories.
To understand how the research interest regarding the different routes has developed since 2010, 142 technical papers are evaluated. Most publications are on the hydro-metallurgical route (55%), followed by direct physical recycling with 33%. About 12% of the publications are related to the pyro-metallurgical recycling route. A high research interest indicates that in the near future, this recycling route will also become commercially interesting.
Over the past 11 years, the highest absolute number of publications was in 2017 and in 2016 the number of publications in the field of hydro-metallurgical recycling has peaked.17, 37, 47,48,49,50, 52,53,54,55,56,57, 59,60,61,62,63, 66, 70,71,72,73,74, 77, 78, 80,81,82,83, 85, 88,89,90,91,92, 95, 102, 125,126,127,128,129,130,131,132,133,134,135,136,137,138,139,140,141,142,143,144,145,146,147,148,149,150,151,152,153,154,155,156,157,158,159,160,161,162 In fact, the number of publications in the field of hydro-metallurgical processes has decreased in recent years. This may be related to the fact that the process has reached market maturity during this time. For example, the company Duesenfeld GmbH was founded in 2017 and patented their hydrometallurgical process the following year.163 The research interest in direct physical processes increases continuously12,13,14,15, 21, 24,25,26, 28, 30,31,32,33, 35, 38, 94, 164,165,166,167,168,169,170,171,172,173,174,175,176,177,178,179,180,181,182,183,184,185,186,187,188,189,190,191,192,193,194,195 This may be due to the change in legislation and the increase in recycling efficiencies. There is still a lot of potential for improvement in this route. Research on pyro-metallurgical processes takes place sporadically with a cumulation in the last 5 years.40,41,42,43,44, 58, 96, 196,197,198,199,200,201,202,203,204,205,206 The relatively low level of research interest can be explained by the fact that the process of pyro-metallurgical recycling already existed in other applications, e.g., ore processing, and this process was simply adapted to LIBs. If we take a closer look at the research in this route, it focusses on process optimization and not process development. In fact, 78% of the publications on pyro-metallurgical treatment are on lithium recovery from the slag.44, 96, 196, 197, 200, 202, 203, 205, 206 This is an important topic to improve the pyro-metallurgical recycling. Actually, the topic of lithium recycling has become increasingly relevant in all three recycling routes in recent years. This, again, is related to the upcoming change in EU legislation, which will include a lithium material recovery efficiency. The literature identified in the review is the basis for the results presented in the next chapter.
Results and discussion
Structuring recycling routes
To generate an overview of what is meant by the term recycling process in the various publications, all technical papers have been evaluated as to the types of input and output material. Besides the full process routes as defined in 2.2.1, other frequent combinations of input and output materials were identified. The result for all individual publications is documented in Tables S6 and S7 in the SM. For the three process routes, results as to frequent groups of process routes are presented in Table 3 where full process routes are printed in bold.
Commercial processes
For our further investigation on the topic’s status of development, process performance and life-cycle environmental impact, we needed additional parameters such as emissions and recycling efficiency of commercial processes, but we noticed that the data on commercial processes are very scarce. However, three companies are well documented: Akkuser Oy, Umicore, and Duesenfeld GmbH. Therefore, we have decided to deal in detail with the procedures of only these three companies. Table 4 shows the company, route, and group sequence (compare Fig. 1). Akkuser Oy treats the LIBs direct physically by opening the cells in a two-stage crusher.207 The granulate is then magnetically separated into different material streams. The metal concentrates are then further processed in a metal refinery.207 In the Umicore Valéas recycling process, both LIBs and LiMH batteries are treated. These are dismantled and then thermally treated in the furnace. Rare earths from the NiMH batteries are extracted from the slag. The alloy is hydro-metallurgically treated, and Co, Ni compounds are recovered. Duesenfeld GmbH was developing its hydro-metallurgical process in containers to treat LIBs locally. After pre-treatment, the LIBs are opened and crushed in a nitrogen atmosphere. In the next process step, the low-boiling solvents are evaporated from the electrolyte. Afterwards, the dried shredded material is separated by their physical properties. The material streams besides the active material are fed to the established recycling routes. In their patented process, the active material is then hydro-metallurgically processed in several extraction and crystallization cycles, manganese, cobalt, nickel, and lithium are successively recovered as salt. Information on the other commercial processes can be found in SM Table S. 3.
Status of development
Recycling capacity
Table 5 presents the worldwide existing recycling capacities of today’s commercial plants that are mentioned in the literature. The upper section of the table (I) includes the capacity that treats nickel–cadmium accumulators (NiCd), nickel-metal hydride accumulators (NiMH), and alkaline in addition to LIBs. For plants using the direct physical and pyro-metallurgical routes, information is often not provided on the amount or percentage of LIBs treated but if the information is provided. It is listed in the section below (II). The hydro-metallurgical route treats exclusively LIBs.
The year in which the capacity was reached was not provided in the literature and only commercially operating plants are included. In the supporting information, all companies, the year of foundation, and other company activities are listed (see SM Table S. 3). There were some scatter of data in the literature, and therefore, we decided to provide an interval of the annual capacity. A problem with specifying the absolute capacity that exists today is that the LIB recycling market has taken off in recent years. There are more and more start-ups or takeovers in this field, which makes the market incomprehensible and, therefore, no guarantee of completeness can be given.
Since in the upper part of the table, the input stream has been extended by NiCd, NiMH, and alkaline batteries next to the LIBs, our structuring cannot be applied in this case. In total, we found a recycling capacity between 194,310 and 216,450. There is some flexibility in the composition of the input stream of the recycling plants. From a technical point of view, only small changes to the process (e.g., flotation conditions or furnace temperature) need to be made in order to recycle these different types of batteries.17, 36, 217, 218 This means that the composition of the input stream can be adjusted as required. Nevertheless, the significant amounts of returning NiCd and NiMH batteries must still be recycled and plants cannot completely switch to treating exclusively LIBs. Regardless of the battery chemistry, the market still has some margin in terms of capacity. Today not all plants are yet operating at their maximum capacity, for example, Accurec and Green Eco-manufacture Hi-Tech Co state that their plants are designed to recycle 10 times as many batteries as they do today.216, 219, 220
The direct physical route has the lowest overall recycling capacity and compared to the other routes, the LIB share treated is even lower. The pyro-metallurgical process has the largest capacity and when analyzing other company parameters (see Table S3), it is noticeable that 10 out of 13 companies using the pyro-metallurgical route were already active in related fields, e.g., in mining or waste management.221,222,223,224,225,226,227,228,229 This means that existing company infrastructure and know-how could be used and applied to LIB recycling. As a result, large recycling capacities could be achieved early on and the first returning LIBs could already be recycled. More and more hydro-metallurgical plants with correspondingly high capacities are being built. These plants are customized for the recycling of LIBs; therefore, the input here is exclusively LIBs. Considering only LIBs, the hydro-metallurgical route may have the highest capacities, but to make a definite statement, in this regard, the data situation is not high enough. Technology readiness level.
Case 1 (direct physical full process): Here, today’s mandatory recycling quotas must be reached. The Finnish company Akkuser Oy meets this criterion and is established in the market.27 It recycles 100% of the LIBs collected in Finland.207 First players with directly physical processes are on the market and, therefore, the TRL is rated at 8.
Case 2 (direct physical full circle): These sequences cannot be realized on an industrial scale today since they face two obstacles. The 1st obstacle is that cathode materials in EoL LIBs are outdated when they return to recycling, and therefore, the cathode material does not correspond to the state-of-the-art LIBs today. However, it can be assumed that the rapid development of battery materials will level off, and the direct physical process will become more attractive in the future. The recovered material can also be used as a precursor for state-of-the-art lithium-ion batteries. But before that is the matter, this case can already be used for surplus and misproduction. The 2nd obstacle is that the cathode material in EoL LIBs shows traces of use, but research is currently being conducted on regeneration mechanisms. The recovery of cathode material and its reuse in batteries as a secondary material are of great interest in research.24, 26, 94, 181, 193 In this second case, true material holism can be achieved. This case is rated with a TRL of 4. Future investments in research and development are worthwhile, since a large part of the production costs and emissions can be skipped.
Both metallurgical processes are already being implemented commercially. The pyro-metallurgical route is implemented, for example, by Umicore, Accurec, and Glencore Plc.27, 219, 220, 230 As mentioned in the previous chapter 10 out of 13 companies have been already established mining companies or in related fields before recycling batteries.221,222,223,224,225,226,227,228,229 Of course, this also has an impact on the TRL. The pyro-metallurgical route is assessed with a TRL of 9. The pyro-metallurgical route as an established process requires investment in expansion and infrastructure should further capacity be required. In recent years, the first industrial applications of hydro-metallurgical recycling have appeared on the market. Even though it is a newly emerging technology, it is more widespread compared to direct physical recycling. The first operators are, for example, Duesenfeld GmbH, Green Eco manufacture High-Tech Co Ltd., and Bangpu Ni/Co High Tech.141, 215, 230, 231 These companies were founded to recycle LIBs exclusively. As for the pyro-metallurgical route, the hydro-metallurgical route requires investment in expansion and infrastructure. The results on TRL agree well with the results on recycling capacity (Table 6).
Process performance
Recycling, material recovery efficiency, and produced product
Based on the EU definition, information on full process chains is required. This is available only for the commercial processes that are described above. However, for commercial processes, data on the purity of the products are lacking, as a result, only recycling efficiency for the sum of all recovered materials, notwithstanding their quality, can be given. The data on commercial processes are summarized in Table 7.
Since full recycling routes are presented, the results allow for ranking of the processes: the hydro-metallurgical and the direct physical route are the most efficient. However, we have to be careful with the claim of a 90% RE for the direct physical recycling. Velázquez-Martínez et al. did not specify in their publication how they define RE and it could also mean the material recovery efficiency.27 The example illustrates the need for a clear definition and use of terms. The company Akkuser Oy states that they recycle over 50% of the of the battery materials for reuse and Duesenfeld GmbH states that their mechanical process alone recovers 72%.207, 232 The RE in the pyro-metallurgical route depends on the casing of the batteries which leads to the range.233 However, as already mentioned, no statement on the quality and value of the product can be made. From 2025, an EU-wide recycling efficiency of 65% will apply, with an increase to 70% from 2030. This is a challenge for pyro-metallurgical and some direct physical recycling processes. Here, the routes must be adapted accordingly.
In this paragraph, we examine whether these material recovery efficiencies are achieved by the three routes. The results are shown in Fig. 2. Only data on lab-scale processes could be found, and all data were given without the indication of uncertainties. Errors can occur at different points, e.g., in the execution of the experiment, sampling, sample preparation, and analysis. For future publications, a more critical handling of the analysis results would be desirable.

Material recovery efficiency and purity of the three recycling routes sorted by groups. (a) Direct physical refinement, (b) direct physical refinement core process, (c) pyro-metallurgical slag treatment, (d) hydro-metallurgical full process, (e) hydro-metallurgical core process II, (f) hydro-metallurgical recovery process.28, 32, 33, 35, 44, 48, 49, 53, 54, 59, 70, 88, 102, 126, 127, 129, 143, 147, 149, 161, 171, 188, 203
Material recovery efficiencies are only available for direct physical processes that carry out an additional step—a so-called refinement—to the separated cathode material. Publications proceeding from electrode material (refinement core process) instead of the EoL LIB achieve slightly higher material recovery efficiencies. The reason for this is obvious, as the losses from previous process steps are excluded. With regard to the pyro-metallurgical process only, publications on the slag treatment mentioned their material recovery efficiency and purity. The recovery of lithium from slag is not the most representative process for the pyro-metallurgical route since a hydro-metallurgical or a gas phase extraction process is applied. It is, therefore, not surprising that similar values for purity and material recovery efficiency were achieved as in the hydro-metallurgical process. However, with the new law, recovery of lithium from slag becomes necessary and the results show that the material recovery efficiency for lithium can be far exceeded. Losses due to the pyro-metallurgical process were not included in either publication. The results show that the obvious assumption that the material recovery efficiency decreases with higher purity is not correct. Also, similar material recovery efficiencies can be achieved in the full process of hydro-metallurgical recycling as in the core process II or the recovery process only. Nevertheless, a larger scatter is observed with the full process. However, it can be assumed that fewer losses occur in lab processes compared to automated commercial processes. In future research, it would be beneficial, if the recycling efficiency and material recovery efficiency for all pre-treatment processes are included for the direct physical and the pyro-metallurgical route. This would allow a ranking to be carried out. The indication of the material recovery efficiency also allows us to make a judgment in terms of criticality. All three routes exceed the requirements of the new EU directive for nickel, cobalt, and lithium.9, 10 Even more ambitious targets could have been set here.
To evaluate the quality of the recovered product, we have cyclability as an additional method for the groups that recover active material or produce a new LIB. We found results for the groups (core) refinement and full circle of the direct physical route. The parameters for the charge–discharge experiments are summarized in Table S4 in the SM.24, 26, 94, 181, 193 In these publications only, minor capacity losses occurred with the exception of the two pyrolyzed samples of Song et al.181 However, it is noticeable that only a small number of cycles were run in all publications (between 16 and 200) and, with the exception of Shin et al., only low discharge rates were selected.24, 26, 94, 181, 193 This means that the cells from secondary material were not tested under real-application conditions.
Emissions and waste
The data on pollution have been collected from technical papers and reviews. Again, the technical paper provided information on recycling routes at the lab scale, and the reviews summarized information about commercial processes. Table S. 5 in the SM includes all information on the pollution found. As a first glance, a mass flow on the three process routes is shown in Fig. 3. For this purpose, the full process of the direct physical route and the core processes of the metallurgical routes are presented, since the emissions from the previous steps of the metallurgical processes are similar as for the direct physical process. It provides an overview of the inputs and outputs of the three routes and illustrates how much product is generated and how much waste remains unused. The quantity and nature of these waste products will be investigated in more detail. A distinction is made between air pollution, wastewater, and solid waste materials.

Besides the environmental significance of the emissions, these can also be seen as losses of material that could be recovered. Consequently, a specific focus is on the identification of these emissions. As previously described, we distinguish between “reaction emissions” and “material losses.” In the pyrolysis—a pre-treatment process—reaction emissions are produced. The waste streams of the direct physical route [see Fig. 3(a)] are material losses, for example, the separators or the electrolyte. The emissions combustion air, slag and fine dusts of the pyro-metallurgical route in (b) are reaction emissions. The core process of the hydro-metallurgical route in (c) provides both kinds of emissions. The graphite is a material loss and the wastewater is a reaction emission.
Air pollution
Based on the mass assessment in Fig. 3, it can be determined that air pollution is a major challenge in the pyro-metallurgical route and some processes of the direct physical route. The results of our literature research on air pollutants are listed in Table 8. The Table is separated into lab-scale and commercial processes. No data were provided on air pollutants arising during a full recycling route, but only on individual process steps. The process steps are listed in the table. Only the pollutant but no information on the concentration or volume flow of the polluted fluid in relation to the amount of recycled LIBs was found. Treatment possibilities were included in publications on the commercial processes.
Monitoring quantities of waste gas production and the pollutants is not only important for checking whether legal threshold values and occupational safety standards are being complied with. This information is necessary to produce higher-quality LCAs. Having, these data could help policy makers to make decisions that lead to the reduction in emissions. The resulting exhaust gases will be an important factor in terms of climate targets, and processes with low CO2 emissions will prevail in the long run. We recommend that in future publications, the quantity and composition of emissions that arise during LIB recycling is included.
Waste water
Based on the mass assessment in Fig. 3, it can be seen that waste water is a major challenge in the hydro-metallurgical route. With the exception of the commercial hydro-metallurgical route, we could only find data on waste water single-process steps. Nevertheless, this information is summarized anyway in order to provide an idea of the different wastewaters that arise in each recycling route. No publication provided information on all three defined search parameters: concentration, volume, and treated number of LIBs. Except for three publications on the hydro-metallurgical route, no treatment processes for the wastewater have been suggested. All the emissions arising from wastewater can be categorized as reaction emissions. Pre-treatment produces wastewater through gas scrubbing during pyrolysis and during discharge in a brine.33 Li et al. provide the composition of the brine which had a concentration between 0.01 to 445 mg L−1 cobalt and between 0.08 to 45.46 mg L−1 lithium depending on the discharge conditions.136 Water can be used in the direct physical process as a protective layer to prevent fires during opening and crushing of the LIBs.169, 191 Using an electro-hydraulic fragmentation, the water is necessary for the impulse transmission. For example, Horn et al. state that 27 L of water was needed to open a material volume of up to 10 L of batteries.169 Zhang et al. used a wet impact crusher with a water consumption of 500 L h−1 and a crushing time of 20 s.191 Flotation processes can be used to separate the anode and cathode material, which also generates a significant amount wastewater.168, 193 However, exact numbers are not provided for this process. No data on wastewater could be found on the pyro-metallurgical process. Just because there is no information on wastewater from the pyro-metallurgical route does not mean that this route does not produce wastewater. For example, small amounts of wastewater are produced during gas scrubbing, and the produced alloy is treated hydro-metallurgically in the refinement step. The arising wastewater there is comparable with that from hydro-metallurgical treatment.
The amount of acidic brine produced during hydro-metallurgical recycling and the concentration of substances depends on the solid to liquid ratio set during leaching. Common solid to liquid ratios in hydro-metallurgical recycling are between 20 and 100 g L−1.235 Table 9 shows the composition of hydro-metallurgical wastewater after the recovery of valuable substances. The concentration depends on the recovery efficiency, the metal salts that are recovered, the leaching agent, the LIBs that have been recycled, and the recovery process. In addition to unrecovered cations, the brine can also contain plastic, electrolyte, graphite, and solvents if solvent extraction is performed. Some treatment processes for the wastewater have been proposed. Kim et al. treated the hydro-metallurgical wastewater with an electrochemical process.133 Here, the organic fraction from solvent extraction is degraded and simultaneously in the wastewater remaining lithium ions are recovered.133 Luo et al. suggest further lithium recovery adsorption using magnetic ion exchange materials and Swain proposes lithium recovery by reverse osmosis and precipitation.155, 236
The results show two important conclusions for stakeholder planning an industrial realization of the direct physical and hydro-metallurgical recycling route:
-
Industrial wastewater treatment is necessary due to the high inorganic load. Lithium, for example, would not be sufficiently retained in a municipal wastewater treatment plant and would be released into the environment via this route.239 Therefore, it would make sense to define a limit value for the discharge of lithium in wastewater coming from the battery-recycling industries.
-
Wastewater treatment has the potential to recover valuable materials, such as lithium. Currently, concepts are being presented for lithium extraction from geothermal wastewater.240 Here, the concentration is by a factor of 10 lower than in the wastewater of the hydro-metallurgical route.240
Solid waste
It can be seen from the mass assessment shown in Fig. 3 that the direct physical and the pyro-metallurgical route produce the highest amounts of solid waste. Since only qualitative information was found and the information available is very general it is applicable to both maturity levels, therefore, no separation between lab-scale and commercial processes is made. We only found information on single-process steps. Neither the amount of solid waste nor the number of treated LIBs was provided. For some processes, a treatment possibility was suggested. Solid waste materials are mentioned in only one publication on pre-treatment processes. Pyrolytic tar which is a reaction emission is a waste product of pyrolytic pre-treatment. It consists of aromatic long-chain alkenes and light alcohols, and Zhong et al. disposed of the pyrolytic tar in a disposal device together with the pyrolysis gas.35 In the direct physical process, the separators are not yet recycled and must be disposed of.14 The pyro-metallurgical process produces slag and dust as waste products. Slag consists mainly of silica, calcium oxide, and aluminum oxide, but significant amounts of lithium are also present in the slag.37, 43, 196, 197 Lithium must be partially recovered under the new EU regulation.241 The remaining slag residue must be disposed of. It can either be used in road construction or in landfill.34 When leaching the electrode material during the hydro-metallurgical route, the cathode material goes into solution, and the anode material can be filtered off as a solid residue.
In order for stakeholders to draw the conclusions, they are looking for, the information on concentration and volume flow. There is a large gap in the literature especially for the solid waste materials that are generated. All three recycling routes reduce the amount of waste; however, it is also important to quantify the remaining materials after the recycling is completed. A solution can be a simple mass assessment, as shown in Fig. 3.
Process energy demand
The publications that quantified energy requirements are summarized in Table 10. The Table distinguishes between single-process steps and a full route, and between lab-scale and commercial processes. The literature did not provide the process energy for all three routes as a full recycling process. We included the single-process steps to give an overview. We were able to find data on both lab-scale and commercial processes.
Considering the results from Table 10, it is noticeable that for commercial processes, the direct physical and the pyro-metallurgical route can be compared with each other, since in this case, data of both routes are available for the full process. With 2% of the energy required for the pyro-metallurgical process the direct physical recycling route is far less energy intensive. The lower process energy demand also suggests lower operation costs. In the next section, the LCA came to a slightly different result. Here, direct physical needed 10% of the energy (impact) that the pyro-metallurgical process needed. However, the difference can be easily explained since the two direct physical processes are in different groups and therefore, different products are generated. The Akkuser Oy process is a full direct physical process producing active material while the direct physical process in the LCA a direct physical refinement generating cathode material is investigated.207, 242
A comparison of the direct physical and hydro-metallurgical route on lab scale would be possible, if the same or a convertible unit for the energy consumption had been used. It would be desirable if a common unit could be agreed upon. We propose that the energy demand should always be given per recycled quantity of lithium-ion batteries, as this is the most widely used unit and energy demand per output always comes with an allocation challenge. Since there may be more than one product, the question may arise as to how to distribute the energy demand among the outputs. Despite the harmonization, future research needs to tackle the lack of data regarding the energy demand for both lab-scale and commercial processes. The energy demand should always be included when investigating new processes. The recycling companies are probably less willing to provide this data. Here, model calculations for upscaling could help, as soon as the data basis from technical papers are sufficient. This would also help produce more accurate LCAs.
Life-cycle environmental impact
The LCA review is to compare direct physical, pyro-metallurgical, and hydro-metallurgical recycling routes and provide an overview of the environmental impacts and benefits of these recycling routes. All results of a LCA are calculated for the functional unit; hence, only papers with the same functional unit have been selected. The focus of a recycling process is substituting virgin materials; thus, papers which not only analyzed environmental impacts but also substitution benefits of the output materials were selected. Understanding the avoided environmental impacts of different materials produced in the recycling routes provides better insight in the benefits of recycling on an environmental instead of a material level. Two impact categories, CED and GWP, are considered as they are assessed most frequently in LCA studies on LIB recycling.
Between 2010 and August 2021, 15 studies were identified that report quantitative LCA data on at least one recycling route.120,121,122, 244,245,246,247,248,249,250,251,252,253,254,255 The eligibility criteria for these studies are (i) report impacts and benefits, (ii) have 1 kg of input batteries or easily harmonizable functional units, and (iii) report CED and GWP impact categories (Table 11).
The analysis of the studies showed that most papers only report on impacts, but not on the benefits of recovery of materials. Thus, finally only three papers met the eligibility criteria. Xu et al. report on a direct physical refinement process, and Buchert et al. report on a pyro-metallurgical full process and a hydro-metallurgical full process route.120,121,122
The system boundaries of the studies by Buchert et al. encompass the discharging and dismantling step with all processes and generated products until either the final pyro- or hydro-metallurgical treatment.121, 122 The pyro-metallurgical treatment is akin to sequence 2.3 in Fig. 1, with the only distinction is not accounting for the hydro-metallurgical post-treatment step.121 The hydro-metallurgical treatment is the same as sequence 3.3 in Fig. 1.122 The batteries are considered impact free when entering these system boundaries; thus, transportation is excluded. The direct physical refinement process is similar to sequence 1.3 of Fig. 1, the variation being a separation of cathode material and relithiation step before the evaporation step.120 Xu et al. report on system boundaries encompassing the direct physical refinement steps as well as the collection and transportation of the end-of-life batteries, assumed to be 1050 miles.120 According to Ciez et al., transportation over 1,050 miles attributes to roughly 0.14 kgCO2 eq. or 22% of the calculated impacts of Xu et al.120, 247 However, Xu et al. do not include the recovery of materials other than the active materials to calculate benefits; thus, the calculated benefits are not accurate for the complete direct physical recycling route.120 This difference in system boundaries affects the results and, therefore, increases the uncertainty of the comparison between direct physical recycling and pyro- and hydro-metallurgical recycling.
Figures 4 and 5 present the aggregated results of the three papers for the impact categories CED and GWP. The direct physical refinement route has the lowest CED and GWP impact. This can be attributed to three factors: (i) a reduced operation time, (ii) lower operating temperature, and (iii) strong acids and bases are not used. The impacts of the pyro-metallurgical recycling route are mainly caused due to the smelting process and electricity use of the machinery.121 Furthermore, in the case of hydro-metallurgical recycling the up-stream processes for production of the needed strong acids and bases contribute a large share to the CED impacts. Therefore, the CED impacts of the hydro-metallurgical recycling are mostly attributed to the production of auxiliary materials needed for this process.122 However, the benefits of the direct recycling are the lowest of the three recycling routes. The underlying cause is the calculation approach taken in the study of Xu et al.: here, the benefits are only calculated for the manufacturing of the cathode with recycled material and not from materials generated in the dismantling step of the recycling route.120 In contrast, the studies on the full pyro-metallurgical and hydro-metallurgical route follow the definition of the EU recycling efficiency and, thus, include all recovered materials. Consequently, the main benefits here stem from the dismantling step where aluminum, copper, and plastics are recycled.121, 122 These materials contribute greatly to the benefit because of their relative mass abundancy in the batteries and the high environmental impacts connected to their primary production.256, 257 In the direct physical process, these components are also recovered, but the benefits are not included in the evaluation of Xu et al.120 To decrease the uncertainty of this comparison and because the dismantling steps are often similar, the average environmental impacts and substitution benefits from Buchert et al. are added to the existing results of Xu et al.120,121,122 This gives an indication to what the possible results would be for the direct recycling when the complete process is analyzed. The CED impacts increase 7.31 MJ kgLIB−1 and the benefits increase to − 99.11 MJ kgLIB−1 resulting in a net impact of − 91.99 MJ kgLIB−1. The GWP impacts increase to 0.83 kgCO2eq. kgLIB−1 and the benefits increase to − 5.42 kgCO2eq. kgLIB−1 which result in a net impact of − 4.59 kgCO2eq. kgLIB−1. Comparing these results to the pyro- and hydro-metallurgical routes clearly shows the higher environmental benefits of the direct recycling route.

CED results of the three analyzed papers, net impacts included.

GWP results of the three analyzed papers, net impacts included.
Figure 6(a and b) shows the impacts, benefits assigned to the respective process steps according to.121, 122 The dismantling steps, in which aluminum, copper, and plastics are recovered, have the largest benefits. In addition, Fig. 6(a) specifies the respective materials that are recovered.

Observing the net impacts only, the pyro-metallurgical full process is most beneficial for the CED impact category. This can be associated with pyrolysis of the plastics in the LIBs to produce heat which is calculated as a benefit.121 However, this result is restricted by the bias of considering different systems boundaries as to the recovered materials, see above. The hydro-metallurgical full process route having the lowest net impacts because the impact of the hydro-metallurgical full process route is less compared to the CED as explained above. However, the pyro-metallurgical process net impacts are only 0.04 kgCO2 eq. kgLIB−1 higher. In order to be able to perform a final ranking and assess the real benefits of LIB recycling, we would have to perform a LCA where the impacts and benefits of all process steps are considered. Another point that needs to be addressed in future LCAs is the question how to deal with the technical applicability of products. Thus, in the pyro-metallurgical route, the product is an alloy, and in the hydro-metallurgical route, salts are formed. The salts can be used again directly in production, while the alloy must first be further processed and these processes are associated with additional emissions. One way to address this bias would be to include the technical applicability and value of recycled products in the benefit.
Conclusion
In this paper, we investigated the status of development, the process performance, and the life-cycle environmental impacts of the three major lithium-ion battery-recycling routes in view of a holistic evaluation of lithium-ion battery recycling. For this purpose, 209 publications concerning the three different recycling routes, namely, (i) direct physical; (ii) the pyro-metallurgical; and (iii) the hydro-metallurgical have been reviewed. Our comprehensive literature review revealed several gaps in the approach of current research that prevents a conclusive ranking of the three recycling routes. These gaps are addressed in detail below. The information available on commercial plants in the literature should be supplemented by expert interviews and independent field reports. However, this is beyond the scope of a literature review. As a first major insight, we found that the information content of the literature is limited due to missing definitions or unclear and contradictory use of essential terminology. This applies in the first place to the term recycling or recycling route itself. Here we have established the following distinct definition for a full recycling route: A full recycling route is a sequence of recycling processes that starts with the (end-of-life) batteries and ends with one of the constitutive products: active material, alloy, or salt of the transition metal. We have classified processes of active material recycling into the groups “full process,” “refinement,” or “core process." The clear definition of system boundaries allows us to assign publications to the respective group within the recycling routes and enables a much more meaningful evaluation and comparison of findings from the literature. Thus, we recommend for all future studies on lithium-ion battery recycling that our structure with a clear identification of the systems boundary is used. The need to create clarity is important, as we can expect the number of combinations to increase even further in order to produce products with high yields and purity. As a second major insight, we clarify the use of the term recycling efficiency. We distinguish between recycling efficiency and (material) recovery efficiency. Recycling efficiency is defined based on the definition by the European Union and refers to a full recycling route or further refinements. The recycling efficiency is the mass ratio of input starting with an (end-of-life) battery and the sum of the mass of all recycled products. Recovery efficiency is defined independently of a fixed input and output state and can, therefore, be applied to a wide range of processes. The material recovery efficiency provides information on how much of a certain material, e.g., electrode material, lithium, cobalt, or nickel is recovered. The material recovery helps evaluate the compliance of a recycling process with the change in legislation. The draft calls for material recovery to be complied with starting in 2025. By then, the European Union demands the recovery of targeted materials such as cobalt, lithium, and nickel. We evaluate the three different research areas by criteria and identify specific attributes, strengths, and weaknesses of each route. As to the status of development, the pyro-metallurgical treatment is the most mature. Here, existing plants have a technology readiness level of 9—full commercial application—and today provide the highest recycling capacity. All routes provide a recycling capacity of about 200.000 t a−1 recycling nickel–cadmium, nickel-metal hydride, and alkaline batteries next to the lithium-ion batteries. The reason for the maturity and widespread use of the pyro-metallurgical route is that 10 out of 13 companies were already operating in related fields like mining and waste treatment. Thus, they are able to draw from existing company structures as well as from existing equipment, i.e., furnaces. The established processes were adapted to recycle lithium-ion batteries. In contrast, the companies that use the hydro-metallurgical (technology readiness level 9) route are all newly founded to exclusively treat lithium-ion batteries. With its good process performance, it can be assumed that this route for recycling lithium-ion batteries will be further expanded. For process performance, we evaluated the recycling efficiency and recovery efficiency, as defined above. The commercial process of the hydro-metallurgical reaches recycling efficiencies of 91%. We found a wide spread recycling efficiency in the direct physical route. The figures here vary between over 50%, 72%, and 90%. This may again be related to the problem of ambiguous terminology that is used. Therefore, the highest figure in particular should be viewed critically. The pyro-metallurgical route achieves a recycling efficiency between 50 and 61%. As the recycling efficiency is raised to 65% from 2025, some direct physical and all pyro-metallurgical processes have difficulties in meeting this figure. Here, the processes must be upgraded, for example, through pre-treatment and further refinement processes. Additionally, a material recovery efficiency is introduced by the new law. Our analysis has shown that all routes comply with the new requirements here. This shows that more ambitious targets could have been defined. To consider the quality of the recycled products we include the purity and cyclability of recovered cathode material. However, the quality can only be specified in relation to individual materials. The transition metals and lithium salts that are recovered in the hydro-metallurgical route, the slag treatment and the pyro-metallurgical refinement processes correspond to the precursors from the production of lithium-ion batteries. High-purity degrees of up to 99.9% are achieved here. These secondary materials can be used without hesitation for the production of new lithium-ion batteries. The evaluation of the quality of cathode material from the direct physical refinement processes is more complex. If the goal is to use secondary cathode material in new cells (see case II), cyclability tests must be performed. Initial tests with secondary materials have been carried out, and the performance was rated as “good” by the authors. It is noticeable that parameters like the amount of cycles or discharging rate were chosen differently in each source, which makes a direct comparison impossible. In addition, the conditions of the experiments do not correspond to those of the application. We recommend developing a standardized test procedure here, depending on the application (electromobility or stationary application) of the secondary batteries. We can see that a practical application is not far off. However, in order to make a sound statement about the quality of a lithium-ion battery made of secondary materials, experiments must be carried out that are close to reality. A further aspect of process performance are air pollution, wastewater and waste. These are connected to the issues of recovery and purity in the sense that the loss of valuable materials leads to emissions. A mass assessment shows that these losses lead to pollution to air, wastewater and solid waste. Both pollution to air and solid waste is a major challenge in the pyro-metallurgical recycling route and high amounts of wastewater arise from the hydro-metallurgical route. However, here literature provides only qualitative information. This is also because emission monitoring is often not carried out in lab-scale processes, since upscaling can change the amount and concentration of emissions. Nevertheless, these emissions play an enormous role with regard to climate targets and can be the decisive criterion in the selection of recycling routes. Therefore, we recommend monitoring emissions even in lab-scale processes. The energy demand of recycling processes or routes in the literature are specified either in relation to the input or the output of the recycling process which makes a comparison difficult. By referring to the output, the energy demand could be related with recycling efficiency and the benefit of recovering critical materials. However, an allocation problem arises as usually more than one product comes from one process or process route. For reasons of comparability, it is easier to specify the energy demand per input. In a life-cycle assessment the environmental impacts of the full process chain as well as auxiliary processes are analyzed. Furthermore, the avoided environmental impacts of virgin material production by substitution with recycled material can be analyzed. From the three selected life-cycle assessment papers, the direct recycling route has a different system boundary in which only the substitution benefits are calculated for the cathode materials. The dismantling benefits have not been taken into account. To provide an indication of a complete analysis of direct recycling the average impacts and benefits of the dismantling step in the pyro- and hydro-metallurgical routes have been added. This results in the CED impacts increasing to 7.31 MJ kgLIB−1 and the benefits increasing to − 9.11 MJ kgLIB−1, with a net impact of − 91.99 MJ kgLIB−1 and the GWP impacts increasing to 0.83 kgCO2eq. kgLIB−1 and the benefits increasing to − 5.42 kgCO2eq. kgLIB−1, with a net impact of − 4.59 kgCO2eq. kgLIB−1. However, this indicator cannot be used to conclude that direct recycling is indeed more environmentally beneficial compared to pyro- and hydro-metallurgical recycling. In general, life-cycle assessments based on the impact categories of cumulative energy demand and global warming potential show the main contributor to the benefits to be the recovery of mass abundant materials, such as aluminum and copper, due to the high environmental impacts connected to their primary production. Based on these impact categories, the benefits of recycling critical materials such as cobalt, nickel and lithium are minor compared to the benefits of aluminum and copper. This is the reason why, according to present life-cycle assessments, the final process steps of pyro- and hydro-metallurgical recycling do not provide a clear benefit to recycling lithium-ion batteries. It has to be noted, however, that this mirrors the perspective of the functional unit of 1 kg end-of-life product which displays the benefit of waste management. For evaluation of the functional material related perspective, the question could rather be the provision of critical material from end-of-life product compared to virgin material production. Also, to evaluate the benefit of the recovery of material other than aluminum and copper, possibly criticality of raw materials could be included in future life-cycle assessments as a further impact category. We conclude that a life-cycle assessment with harmonious functional unit and system boundaries has to be performed to accurately help decision makers. The new life-cycle analysis should address the challenge that the recycling routes result in different products. We therefore suggest that a parameter for the technical applicability and value of the recycled product should be included in the calculation of the benefit. Due to the changes in the law, the introduction of further processes is necessary, e.g., lithium recovery from the slag. The new life cycle assessment should select the processes that are assessed in such a way that the new directive is complied with. In order to avoid a conflict of targets in terms of security of supply and climate friendliness, a recycling efficiency has been set high enough to make pre-treatment mandatory in the metallurgical routes. This is the case with a recycling efficiency of more than 61% with the planned 65%, the conflict of targets can thus be avoided. From the results of our evaluation, it becomes clear that a simple conclusion as to a “best” recycling route cannot be drawn. There are three main reasons for this: (i) different and unspecified systems boundaries are applied in the literature, (ii), missing information and unconvertible data, and (iii), the diverging state of development. Finally, we conclude that for a holistic evaluation of recycling routes further research is needed in terms of databases as well as methodology. First, the data for process performance based on a clear terminology and definition as proposed here should be part of every research project to broaden the data basis for the high variety of recycling processes and combination of recycling routes. Second, life-cycle assessment should make use of these future data and should be implemented as part of the research project itself, so that early results for specific recycling routes are available. To do so, the methodology of life-cycle assessment should also be adapted to incorporate both perspectives—the perspective of waste management and the recovery of critical materials. For this, different functional units should be evaluated. With more data, further impact categories could be used to evaluate recycling routes—which account for the criticality of materials. This could reveal trade-offs in impacts categories and provide specific reasons for recycling, supporting a broad discussion for what is the “best” recycling option if there are conflicting goals, e.g., energy versus security of supply.
Data availability
All data are included in the supplementary material.
Code availability
No code was written or used.
References
C. Xu, Q. Dai, L. Gaines, M. Hu, A. Tukker, B. Steubing, Future material demand for automotive lithium-based batteries. Commun. Mater. (2020). https://doi.org/10.1038/s43246-020-00095-x
European Commission, Commission announces actions to make Europe's raw materials supply more secure and sustainable. (2020). https://ec.europa.eu/commission/presscorner/detail/en/ip_20_1542. Accessed 28 Jan 2021
L. Gaines, K. Richa, J. Spangenberger, Key issues for Li-ion battery recycling. MRS Energy Sustain. (2018). https://doi.org/10.1557/mre.2018.13
Fortune Business Insight, The global lithium ion battery recycling market is projected to grow from $2.00 billion in 2021 to $6.55 billion in 2028 at a CAGR of 18.5%… https://www.fortunebusinessinsights.com/industry-reports/lithium-ion-battery-recycling-market-100244. https://www.fortunebusinessinsights.com/industry-reports/lithium-ion-battery-recycling-market-100244. Accessed 10 Aug 2022
L. Peterkova, Batteries and accumulators collected for recycling. https://ec.europa.eu/eurostat/statistics-explained/index.php?title=File:Batteries_for_recycling_2017_data-01.jpg. Accessed 7 Oct 2020
H. Heimes, A. Kampker, C. Lienemann, M. Locke, C. Offersmann, S. Michaelis, E. Rahimzei, Lithium-ion battery cell production process. (2018). https://www.pem.rwth-aachen.de/global/show_document.asp?id=aaaaaaaaabdqbtk. Accessed 30 May 2022
C. Hanisch, W. Haselrieder, A. Kwade, Recycling von Lithium-Ionen Batterien - das Projekt LithRec: Recycling und Rohstoffe (TK Verlag, Neuruppin, 2012)
Eurpäische Kommission, Bericht der Kommission an das Eurpäische Parlament, den Rat, den Europäischen Wirtschafts- und Sozialausschuss, den Ausschuss der Regionen und die Eurpäische Investitionsbank BERICHT DER KOMMISSION AN DAS EUROPÄISCHE PARLAMENT, DEN RAT, DEN EUROPÄISCHEN WIRTSCHAFTS- UND SOZIALAUSSCHUSS, DEN AUSSCHUSS DER REGIONEN UND DIE EUROPÄISCHE INVESTITIONSBANK: zur Umsetzung des strategischen Aktionsplans für Batterien: Aufbau einer strategischen Wertschöpfungskette für Batterien. Final Projekt Report 2019, 1–19.
Vorschlag für eine Verordnung des Europäischen Parlaments und des Rates über Batterien und Altbatterien, zur Aufhebung der Richtlinie 2006/66/EG und zur Änderung der Verordnung (EU) 2019/1020 (2020)
Hesselmann Service GmbH, Status der neuen EU-Batterieverordnung—abstimmung voraussichtlich Ende Februar 2022 (1. Update). https://www.batteriegesetz.de/status-der-neuen-eu-batterieverordnung-abstimmung-voraussichtlich-ende-februar-2022/. Accessed 30 May 2022
G. Weyerer, Battery recycling gains speed as new EU regulation pushes for investment. Deutsche Welle (2021). https://www.dw.com/en/battery-recycling-gains-speed-as-new-eu-regulation-pushes-investment/a-57933200. Accessed 17 Oct 2022
D.A. Bertuol, C. Toniasso, B.M. Jiménez, L. Meili, G.L. Dotto, E.H. Tanabe, M.L. Aguiar, Application of spouted bed elutriation in the recycling of lithium ion batteries. J. Power Sources 2015, 627–632 (2015). https://doi.org/10.1016/j.jpowsour.2014.11.036
H. Bi, H. Zhu, L. Zu, S. He, Y. Gao, S. Gao, Pneumatic separation and recycling of anode and cathode materials from spent lithium iron phosphate batteries. Waste Manage. Res. 2019, 374–385 (2019). https://doi.org/10.1177/0734242X18823939
H. Bi, H. Zhu, L. Zu, S. He, Y. Gao, J. Peng, Combined mechanical process recycling technology for recovering copper and aluminium components of spent lithium-iron phosphate batteries. Waste Manage. Res. 37, 767–780 (2019). https://doi.org/10.1177/0734242X19855432
M. Gellner, Mechanische Aufbereitung der Feinfraktion zerkleinerter Lithium-Ionen-Batterien. Dissertation; Technische Universität Bergakademie Freiberg (2018)
L. Gaines, Lithium-ion battery recycling processes: research towards a sustainable course. Sustain. Mater. Technol. (2018). https://doi.org/10.1016/j.susmat.2018.e00068
G. Granata, F. Pagnanelli, E. Moscardini, Z. Takacova, T. Havlik, L. Toro, Simultaneous recycling of nickel metal hydride, lithium ion and primary lithium batteries: accomplishment of European Guidelines by optimizing mechanical pre-treatment and solvent extraction operations. J. Power Sources 212, 205–211 (2012). https://doi.org/10.1016/j.jpowsour.2012.04.016
G. Harper, R. Sommerville, E. Kendrick, L. Driscoll, P. Slater, R. Stolkin, A. Walton, P. Christensen, O. Heidrich, S. Lambert et al., Recycling lithium-ion batteries from electric vehicles. Nature 575, 75–86 (2019). https://doi.org/10.1038/s41586-019-1682-5
B. Huang, Z. Pan, X. Su, L. An, Recycling of lithium-ion batteries: recent advances and perspectives. J. Power Sources 399(274–286), 274–286 (2018). https://doi.org/10.1016/J.JPOWSOUR.2018.07.116
J.B. Dunn, L. Gaines, J. Sullivan, M.Q. Wang, Impact of recycling on cradle-to-gate energy consumption and greenhouse gas emissions of automotive lithium-ion batteries. Environ. Sci. Technol. 46, 12704–12710 (2012). https://doi.org/10.1021/es302420z
M. Grützke, X. Mönnighoff, F. Horsthemke, V. Kraft, M. Winter, S. Nowak, Extraction of lithium-ion battery electrolytes with liquid and supercritical carbon dioxide and additional solvents. RSC Adv. 5, 43209–43217 (2015). https://doi.org/10.1039/C5RA04451K
A. Kwade, J. Diekmann, C. Hanisch, T. Spengler, C. Thies, C. Herrmann, K. Dröder, J.F. Cerdas, R. Gerbers, S. Scholl et al., Recycling von Lithium-Ionen-Batterien—LithoRec II. Abschlussbericht der TU Braunschweig (2016). https://www.erneuerbar-mobil.de/sites/default/files/2017-01/Abschlussbericht_LithoRec_II_20170116.pdf. Accessed 17 Oct 22
F. Larouche, F. Tedjar, K. Amouzegar, G. Houlachi, P. Bouchard, G.P. Demopoulos, K. Zaghib, Progress and status of hydrometallurgical and direct recycling of Li-ion batteries and beyond. Materials (Basel) (2020). https://doi.org/10.3390/ma13030801
H. Shin, R. Zhan, K.S. Dhindsa, L. Pan, T. Han, Electrochemical performance of recycled cathode active materials using froth flotation-based separation process. J. Electrochem. Soc. 167, 20504 (2020). https://doi.org/10.1149/1945-7111/ab6280
A. Silveira, M.P. Santana, E.H. Tanabe, D.A. Bertuol, Recovery of valuable materials from spent lithium ion batteries using electrostatic separation. Int. J. Miner. Process. 169, 91–98 (2017). https://doi.org/10.1016/j.minpro.2017.11.003
S. Sloop, L. Crandon, M. Allen, K. Koetje, L. Reed, L. Gaines, W. Sirisaksoontorn, M. Lerner, A direct recycling case study from a lithium-ion battery recall. Sustain. Mater. Technol. 25, e00152 (2020). https://doi.org/10.1016/j.susmat.2020.e00152
O. Velázquez-Martínez, J. Valio, A. Santasalo-Aarnio, M. Reuter, R. Serna-Guerrero, A critical review of lithium-ion battery recycling processes from a circular economy perspective. Batteries 5, 68 (2019). https://doi.org/10.3390/batteries5040068
G. Zhang, Y. He, Y. Feng, H. Wang, X. Zhu, Pyrolysis-ultrasonic-assisted flotation technology for recovering graphite and LiCoO2 from spent lithium-ion batteries. ACS Sustain. Chem. Eng. 6, 10896–10904 (2018). https://doi.org/10.1021/acssuschemeng.8b02186
X. Zhang, L. Li, E. Fan, Q. Xue, Y. Bian, F. Wu, R. Chen, Toward sustainable and systematic recycling of spent rechargeable batteries. Chem. Soc. Rev. 47, 7239–7302 (2018). https://doi.org/10.1039/c8cs00297e
R. Zhan, Z. Oldenburg, L. Pan, Recovery of active cathode materials from lithium-ion batteries using froth flotation. Sustain. Mater. Technol. (2018). https://doi.org/10.1016/j.susmat.2018.e00062
T. Zhang, Y. He, F. Wang, L. Ge, X. Zhu, H. Li, Chemical and process mineralogical characterizations of spent lithium-ion batteries: an approach by multi-analytical techniques. Waste Manage. 34, 1051–1058 (2014). https://doi.org/10.1016/j.wasman.2014.01.002
G. Zhang, Y. He, H. Wang, Y. Feng, W. Xie, X. Zhu, Application of mechanical crushing combined with pyrolysis-enhanced flotation technology to recover graphite and LiCoO2 from spent lithium-ion batteries. J. Clean. Prod. 231, 1418–1427 (2019). https://doi.org/10.1016/j.jclepro.2019.04.279
G. Zhang, Z. Du, Y. He, H. Wang, W. Xie, T. Zhang, A sustainable process for the recovery of anode and cathode materials derived from spent lithium-ion batteries. Sustainability (2019). https://doi.org/10.3390/su11082363
H. Pinegar, Y.R. Smith, Recycling of end-of-life lithium ion batteries, Part I: commercial processes. J. Sustain. Metall. 5, 402–416 (2019). https://doi.org/10.1007/s40831-019-00235-9
X. Zhong, W. Liu, J. Han, F. Jiao, W. Qin, T. Liu, C. Zhao, Pyrolysis and physical separation for the recovery of spent LiFePO4 batteries. Waste Manage. (New York, N.Y.) 89, 83–93 (2019). https://doi.org/10.1016/j.wasman.2019.03.068
M. Assefi, S. Maroufi, Y. Yamauchi, V. Sahajwalla, Pyrometallurgical recycling of Li-ion, Ni–Cd and Ni–MH batteries: a minireview. Curr. Opin. Green Sustain. Chem. 24, 26–31 (2020). https://doi.org/10.1016/j.cogsc.2020.01.005
T. Georgi-Maschler, B. Friedrich, R. Weyhe, H. Heegn, M. Rutz, Development of a recycling process for Li-ion batteries. J. Power Sources 207, 173–182 (2012). https://doi.org/10.1016/j.jpowsour.2012.01.152
J. Li, G. Wang, Z. Xu, Environmentally-friendly oxygen-free roasting/wet magnetic separation technology for in situ recycling cobalt, lithium carbonate and graphite from spent LiCoO2/graphite lithium batteries. J. Hazard. Mater. 302, 97–104 (2016). https://doi.org/10.1016/j.jhazmat.2015.09.050
A. Sonoc, J. Jeswiet, V.K. Soo, Opportunities to improve recycling of automotive lithium ion batteries. Procedia CIRP 29, 752–757 (2015). https://doi.org/10.1016/j.procir.2015.02.039
T. Träger, B. Friedrich, R. Weyhe, Recovery concept of value metals from automotive lithium-ion batteries. Chem. Ing. Tech. 87, 1550–1557 (2015). https://doi.org/10.1002/cite.201500066
W. Wang, Y. Zhang, X. Liu, S. Xu, A simplified process for recovery of Li and Co from spent LiCoO2 cathode using Al foil as the in situ reductant. ACS Sustain. Chem. Eng. (2019). https://doi.org/10.1021/acssuschemeng.9b01564
W. Wang, Y. Han, T. Zhang, L. Zhang, S. Xu, Alkali metal salt catalyzed carbothermic reduction for sustainable recovery of LiCoO2: accurately controlled reduction and efficient water leaching. ACS Sustain. Chem. Eng. 7, 16729–16737 (2019). https://doi.org/10.1021/acssuschemeng.9b04175
S. Xiao, G. Ren, M. Xie, B. Pan, Y. Fan, F. Wang, X. Xia, Recovery of valuable metals from spent lithium-ion batteries by smelting reduction process based on MnO–SiO2–Al2O3 slag system. J. Sustain. Metall. 3, 703–710 (2017). https://doi.org/10.1007/s40831-017-0131-7
J. Xiao, J. Li, Z. Xu, Recycling metals from lithium ion battery by mechanical separation and vacuum metallurgy. J. Hazard. Mater. 338, 124–131 (2017). https://doi.org/10.1016/j.jhazmat.2017.05.024
L. Yun, D. Linh, L. Shui, X. Peng, A. Garg, M.L. Le, S. Asghari, J. Sandoval, Metallurgical and mechanical methods for recycling of lithium-ion battery pack for electric vehicles. Resour. Conserv. Recycl. 136, 198–208 (2018). https://doi.org/10.1016/j.resconrec.2018.04.025
X. Zeng, J. Li, N. Singh, Recycling of spent lithium-ion battery: a critical review. Crit. Rev. Environ. Sci. Technol. 44, 1129–1165 (2014). https://doi.org/10.1080/10643389.2013.763578
M.K. Jha, A. Kumari, A.K. Jha, V. Kumar, J. Hait, B.D. Randey, Recovery of lithium and cobalt from waste lithium ion batteries of mobile phone. Waste Manag. (New York, N.Y.) 33, 1890–1897 (2013). https://doi.org/10.1016/j.wasman.2013.05.008
T.A. Atia, G. Elia, R. Hahn, P. Altimari, F. Pagnanelli, Closed-loop hydrometallurgical treatment of end-of-life lithium ion batteries: towards zero-waste process and metal recycling in advanced batteries. J. Energy Chem. 35, 220–227 (2019). https://doi.org/10.1016/j.jechem.2019.03.022
X. Chen, T. Zhou, Hydrometallurgical process for the recovery of metal values from spent lithium-ion batteries in citric acid media. Waste Manage. Res. 32, 1083–1093 (2014). https://doi.org/10.1177/0734242X14557380
L. Chen, X. Tang, Y. Zhang, L. Li, Z. Zeng, Y. Zhang, Process for the recovery of cobalt oxalate from spent lithium-ion batteries. Hydrometallurgy 108, 80–86 (2011). https://doi.org/10.1016/j.hydromet.2011.02.010
E. Asadi Dalini, G. Karimi, S. Zandevakili, M. Goodarzi, A review on environmental, economic and hydrometallurgical processes of recycling spent lithium-ion batteries. Miner. Process. Extr. Metall. Rev. (2020). https://doi.org/10.1080/08827508.2020.1781628
J. Diekmann, C. Hanisch, L. Froböse, G. Schälicke, T. Loellhoeffel, A.-S. Fölster, A. Kwade, Ecological recycling of LIBs from electric vehivles woth focus on mechanical processes. J. Electrochem. Soc. 164, A6184–A6191 (2017)
W. Gao, J. Song, H. Cao, X. Lin, X. Zhang, X. Zheng, Y. Zhang, Z. Sun, Selective recovery of valuable metals from spent lithium-ion batteries—process development and kinetics evaluation. J. Clean. Prod. 178, 833–845 (2018). https://doi.org/10.1016/j.jclepro.2018.01.040
W. Gao, X. Zhang, X. Zheng, X. Lin, H. Cao, Y. Zhang, Z. Sun, Lithium carbonate recovery from cathode scrap of spent lithium-ion battery: a closed-loop process. Environ. Sci. Technol. 51, 1662–1669 (2017). https://doi.org/10.1021/acs.est.6b03320
G. Granata, E. Moscardini, F. Pagnanelli, F. Trabucco, L. Toro, Product recovery from Li-ion battery wastes coming from an industrial pre-treatment plant: lab scale tests and process simulations. J. Power Sources 206, 393–401 (2012). https://doi.org/10.1016/j.jpowsour.2012.01.115
E. Gratz, Q. Sa, D. Apelian, Y. Wang, A closed loop process for recycling spent lithium ion batteries. J. Power Sources 262, 255–262 (2014). https://doi.org/10.1016/j.jpowsour.2014.03.126
L.-P. He, S.-Y. Sun, Y.-Y. Mu, X.-F. Song, J.-G. Yu, Recovery of lithium, nickel, cobalt, and manganese from spent lithium-ion batteries using l -tartaric acid as a leachant. ACS Sustain. Chem. Eng. 5, 714–721 (2017). https://doi.org/10.1021/acssuschemeng.6b02056
J. Hu, J. Zhang, H. Li, Y. Chen, C. Wang, A promising approach for the recovery of high value-added metals from spent lithium-ion batteries. J. Power Sources 351, 192–199 (2017). https://doi.org/10.1016/j.jpowsour.2017.03.093
Y. Huang, G. Han, J. Liu, W. Chai, W. Wang, S. Yang, S. Su, A stepwise recovery of metals from hybrid cathodes of spent Li-ion batteries with leaching-flotation-precipitation process. J. Power Sources 325, 555–564 (2016). https://doi.org/10.1016/j.jpowsour.2016.06.072
M. Joulié, R. Laucournet, E. Billy, Hydrometallurgical process for the recovery of high value metals from spent lithium nickel cobalt aluminum oxide based lithium-ion batteries. J. Power Sources 247, 551–555 (2014). https://doi.org/10.1016/j.jpowsour.2013.08.128
J. Kang, J. Sohn, H. Chang, G. Senanayake, S.M. Shin, Preparation of cobalt oxide from concentrated cathode material of spent lithium ion batteries by hydrometallurgical method. Adv. Powder Technol. 21, 175–179 (2010). https://doi.org/10.1016/j.apt.2009.10.015
Y. Yang, X. Meng, H. Cao, X. Lin, C. Liu, Y. Sun, Y. Zhang, Z. Sun, Selective recovery of lithium from spent lithium iron phosphate batteries: a sustainable process. Green Chem. 20, 3121–3133 (2018). https://doi.org/10.1039/C7GC03376A
L. Li, J. Ge, R. Chen, F. Wu, S. Chen, X. Zhang, Environmental friendly leaching reagent for cobalt and lithium recovery from spent lithium-ion batteries. Waste Manage. (New York, N.Y.) 30, 2615–2621 (2010). https://doi.org/10.1016/j.wasman.2010.08.008
L. Li, R. Chen, F. Sun, F. Wu, J. Liu, Preparation of LiCoO2 films from spent lithium-ion batteries by a combined recycling process. Hydrometallurgy 108, 220–225 (2011). https://doi.org/10.1016/j.hydromet.2011.04.013
L. Li, J. Ge, F. Wu, R. Chen, S. Chen, B. Wu, Recovery of cobalt and lithium from spent lithium ion batteries using organic citric acid as leachant. J. Hazard. Mater. 176, 288–293 (2010). https://doi.org/10.1016/j.jhazmat.2009.11.026
H. Li, S. Xing, Y. Liu, F. Li, H. Guo, G. Kuang, Recovery of lithium, iron, and phosphorus from spent LiFePO4 batteries using stoichiometric sulfuric acid leaching system. ACS Sustain. Chem. Eng. 5, 8017–8024 (2017). https://doi.org/10.1021/acssuschemeng.7b01594
L. Li, J.B. Dunn, X.X. Zhang, L. Gaines, R.J. Chen, F. Wu, K. Amine, Recovery of metals from spent lithium-ion batteries with organic acids as leaching reagents and environmental assessment. J. Power Sources 233, 180–189 (2013). https://doi.org/10.1016/j.jpowsour.2012.12.089
L. Li, W. Qu, X. Zhang, J. Lu, R. Chen, F. Wu, K. Amine, Succinic acid-based leaching system: a sustainable process for recovery of valuable metals from spent Li-ion batteries. J. Power Sources 282, 544–551 (2015). https://doi.org/10.1016/j.jpowsour.2015.02.073
L. Li, X. Zhang, R. Chen, T. Zhao, J. Lu, F. Wu, K. Amine, Synthesis and electrochemical performance of cathode material Li1.2Co0.13Ni0.13Mn0.54O2 from spent lithium-ion batteries. J. Power Sources 249, 28–34 (2014). https://doi.org/10.1016/j.jpowsour.2013.10.092
P. Meshram, B.D. Pandey, T.R. Mankhand, Hydrometallurgical processing of spent lithium ion batteries (LIBs) in the presence of a reducing agent with emphasis on kinetics of leaching. Chem. Eng. J. 281, 418–427 (2015). https://doi.org/10.1016/j.cej.2015.06.071
G.P. Nayaka, K.V. Pai, G. Santhosh, J. Manjanna, Dissolution of cathode active material of spent Li-ion batteries using tartaric acid and ascorbic acid mixture to recover Co. Hydrometallurgy 161, 54–57 (2016). https://doi.org/10.1016/j.hydromet.2016.01.026
G.P. Nayaka, K.V. Pai, G. Santhosh, J. Manjanna, Recovery of cobalt as cobalt oxalate from spent lithium ion batteries by using glycine as leaching agent. J. Environ. Chem. Eng. 4, 2378–2383 (2016). https://doi.org/10.1016/j.jece.2016.04.016
S. Nowak, M. Winter, The role of sub- and supercritical CO2 as “processing solvent” for the recycling and sample preparation of lithium ion battery electrolytes. Molecules (2017). https://doi.org/10.3390/molecules22030403
S. Rothermel, M. Evertz, J. Kasnatscheew, X. Qi, M. Grützke, M. Winter, S. Nowak, Graphite recycling from spent lithium-ion batteries. Chemsuschem 9, 3473–3484 (2016). https://doi.org/10.1002/cssc.201601062
T. Or, S.W.D. Gourley, K. Kaliyappan, A. Yu, Z. Chen, Recycling of mixed cathode lithium-ion batteries for electric vehicles: current status and future outlook. Carbon Energy 2, 6–43 (2020). https://doi.org/10.1002/cey2.29
M. Pagliaro, F. Meneguzzo, Lithium battery reusing and recycling: a circular economy insight. Heliyon 5, e01866 (2019). https://doi.org/10.1016/j.heliyon.2019.e01866
Q. Sa, E. Gratz, M. He, W. Lu, D. Apelian, Y. Wang, Synthesis of high performance LiNi1/3Mn1/3Co1/3O2 from lithium ion battery recovery stream. J. Power Sources 282, 140–145 (2015). https://doi.org/10.1016/j.jpowsour.2015.02.046
L. Sun, K. Qiu, Organic oxalate as leachant and precipitant for the recovery of valuable metals from spent lithium-ion batteries. Waste Manage. (New York, N.Y.) 32, 1575–1582 (2012). https://doi.org/10.1016/j.wasman.2012.03.027
M. Vanitha, N. Balasubramanian, Waste minimization and recovery of valuable metals from spent lithium-ion batteries—a review. Environ. Technol. Rev. 2, 101–115 (2013). https://doi.org/10.1080/21622515.2013.853105
N. Vieceli, C.A. Nogueira, C. Guimarães, M.F.C. Pereira, F.O. Durão, F. Margarido, Hydrometallurgical recycling of lithium-ion batteries by reductive leaching with sodium metabisulphite. Waste Manage. (New York, N.Y.) 71, 350–361 (2018). https://doi.org/10.1016/j.wasman.2017.09.032
H. Wang, B. Friedrich, Development of a highly efficient hydrometallurgical recycling process for automotive Li–ion batteries. J. Sustain. Metall. 2, 168–178 (2015). https://doi.org/10.1007/s40831-015-0016-6
M.-M. Wang, C.-C. Zhang, F.-S. Zhang, An environmental benign process for cobalt and lithium recovery from spent lithium-ion batteries by mechanochemical approach. Waste Manage. (New York, N.Y.) 51, 239–244 (2016). https://doi.org/10.1016/j.wasman.2016.03.006
Y. Weng, S. Xu, G. Huang, C. Jiang, Synthesis and performance of Li(Ni1/3Co1/3Mn1/3)(1–x)MgxO2 prepared from spent lithium ion batteries. J. Hazard. Mater. 246–247, 163–172 (2013). https://doi.org/10.1016/j.jhazmat.2012.12.028
S. Xiong, J. Ji, X. Ma, Environmental and economic evaluation of remanufacturing lithium-ion batteries from electric vehicles. Waste Manage. (New York, N.Y.) 102, 579–586 (2020). https://doi.org/10.1016/j.wasman.2019.11.013
L. Yao, H. Yao, G. Xi, Y. Feng, Recycling and synthesis of LiNi1/3Mn1/3Co1/3O2 from waste lithium ion batteries using d, l -malic acid. RSC Adv. 6, 17947–17954 (2016). https://doi.org/10.1039/C5RA25079J
J. Yu, Y. He, H. Li, W. Xie, T. Zhang, Effect of the secondary product of semi-solid phase Fenton on the flotability of electrode material from spent lithium-ion battery. Powder Technol. 315, 139–146 (2017). https://doi.org/10.1016/j.powtec.2017.03.050
W. Zhang, C. Xu, W. He, G. Li, J. Huang, A review on management of spent lithium ion batteries and strategy for resource recycling of all components from them. Waste Manage. Res. 36, 99–112 (2018). https://doi.org/10.1177/0734242X17744655
Y. Zheng, W. Song, W. Mo, L. Zhou, J.-W. Liu, Lithium fluoride recovery from cathode material of spent lithium-ion battery. RSC Adv. 8, 8990–8998 (2018). https://doi.org/10.1039/C8RA00061A
Y. Zheng, H.L. Long, Z.S. Wu, X. Zhou, L. You, Y. Yang, J.W. Liu, Leaching procedure and kinetic studies of cobalt in cathode materials from spent lithium ion batteries using organic citric acid as leachant. Int. J. Environ. Res. 10, 159–169 (2016)
R. Zheng, W. Wang, Y. Dai, Q. Ma, Y. Liu, D. Mu, R. Li, J. Ren, C. Dai, A closed-loop process for recycling LiNixCoyMn(1–x−y)O2 from mixed cathode materials of lithium-ion batteries. Green Energy Environ. 2, 42–50 (2017). https://doi.org/10.1016/j.gee.2016.11.010
R. Zheng, L. Zhao, W. Wang, Y. Liu, Q. Ma, D. Mu, R. Li, C. Dai, Optimized Li and Fe recovery from spent lithium-ion batteries via a solution-precipitation method. RSC Adv. 6, 43613–43625 (2016). https://doi.org/10.1039/C6RA05477C
F. Wang, R. Sun, J. Xu, Z. Chen, M. Kang, Recovery of cobalt from spent lithium ion batteries using sulphuric acid leaching followed by solid–liquid separation and solvent extraction. RSC Adv. 6, 85303–85311 (2016). https://doi.org/10.1039/C6RA16801A
R. Sommerville, P. Zhu, M.A. Rajaeifar, O. Heidrich, V. Goodship, E. Kendrick, A qualitative assessment of lithium ion battery recycling processes. Resour. Conserv. Recycl. 165, 105219 (2021). https://doi.org/10.1016/j.resconrec.2020.105219
Y. Zhao, L.-Z. Fang, Y.-Q. Kang, L. Wang, Y.-N. Zhou, X.-Y. Liu, T. Li, Y.-X. Li, Z. Liang, Z.-X. Zhang et al., A novel three-step approach to separate cathode components for lithium-ion battery recycling. Rare Met. 40, 1431–1436 (2021). https://doi.org/10.1007/s12598-020-01587-y
E. Fan, J. Yang, Y. Huang, J. Lin, F. Arshad, F. Wu, L. Li, R. Chen, Leaching mechanisms of recycling valuable metals from spent lithium-ion batteries by a malonic acid-based leaching system. ACS Appl. Energy Mater. 3, 8532–8542 (2020). https://doi.org/10.1021/acsaem.0c01166
L. Zhu, M. Chen, Development of a two-stage pyrolysis process for the end-of-life nickel cobalt manganese lithium battery recycling from electric vehicles. Sustainability 12, 9164 (2020). https://doi.org/10.3390/su12219164
F. Arshad, L. Li, K. Amin, E. Fan, N. Manurkar, A. Ahmad, J. Yang, F. Wu, R. Chen, A comprehensive review of the advancement in recycling the anode and electrolyte from spent lithium ion batteries. ACS Sustain. Chem. Eng. 8, 13527–13554 (2020). https://doi.org/10.1021/acssuschemeng.0c04940
M. Chen, X. Ma, B. Chen, R. Arsenault, P. Karlson, N. Simon, Y. Wang, Recycling end-of-life electric vehicle lithium-ion batteries. Joule 3, 2622–2646 (2019). https://doi.org/10.1016/j.joule.2019.09.014
S. Doose, J.K. Mayer, P. Michalowski, A. Kwade, Challenges in ecofriendly battery recycling and closed material cycles: a perspective on future lithium battery generations. Metals 11, 291 (2021). https://doi.org/10.3390/met11020291
J. Heelan, E. Gratz, Z. Zheng, Q. Wang, M. Chen, D. Apelian, Y. Wang, Current and prospective li-ion battery recycling and recovery processes. JOM 68, 2632–2638 (2016). https://doi.org/10.1007/s11837-016-1994-y
S. Zhao, W. He, G. Li, Recycling technology and principle of spent lithium-ion battery: recycling of spent lithium-ion batteries (Springer, Cham, 2019)
W.-S. Chen, H.-J. Ho, Recovery of valuable metals from lithium-ion batteries NMC cathode waste materials by hydrometallurgical methods. Metals 8, 321 (2018). https://doi.org/10.3390/met8050321
R. Sommerville, J. Shaw-Stewart, V. Goodship, N. Rowson, E. Kendrick, A review of physical processes used in the safe recycling of lithium ion batteries. Sustain. Mater. Technol. 25, e00197 (2020). https://doi.org/10.1016/j.susmat.2020.e00197
B. Scrosati, J. Garche, Y.-K. Sun, Recycling lithium batteries (Elsevier, Amsterdam, 2015), pp.503–516. https://doi.org/10.1016/B978-1-78242-377-5.00020-0
K. Richa, C.W. Babbitt, G. Gaustad, Eco-efficiency analysis of a lithium-ion battery waste hierarchy inspired by circular economy. J. Ind. Ecol. 21, 715–730 (2017). https://doi.org/10.1111/jiec.12607
P. Meshram, A. Mishra, Abhilash, R. Sahu, Environmental impact of spent lithium ion batteries and green recycling perspectives by organic acids—a review. Chemosphere 242, 125291 (2020). https://doi.org/10.1016/j.chemosphere.2019.125291
L. Dorrmann, K. Sann-Ferro, P. Heininger, J. Mähliß, Kompendium: Li-Ionen-Batterien Grundlagen, Merkmale, Gesetze und Normen. VDE (2021). https://www.dke.de/resource/blob/933404/fa7a24099c84ef613d8e7afd2c860a39/kompendium-li-ionen-batterien-data.pdf, Accessed 17 Oct 2022
B. Dunbar, Technology readiness level. (2012). https://www.nasa.gov/directorates/heo/scan/engineering/technology/txt_accordion1.html. Accessed 20 Oct 2020
European Commission, COMMISSION REGULATION (EU) No 493/2012: of 11 June 2012 laying down, pursuant to Directive 2006/66/EC of the European Parliament and of the Council, detailed rules regarding the calculation of recycling efficiencies of the recycling processes of waste batteries and accumulators. (2012). Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:32012R0493&from=EN. Accessed 20 Oct 2020
Y. Preger, H.M. Barkholtz, A. Fresquez, D.L. Campbell, B.W. Juba, J. Romàn-Kustas, S.R. Ferreira, B. Chalamala, Degradation of commercial lithium-ion cells as a function of chemistry and cycling conditions. J. Electrochem. Soc. 167, 120532 (2020). https://doi.org/10.1149/1945-7111/abae37
A. Aktaş, Y. Kirçiçek, Solar hybrid systems and energy storage systems, in Solar hybrid systems. (Elsevier, Amsterdam, 2021). https://doi.org/10.1016/C2018-0-04619-8
K.R. Nagde, S.J. Dhoble, Li-S ion batteries: a substitute for Li-ion storage batteries, in Energy materials: fundamentals to applications. ed. by S.J. Dhoble (Elsevier, San Diego, 2021), pp.335–371
J. Xiao, Q. Li, Y. Bi, M. Cai, B. Dunn, T. Glossmann, J. Liu, T. Osaka, R. Sugiura, B. Wu et al., Understanding and applying coulombic efficiency in lithium metal batteries. Nat Energy 5, 561–568 (2020). https://doi.org/10.1038/s41560-020-0648-z
J.A. Nathanson, Air pollution: science. https://www.britannica.com/science/air-pollution. Accessed 3 Aug 2021
A. Ambulkar, Wastewater treatment. https://www.britannica.com/technology/wastewater-treatment. Accessed 3 Aug 2021
Gesetz zur Förderung und Sicherung der umweltverträglichen Bewirtschaftung von Abfällen (2017)
ISO, ISO 14040:2006/Amd 1:2020. https://www.iso.org/standard/76121.html. Accessed 9 Nov 2021
ISO, ISO 14044:2006/Amd 2:2020. https://www.iso.org/standard/76122.html. Accessed 9 Nov 2021
M.Z. Hauschild, R.K. Rosenbaum, S.I. Olsen, Life cycle assessment, in Theory and practice (Springer, Cham, 2018)
P. Xu, Q. Dai, H. Gao, H. Liu, M. Zhang, M. Li, Y. Chen, K. An, Y.S. Meng, P. Liu et al., Efficient direct recycling of lithium-ion battery cathodes by targeted healing. Joule 4, 2609–2626 (2020). https://doi.org/10.1016/j.joule.2020.10.008
M. Buchert, J. Sutter, Aktualisierte Ökobilanzen zum Recyclingverfahren EcoBatRec für Lithium-Ionen-Batterien (Stand 09/2016) (2016)
M. Buchert, J. Sutter, Aktualisierte Ökobilanzen zum Recyclingverfahren LithoRec II für Lithium-Ionen-Batterien (Stand 09/2016) (2016)
R. Frischknecht, F. Wyss, S. Büsser Knöpfel, T. Lützkendorf, M. Balouktsi, Cumulative energy demand in LCA: the energy harvested approach. Int. J. Life Cycle Assess. 20, 957–969 (2015). https://doi.org/10.1007/s11367-015-0897-4
P. Forster, V. Ramaswamy, P. Artaxo, T. Berntsen, R. Betts, D. Fahey, J. Haywood, J. Lean, D. Lowe, G. Myhre et al., Changes in atmospheric constituents and in radiative forcing (2007). https://www.ipcc.ch/site/assets/uploads/2018/02/ar4-wg1-chapter2-1.pdf. Accessed 17 Oct 2022
S.P. Barik, G. Prabaharan, L. Kumar, Leaching and separation of Co and Mn from electrode materials of spent lithium-ion batteries using hydrochloric acid: laboratory and pilot scale study. J. Clean. Prod. 147, 37–43 (2017). https://doi.org/10.1016/j.jclepro.2017.01.095
D.A. Bertuol, C.M. Machado, M.L. Silva, C.O. Calgaro, G.L. Dotto, E.H. Tanabe, Recovery of cobalt from spent lithium-ion batteries using supercritical carbon dioxide extraction. Waste Manage. (New York, N.Y.) 51, 245–251 (2016). https://doi.org/10.1016/j.wasman.2016.03.009
X. Chen, B. Fan, L. Xu, T. Zhou, J. Kong, An atom-economic process for the recovery of high value-added metals from spent lithium-ion batteries. J. Clean. Prod. 112, 3562–3570 (2016). https://doi.org/10.1016/j.jclepro.2015.10.132
X. Chen, J. Li, D. Kang, T. Zhou, H. Ma, A novel closed-loop process for the simultaneous recovery of valuable metals and iron from a mixed type of spent lithium-ion batteries. Green Chem. 21, 6342–6352 (2019). https://doi.org/10.1039/C9GC02844G
X. Chen, C. Luo, J. Zhang, J. Kong, T. Zhou, Sustainable recovery of metals from spent lithium-ion batteries: a green process. ACS Sustain. Chem. Eng. 3, 3104–3113 (2015). https://doi.org/10.1021/acssuschemeng.5b01000
X. Chen, H. Ma, C. Luo, T. Zhou, Recovery of valuable metals from waste cathode materials of spent lithium-ion batteries using mild phosphoric acid. J. Hazard. Mater. 326, 77–86 (2017). https://doi.org/10.1016/j.jhazmat.2016.12.021
R. Golmohammadzadeh, F. Faraji, F. Rashchi, Recovery of lithium and cobalt from spent lithium ion batteries (LIBs) using organic acids as leaching reagents: a review. Resour. Conserv. Recycl. 136, 418–435 (2018). https://doi.org/10.1016/j.resconrec.2018.04.024
J. Kang, G. Senanayake, J. Sohn, S.M. Shin, Recovery of cobalt sulfate from spent lithium ion batteries by reductive leaching and solvent extraction with Cyanex 272. Hydrometallurgy 100, 168–171 (2010). https://doi.org/10.1016/j.hydromet.2009.10.010
S. Kim, J. Kim, S. Kim, J. Lee, J. Yoon, Electrochemical lithium recovery and organic pollutant removal from industrial wastewater of a battery recycling plant. Environ. Sci.: Water Res. Technol. 4, 175–182 (2018). https://doi.org/10.1039/C7EW00454K
B. Koo, L.E. Sofen, D.J. Gisch, B. Kern, M.A. Rickard, M.B. Francis, Lithium-chelating resins functionalized with oligoethylene glycols toward lithium-ion battery recycling. Adv. Sustain. Syst. 5, 2000230 (2021). https://doi.org/10.1002/adsu.202000230
S. Krüger, C. Hanisch, A. Kwade, M. Winter, S. Nowak, Effect of impurities caused by a recycling process on the electrochemical performance of Li[Ni0.33Co0.33Mn0.33]O2. J. Electroanal. Chem. 726, 91–96 (2014). https://doi.org/10.1016/j.jelechem.2014.05.017
J. Li, G. Wang, Z. Xu, Generation and detection of metal ions and volatile organic compounds (VOCs) emissions from the pretreatment processes for recycling spent lithium-ion batteries. Waste Manage. (New York, N.Y.) 52, 221–227 (2016). https://doi.org/10.1016/j.wasman.2016.03.011
L. Li, Y. Bian, X. Zhang, Y. Guan, E. Fan, F. Wu, R. Chen, Process for recycling mixed-cathode materials from spent lithium-ion batteries and kinetics of leaching. Waste Manage. (New York, N.Y.) 71, 362–371 (2018). https://doi.org/10.1016/j.wasman.2017.10.028
L. Li, J. Lu, Y. Ren, X.X. Zhang, R.J. Chen, F. Wu, K. Amine, Ascorbic-acid-assisted recovery of cobalt and lithium from spent Li-ion batteries. J. Power Sources 218, 21–27 (2012)
H. Lv, H. Huang, C. Huang, Q. Gao, Z. Yang, W. Zhang, Electric field driven de-lithiation: a strategy towards comprehensive and efficient recycling of electrode materials from spent lithium ion batteries. Appl. Catal. B 283, 119634 (2021). https://doi.org/10.1016/j.apcatb.2020.119634
P. Meshram, Abhilash, B.D. Pandey, T.R. Mankhand, H. Deveci, Comparision of different reductants in leaching of spent lithium ion batteries. JOM 68, 2613–2623 (2016). https://doi.org/10.1007/s11837-016-2032-9
S. Natarajan, V. Aravindan, Recycling strategies for spent li-ion battery mixed cathodes. ACS Energy Lett. 3, 2101–2103 (2018). https://doi.org/10.1021/acsenergylett.8b01233
A.A. Nayl, R.A. Elkhashab, S.M. Badawy, M.A. El-Khateeb, Acid leaching of mixed spent Li-ion batteries. Arab. J. Chem. 10, S3632–S3639 (2017). https://doi.org/10.1016/j.arabjc.2014.04.001
A.A. Nayl, M.M. Hamed, S.E. Rizk, Selective extraction and separation of metal values from leach liquor of mixed spent Li-ion batteries. J. Taiwan Inst. Chem. Eng. 55, 119–125 (2015). https://doi.org/10.1016/j.jtice.2015.04.006
F. Pagnanelli, E. Moscardini, P. Altimari, T. Abo Atia, L. Toro, Cobalt products from real waste fractions of end of life lithium ion batteries. Waste Manage. (New York, N.Y.) 51, 214–221 (2016). https://doi.org/10.1016/j.wasman.2015.11.003
J. Piątek, T.M. Budnyak, S. Monti, G. Barcaro, R. Gueret, E.S. Grape, A. Jaworski, A.K. Inge, B.V.M. Rodrigues, A. Slabon, Toward sustainable Li-ion battery recycling: green metal-organic framework as a molecular sieve for the selective separation of cobalt and nickel. ACS Sustain. Chem. Eng. (2021). https://doi.org/10.1021/acssuschemeng.1c02146
S. Pindar, N. Dhawan, Recycling of mixed discarded lithium-ion batteries via microwave processing route. Sustain. Mater. Technol. 25, e00157 (2020). https://doi.org/10.1016/j.susmat.2020.e00157
E.G. Pinna, M.C. Ruiz, M.W. Ojeda, M.H. Rodriguez, Cathodes of spent Li-ion batteries: dissolution with phosphoric acid and recovery of lithium and cobalt from leach liquors. Hydrometallurgy 167, 66–71 (2017). https://doi.org/10.1016/j.hydromet.2016.10.024
A. Porvali, M. Aaltonen, S. Ojanen, O. Velazquez-Martinez, E. Eronen, F. Liu, B.P. Wilson, R. Serna-Guerrero, M. Lundström, Mechanical and hydrometallurgical processes in HCl media for the recycling of valuable metals from Li-ion battery waste. Resour. Conserv. Recycl. 142, 257–266 (2019). https://doi.org/10.1016/j.resconrec.2018.11.023
G. Prabaharan, S.P. Barik, N. Kumar, L. Kumar, Electrochemical process for electrode material of spent lithium ion batteries. Waste Manage. (New York, N.Y.) 68, 527–533 (2017). https://doi.org/10.1016/j.wasman.2017.07.007
J. Shaw-Stewart, A. Alvarez-Reguera, A. Greszta, J. Marco, M. Masood, R. Sommerville, E. Kendrick, Aqueous solution discharge of cylindrical lithium-ion cells. Sustain. Mater. Technol. 22, e00110 (2019). https://doi.org/10.1016/j.susmat.2019.e00110
A.H. Shuva, A.S. Kurny, Hydrometallurgical recovery of value metals from spent lithium ion batteries. J. Mater. Eng. Technol. (2013). https://doi.org/10.12691/materials-1-1-2
A.C. Sonoc, J. Jeswiet, Application of donnan dialysis to the separation and recovery of cations during hydrometallurgical recycling of lithium ion batteries (Springer, Cham, 2018), pp.1855–1866. https://doi.org/10.1007/978-3-319-95022-8_154
L. Sun, K. Qiu, Vacuum pyrolysis and hydrometallurgical process for the recovery of valuable metals from spent lithium-ion batteries. J. Hazard. Mater. 194, 378–384 (2011). https://doi.org/10.1016/j.jhazmat.2011.07.114
T. Suzuki, T. Nakamura, Y. Inoue, M. Niinae, J. Shibata, A hydrometallurgical process for the separation of aluminum, cobalt, copper and lithium in acidic sulfate media. Sep. Purif.Technol. 98, 396–401 (2012). https://doi.org/10.1016/j.seppur.2012.06.034
B. Swain, Cost effective recovery of lithium from lithium ion battery by reverse osmosis and precipitation: a perspective. J. Chem. Technol. Biotechnol. 93, 311–319 (2018). https://doi.org/10.1002/jctb.5332
C. Wang, S. Wang, F. Yan, Z. Zhang, X. Shen, Z. Zhang, Recycling of spent lithium-ion batteries: Selective ammonia leaching of valuable metals and simultaneous synthesis of high-purity manganese carbonate. Waste Manage. (New York, N.Y.) 114, 253–262 (2020). https://doi.org/10.1016/j.wasman.2020.07.008
L. Yao, Y. Feng, G. Xi, A new method for the synthesis of LiNi1/3Mn1/3Co1/3O2 from waste lithium ion batteries. RSC Adv. 5, 44107–44114 (2015). https://doi.org/10.1039/C4RA16390G
X. Zeng, J. Li, B. Shen, Novel approach to recover cobalt and lithium from spent lithium-ion battery using oxalic acid. J. Hazard. Mater. 295, 112–118 (2015). https://doi.org/10.1016/j.jhazmat.2015.02.064
X. Zheng, W. Gao, X. Zhang, M. He, X. Lin, H. Cao, Y. Zhang, Z. Sun, Spent lithium-ion battery recycling - Reductive ammonia leaching of metals from cathode scrap by sodium sulphite. Waste Manage. (New York, N.Y.) 60, 680–688 (2017). https://doi.org/10.1016/j.wasman.2016.12.007
S. Zhou, Y. Zhang, Q. Meng, P. Dong, Z. Fei, Q. Li, Recycling of LiCoO2 cathode material from spent lithium ion batteries by ultrasonic enhanced leaching and one-step regeneration. J. Environ. Manage. 277, 111426 (2021). https://doi.org/10.1016/j.jenvman.2020.111426
S. Zhu, W. He, G. Li, X. Zhou, X. Zhang, J. Huang, Recovery of Co and Li from spent lithium-ion batteries by combination method of acid leaching and chemical precipitation. Trans. Nonferrous Metals Soc. China 22, 2274–2281 (2012). https://doi.org/10.1016/S1003-6326(11)61460-X
H. Zou, E. Gratz, D. Apelian, Y. Wang, A novel method to recycle mixed cathode materials for lithium ion batteries. Green Chem. 15, 1183 (2013). https://doi.org/10.1039/c3gc40182k
Handelsregister, Handelsregisterauszug von Duesenfeld GmbH. https://www.online-handelsregister.de/handelsregisterauszug/ni/Braunschweig/HRB/206506/Duesenfeld-GmbH. Accessed 2 June 2022
Y. Bai, N. Muralidharan, J. Li, R. Essehli, I. Belharouak, Sustainable direct recycling of lithium-ion batteries via solvent recovery of electrode materials. Chemsuschem 13, 5664–5670 (2020). https://doi.org/10.1002/cssc.202001479
H. Bi, H. Zhu, L. Zu, Y. Gao, S. Gao, Z. Wu, Eddy current separation for recovering aluminium and lithium-iron phosphate components of spent lithium-iron phosphate batteries. Waste Manage. Res. 37, 1217–1228 (2019). https://doi.org/10.1177/0734242X19871610
A.J. da Costa, J.F. Matos, A.M. Bernardes, I.L. Müller, Beneficiation of cobalt, copper and aluminum from wasted lithium-ion batteries by mechanical processing. Int. J. Miner. Process. 145, 77–82 (2015). https://doi.org/10.1016/j.minpro.2015.06.015
C. Hanisch, T. Loellhoeffel, J. Diekmann, K.J. Markley, W. Haselrieder, A. Kwade, Recycling of lithium-ion batteries: a novel method to separate coating and foil of electrodes. J. Clean. Prod. 108, 301–311 (2015). https://doi.org/10.1016/j.jclepro.2015.08.026
Y. He, T. Zhang, F. Wang, G. Zhang, W. Zhang, J. Wang, Recovery of LiCoO2 and graphite from spent lithium-ion batteries by Fenton reagent-assisted flotation. J. Clean. Prod. 143, 319–325 (2017). https://doi.org/10.1016/j.jclepro.2016.12.106
D. Horn, J. Zimmermann, R. Stauber, O. Gutfleisch, New efficient recycling process for Li-ion batteries (2017). https://mediatum.ub.tum.de/doc/1462984/1462984.pdf. Accessed 17 Oct 2022
C. Lei, I. Aldous, J.M. Hartley, D.L. Thompson, S. Scott, R. Hanson, P.A. Anderson, E. Kendrick, R. Sommerville, K.S. Ryder et al., Lithium ion battery recycling using high-intensity ultrasonication. Green Chem. 23, 4710–4715 (2021). https://doi.org/10.1039/d1gc01623g
J. Liu, H. Wang, T. Hu, X. Bai, S. Wang, W. Xie, J. Hao, Y. He, Recovery of LiCoO2 and graphite from spent lithium-ion batteries by cryogenic grinding and froth flotation. Miner. Eng. 148, 106223 (2020). https://doi.org/10.1016/j.mineng.2020.106223
Y. Liu, Analysis on extraction behaviour of lithium-ion battery electrolyte solvents in supercritical CO2 by Gas chromatography. Int. J. Electrochem. Sci. (2016). https://doi.org/10.20964/2016.09.03
Y. Liu, D. Mu, R. Li, Q. Ma, R. Zheng, C. Dai, Purification and characterization of reclaimed electrolytes from spent lithium-ion batteries. J. Phys. Chem. C 121, 4181–4187 (2017). https://doi.org/10.1021/acs.jpcc.6b12970
J. Öhl, D. Horn, J. Zimmermann, R. Stauber, O. Gutfleisch, Efficient process for Li-ion battery recycling via electrohydraulic fragmentation. MSF 959, 74–78 (2019). https://doi.org/10.4028/www.scientific.net/MSF.959.74
S. Ojanen, M. Lundström, A. Santasalo-Aarnio, R. Serna-Guerrero, Challenging the concept of electrochemical discharge using salt solutions for lithium-ion batteries recycling. Waste Manage. (New York, N.Y.) 76, 242–249 (2018). https://doi.org/10.1016/j.wasman.2018.03.045
C. Peng, K. Lahtinen, E. Medina, P. Kauranen, M. Karppinen, T. Kallio, B.P. Wilson, M. Lundström, Role of impurity copper in Li-ion battery recycling to LiCoO2 cathode materials. J. Power Sources 450, 227630 (2020). https://doi.org/10.1016/j.jpowsour.2019.227630
r4-innovation. NeW-Bat: Schockwellen helfen, Lithium-Ionen-Batterien zu recyclen. https://www.r4-innovation.de/de/new-bat.html. Accessed 21 Oct 2020
B.J. Ross, M. LeResche, D. Liu, J.L. Durham, E.U. Dahl, A.L. Lipson, Mitigating the impact of thermal binder removal for direct Li-ion battery recycling. ACS Sustain. Chem. Eng. 8, 12511–12515 (2020). https://doi.org/10.1021/acssuschemeng.0c03424
B. Ruffino, M.C. Zanetti, P. Marini, A mechanical pre-treatment process for the valorization of useful fractions from spent batteries. Resour. Conserv. Recycl. 55, 309–315 (2011). https://doi.org/10.1016/j.resconrec.2010.10.002
T. Sinn, A. Flegler, A. Wolf, T. Stübinger, W. Witt, H. Nirschl, M. Gleiß, Investigation of centrifugal fractionation with time-dependent process parameters as a new approach contributing to the direct recycling of lithium-ion battery components. Metals 10, 1617 (2020). https://doi.org/10.3390/met10121617
D. Song, X. Wang, E. Zhou, P. Hou, F. Guo, L. Zhang, Recovery and heat treatment of the Li(Ni1/3Co1/3Mn1/3)O2 cathode scrap material for lithium ion battery. J. Power Sources 232, 348–352 (2013). https://doi.org/10.1016/j.jpowsour.2012.10.072
F.M. Stehmann, S. Jahnke, C. Balmforth-Slater, S. Scholl, Adsorptive exhaust gas cleaning for recycling of Li-ion-batteries. ECS Trans. 75, 3–17 (2017). https://doi.org/10.1149/07520.0003ecst
F. Wang, T. Zhang, Y. He, Y. Zhao, S. Wang, G. Zhang, Y. Zhang, Y. Feng, Recovery of valuable materials from spent lithium-ion batteries by mechanical separation and thermal treatment. J. Clean. Prod. 185, 646–652 (2018). https://doi.org/10.1016/j.jclepro.2018.03.069
M.-M. Wang, C.-C. Zhang, F.-S. Zhang, Recycling of spent lithium-ion battery with polyvinyl chloride by mechanochemical process. Waste Manage. (New York, N.Y.) 67, 232–239 (2017). https://doi.org/10.1016/j.wasman.2017.05.013
X. Wang, G. Gaustad, C.W. Babbitt, Targeting high value metals in lithium-ion battery recycling via shredding and size-based separation. Waste Manage. (New York, N.Y.) 51, 204–213 (2016). https://doi.org/10.1016/j.wasman.2015.10.026
S.D. Widijatmoko, F. Gu, Z. Wang, P. Hall, Selective liberation in dry milled spent lithium-ion batteries. Sustain. Mater. Technol. (2020). https://doi.org/10.1016/j.susmat.2019.e00134
L. Wuschke, H.-G. Jäckel, T. Leißner, U.A. Peuker, Crushing of large Li-ion battery cells. Waste Manage. (New York, N.Y.) 85, 317–326 (2019). https://doi.org/10.1016/j.wasman.2018.12.042
J. Yu, Y. He, Z. Ge, H. Li, W. Xie, S. Wang, A promising physical method for recovery of LiCoO2 and graphite from spent lithium-ion batteries: grinding flotation. Sep. Purif. Technol. 190, 45–52 (2018). https://doi.org/10.1016/j.seppur.2017.08.049
L. Yuanlong, M. Deying, L. Ruhong, M. Quanxin, Z. Rujuan, D. Changsong, Purification and characterization of reclaimed electrolytes from spent lithium-ion batteries. Phys. Chem. C 121, 4181–4187 (2017)
R. Zhan, T. Payne, T. Leftwich, K. Perrine, L. Pan, De-agglomeration of cathode composites for direct recycling of Li-ion batteries. Waste Manage. (New York, N.Y.) 105, 39–48 (2020). https://doi.org/10.1016/j.wasman.2020.01.035
T. Zhang, Y. He, L. Ge, R. Fu, X. Zhang, Y. Huang, Characteristics of wet and dry crushing methods in the recycling process of spent lithium-ion batteries. J. Power Sources 240, 766–771 (2013). https://doi.org/10.1016/j.jpowsour.2013.05.009
T. Zhang, Y. He, F. Wang, H. Li, C. Duan, C. Wu, Surface analysis of cobalt-enriched crushed products of spent lithium-ion batteries by X-ray photoelectron spectroscopy. Sep. Purif. Technol. 138, 21–27 (2014). https://doi.org/10.1016/j.seppur.2014.09.033
C. Zhao, X. Zhong, Reverse flotation process for the recovery of pyrolytic LiFePO4. Colloids Surf. A (2020). https://doi.org/10.1016/j.colsurfa.2020.124741
X. Zhou, W. He, G. Li, X. Zhang, S. Zhu, J. Huang, S. Zhu, Recycling of electrode materials from spent lithium-ion batteries, in 4th international conference on bioinformatics and biomedical engineering. (2010), pp. 1–4. https://doi.org/10.1109/ICBBE.2010.5518015
S. Zhu, W. He, G. Li, X. Zhou, J. Huang, X. Zhang, Recovering copper from spent lithium ion battery by a mechanical separation process. Int. Conf. Mater. Renew. Energy Environ. (2011). https://doi.org/10.1109/ICMREE.2011.5930972
H. Dang, N. Li, Z. Chang, B. Wang, Y. Zhan, X. Wu, W. Liu, S. Ali, H. Li, J. Guo et al., Lithium leaching via calcium chloride roasting from simulated pyrometallurgical slag of spent lithium ion battery. Sep. Purif. Technol. 233, 116025 (2020). https://doi.org/10.1016/j.seppur.2019.116025
H. Dang, B. Wang, Z. Chang, X. Wu, J. Feng, H. Zhou, W. Li, C. Sun, Recycled lithium from simulated pyrometallurgical slag by chlorination roasting. ACS Sustain. Chem. Eng. 6, 13160–13167 (2018). https://doi.org/10.1021/acssuschemeng.8b02713
E. Fan, L. Li, J. Lin, J. Wu, J. Yang, F. Wu, R. Chen, Low-temperature molten-salt-assisted recovery of valuable metals from spent lithium-ion batteries. ACS Sustain. Chem. Eng. 7, 16144–16150 (2019). https://doi.org/10.1021/acssuschemeng.9b03054
O. Kwon, I. Sohn, Fundamental thermokinetic study of a sustainable lithium-ion battery pyrometallurgical recycling process. Resour. Conserv. Recycl. (2020). https://doi.org/10.1016/j.resconrec.2020.104809
N. Li, J. Guo, Z. Chang, H. Dang, X. Zhao, S. Ali, W. Li, H. Zhou, C. Sun, Aqueous leaching of lithium from simulated pyrometallurgical slag by sodium sulfate roasting. RSC Adv. 9, 23908–23915 (2019). https://doi.org/10.1039/C9RA03754C
G. Lombardo, B. Ebin, M.R. St. J. Foreman, B.-M. Steenari, M. Petranikova, Chemical transformations in Li-ion battery electrode materials by carbothermic reduction. ACS Sustain. Chem. Eng. 7, 13668–13679 (2019). https://doi.org/10.1021/acssuschemeng.8b06540
S. Maroufi, M. Assefi, R. Khayyam Nekouei, V. Sahajwalla, Recovery of lithium and cobalt from waste lithium-ion batteries through a selective isolation-suspension approach. Sustain. Mater. Technol. (2020). https://doi.org/10.1016/j.susmat.2019.e00139
C. Peng, F. Liu, Z. Wang, B.P. Wilson, M. Lundström, Selective extraction of lithium (Li) and preparation of battery grade lithium carbonate (Li2CO3) from spent Li-ion batteries in nitrate system. J. Power Sources 415, 179–188 (2019). https://doi.org/10.1016/j.jpowsour.2019.01.072
D. Wang, X. Zhang, H. Chen, J. Sun, Separation of Li and Co from the active mass of spent Li-ion batteries by selective sulfating roasting with sodium bisulfate and water leaching. Miner. Eng. 126, 28–35 (2018). https://doi.org/10.1016/j.mineng.2018.06.023
S. Windisch-Kern, A. Holzer, C. Ponak, H. Raupenstrauch, Pyrometallurgical lithium-ion-battery recycling: approach to limiting lithium slagging with the indured reactor concept. Processes 9, 84 (2021). https://doi.org/10.3390/pr9010084
J. Xiao, J. Li, Z. Xu, Novel approach for in situ recovery of lithium carbonate from spent lithium ion batteries using vacuum metallurgy. Environ. Sci. Technol. 51, 11960–11966 (2017). https://doi.org/10.1021/acs.est.7b02561
Akkuser Oy, How the collected batteries are recycled? https://www.akkuser.fi/en/home/. Accessed 26 Oct 2020
T. Elwert, J. Frank, Recycling und Sekundärrohstoffe: towards a closed loop for lithium-ion batteries, Band 13 (Thomé-Kozmiensky Verlag GmbH, Neuruppin, 2020)
Umicore, Industrial scale EOL (X)EV Battery Recycling –an existing solution in a global network, June 27 (2017)
C. Clemm, P. Mählitz, A. Schlösser, V.S. Rotter, K.-D. Land, Umweltwirkungen von wiederaufladbaren Lithium-Batterien für den Einsatz in mobilen Endgeräten der Informations- und Kommunikationstechnik (IKT) (Umweltforschungsplan des Bundesministeriums für Umwelt, Naturschutz, Bau und Reaktorsicherheit, 2015)
C. Pavel, D. Blagoeva, P. Alves Dias, N. Arvanitidis, Cobalt: demand-supply balances in the transition to electric mobility. (2018). https://doi.org/10.2760/97710
S. Al Barazi, Rohstoffinformationen: Rohstoffristikobewertung—Kobalt. (2018); DERA (German Raw Materials Agency). https://www.deutsche-rohstoffagentur.de/DE/Gemeinsames/Produkte/Downloads/DERA_Rohstoffinformationen/rohstoffinformationen-36.pdf?__blob=publicationFile&v=2. Accessed 17 Oct 2022
R. Weyhe, Recycling von Lithium-Ion-Batterien. (2013). TK Publishing Karl Thomé-Kozmiensky. https://www.vivis.de/wp-content/uploads/RuR6/2013_RuR_505_526_Weyhe.pdf. Accessed 17 Oct 2022
K.M. Winslow, S.J. Laux, T.G. Townsend, A review on the growing concern and potential management strategies of waste lithium-ion batteries. Resour. Conserv. Recycl. 129, 263–277 (2018). https://doi.org/10.1016/j.resconrec.2017.11.001
S. Henßler, Duesenfeld denkt recycling von lithium-ionen batterien anders: Umweltfreundlich & Dezentral. https://www.elektroauto-news.net/2019/duesenfeld-recycling-lithium-ionen-batterien-umweltfreundlich-dezentral
Green Eco-manufacture Hi-tech, Sustained growth in ternaryprecursor sales; strong synergiesahead. http://pdf.dfcfw.com/pdf/H3_AP201912051371602225_1.PDF. accessed 11 Nov 2020
S. Al-Thyabat, T. Nakamura, E. Shibata, A. Iizuka, Adaptation of minerals processing operations for lithium-ion (LiBs) and nickel metal hydride (NiMH) batteries recycling: critical review. Miner. Eng. 45, 4–17 (2013). https://doi.org/10.1016/j.mineng.2012.12.005
M. Rinne, H. Elomaa, A. Porvali, M. Lundström, Simulation-based life cycle assessment for hydrometallurgical recycling of mixed LIB and NiMH waste. Resour. Conserv. Recycl. 170, 105586 (2021). https://doi.org/10.1016/j.resconrec.2021.105586
Accurec, Accurec's annual nubers in a nutshell. https://accurec.de/key-figures. Accessed 10 Nov 2020
Accurec GmbH, Battery recycling datasheet. https://accurec.de/wp-content/uploads/2018/04/Li-ion-RE_2018.pdf. Accessed 10 Nov 2020
Umicore, History. https://www.umicore.de/de/about/history/. Accessed 2 June 2022
Glencore, Who we are—our histrory. https://www.glencore.com/who-we-are/our-history. Accessed 2 June 2022
Nückelhütte Aue GmbH, Über die Nickelhütte Aue GmbH. https://nickelhuette-aue.de/de/ueber-uns. Accessed 2 June 2022
Sumitomo Corportation, About us—about Sumitomo Corporation Group. https://www.sumitomocorp.com/en/jp/about. Accessed 2 June 2022
ERASTEEL, History. https://www.erasteel.com/history/. Accessed 2 June 2022
Guangdong Brunp recycling Technology Co., Ltd, LinkedIn overview. https://www.linkedin.com/company/guangdong-brunp-recycling-technology-co.-ltd/about/. Accessed 2 June 2022
DOWA ECO-System, History. https://www.dowa-eco.co.jp/en/about/milestone.html. Accessed 2 June 2022
JX Nippon Mining & Metals, Corporate history.https://www.nmm.jx-group.co.jp/english/company/history.html. Accessed 17 Oct 2022
Inmetco, Stainless steel dust recycling. https://inmetco.com/. Accessed 2 June 2022
W. Lv, Z. Wang, H. Cao, Y. Sun, Y. Zhang, Z. Sun, A Critical review and analysis on the recycling of spent lithium-ion batteries. ACS Sustain. Chem. Eng. 6, 1504–1521 (2018). https://doi.org/10.1021/acssuschemeng.7b03811
GEM Co. Ltd, Recycling for future. http://www.gemchina.com/UsedBatteryRecycling/index.html. Accessed 30 May 2022
O.Düvel, Umweltfreundliches Recycling von Lithium-Ionen-Batterien: Effizienz im Recycling von Lithium-Ionen Batterien. https://www.duesenfeld.com/recycling.html. Accessed 7 Oct 2020
J. Tytgat, The recycling efficiency of Li-ion EV batteries according to the European Commission Regulation, and the relation with the End-of-Life Vehicles Directive recycling rate. World Electr. Veh. J. 6, 1039–1047 (2013)
L. Gaines, The future of automotive lithium-ion battery recycling: charting a sustainable course. Sustain. Mater. Technol. 1–2, 2–7 (2014). https://doi.org/10.1016/j.susmat.2014.10.001
Y. Yao, M. Zhu, Z. Zhao, B. Tong, Y. Fan, Z. Hua, Hydrometallurgical processes for recycling spent lithium-ion batteries: a critical review. ACS Sustain. Chem. Eng. 6, 13611–13627 (2018). https://doi.org/10.1021/acssuschemeng.8b03545
X. Luo, B. Guo, J. Luo, F. Deng, S. Zhang, S. Luo, J. Crittenden, Recovery of lithium from wastewater using development of Li ion-imprinted polymers: supplementory data. ACS Sustain. Chem. Eng. 3, 460–467 (2015). https://doi.org/10.1021/sc500659h
X. Guo, X. Cao, G. Huang, Q. Tian, H. Sun, Recovery of lithium from the effluent obtained in the process of spent lithium-ion batteries recycling. J. Environ. Manage. 198, 84–89 (2017). https://doi.org/10.1016/j.jenvman.2017.04.062
C. Zhao, M. He, H. Cao, X. Zheng, W. Gao, Y. Sun, H. Zhao, D. Liu, Y. Zhang, Z. Sun, Investigation of solution chemistry to enable efficient lithium recovery from low-concentration lithium-containing wastewater. Front. Chem. Sci. Eng. 14, 639–650 (2020). https://doi.org/10.1007/s11705-019-1806-3
H.-B. Choi, J.-S. Ryu, W.-J. Shin, N. Vigier, The impact of anthropogenic inputs on lithium content in river and tap water. Nat Commun 10, 5371 (2019). https://doi.org/10.1038/s41467-019-13376-y
M. Landgraf, Neues Verfahren ermöglicht Lithiumabbau in Deutschland. https://www.kit.edu/kit/pi_2020_054_neues-verfahren-ermoglicht-lithiumabbau-in-deutschland.php. Accessed 4 Aug 2021
V. Halleux, New EU regulatory framework for batteries: Setting sustainability requirement: EU legistlation in progress. https://www.europarl.europa.eu/RegData/etudes/BRIE/2021/689337/EPRS_BRI(2021)689337_EN.pdf. Accessed 10 June 2022
J. Pudas, AkkuSer Oy—mobile phone and battery recycling services. https://ec.europa.eu/environment/archives/ecoinnovation2011/2nd_forum/presentations/Session%202/case%20studies/jarmo_pudas_akkuser.pdf. Accessed 30 May 2022
L. Li, Y. Bian, X. Zhang, Q. Xue, E. Fan, F. Wu, R. Chen, Economical recycling process for spent lithium-ion batteries and macro- and micro-scale mechanistic study. J. Power Sources 377, 70–79 (2018). https://doi.org/10.1016/j.jpowsour.2017.12.006
L. Kurz, M. Faryadras, I. Klugius, F. Reichert, A. Scheibe, M. Schmidt, R. Wörner, Global warming potential of a new waterjet-based recycling process for cathode materials of lithium-ion batteries. Batteries 7, 29 (2021). https://doi.org/10.3390/batteries7020029
H. Gao, Q. Yan, P. Xu, H. Liu, M. Li, P. Liu, J. Luo, Z. Chen, Efficient direct recycling of degraded LiMn2O4 cathodes by one-step hydrothermal relithiation. ACS Appl. Mater. Interfaces 12, 51546–51554 (2020). https://doi.org/10.1021/acsami.0c15704
T. Yang, Y. Lu, L. Li, D. Ge, H. Yang, W. Leng, H. Zhou, X. Han, N. Schmidt, M. Ellis et al., An effective relithiation process for recycling lithium-ion battery cathode materials. Adv. Sustain. Syst. 4, 1900088 (2020). https://doi.org/10.1002/adsu.201900088
R.E. Ciez, J.F. Whitacre, Examining different recycling processes for lithium-ion batteries. Nat. Sustain. 2, 148–156 (2019). https://doi.org/10.1038/s41893-019-0222-5
M.A. Cusenza, S. Bobba, F. Ardente, M. Cellura, F. Di Persio, Energy and environmental assessment of a traction lithium-ion battery pack for plug-in hybrid electric vehicles. J. Clean. Prod. 215, 634–649 (2019). https://doi.org/10.1016/j.jclepro.2019.01.056
Q. Qiao, F. Zhao, Z. Liu, H. Hao, Electric vehicle recycling in China: economic and environmental benefits. Resour. Conserv. Recycl. 140, 45–53 (2019). https://doi.org/10.1016/j.resconrec.2018.09.003
M. Raugei, P. Winfield, Prospective LCA of the production and EoL recycling of a novel type of Li-ion battery for electric vehicles. J. Clean. Prod. 213, 926–932 (2019). https://doi.org/10.1016/j.jclepro.2018.12.237
H. Hao, Q. Qiao, Z. Liu, F. Zhao, Impact of recycling on energy consumption and greenhouse gas emissions from electric vehicle production: the China 2025 case. Resour. Conserv. Recycl. 122, 114–125 (2017). https://doi.org/10.1016/j.resconrec.2017.02.005
A. Boyden, V.K. Soo, M. Doolan, The environmental impacts of recycling portable lithium-ion batteries. Procedia CIRP 48, 188–193 (2016). https://doi.org/10.1016/j.procir.2016.03.100
T.P. Hendrickson, O. Kavvada, N. Shah, R. Sathre, C.D. Scown, Life-cycle implications and supply chain logistics of electric vehicle battery recycling in California. Environ. Res. Lett. 10, 14011 (2015). https://doi.org/10.1088/1748-9326/10/1/014011
B. Li, X. Gao, J. Li, C. Yuan, Life cycle environmental impact of high-capacity lithium ion battery with silicon nanowires anode for electric vehicles. Environ. Sci. Technol. 48, 3047–3055 (2014). https://doi.org/10.1021/es4037786
J. Dewulf, G. van der Vorst, K. Denturck, H. van Langenhove, W. Ghyoot, J. Tytgat, K. Vandeputte, Recycling rechargeable lithium ion batteries: critical analysis of natural resource savings. Resour. Conserv. Recycl. 54, 229–234 (2010). https://doi.org/10.1016/j.resconrec.2009.08.004
P. Nunez, S. Jones, Cradle to gate: life cycle impact of primary aluminium production. Int. J. Life Cycle Assess. 21, 1594–1604 (2016). https://doi.org/10.1007/s11367-015-1003-7
J. Hong, Y. Chen, J. Liu, X. Ma, C. Qi, L. Ye, Life cycle assessment of copper production: a case study in China. Int. J. Life Cycle Assess. 23, 1814–1824 (2018). https://doi.org/10.1007/s11367-017-1405-9
S.E. Jørgensen, J.M. Svirešev, Y.M. Svirezhev, Towards a thermodynamic theory for ecological systems, 1st edn. (Elsevier, Amsterdam, 2004)
Funding
Open Access funding enabled and organized by Projekt DEAL. This work was funded by the Fraunhofer IWKS.
Author information
Authors and Affiliations
Contributions
RWW, LS, and AW conceived the review; RWW and A-JZ analyzed the data; KB, AWW and LS supervised RWW; JG and LS supervised A-JZ; RWW and A-JZ wrote the manuscript, all authors reviewed the manuscript.
Corresponding authors
Ethics declarations
Conflict of interest
There is no conflict of interest.
Consent for publication
All authors gave their consent for publication in the journal MRS Energy and Sustainability.
Ethical approval
We follow the ethical code of conduct by the MRS.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Glossary
Glossary
Term | Definitions |
|---|---|
Active material | Active material is a mixture of cathode and anode material |
Air pollution | “Air pollution, release into the atmosphere of various gases, finely divided solids, or finely dispersed liquid aerosols at rates that exceed the natural capacity of the environment to dissipate and dilute or absorb them”114 |
Alloy | An alloy is the desired product of a pyro-metallurgical process whereas the slag is a byproduct |
Anode Material | Anode material consists mostly of graphite |
Benefits | The benefit quantifies what is gained from the recycling process. It is calculated by taking the impact of recycling in relation to recovery efficiency and subtracting the impact of using primary materials |
Cathode material | Common cathode materials are LiCoO2 (LCO), LiMn2O4 (LMO), LiaNixCoyMnzO2 (NMC), LiFePO4 (LFP) and LiNixCoyAlzO2 (NCA) |
CO2 Equivalents | Unit for standardizing the influence of different greenhouse gases on the climate in comparison to CO2 |
Coulombic efficiency | Indicates the change in charge capacity between charge and discharge cycles113 |
Cumulative energy demand | The cumulative energy demand (CED) assesses the quantity of energy content of all different energy sources used throughout the life cycle |
Deactivation | Batteries are deactivated by discharging or in a brine |
Direct physical recycling | The direct physical recycling process uses the physical properties of the battery components to separate them.101 The active material is recovered retaining its crystalline form during treatment |
Discharge capacity | Total electricity released during discharge111 |
Dismantling | Removing the case of battery packs to treat battery cells |
Dissolved organic carbon | Organic carbon dissolved in wastewater |
Material recovery efficiency | Recovery efficiencies are often given in relation to specific components such as lithium, manganese, nickel, or cobalt but also active material. 100% of the component enters the process and after recycling the percentage is reduced to the material recovery efficiency of the process |
Electrochemical Deposition | Recovery of transition metals by accumulating the cations on an electrode |
Exergy | The maximum useful work which can be extracted from a system as it reversibly comes into equilibrium with its environment258 |
Full recycling route | A full recycling route is considered to be a sequence of recycling processes that starts with the EoL batteries and ends with one of the following products: active material, alloy, or salt of the transition metal |
Functional unit | |
Global warming potential | The global warming potential (GWP) is an impact category in the life-cycle impact assessment (LCIA) step of a life-cycle assessment.119 The GWP indicates the potential greenhouse effect impact of all the greenhouse gases (GHGs) emitted by the processes analyzed in the LCA |
Hydro-metallurgical recycling | The hydro-metallurgical process leaches the battery components and separates them according to their chemical properties.102 The first marketable products are salts of the transition metals. These, at the same time, are the final products, as they will go directly into the production of virgin materials |
Impacts | The impact is the sum of the process variables per functional unit |
Initial capacity | Total electricity released before cycling |
Leachate | Unit to which the results of a life-cycle assessment are related |
Leaching | Dissolving of active material by acids or acids and a oxidation agent |
Life-cycle assessment | Life cycle assessment (LCA) is a broadly used method to analyze and quantify environmental impacts of products or services. The LCA methodology is based on the international standards ISO 14040 and 14044117, 118 |
Lithium-Ion batteries | Lithium-ion batteries are rechargeable batteries which consist of a cathode and anode. Between the two electrodes is the ion-conducting electrolyte through which lithium ions can migrate |
Material losses | Emissions could stem from the components of LIBs that are released in the process. We call this type of emission “material losses” |
Net impacts | The net impact is the impact reduced by the benefits |
Opening | Opening LIB for example by crushing or electro-hydraulic fragmentation |
Purity | Purity always refers to material recovery efficiency, as purity always refers to a specific component. Purity is expressed as a percentage, where the percentage of impurities is subtracted |
Process energy | The process energy demand is defined as the final energy a single process or a full recycling route requires to either treat a defined amount of LIB or to generate a defined amount of product |
Pyrolysis | Thermal treatment in the absence of oxygen |
Pyro-metallurgical recycling | The pyro-metallurgical process treats the batteries as ore and produces an alloy and a slag.19 Here, the alloy is the first marketable product for this route. A higher refinement is generated by a subsequent hydro-metallurgical treatment. This is necessary to separate the alloy and to recover the desired metals |
Reaction emissions | New compounds could form due to chemical reactions during a process, e.g., as to thermochemical reaction. We call this type of emissions “reaction emissions” |
Recycling capacity | The weight of batteries a commercial facility (TRL ≥ 8) is treating annually |
Recycling efficiency | The EU defines recycling efficiency as “the ratio obtained by dividing the mass of output fractions accounting for recycling by the mass of the waste batteries and accumulators input fraction expressed as a percentage”109 |
Recovery efficiency | Ratio of the mass of the targeted output material(s) divided by mass of the used input material” |
Retention capacity | Parameter to describe cycle stability112 |
Salt of transition metals | Product from hydro-metallurgical lithium-ion battery recycling |
Separating | Separating of different lithium-ion battery fractions |
Separating active material | Separating active material into cathode and anode material |
Slag | Lithium containing waste/byproduct of the pyro-metallurgical treatment |
Specific capacity | Released electricity per mass active material or LIB |
Technology readiness level | Technology Readiness Levels (TRL) are a type of measurement system used to assess the maturity level of a particular technology |
Total organic carbons | Sum of dissolved and particulate organic carbons |
Waste | “Waste is any substance or object which its owner discards, intends to discard or is required to discard.”116 |
Wastewater | “Wastewater is the polluted form of water generated from rainwater runoff and human activities”115 |
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

{kind=link}
Cite this article
Wagner-Wenz, R., van Zuilichem, AJ., Göllner-Völker, L. et al. Recycling routes of lithium-ion batteries: A critical review of the development status, the process performance, and life-cycle environmental impacts. MRS Energy & Sustainability 10, 1–34 (2023). https://doi.org/10.1557/s43581-022-00053-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1557/s43581-022-00053-9