
Abstract
Optimization for material processing parameters is a typical problem of multi-objective optimization, therefore selection and use of proper multi-objective optimization approach is indispensible. The inherent characteristic of newly proposed probabilistic methodology for multi-objective optimization is that it is with the feature of optimization of multiple objectives at the same time in viewpoint of system theory and in spirit of probability theory. In the present paper, the probabilistic methodology is employed to perform the designs of materials processing for improving quality and cost saving at the same time. The laser welding process of ANSI 304 austenitic stainless steel by using a pulsed Nd: YAG laser welding system and thin-wall machining of milling aluminum alloy 2024-T351 are taken as two examples. The quantitative optimum design of materials processing is performed equitably by conducting the assessment of preferable probability of each alternative. The studies indicate that: (1). the optimized parametric combination for the laser welding process of 2 mm thickness ANSI 304 austenitic stainless steel by using a pulsed Nd: YAG laser welding system is at laser parameters of 2.7 kW peak power, welding speed of 2 cm/min and pulse duration of 4 ms; (2). the optimized combination parameter for the thin-wall machining of milling aluminum alloy 2024-T351 is at tool diameter of 8 mm, feed per tooth of 0.06 mm/z, axial cut depth of 24 mm and radial cut depth of 0.625 mm. The optimal configurations guarantee the comprehensive quality of product and reducing energy consumption.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Presently, with the rapid development of high technology, it has more requirements for the performance of processed products, therefore the pursuit of product performance optimization has become one of the key things for modern product design and manufacturing. Thus increasing studies focused on optimization of multi-objective process parameters of product manufacturing rapidly. The aim of multi-objective optimization was to find a vector set composed of decision variables that can satisfy the constraints of decision variables and meet the requirements of the target to be optimized. The objective functions to be optimized that describe the performance evaluation indexes are often contradictory, which makes the optimization of the objective functions operate under the condition of incommensurability. Optimization of one objective makes others increase at the expense of some target values in multi-objective optimization usually. At the same time, multi-objective optimization involves the selection of decision variables in high-dimensional space, so it is difficult to objectively judge the advantages and disadvantages of the optimal solution in common view. It indicates the great importance of a rational evaluation approach. For example, in the processing of ceramic materials, the performance of machine tools, processing environment and processing cost should be considered, and then the processing parameters of machine tools should be designed to achieve ideal processing quality, it is a typical multi-objective optimization problem. In machining, in order to achieve multiple machining goals, choice of machining parameters is always made relying on the experience of predecessors or some common-sense laws. This often leads to high processing cost, waste of manpower and material resources and low processing quality, which does not meet the requirements of sustainable development. Especially, in nowadays, it is strongly required to realize the coordinated and unified development of environmental protection and economic development through the evaluation of resources, replacement products and services, which jointly promotes the environment-friend design worldwide. In order to meet the needs of coordinated and unified development, it is necessary to optimize the initial processing parameters for the traditional mechanical processing industry, so as to reduce the consumption of resources and improve product quality. Undoubtedly, the application of multi-objective optimization in all aspects of manufacturing reduces the waste of resources and ensures the reliability of processing quality. Generally speaking, the benefit of optimizing the process parameters of machining is to conform to the requirements of high quality of product, cost saving and reducing waste of machining resources, it brings new development momentum to enterprises and increase the market share of enterprises as well.
Sustainable development of manufacturing technology with automation has gained more attention these years. Therefore, in order to solve the optimal problem of materials processing with multiple objectives, it is of great significance to study multi-objective optimization in material processing. The interactive and automatic evaluation of producibility of welding components in a multidisciplinary optimization design environment was conducted, which involves multiple requirements of functions in one single welded component structure [1, 2]. However, in the early design and analysis, the producibility evaluation of welding part relies on physical testing and expert judgment instead of rational assessment, which is usually empirical and expensive especially under condition of a component with complex geometry. The successive approach was to follow the rule of “product performance first” and “producibility second”, which might lead to a result of well optimum designed performance and problematic producibility within a system; and finally, the various problems occur due to manufacturing defects and quality varying. The manufacturing defects and quality variation undoubtedly result in problems of safety and satisfaction of customer in practical applications of these welded components. Therefore, it is quite necessary to use a rational assessment to guarantee the automatic and interactive welding-producibility [1,2,3,4,5,6,7]. In the past, the producibility assessment of welding part concerned welding simulation, metamodel methods and weighting factors [1,2,3,4,5,6,7]. And finally, the optimization analysis still involves either adding all weighting responses into a single objective or Pareto solution set or grey relational analysis for Taguchi orthogonal array. However, the reliability of these kind of algorithms is problematic with uncertainty [8, 9].
The optimization of thin-wall machining was once performed by using Pareto-optimal solution with crucial requirements of enhanced energy efficiency, product quality, and productivity as objectives [10]. However, the result is problematic due to the uncertainty of Pareto-optimal solution set, which could not give a definitive consequence [8].
In fact, the inherent essence of optimization of multiple objectives is the “simultaneous optimization of multiple objectives” in a system inevitably. However, the previous methods of multi-objective optimization (MOO) and multi-criteria decision - making (MCDM) in the past took the “additive” algorithm as the actual algorithm for indexes in parameterization with weighting factors, or Pareto solution set with uncertainty, or grey relational analysis, etc. [5,6,7,8,9,10]. Till now, the commonly used methods include, VIKOR (VIšekriterijumsko KOmpromisno Rangiranje), TOPSIS (Technique of ranking Preferences by Similarity to the Ideal Solution), MOORA (Multi-Objective Optimization on the basis of Ratio Analysis), and AHP (Analytical Hierarchy Process), etc., are not be considered as fully quantitative, which all include uncertainties actually [10,11,12,13,14,15].
In fact, the “additive” algorithm for evaluating multiple indexes is equivalent to the “union” in the spirits of probability theory and set theory, which is definitely inconsistent with the essence of “simultaneous optimization of multiple indexes” [8]. Appropriately, in the respect of probability theory, “simultaneous optimization of multiple indexes” is to take the form of “joint probability” of the corresponding multiple events actually.
Additionally, in the additive algorithm there is a problem of choosing the scaled factor (denominator) of the normalization procedure of different objective, different scaled factors could often lead to quite different consequences [8, 16,17,18]. Therefore, the previous algorithms could not be considered as rational approaches in some sense due to their uncertainty and misusing of “union” in the spirits of probability theory and set theory.
Considering above situation, a probabilistic methodology was proposed [8]. In the new methodology, each attribute/objective of the multi-objective optimization problem was taken as an independent event from the perspective of probability theory, furthermore the entire thing of the multi-objective optimization was taken as a “joint event” of all individual events, thus the overall/total probability of “joint event” was the product of each individual event in the entire thing [8]. This methodology has the advantages of taking the simultaneous optimization of multiple objectives in the spirit of probability theory, which results in a definitive solution and an overall planning approach entirely.
In this paper, the probabilistic methodology for multi-objective optimization (PMOO) is used to perform the optimal designs of materials processing of quality improvement and cost saving. The laser welding process of ANSI 304 austenitic stainless steel by using a pulsed Nd: YAG laser welding system and thin-wall machining of milling aluminum alloy 2024-T351 are taken as two examples. By performing the assessment of preferable probability of each scheme, the quantitative optimum designs of materials processing are thus completed equitably.
The importance of this paper is to present a reasonable approach which enables the influence of the process variables on the producibility, product quality and energy efficiency, and the evaluations of these responses in industrial environment to be conducted properly. The innovation of the work is the assessment of these process parameters and responses are using the probabilistic multi-objective methodology.
2 Brief statement of the probabilistic methodology for multi-objective optimization
2.1 The characterization of preference in optimization
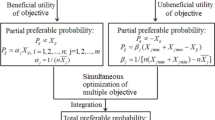
A new concept of preferable probability was put forward in the probabilistic methodology for multi-objective optimization to represent the preference degree of an attribute (objective) in the assessment [8]. In the treatment, all attributes (objectives) are classified into two types preliminarily, i.e., beneficial and unbeneficial kinds, and furthermore the quantitative assessment of the partial preferable probability of each performance index is conducted according to its type individually [8]. Moreover, the simultaneous optimization of multiple objectives could be done by taking the product of entire “partial preferable probability” of all objectives to form an overall/total preferable probability. It implies that each objective is analogically an “individual event”. Thereafter, the total preferable probability is the unique index of the overall “joint event” (alternative), thus the optimization problem of these multiple objectives is transferred into a single objective one, finally the total preferable probability of each scheme/alternative is the decisive indicator for the optimization.
2.2 Quantitative assessment of preferable probability
The partial preferable probability is as a quantitative indicator of preference degree of the performance utility value of an attribute.
As to the characterization of the partial preferable probability of a beneficial type of attribute, for simplicity the partial preferable probability is assumed to be proportional to the performance utility value of the attribute index directly [8],
In Eq. (1), χij expresses the utility value of the index of the j-th attribute of the i-th scheme [8]; Pij indicates the corresponding partial preferable probability of χij; n reflects the total number of the schemes; m is the number of attributes; γj is the coefficient of the j-th attribute in the preferable probability assessment.
Equivalently, the partial preferable probability of an unbeneficial attribute was assumed to be negatively linear correlated to the corresponding performance utility value of the attribute index,
where ηj indicates the coefficient of the j-th attribute in the preferable probability assessment, χjmax and χjmin present the maximum and minimum values of the j-th attribute performance utility index within the involved scheme group, individually [8].
Furthermore, in accordance with the normalization of probability, it derives the expressions of coefficients of γj and ηj as [8],
where \(\overline{\chi }_{j}\) is the arithmetic mean value of the j-th performance utility index within the involved scheme group [8].
Moreover, according to probability theory, the product of all partial preferable probabilities Pij results in the total preferable probability (joint probability) of the i-th scheme, i.e.,
Subsequently, the total preferable probability Pi is the unique and decisive indicator to determine the status of the scheme of the optimization comparatively. In general, the winner is the alternative scheme which has the highest value of total preferable probability among all schemes [8].
3 Utilization of the probabilistic methodology of multi–objective optimization in material processing
3.1 Utilization in material laser welding
Laser welding is superior to other welding methods such as friction stir welding and arc welding, etc. [1, 2, 9].
In order to achieve a high quality at low costs, optimization of process parameters is the necessary step. The welding geometry of the laser welding process of ANSI 304 austenitic stainless steel by using a pulsed Nd: YAG laser welding system (Han’s Laser WF300) was studied [9]. Taguchi orthogonal array based grey relational analysis was employed to conduct the optimization of laser welding process parameters [9]. However, the intrinsic defects of grey analysis of subjective factor and “additive” algorithm in evaluation of multiple indexes made the evaluation results short of rationality [8, 9].
In the study, a 2 mm thick ANSI 304 stainless steel was employed at three different levels of three variables, i.e., peak power (A), welding speed (B) and pulse duration (C). The weld bead geometry with full penetration (P), narrow bead width (W) and minimum crater (H) are taken as the multiple responses of the optimization [9].
In the welding process, shielding was conducted by using argon gas with a flow rate of 20 l/min [9]. Table 1 shows the parametric design of the experiment.
Table 2 cites the experimental results with Taguchi array L9(34).
According to the aim of preference of the optimal design, the response penetration (P) belongs to beneficial type of index, while the responses bead width (W) and crater (H) attribute to unbeneficial type of indexes in the assessment. The results of assessment for this welding problem by means of probabilistic multi-objective optimization are shown in Table 3.
It can be seen that the scheme No. 5 is with the highest total preferable probability at first glance, therefore the preliminary optimum parameters of variables for this welding problem are corresponding to those of the scheme No. 5, which is with the parametric combination of A2B2C3 at this stage.
Furthermore, range analysis of the total preferable probability can be conducted, of which the result is shown in Table 4. The impact order of parametric effect is B > A > C, and the final optimal parametric combination predicted for this laser welding problem is A2B2C1, which is closely accompanied by scheme No. 5.
3.2 Utilization in material machining
The machining of milling aluminum alloy 2024-T351 specimens on a computer numerical control (CNC) vertical machining center (MC-3/400) was performed [10]. The wall thickness was reduced from 2.5 mm to 1.25 mm. End mills of solid carbide flat-bottom were used to conduct the machining experiments. The dry mode of cutting was employed to perform the machining study. It aimed to simultaneously improve the productivity of the thin-wall cutting process, and reduce the power consumption, surface roughness, and in-process wall deflection.
The tool diameter di, feed per tooth fz, axial cut depth ad and radial cut depth rd, were used as input parameters, which were controllable with 3 levels. The measurement of surface roughness (Ra) is conducted with a non-contact profilometer (Taylor Hobson Talysurf CCI Lite). The in-process wall deflection (Df) was detected with linear variable differential transformer (Solartron AX/5/S) in-process.
The design of the experiments is shown in Table 5 with 81 tests [10]. The 81 tests were conducted to perform the optimization of the thin-wall machining, which was once analyzed by using Pareto-optimal solution with crucial requirements of enhanced energy efficiency, product quality, and productivity [10].
Furthermore, a specific parameter Qi was introduced to characterize the quality of product, which was defined by using the weighting additive algorithm of surface roughness and wall deflection [10]. A higher Qi value indicates superior surface finish and dimensional accuracy; the removal rate Py was defined using the volume of material removed Vm (mm3) divided by the machining time tm (s), Py = Vm/tm, which was used to characterize the rate of cutting amount. The cutting power Pc was used to reflect the power consumption in the machining. As a result, the removal rate Py and specific parameter Qi are beneficial type of performance indexes, and the cutting power Pc is unbeneficial type of performance index.
In the experiment, there appeared 3 abnormal samples, says No. 17, No. 66 and No. 78, which gave no experimental results due to the tool failure, here they are excluded in our analysis.
The effective experimental data of this machining problem is shown in Tables 6 and 7. The assessment results are shown in Tables 8 and 9 by means of probabilistic methodology for multi-objective optimization.
It can be seen that the experimental scheme No. 62 is with the highest total preferable probability, the corresponding Py, Pc and Qi are 6640.63 mm3/min, 275.76 W, and 0.679, respectively, see Tables 8 and 9. Therefore the optimum input parameters of variables for this machining problem are corresponding to those of the scheme No. 62, i.e., di = 8 mm, fz = 0.06 mm/z, ad = 24 mm and rd = 0.625 mm from Table 5.
4 Conclusions
By using the probabilistic methodology for multi-objective optimization, two examples of materials processing are conducted. By performing the assessment of preferable probability of each alternative scheme, the optimal design is thus completed. The studies indicates that,
-
(1)
for the laser welding process of 2 mm thickness ANSI 304 austenitic stainless steel with a pulsed Nd: YAG laser welding system, the optimized parametric combination is at laser parameters of 2.7 kW peak power, welding speed of 2 cm/min and a pulse duration of 4 ms;
-
(2)
for the thin-wall machining of milling aluminum alloy 2024-T351, the experimental scheme No. 62 is with the highest total preferable probability, the corresponding removal rate, cutting power and specific parameter are 6640.63 mm3/min, 275.76 W, and 0.679, respectively. The optimum input parameters (factors) for this machining problem are at tool diameter of 8 mm, feed per tooth of 0.06 mm/z, axial cut depth of 24 mm and radial cut depth of 0.625 mm correspondingly.
The optimization results exhibit the superiority of the probabilistic methodology for multi-objective optimization to guarantee the comprehensive quality of product and reducing energy consumption.
Data availability
All data and materials are available as required.
Abbreviations
- MOO:
-
Multi-objective optimization
- MCDM:
-
Multi-criteria decision–making
- VIKOR:
-
VIšekriterijumsko KOmpromisno Rangiranje
- TOPSIS:
-
Technique of ranking Preferences by Similarity to the Ideal Solution
- AHP:
-
Analytical Hierarchy Process
- MOORA:
-
Multi-Objective Optimization on the basis of Ratio Analysis
- PMOO:
-
Probabilistic methodology for multi-objective optimization
References
Madrid J, Andersson P, Söderberg R, Wärmefjord K, Kveselys D, Lindkvist L, Lööf J (2021) Automated and interactive evaluation of welding producibility in an multidisciplinary design optimization environment for aircraft components. Int J Interact Des Manuf (IJIDeM) 15:463–479
Madrid J, Forslund A, Söderberg R, Wärmefjord K, Hoffenson S, Vallhagen J, Andersson P (2018) A welding capability assessment method (wcam) to support multidisciplinary design of aircraft structures. Int J Interact Des Manuf (IJIDeM) 12(3):833–851
Zhang Y, Yang S, Zhao YF (2020) Manufacturability analysis ofmetal laser-based powder bed fusion additive manufacturing-a survey. Int J Adv Manuf Technol 110(1):57–78
Berrezzoug S, Boudjemai A, Bendimerad FT (2019) Interactive design and multidisciplinary optimization of geostationary communication satellite. Int J Interact Des Manuf (IJIDeM) 13(4):1519–1540
Unal M, Warn GP, Simpson TW (2018) Quantifying the shape of Pareto fronts during multi-objective trade space exploration. J Mech Des 140(2):021402
Madrid J, Lorin S, Söderberg R, Hammersberg P, Wärmefjord K, Lööf J (2019) A virtual design of experiments method to evaluate the effect of design and welding parameters on weld quality in aerospace applications. Aerospace 6(6):74
Khodaygan S (2019) An interactive method for computer-aided optimal process tolerance design based on automated decision making. Int J Interact Des Manuf (IJIDeM) 13(1):349–364
Zheng M, Yu J, Teng H, Cui Y, Wang Y (2023) Probability-based multi-objective optimization for material selection, 2nd edn. Springer, Singapore
Gencalp Irizalp S, Koroglu BK (2020) Optimization of weld bead geometry of laser welded ANSI 304 austenitic stainless steel using grey-based Taguchi method. Materialwiss Werkstofftech 51(8):1120–1136
Bolar G, Joshi SN, Das S (2023) Sustainable thin-wall machining: holistic analysis considering the energy efficiency, productivity, and product quality. Int J Interact Des and Manuf (IJIDeM) 17:145–166. https://doi.org/10.1007/s12008-022-01130-6
Park JH, Cho HJ, Kwun YC (2011) Extension of the VIKOR method for group decision making with interval-valued intuitionistic fuzzy information. Fuzzy Optim Decis Making 10(3):233–253
Rostamzadeh R, Govindan K, Esmaeili A, Sabaghi M (2015) Application of fuzzy VIKOR for evaluation of green supply chain management practices. Ecol Ind 49:188–203
Opricovic S, Tzeng GH (2004) Compromise solution by MCDM methods: a comparative analysis of VIKOR and TOPSIS. Eur J Oper Res 156(2):445–455
San Cristóbal Mateo JR (2012) Multi criteria analysis in the renewable energy industry. Springer Verlag London Limited, Heidelberg
Maleque MA, Salit MS (2013) Materials selection and design. Springer, Heidelberg
Yoo K, Bacarreza O, Ferri Aliabadi MH (2022) A novel multi-fidelity modelling-based framework for reliability-based design optimisation of composite structures. Eng Comput 38:595–608
Kontogiannis SG, Savill MA (2020) A generalized methodology for multidisciplinary design optimization using surrogate modelling and multifidelity analysis. Optim Eng 21:723–759
Mahmood Z (2020) Reliability-based optimization of geotechnical design using a constrained optimization technique. SN Appl Sci. https://doi.org/10.1007/s42452-020-1948-4
Acknowledgements
Not applicable.
Funding
The author declared that that there is no funding involved.
Author information
Authors and Affiliations
Contributions
MZ conducted things of this article including preliminary sketch, data treatment and original writing. JY conducted things of some data treatment and improvement of the revised version.
Corresponding author
Ethics declarations
Conflict of interest
The authors declared that there was no competing interest involved.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zheng, M., Yu, J. Study of optimization for material processing parameters by means of probabilistic methodology for multi-objective optimization. J. Umm Al-Qura Univ. Eng.Archit. 15, 46–54 (2024). https://doi.org/10.1007/s43995-023-00039-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s43995-023-00039-9