
Abstract
Water jet is an extensively used method for materials processing due to the possibility of operating in different environments (air, water), its safety during working with hazardous materials, and efficiency while cutting hard and brittle rock blocks. In this article, we have presented results of the research on processing aerated concrete by means of pulsating water jest. The discontinuity in water flow through the nozzle was achieved using an own-construction self-excited head. The intermittent flow had the greatest effect during operating in water environment. Machining efficiency for continuous and pulsating water jest was indicated by measuring erosive effects on processed materials. The occurrences of pulsations were confirmed while measurement of water jet thrust forces acting on piezoelectric sensor. It was concluded that pulsating water jet had greater processing effectiveness in a certain circumstances compared to the continuous flow, during the surface processing of concrete blocks.
Similar content being viewed by others


1 Introduction
High-pressure water jet is a universal method of processing used for: cutting different materials [1], shaping spatial objects [2], engraving objects based on virtual image luminescence [3], processing of coal [4], removing of brittle coatings and layers from the surface of different parts [5], cleaning of pipelines [6], renovation of deep wells [7], flushing of explosive materials [8], micronization of brittle materials like copper ores [9] and coal [10].
Among currently used technologies of water jet, one could distinguish: (i) continuous water jet (CWJ) for surface cleaning [11] and coating removal process [12], (ii) abrasive water jet (AWJ) for processing brittle [13] and hard [14] materials and for finishing processing of machine parts [15], (iii) ice water jet (IWJ) [16], (iv) ultrasonic pulsating water jet (PWJ) [17] used for peening processing [18]. Important works also include research on changes in the microstructure of processed materials using a high -pressure water-abrasive jet [19].
Water jet allows for efficient processing of materials. However, this process could be further improved by increasing the pressure of the water jet [20], adding abrasive particles [21] or crushed ice [22] as well as generating pulsations [23].
Early works on generating pulsations in water jet have started about 60 years ago [24], as the double increase in the erosive efficiency was noticed [25]. Based on theoretical analyses of sinusoidal jet modulation, it was found that the power increased by 18% compared to the non-modulated jet. Such processing conditions ensured over double increase in efficiency in the excavation of rock materials. The use of water jet with modulated pressure, according to the rectangular cycle, resulted in over three times increased amount of excavated materials [26].
In the case of self-excited head, the effectiveness of machining process is assessed by preservation of coherence and energy during the flow [27]. First works by Heymann and Huang from the research on PWJ showed a great progress in the processing of materials. They concluded that major changes, according to continuous jet, were caused by the energy which accumulates on the surface of the target object as a result of impact of very fast-moving droplets with high frequency [28]. In addition to the high maximum pressure values, the erosive effect of the pulsating jet was also improved as a result of increased dynamics of periodic shock waves occurring in the area of contact with the workpiece [29].
The impact of pulsating water jet on surface in a repeated cycle causes the summation of pressure. Erosion efficiency of CWJ is much lower in analogous processing conditions, because the maximum pressures appear only in the initial phase, after first contact of jet with the processed material. After that, the value decreases and stagnates [30].
Generating pulsations is mainly aimed at increasing the efficiency of processing, as the hydrodynamic pulses provide several times higher power of jet. The dynamic effect of water on the workpiece causes erosion of its less resistant areas, deformation of the surface, and formation of pits [31].
PWJ was used for rock crushing. Li et al. [32] presented that the volume of rock fragments, the number of damage, and the length of the crack increased with the increase of the pulse amplitude and have an exponential growth. High pressure also increased rock breaking process. The cracks appeared vertical to the side surface [32].
PWJ was generated in self-excited pulsating head, designed with specific vortex chamber shape and without additional valves. Szada-Borzyszkowska et al. presented a design of such a tool, which can be used in mining for drilling holes and crushing of rocks [33]. A significant increase in the dynamic pressures of the pulsating water jet was found. The increase in the nominal water pressure which caused a decrease in the frequency of hydrodynamic pulses was also reported.
The analysis of the literature on high-pressure flows of continuous and pulsating water jets confirmed that in many aspects, this issue still requires further research. The high-pressure water jet has a high application potential that has not yet been fully understood and used.
In this article, we present the results of research on influence of water jet pulsations on the materials erosion process. The following process parameters were used: (i) feed rate, (ii) pressure, (iii) distance from work material. As a processing result, the erosion efficiency was investigated based on depth of groove created by PWJ. Material processing was performed in water environment.
2 Self-excited head for generating pulsating water jet
The construction of self-excited pulsating head, used for experimental tests, was developed on the basis of numerical simulation presented in work [34]. A cross-section of the tool is shown in Fig. 1.

Self-excited pulsating head for materials processing: a cutaway view (1—body, 2—outlet nozzle, d1—diameter of the inlet nozzle, d2—diameter of side holes, d3—diameter of the outlet nozzle, h1—height of inlet nozzle, D—diameter of vortex chamber, H—height of the vortex chamber), b view of the applied tool
An optimized construction [34] was characterized by the following parameters: diameter of the inlet nozzle d1II = 0.6 mm, diameter of side holes d2 = 0.6 mm, diameter of the outlet nozzle d3II = 0.8 mm, height of the inlet nozzle h1 = 1.5 mm, diameter of the vortex chamber D = 6.2 mm, the height of the vortex chamber H = 3.2 mm, the rake angle of the chamber λ = 120°, the width of the annular surfaces inside the swirl chamber SP = 1.4 mm. The values of geometrical parameters of the tool result mainly from the need to reduce its dimension, as in hydro-jet surface treatment, many operations are still performed manually and such trend leads to increase the freedom of operation in hard conditions.
The operational parameters and properties of the tool were indicated by measurements of the water jet flowing out of it. For this purpose, an ultra-fast camera as well as piezoelectric force sensor was used to assess the heterogeneity of the jet. The tool was tested in an aqueous environment at various working pressures, changed in the range from 1 to 45 MPa with a step of 5 MPa. The inlet pressure was measured using liquid manometer positioned at the outlet of high-pressure pump.
3 Experiment setup
Test stands were designed and built to measure physical quantities and technological indicators characterizing the operational properties of the tool. In the first stage of the research, the shapes of the jet with and without pulsations were compared. The images captured with an ultra-fast Phantom V12.1 camera (1 million fps, resolution: 1280 × 800 px) were used to assess the flow at the head outlet. Tools were operating in water tank. View of the equipment for assessing the shape of the pulsating jet with the use of an ultra-fast camera is presented in Fig. 2.

The stand for assessing water jet properties (including a zoom view of self-excited water jet head)
Two methods were used to study the pulsations frequency of the water jet. The first was to measure the forces of the water jet with the use of a piezoelectric dynamometer. The second method was to determine the frequency of the water pulsations using ultra-fast TV camera.
To assess the pressure of water pulses, the force sensor with a piezoelectric transducer was used (Fig. 3). The water jet was acting on the active part of the sensor and the force signal was generated in piezoelectric transducer. Measurement equipment was submerged in a water tank and was protected by a tight rubber cover and a rigid metal cover. The jet pressure was calculated according to the area of the active part of the sensor (3.14 mm2).

The stand for recording water jet pulses: a general view and b piezoelectric force sensor (1—sensor, 2—cover, 3—connector of the transmitter, 4—transmitter, 5—piezoelectric transducer)
The method for jet frequency measurement was to insert the transmitter of the dynamometer into the interior of high-pressure pulsating or continuous jet. As a result, the pressure on the sensor head protruding beyond the housing was determined.
The pulsating jet was tested both at a distance of 15 mm and 60 mm, measured between the outlet nozzle and the force sensor.
The erosivity of the jet was tested by cutting grooves of different depths on the workpiece. The tests were carried out for both the pulsating and continuous flow.
The table movement was performed by means of a ball-screw gear driven by a DC motor with various feed speeds ranging from 3 to 20 mm/s. Assembly of the head, usually submerged in the water, allowed to adjust its distance from the processed material in the range of 0–150 mm.
A water tank was placed on the sliding table, which moved with the carriage. The workpiece was placed in a metal holder and placed on a rubber pad, which reduced the possibility of sliding. The stand diagrams are presented in Fig. 4.

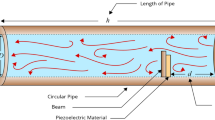
Stand for indication of erosive efficiency of continuous and pulsating water jet, operating in water environment: A—workpiece, B—moving table, C—self-excited head, D—water tank
4 Workpiece material
During the tests, cellular concrete was used (Table 1), fabricated in blocks with dimensions of 100 × 200 × 600 mm. It is a building material obtained by inserting gas, usually air, under appropriate pressure into a plastic cement mixture. As a result of this operation, homogeneous pores called cells are formed. This material has high thermal and moisture deformability as well as high shrinkage.
Aerated concrete is a relatively easily workable material in construction, it is light and has good thermal insulation. However, due to the variability of the water absorption coefficient with time, a test duration of about 5 min was set.
5 Scope of the research
To assess the efficiency of erosive water jet, its shape was compared to the geometrical changes on the processed surfaces. The head was operating in the water environment with the working pressure ranging from 10 to 45 MPa. The pressure value was increased 5 MPa at each step. The differences in depth of cut given for continuous and pulsating jet are presented in Fig. 5.

Examples of cutting efficiency of concrete sample presented for: a continuous and b pulsating water jet, given for water pressure of 35 MPa, feed rate of 3 mm/s, and stand-off-distance of 15 mm
The experiment was carried out in terms of changes in the pressure value, the stand-of-distance, and the head feed rate, as shown in Table 2. The water jet erosivity was assessed on the basis of the groove depth in the processed material during a single head pass.
The concrete samples were placed in a tank with water, as shown in Fig. 4. The tool was kept at the distance of 15 and 60 mm from the processed material. The distances were set based on the evaluation of images of hydrodynamic impulses in the water jet (Fig. 6). The discontinuity was the result of the pulsating flow. As the distance from the outlet nozzle increased, the gap between its fragments also increased.

Typical shapes of a water jet with a continuous (left) and pulsating structure (right), generated in a head for surface treatment in an aqueous environment at different nominal pressures
6 The analysis of pulsating water jet
Described measurement methods allowed to conduct a series of experiments based on a high-pressure water jet erosion of sample materials. Figure 7 shows the change of the water jet pulsation frequency with the increase of the working pressure.

Influence of nominal water pressure on the average frequency of hydrodynamic pulses in a water jet recorded using a TV camera
As it results from the conducted research, the frequency of pressure pulsation in the water flow decreases due to the increase of the nominal water pressure. An increase in the nominal pressure of the pulsating water jet reduces the frequency of water pulses generated in such conditions, according to the following equation:
The following set of pictures (Fig. 8) show the change in the value of the force during the pulse duration.


Change of the force value during the pulse duration given for different water-pressure range (stand-off-distance 15 mm)
Based on the analysis of hydrodynamic pulses, it was found that with each increase in nominal pressure by 5 MPa, both the instantaneous and the average pressure of the pulses increased. However, due to the inversely proportional relation between the increase in force and the increase in the average force of hydrodynamic pulses, the increase of the latter forces becomes less and less intense. For the lowest pressure values (5 MPa) of the water jet, the increase in the average impulse strength increased by 100%. For successive increments of the nominal water pressure by 5 MPa, up to its highest value, of 45 MPa, the average values of the hydraulic pressure pulses increased by: 58%, 24%, 33%, 17%, 16%, 10% and finally 17%.
The values of the water jet thrust forces with each increase of pressure by 5 MPa indicated a temporary increase of the thrust force by about 15 N. The variability of the force amplitude measured for pulsating water jet is presented in Fig. 9.

Impulse forces of the water jet for various nominal water pressures at the inlet to the pulsating head
Each time the water pressure increased by 5 MPa (Fig. 9), the maximum average pulse amplitudes doubled. However, in the pressure range from 20 to 45 MPa, no significant increases in these amplitudes were observed.
The signals recorded in 40 ms cycles enabled the analysis of the frequency of the pulses (Fig. 10) and the greatest was determined for pressures from 20 to 45 MPa. Their period was 1.1 ms.

Histograms of the duration of single pulses for different pressures at the inlet to the pulsating head
Figure 11 shows the change of the pulsation frequency as a function of the nominal water pressure recorded by a piezoelectric force sensor. Based on the analysis of changes in the frequency of hydrodynamic pulses, it was found that the frequency decreases with increasing nominal water pressure. The highest value of 1800 Hz was determined for a pressure of 1.5 MPa. When the pressure value reached 45 MPa, the corresponding frequency was 850 Hz. This course is described by the equation:

The influence of the nominal water pressure on the frequency of hydrodynamic pulses of the water jet generated in the self-excited pulsating head for surface processing, recorded using a force sensor
Coefficient of determination was R2 = 0.98033. Thus, approximately 98% of the above model values explain the frequency variation as a function of pressure.
A KISTLER 9602AQ01 piezoelectric force sensor and a Phantom V12.1 ultra-fast TV camera were used to determine the frequency of occurrence of hydrodynamic pulses in the water jet as a verification of above method. The determined frequencies of the pulses as a function of the nominal water pressure during the head operation in the water environment are shown in Fig. 12.

The influence of nominal water pressure on the frequency of hydrodynamic pulses in water jets generated in a surface treatment head, recorded with an ultra-fast TV camera (red line) and a piezoelectric force sensor (green line)
The nature of both of these functions is very similar: the highest pulsation frequencies occur at the lowest water pressure, but as it increases, the pulsation frequency decreases. In the analyzed range of variability, the frequency of hydrodynamic pulses is inversely proportional to the nominal pressure of water in the self-excited pulsating head. It should be noted, however, that the pulsation frequencies of the water jet, determined with the ultra-fast TV camera, are about 20% higher than those measured with a piezoelectric force sensor.
The use of an ultra-fast TV camera enabled to observe rapidly changing phenomena of hydrodynamic pulses of a jet. The study of the shape of the jet was made difficult by obscuring the field of observation by strongly illuminated micro-splashes of water. As a result, the precise quantification of such rapidly changing phenomena may be biased.
More accurate method of measuring the pulsation frequency of the water jet was carried out using piezoelectric force sensor. On the other hand, the use of an ultra-fast TV camera is important when researching and analyzing the mechanisms that initiate the formation and course of a pulsating water jet.
Figure 13 shows the change in the frequency of pulses, the power of the jet, and its speed as a function of the pressure at the inlet to the head.

Influence of working pressure and pulse frequency on jet power and its’ velocity
The analysis of the obtained values confirmed a double decrease in the frequency of pulses from the value of 1800 Hz with the pressure at the inlet to the head equal to 5 MPa to about 850 Hz with the pressure increase at the inlet to the head to 45 MPa. On the other hand, with the increase of pressure at the inlet, the power and velocity of jet also increase. For low pressures (5 MPa), the power of the jet reached the value of 18 W, and for the pressure of 45 MPa, the power reached 6542 W. Jet velocity at a pressure of 5 MPa was equal to 68 m/s and at a pressure of 45 MPa, reached the value of 266 m/s.
7 Erosivity of the pulsating water jet in the water environment
In the next stage, tests were carried out on the eroding of cellular concrete with a water jet operating in the water environment, with the parameters listed in Table 2. The distance of the head from the processed material was 15 mm. The results are presented in Fig. 14.

Influence of nominal water pressure on the depth of erosion of aerated concrete with a continuous (red) and pulsating (blue line) water jet at different feed rate, stand-off-distance as 15 mm
The pulsating water jet generated in a self-excited head operating at pressures of 25 and 45 MPa and at a smaller (15 mm) distance of the head from the workpiece was characterized by an approx. 15–20% increase in the eroding depth in relation to the continuous jet. On the other hand, for the pressure of 15 MPa and the distance equal to 15 mm, the eroding depth was at the level of 40–50% compared to the one generated in self-excited head.
Figure 15 presents the results of the research on the impact of nominal pressures and continuous and pulsating water jets of the eroding depth of aerated concrete, while maintaining the distance of the head from the processed material equal to 60 mm. For this distance and working pressures of 25 and 45 MPa, the pulsating jet provided 20–25% greater eroding depth of aerated concrete according to the continuous jet.

Influence of nominal water pressure on the depth of erosion of aerated concrete with a continuous and pulsating water jet at different feed rate—stand-off-distance equal to 60 mm
High-pressure water jet generated in self-excited head was characterized by approximately three times higher erosive efficiency at a stand-off-distance of 15 mm in relation to 60 mm. It shows a real technical advantages of a high-pressure pulsating water jet working in water environment in relation to continuous one.
8 Conclusion
During the study on characteristics of the continuous and pulsating water jet produced in the self-excited tool, the shape and frequency of the water jet pulses recorded in the water environment were determined. An ultra-fast TV camera and a piezoelectric force sensor were used to assess the impulses. It has been shown that the process of generating hydrodynamic impulses and the frequency of force changes depends on the working water pressure. The analysis of the research results allowed to formulate the following conclusions important for practical applications, especially in renovation and so called hydro-demolition processes:
-
1.
The separation of the pulsating jet fragments increases with the distance from the outlet nozzle (within the examined range).
-
2.
Changes in the thrust forces of the water jet produced in the self-excited pulsed head show that with each increase in pressure by 5 MPa, the thrust force increases temporarily by about 15.7 N.
-
3.
The pulsation frequencies of the water jet determined with the ultra-fast TV camera are about 20% higher than those recorded with the piezoelectric force sensor.
-
4.
As the pressure increased from 5 to 45 MPa, the pulse frequency decreased by about 211% for the pulsating jet.
-
5.
For the pulsating jet, an increase in the pulse power by 1607 W was observed for the pressure of 20 MPa.
-
6.
The erosivity of the pulsating water jet was approximately 130% greater than the one of the continuous jet.
Data availability
Raw data were generated at Koszalin University of Technology. Derived data supporting the findings of this study are available from the corresponding author Monika Szada-Borzyszkowska on request. Results of experiments presented in this study are available from the corresponding author Monika Szada-Borzyszkowska on request.
References
Yakovleva YuV. Cutting of materials by a high-pressure water jet. Int Polym Sci Technol. 2008;35(4):27–8. https://doi.org/10.1177/0307174X0803500406.
Borkowski P. A novel technique for spatial objects shaping with a high-pressure abrasive water jet. Strojniski Vestnik/J Mech Eng. 2010;56(5).
Borkowski PJ, Borkowski JA. Spatial objects shaping with high-pressure abrasive water jet controlled by virtual image luminance. Int J Mech Mechatron Eng. 2013;7(3):433–8. https://doi.org/10.5281/zenodo.1075856.
Wu G, Song JH, Hou KB, Wang CD. Application of high-pressure water jet in mine. Adv Mater Res. 2014;1033–1034:1323–6. https://doi.org/10.4028/www.scientific.net/amr.1033-1034.1323.
Huang L, Kinnell P, Shipway PH. Removal of heat-formed coating from a titanium alloy using high pressure waterjet: influence of machining parameters on surface texture and residual stress. J Mater Process Technol. 2015;223:129–38. https://doi.org/10.1016/j.jmatprotec.2015.03.053.
Yang B, Lian K, Zhao Y, Zhu J, Biying AG. Research on automatic cleaning equipment with high pressure water jet for optical pipelines. J Phys Conf Ser. 2020;1654: 012095.
Borkowski P. High-pressure water jet technology application for abyssal well renovation. Rocznik Ochrona Środowiska. 2009;11:39–48.
Borkowski P, Borkowski J, Woźniak D, Maranda A. Examination of high-pressure water jet usability for high explosives (HE) washing out from artillery ammunition. Cent Eur J Energ Mater. 2008;5(2):21–35.
Borkowski PJ. Comminution of copper ores with the use of a high-pressure water jet. Energies. 2020;13:6274. https://doi.org/10.3390/en13236274.
Borkowski PJ, Szada-Borzyszkowski W. Micronization of hard coal with the use of a high-pressure water jet. Energies. 2021;14(16):4745. https://doi.org/10.3390/en14164745.
Fujisawa N, Takano S, Fujisawa K, Yamagata T. Experiments on liquid droplet impingement erosion on a rough surface. Wear. 2018;198–399:158–64. https://doi.org/10.1016/j.wear.2017.12.003.
Leu MC, Meng P, Geskin ES, Tismeneskiy L. Mathematical modeling and experimental verification of stationary waterjet cleaning process. J Manuf Sci Eng. 1998;120:571–9. https://doi.org/10.1115/1.2830161.
Sutowska M, Kapłonek W, Pimenov DY, Gupta MK, Mia M, Sharma S. Influence of variable radius of cutting head trajectory on quality of cutting kerf in the abrasive water jet process for soda-lime glass. Materials. 2020;13: 4277. https://doi.org/10.3390/ma13194277.
Hlavac LM, Spadlo S, Krajcarz D, Hlavacova IM. Influence traverse speed on surface quality after water-jet cutting for Hardox steel. In: Proceedings of the metal 2015: 24th international conference on metallurgy and materials, Brno, 3–5 June 2015, pp 723–728
Sutowska M, Łukianowicz C, Szada-Borzyszkowska M. Sequential smoothing treatment of glass workpieces cut by abrasive water jet. Materials. 2022;15:6894. https://doi.org/10.3390/ma15196894.
Borkowski P. Basis of highpressure water-ice jet creation and application for surface treatment, Surface Treatment VI. Boston: WIT Press; 2003. p. 85–95.
Hloch S, Adamčík P, Nag A, Srivastava M, Čuha D, Müller M, Hromasová M, Klich J. Hydrodynamic ductile erosion of aluminium by a pulsed water jet moving in an inclined trajectory. Wear. 2019;428–429:178–92. https://doi.org/10.1016/j.wear.2019.03.015.
Dehkhoda S, Hood M. An experimental study of surface and sub-surface damage in pulsed water-jet breakage of rocks. Int J Rock Mech Min Sci. 2013;63:138–47. https://doi.org/10.1016/j.ijrmms.2013.08.013.
Spadło S, Bańkowski D, Młynarczyk P, Hlaváčová IM. Influence of local temperature changes on the material microstructure in abrasive water jet machining (AWJM). Materials. 2021;14(18):5399.
Perec A, Trieb F, Pude F. Some investigations into 1,000 MPa pure waterjet cutting. In: Klichová D, Sitek L, Hloch S, Valentinčič J, editors. Advances in water jetting. Cham: Springer; 2021. p. 155–63. https://doi.org/10.1007/978-3-030-53491-2_17.
Perec A, Radomska-Zalas A. Abrasive water jet cutting of stainless-steel optimization by orthogonal array approach. Acta Univ Cibiniensis Tech Ser. 2019;71(1):55–61. https://doi.org/10.2478/aucts-2019-0011.
Chomka G, Chodór J, Kukiełka L, Kasperowicz M. The use of a high-pressure water-ice jet for removing worn paint coating in renovation process. Materials. 2022;15:1168. https://doi.org/10.3390/ma15031168.
Foldyna J. Use of acoustic waves for pulsating water jet generation. In: Beghi M, editor. Acoustic waves: from microdevices to helioseismology. London: IntechOpen; 2011. https://doi.org/10.5772/18862.
Bresee JC, Cristy GA, McClain WC. Some Comparison of continuous and pulsed jets for excavation. In: Proceedings of the 1st international symposium on jet cutting technology, Cranfield (1972).
Heymann FJ. High-speed impact between a liquid drop and a solid surface. J Appl Phys. 1969;40(13):5113–22.
Wylie EB, Rodriguez SE. Pipeline dynamics and the pulsed jet. In: Proceedings of the 1st international symposium on jet cutting technology, Cranfield (1972).
Edwards DG, Smith RM, Farmer G. The coherence of impulsive water jets. In: Sixth international symposium on jet cutting technology, Surrey, p. 123–40 (1982).
Huang YC, Hammitt FT, Yang WJ. Mathematical modelling of normal impact between a finite cylindrical liquid jet and non-slip, flat rigid surface. In: Proceedings of the 1st international symposium on jet cutting technology, Cranfield, p. A4-57–A4-68 (1972).
Kinslow R. Rain impact damage to supersonic radomes. Final Report, Tennessee Technological University, No DAA H 01-72-C-0375 (1972).
Edney B. Experimental studies of pulsed water jets. In: 3rd International symposium on jet cutting technology, p. B2:11–B2:26 (1976).
Tripathi R, Hloch S, Chattopadhyaya S, Klichová D, Ščučka J, Das AK. Application of the pulsating and continuous water jet for granite erosion. Int J Rock Mech Min Sci. 2020. https://doi.org/10.1016/j.ijrmms.2020.104209.
Li H, Liu S, Jia J, Wang F, Guo C. Numerical simulation of rock-breaking under the impact load of self-excited oscillating pulsed waterjet. Tunn Undergr Space Technol. 2020;96: 103179. https://doi.org/10.1016/j.tust.2019.103179.
Szada-Borzyszkowska M, Kacalak W, Lipiński D, Bałasz B. Analysis of the erosivity of high-pressure pulsating water jets produced in the self-excited drill head. Materials. 2021;14: 4165. https://doi.org/10.3390/ma14154165.
Borkowski J, Szada-Borzyszkowska M, Borkowski P. Water jet characteristics generated inside the self-excited pulsing head. Mechanik. 2014;8–9:88–93.
Funding
No funding was received for this research.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
All authors declare that they have no conflict of interest.
Human and animal rights statement
This article does not contain any studies with human participants or animals performed by any of the authors.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Szada-Borzyszkowska, M., Kacalak, W., Banaszek, K. et al. Analysis of the pulsating properties of a high-pressure water jet generated in a self-excited head for erosion processing. Archiv.Civ.Mech.Eng 23, 236 (2023). https://doi.org/10.1007/s43452-023-00769-6
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s43452-023-00769-6