
Abstract
A modeling method of CNC machine tools’ spatial geometric error is proposed based on two-dimensional angle error in this paper. Different from traditional modeling method, this method takes into account the effect of additional angle errors because the machine tool’s angle errors in the system of the lower guide rail will be passed on to slip board structure to the upper guide rail system. Firstly, after analyzing the principle of two-dimensional angle error, an optimized error compensation model of CNC machine tools’ spatial geometric error contains two-dimensional angle error is established through the traditional homogeneous coordinate transformation matrix method (HTM). Further, by applying the experiment, the compensation effect of the model is verified through comparing the body diagonal errors of CNC machine tools before and after compensation. Experiment results show that the body-diagonal accuracy after compensation based on the optimized model is 87.73% higher than that before compensation, and 54.82% higher than that of the traditional model after compensation.
Article Highlights
The highlight of the study reported here is threefold: Firstly, the principle of two-dimensional angle error is analyzed. Secondly, an optimized spatial geometric error compensation model of CNC machine tool is established based on the principle of two-dimensional angle error. Thirdly, the compensation effect of the optimized compensation model is verified by comparing the bodies diagonal precision of the machine tool.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
CNC machine is one of the most important components in modern manufacturing area. The vigorous development of science and technology and electronic information technology requires it to have higher performance[1, 2]. During the long-term use of CNC machine tool, geometric errors are caused by wear, deformation and other reasons, so that its machining accuracy is degraded. Therefore, it is extremely necessary to improve its machining accuracy [3]. Error compensation [4,5,6,7] is an effective technique to achieve high accuracy with low cost, and the geometric error is systematic and measurable [8,9,10].
Many researchers have developed lots of methods on the geometric error compensation of CNC machine tools in the past decades, aiming to improve the machining accuracy of the machine tools. As the foundation of error compensation, it is a key issue to establish the correct compensation model. A number of methods or techniques on error modeling are designed in past years, such as HTM, multi-body system (MBS) theory [11, 12], rigid body kinematics [13], screw theory [14,15,16], sequential decoupling compensation method [17], etc. HTM is a popular modeling method, and plenty of papers presented the HTM techniques for CNC machines compensation with HTM. Wang et al. [18] established spatial coordinate models on the upper and lower platforms and branches of the Stewart platform with six degrees of freedom by using Denavit-Hartenberg (D-H) method based on HTM, which improved the accuracy of the model and reduced the error. Chen et al. [19] established a 3d micro-milling surface model considering the influence of machining nonlinear dynamics by using HTM, and accurately predicted the surface topography generation and roughness under different processing conditions of CNC machine tools. Liang et al. [20] deduced the error model between the geometrical error parameters of the rotating axis and the change of the length of the ball rod on the CFXYZA five-axis CNC machine tools through the HTM, and determined the parameters accordingly to deduce the displacement deviation caused by the linkage motion of the straight axis and the rotating axis. Wu et al. [21] established a comprehensive error model of CATT gear milling machine by using D-H homogeneous transformation matrix and lower position matrix method. This model provides theoretical basis for error analysis, precision design and geometric error compensation of CATT gear milling machine. In addition to the above literature, many scholars at home and abroad have used this method to model the spatial geometric errors of machine tools [22,23,24,25]. In the above literatures, these models derived by them have obtained good compensation effect, which greatly improves the machining accuracy of the machine tools. Unfortunately, the additional angle errors generated by the influence on lower guide rail to the upper guide rail of the machine table are not considered, which can further improve its machining accuracy. Therefore, according to the different composition structures of machine tools, it is of great significance to further carry out the research on the spatial geometric error model of machine tools considering the two-dimensional angle errors.
Considering the additional impact of two-dimensional angle error to further improve the machining accuracy of CNC machine tools, this paper takes a CNC machine tool with three axes of X, Y and Z in series as the object of research to do the following work: In Sect. 2, the principle of two-dimensional angle error is analyzed. In Sect. 3, an optimized spatial geometric error compensation model of CNC machine tool based on two-dimensional angle error is established. Section 4 verifies the validity of the optimized compensation model according to the experiment, and the conclusions are given in Sect. 5.
2 Theoretical analysis of two-dimensional angle error
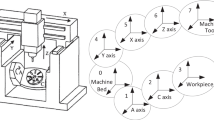
The CNC machine tool studied in this paper adopts the structure of X, Y and Z coordinate axes in series, with Z-direction guide rail installed on Y-direction guide rail, which installed on X-direction guide rail at the same time, as shown in Fig. 1.

Schematic diagram of CNC machine workbench structure
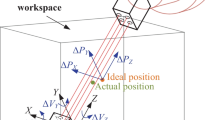
When the table rail system is moving, the angle errors of the X-direction guide system will be transmitted to the Y-direction guide system installed on it by the slide structure, which make additional angle errors, and it is showed in Fig. 2. The influence of the angle errors of the X-direction guide system is two-dimensional, and there is correlation and compensation between it and the Y-direction motion error of the table. Therefore, it is more reasonable to take the additional angle errors generated by the X-direction guide in the Y-direction guide into account when modeling the spatial error of the CNC machine tools. Similarly, the additional angle errors of the Y-axis guide system in the Z-axis should also be counted in error compensation model for CNC machine tool. Without considering the influence of temperature on the angle errors of the guide system, the comprehensive yaw angle, pitch angle and roll angle of the Y-direction guide system can be formulated as follows:
where: \({\epsilon }_{z(x,y)},{\epsilon }_{y(x,y)},{\epsilon }_{x(x,y)}\) are the comprehensive yaw angle, comprehensive pitch angle and comprehensive roll angle of the Y-direction guide system, respectively. In the X-direction, \({\epsilon }_{zx},{\epsilon }_{yx}\) and \({\epsilon }_{xx}\) are yaw angle, pitch angle and roll angle of guide system, respectively. In the Y-direction, \({{\upepsilon }}_{\text{z}\text{y}},{{\upepsilon }}_{\text{x}\text{y}}\) and \({{\upepsilon }}_{\text{y}\text{y}}\) are yaw angle, pitch angle and roll angle of guide system, respectively.

Additional angle errors generated by lower guide rail to upper guide rail
The comprehensive yaw angle, pitch angle and roll angle of the Z-direction guide system can be written as follows:
where: \({\epsilon }_{x(x,y,z)},{\epsilon }_{y(x,y,z)},{\epsilon }_{z(x,y,z)}\) are the comprehensive yaw angle, comprehensive pitch angle and comprehensive roll angle of the Z-direction guide system, respectively. In the Z-direction, \({\epsilon }_{yz},{\epsilon }_{xz}\) and \({\epsilon }_{zz}\) are yaw angle, pitch angle and roll angle of guide system, respectively.
We will give a geometric error compensation model in next section.
3 Modeling method
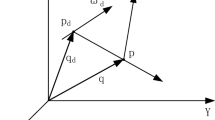
We need to derive a sequence of formulation according to a structure of CNC machine for geometric error compensation modeling with HTM. As mentioned above, Fig. 1 shows the structure of CNC machine, and Fig. 3 gives a coordinate system that related to the structure of CNC machine. The origin of the absolute coordinate system (denoted by Oo) is fixed on a out corner of the workbench. The origin of the first relative coordinate system (denoted by Ox) locates on outside the center of the saddle, and it is X-axis displacement relative to the absolute coordinate system. The origin of the second relative coordinate system (denoted by Oy) is set in the outside the center point above the machine column, and it is Y axial displacement relative to the first relative coordinate system. The origin of the third relative coordinate system (denoted by Oz) is lied at the outside the center of the spindle head, and it is Z axis displacement relative to the second coordinate system. Combined with the composition of the machine structure, according to the modeling method of the reference [26, 27], the modeling process is as follows.

The establishment of reference coordinate systems
3.1 Uniaxial motion error modeling
When the workbench is located at x on the x axis in the absolute coordinate system, a ideal position matrix of Ox depended on the origin denoted by Oo is given by:
The six-term geometric errors coordinate matrix of X mobile platform is:
Therefore, the actual position matrix of relative coordinate system Ox can be transformed absolute coordinate system Oo. That:
3.2 Traditional machine tools’ spatial geometric error modeling
The actual position offset of the machining point and the origin of the absolute coordinate system, that is, the spatial geometric error formula of the machine tools is the product of the transformation matrix of the homogeneous coordinate of the geometric error between the corresponding coordinate systems. The traditional spatial geometric error model of machine tool is:
where: for the convenience of writing, let \(\varDelta =\left[{}_{}{}^{o}{T}_{x}{\text{E}}_{\text{x}}\right]\left[{}_{}{}^{x}{T}_{y}{\text{E}}_{\text{y}}\right]\), then we have:
The traditional spatial geometric error model of machine tool on the direction X,Y and Z can be described \({E}_{x},{E}_{y}\) and \({E}_{z}\), respectively:
3.3 Optimized spatial geometric error modeling of CNC machine tool based on two-dimensional angle error
In order to reduce the error and improve the compensation accuracy, the influence of two-dimensional angle error should be taken into account when modeling the spatial geometric error of CNC machine tools. In Sect. 2, the principle of two-dimensional angle error has been explained, and obtained the corresponding calculation Eqs. (1) and (2). Therefore, By substituting Eqs. (1) and (2) into the above traditional machine tool spatial geometric error model, the machine tool spatial geometric error model considering two-dimensional angle error can be obtained.
where:
When we take into the two-dimensional angle error, the optimized spatial geometric error model of the machine tool can be derived as follows:
4 Experimental validation
In order to validate the error model developed in this paper, we have done a sequence of experiment on a three-axis vertical machine center produced by Baoji Machine Tool Factory in China. The working stroke of the machine tool are 1800 mm, 1500 mm in and 1200 mm in the direction of X-axis, Y-axis and Z-axis, respectively.
4.1 Machine tool geometric error data collection
In the case of no collision, considering the rationality of the experiment, the travel of X, Y and Z axes is selected as follows: X axis is − 800 to 0 mm; Y-axis is − 500 to 0 mm; Z-axis is − 500 to 0 mm. In the case of meeting the relevant national measurement requirements, the measurement spacing is 50 mm on each coordinate axis. Both Y axis and Z axis are divided into 11 segments, and X axis is divided into 17 segments. Six geometric errors of each coordinate axis can be measured with laser interferometer. The measurement site and measurement results are shown in Figs. 4 and 5, respectively.

Measurement site

Measurement results
Figure 5 shows the value of positioning error, angle error and straightness error for each coordinate axis. The detail for each error mentioned above is given in Table 1.
The accuracy of the spatial body diagonal [28,29,30], as an important index, is usually applied to evaluate the accuracy of machine tools. According to the ISO 230-6 [31], in a 3-axis CNC space, there are 4 body diagonals which can reflect the overall spatial accuracy of the tool. The 4 body diagonal lines of the machine tool are indicated by PPP, NPP, NPN and PPN, respectively. Figure 6 gives a measurement stroke of the bodies diagonal in our study.

Body diagonal measurement
The measuring space of the machine tool is 800 mm × 500 mm × 500 mm, and the measuring spacing (interval) is selected as 80 mm, 50 mm, and 50 mm for X axis, Y axis and Z axis, respectively. Each body diagonals is divided into 10 sections. Figure 7 shows the measurement results measured by laser interferometer for four body diagonals.

Body diagonal measurement results
Where: NPP, NPN, PPN and PPP represent the four body diagonals of the machine tool space, and their positioning errors are − 0.6 to − 70.68 μm, 6.01 to − 52.55 μm, − 0.09 ~ 57.56 μm, and − 0.93 to − 58.23 μm, respectively.
4.2 Angle error analysis considering two-dimensional angle error
According to Eqs. (1) and (2), the angle errors after considering two-dimensional angle error are shown in Fig. 8.

The angle errors after two dimensional angle error optimization
The angle errors of axes X, Y and Z are improved when is two-dimensional angle error is applied in our model, and the improved angle errors are − 31.05 ~ 37.51 μm, -34.02 ~ 50.5 μm and − 34.72 ~ 66.42 μm for X,Y and Z axis ,respectively.
4.3 Error compensation
With the spatial geometric error compensation module of the machine tool developed on the Huazhong8-CNC system platform, the geometric error is compensated, and the compensation interface is shown in Fig. 9. In the process of error compensation in CNC system, first of all, according to the real-time position of machine tool, on the one hand, the interpolation works out the amount of feeding (x, y, z) in the next interpolation period according to the G code instructions. On the other hand, error compensation module calls compensation algorithm to calculate the compensation amount (Ex, Ey, Ez) according to the next instruction coordinates. Then, they are added together into the driver to control the motor position and realize error compensation.

Compensation interface
4.3.1 Quantitative evaluation of body diagonal of machine tool
When compensation are applied, according to the traditional machine tools’ spatial geometric error compensation model, the diagonal errors of the four bodies are measured, and results are shown in Fig. 10.

Measurement results of body diagonals compensated by traditional model
When the two-dimensional angle error is not applied in compensation model, the positioning errors of NPP, NPN, PPN and PPP of the four bodies diagonals are 0.65 to − 19.19 μm, 0.94 to − 18.19 μm, 0.97–18.82 μm and − 0.26 to − 19.06 μm, respectively.
According to the improved spatial geometric error compensation model of the machine tool, errors of the diagonal errors for the four bodies are shown in Fig. 11.

Measurement results of body diagonals compensated by optimized model
Clearly, when the two-dimensional angle error is applied into our error compensation model, the positioning errors of the diagonal NPP, NPN, PPN and PPP of the four bodies are: 0.17 ~ 8.67 μm, 0.63 ~ 3.55 μm, 0.43 ~ 5.68 μm, 0.74 ~ 5.57 μm.
4.3.2 Comparison of body diagonal precision of machine tool
The bodies diagonal errors of improved model are given in Table 2 compared with the traditional model.
In Table 2: the maximum diagonal error of the machine tool is − 70.68 μm without compensation; the maximum error is − 19.19 μm after compensating with the traditional machine tools’ spatial geometric error compensation model; the maximum error is only − 8.67 μm after the compensation model based on two-dimensional angle error. Clearly, the body-diagonal accuracy after compensation based on the optimized model is 87.73% higher than that before compensation, and 54.82% higher than that of the traditional model after compensation.
5 Conclusion
Traditional machine tools’ spatial geometric error compensation model does not take into account the additional angle errors generated by a transmission from the angle error of lower guide rail to the upper guide rail. This paper presents a machine tools’ spatial geometric error compensation model including the additional angle errors to further improve compensation accuracy, and the compensation ability of improved compensation model is verified by measuring the accuracy of bodies diagonal with a sequence of experiment.
In this study the elastic deformation of machine structural components and the magnitude of these effects on part accuracy is not considered, and we plan to conduct into them in future. Furthermore, it is fundamental to study on proper interfaces for metrology equipment and the documentation of the respective compensation data.
Data Availability
The experimental data for the measured point errors that will be used to support the findings of this study in future are currently embargo, while the research findings are commercialized.
Code Availability
Not applicable.
References
Brinksmeier E, Mutluguenes Y, Klocke F, Aurich JC, Shore P, Ohmori H (2010) Ulta-precision grinding. CIPP Ann Manuf Technol 59(2):652–671. https://doi.org/10.1016/j.cirp.2010.05.001
Guo J, Wang CJ, Kang CW (2022) Editorial for the special issue on “Frontiers of Ultra-Precision Machining.” Micromachines. https://doi.org/10.3390/mi13020220
Lin ZC (2012) Affecting factors and improving methods analysis for Machining Precision of CNC lathe. Equip Manuf Technol 10:107–109
Msaddek E, Baili M, Bouaziz Z, Dessein G (2021) Influence of the compensation method of machining errors of Bspline and Cspline. Int J Comput Integr Manuf 34(3):282–292. https://doi.org/10.1080/0951192X.2021.1872101
Msaddek E, Baili M, Bouaziz Z, Dessein G (2018) Compensation of machining errors of Bspline and Cspline. Int J Comput Integr Manuf 97(9–12):4055–4064. https://doi.org/10.1007/s00170-018-2160-1
Zhang Y, Qiao GF, Song GM, Song AG, Wen XL (2021) Experimental analysis on the effectiveness of kinematic error compensation methods for serial industrial robots. Math Probl Eng. https://doi.org/10.1155/2021/8086389
Yao X, Du Z, Ge G, Yang J (2020) Dynamic temperature gradient and unfalsified control approach for machine tool thermal error compensation. J Mech Sci Technol 34:319–331. https://doi.org/10.1007/s12206-019-1232-y
Lou ZF, Gao R, Zhang JY, Wang XD, Fan KC, Lu TF (2020) Tests for position and orientation errors of axes of a 2D rotary stage. Meas Sci Technol. https://doi.org/10.1088/1361-6501/ab8ee7
Jiang XG, Wang L, Liu C (2019) Investigation of rotary axes geometric performance of a five-axis machine tool using a double ball bar through dual axes coordinated motion. Int J Adv Manuf Technol 103:3943–3952. https://doi.org/10.1007/s00170-019-03772-5
Rooker T, Stammers J, Worden K, Potts G, Kerrigan K, Dervilis N (2021) Machining centre performance monitoring with calibrated artefact probing. Proc Inst Mech Eng Part B J Eng Manuf 235:1569–1587. https://doi.org/10.1177/0954405420954728
Peng N, Qiang C, Caixia Z, Xiaolong H, Congbin Y, Chuanhai C (2021) A novel method for machining accuracyreliability and failure sensitivity analysis for multi-axis machine tool. Int J Adv Manuf Technol. https://doi.org/10.1007/S00170-021-08003-4
Zhou B, Wang S, Fang C, Sun S, Dai H (2017) Geometric error modeling and compensation for five-axis CNC gear profile grinding machine tools. Int J Adv Manuf Technol 92:2639–2652. https://doi.org/10.1007/s00170-017-0244-y
Huang YB, Fan KC, Lou ZF, Sun W (2020) A novel modeling of volumetric errors of three-axis machine tools based on Abbe and Bryan principles. Int J Mach Tools Manuf. https://doi.org/10.1016/j.ijmachtools.2020.103527
Cheng L, Zhang L, Lin JX, Ke YL (2021) Modeling and compensation of volumetric errors for a six-axis automated fiber placement machine based on screw theory. Proc Inst Mech Eng Part C J Mech Eng Sci 235:6940–6955. https://doi.org/10.1177/09544062211017163
Tang TF, Fang HL, Luo HW, Song YQ, Zhang J (2021) Type synthesis, unified kinematic analysis and prototype validation of a family of Exechon inspired parallel mechanisms for 5-axis hybrid kinematic machine tools. Robot Comput Integr Manuf. https://doi.org/10.1016/J.RCIM.2021.102181
Huang GY, Zhang D, Tang HY, Tang, Kong LY, Song SM (2020) Analysis and control for a new reconfigurable parallel mechanism. Int J Adv Rob Syst 17:31322–31322. https://doi.org/10.1177/1729881420931322
Qi XN, Guo QJ, Yu J, Cheng X, Zhao GY (2018) Digital signal processing-based volumetric error improvement of a CNC machine tool using kriging interpolation. Indian J Eng Mater Sci 25:473–479
Wei W, Xin H, Lili H, Min W, Youbo Z (2018) Inverse kinematics analysis of 6–DOF Stewart platform based on homogeneous coordinate transformation. Ferroelectrics 52:108–121. https://doi.org/10.1080/00150193.2018.1392755
Chen W, Xie W, Yang K (2018) A novel 3D surface generation model for micro milling based on homogeneous matrix transformation and dynamic regenerative effect. Int J Mech Sci 144:146–157. https://doi.org/10.1016/j.ijmecsci.2018.05.050
Liang R, Li W, Wang Z, He L (2020) A method to decouple the geometric errors for rotary axis in a five-axis CNC machine. Meas Sci Technol. https://doi.org/10.1088/1361-6501/ab7ded
Wu Y, Hou L, Ma D, Wei Y, Luo L (2020) Milling machine error modelling and analysis in the machining of circular-arc-tooth-trace cylindrical gears. Trans FAMENA 44(4):13–29. https://doi.org/10.21278/TOF.444009419
Zhao GJ, Jiang SC, Dong K, Xu QW, Zhang ZL, Lu L (2022) Influence analysis of geometric error and compensation method for Four-Axis Machining Tools with two rotary axes. Machines. https://doi.org/10.3390/MACHINES10070586
Wang K, Sheng X, Kang R (2010) Volumetric error modeling, measurement, and compensation for an integrated measurement-processing machine tool. Proc Inst Mech Eng Part C J Mech Eng Sci 224(11):2477–2486. https://doi.org/10.1243/09544062JMES2200
Hsieh JF (2010) Mathematical modeling of interrelationships among cutting angles, setting angles and working angles of single-point cutting tools. Appl Math Model 34(10):2738–2748. https://doi.org/10.1016/j.apm.2009.12.009
Campocasso S, Costes JP, Fromentin G, Bissey-Breton S, Poulachon G (2015) A generalised geometrical model of turning operations for cutting force modelling using edge discretisation. Appl Math Model 39(21):6612–6630. https://doi.org/10.1016/j.apm.2015.02.008
Zhao Z, Lou ZF, Zhang ZN, Wang XD, Fan GZ, Chen GH, Xiang H (2020) Geometric error model of CNC machine tools based Abbe principle. Guangxue Jingmi Gongcheng/Opt Precis Eng 28(4):885–897. https://doi.org/10.3788/OPE.20202804.0885
Liu H, Ling SY, Wang LD, Yu ZJ, Wang XD (2021) An optimized algorithm and the verification methods for improving the volumetric error modeling accuracy of precision machine tools. Int J Adv Manuf Technol 112(11–12):3001–3015. https://doi.org/10.1007/S00170-020-06266-X
Jung JH, Choi JP, Lee SJ (2006) Machining accuracy enhancement by compensating for volumetric errors of a machine tool and on-machine measurement. J Mater Process Technol 174(1–3):56–66. https://doi.org/10.1016/j.jmatprotec.2004.12.014
Sun GM, He GY, Zhang DW, Yao CL, Tian WJ (2020) Body diagonal error measurement and evaluation of a multiaxis machine tool using a multbeam laser interferometer. Int J Adv Manuf Technol 107(11–12):4545–4559. https://doi.org/10.1007/s00170-020-05275-0
Wang ST, He GY, Tian WJ, Zhang DW, Song YM, Yan YC, Xie R (2022) Geometric error identification method for machine tools based on the spatial body diagonal error model. Int J Adv Manuf Technol 121(11–12):7997–8017. https://doi.org/10.1007/S00170-022-09633-Y
ISO 230-6 (2002) : Test code for machine tools. Part 6: determination of accuracy on body and face diagonal (Diagonal displacement tests)
Acknowledgements
The authors would like to thank the colleagues from Hubei University of Arts and Science for their valuable input. Special thanks go to anonymous referees for their contributions and comments which have led to substantial improvement in the presentation of this study.
Funding
This work was supported by Major Science and Technology Projects of Hubei Province (No.: 2021AAA003), Xiangyang Key Science and Technology Project in 2021 (Xiangyang Science and Technology Project No.[2021]10), XiangYang Science and Technology Project in 2022 (NO.: 2022ABH006436), Hubei Province Intellectual Property Application Demonstration Project in 2020 and Special Project for Supporting Technological Innovation and Development of Enterprises (No.: 2021BAB011).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical approval
Not applicable.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhang, X., Chen, G., Zhang, L. et al. Modeling of CNC machine tools’ spatial geometric error based on two-dimensional angle error. SN Appl. Sci. 5, 20 (2023). https://doi.org/10.1007/s42452-022-05238-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-022-05238-y