
Abstract
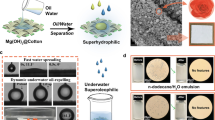
Oil–water mixing has brought many problems to a society, and it is of great significance to develop a simple, convenient, efficient, and durable separation material to solve the problem of oil–water mixing. In this paper, modified cottons were successfully prepared using polydopamine as the in situ mineralization site of TiO2 nanoparticles combined with synergistic crosslinking with KH550. A large number of hydrophilic groups endowed the cotton with superhydrophilic ability, which greatly shortened its water spreading time. The prepared modified cotton could be successfully separated from oil and water, and still had a separation efficiency of 99.999% after 50 cycles. In addition, after 24 h immersion in 1 M HCl, NaOH, and NaCl solutions and 50 abrasion experiments, the modified cotton showed excellent oil–water separation ability, and the separation efficiency was above 99.990%. Successfully provided a simple preparation method to prepare high-efficiency and clean cottons for oil–water separation.
Similar content being viewed by others

1 Introduction
The mixing and leakage of oil and water have brought many problems to society [1], including environmental pollution, biological loss, and blocked production activities. There exists an urgent need to develop an approach for oil–water separation. Traditional oil–water separation technologies including coagulation [2], air flotation [3], gravity [4], absorption [5], membrane filtration [6, 7], etc., are mostly inefficient and complicated. Finding a simple, efficient, and selective method to separate oil and water is necessary.
The process of oil–water separation is a kind of interfacial wetting [8]. According to the different wettability of some animal and plant surfaces to oil and water, researchers have developed a series of superwettability materials for oil–water separation [9,10,11,12,13]. The upper surface of the lotus leaf is Superhydrophobic/Superoleophilic (SHB/SOI) in air. Li et al. [14] reported a SHB/SOI composite film using polycaprolacone composite material to imitate lotus leaf structure, successfully used for oil–water separation, with high oil–water separation efficiency (> 99.93%) and oil flux. SHB/SOI materials are suitable for heavy oil–water separation. Due to the differences of density, when separating light oil and water, water is heavier than oil, resulting in a layer of water between oil and film. Moreover, because oil and water do not blend, light oil cannot be filtered by film. In contrast, Superhydrophilic/Superoleophobic (SHI/SOB) materials can solve this problem. Guo et al. [15] reported a SHI/SOB surface using silica nanoparticles, aluminum phosphate, and Capstone FS-50 for oil–water separation, and reproducible separation of immiscible polar liquids and non-polar liquids. However, it is very difficult to achieve SHI/SOB in the air, and fluorine-containing materials are needed, which is harmful to the environment [16]. Inspired by fish scales, Liu et al. [17] reported a high-flux Superhydrophilic/Underwater Superoleophobic (SHI/USOB) separation film prepared from cellulose, starch, and silica, which can achieve water removal without doping fluorine-containing materials. At present, SHI/USOB oil–water separation materials have been successfully prepared on nylon membrane [18], copper mesh [19], porous ceramics [20], cotton [21, 22], and hydrogel [23], etc.
Cotton has the advantages of high porosity, low cost, renewable, biodegradable, and is a kind of environmentally friendly material. It is hydrophilic in the air, because the cotton is rich in hydroxyl groups on its surface [24,25,26]. However, its affinity for water is not good enough for oil–water separation, caused by the covering of some non-cellulose compounds on the cuticle of cotton, including pectin, protein, and wax. It is necessary to treat and modify it. Titanium dioxide has the advantages of being antibacterial, anti-ultraviolet, and nontoxic, and can increase membrane flux after hydrophilic modification [27,28,29,30]. Inspired by mussels [31], polydopamine can stick to a variety of surfaces. Hydrophilic modification of cotton using hydrophilic titanium dioxide nanoparticles and polydopamine effectively improved its hydration ability to fabricate a SHI/USOB cotton for oil–water separation [32]. The actual use environment of the material is complex and diverse. Polydopamine will decompose in an alkaline environment, selected KH550 to cooperate with it in crosslinking and polymerization to ensure its use time. At the same time, the amino group of KH550 further improved the hydration ability of the cotton. The modified cotton was prepared by the one-step impregnation method, which was simple, convenient, and economical.
2 Experimental Section
2.1 Materials
The cotton was purchased from Taobao. Tris-hydrochloride buffer (tris–HCl, pH = 8.5), dopamine hydrochloride (DA, 98%), (3-aminopropyl) triethoxysilane (KH550, 99%), polyethylene glycol (PEG, average Mn 200), titanium oxide (TiO2, rutile, 99.8% metals basis, diameter: 25 nm) were purchased from Aladdin Biochemical Technology Co., Ltd, Shanghai, China. Hydrogen peroxide (H2O2, 30%), copper sulfate pentahydrate (CuSO4·5H2O), sodium hydroxide (NaOH), n-hexane, toluene, ethanol were purchased from Sinopharm Chemical Reagent Co., Ltd, Shanghai, China. Isooctane was purchased from Shanghai Macklin Biochemical Co., Ltd., China. All chemicals and solvents were used as received without further purification. Deionized water (DI water) was obtained from a water purifier (Ulupure-I-20T, Sichuan Ulupure Technology Co., Ltd.) with a resistivity of 18.25 MΩ cm.
2.2 Preparation of Cotton@PDA@TiO2 Membrane
The cotton (3 × 3 cm) was immersed in 1 M sodium hydroxide solution under 95 °C for 24 h [33], then cleaned in ethanol and DI water in an ultrasonic cleaner (40 kHz). 120 mg TiO2 NPs and 110 µL PEG were added at room temperature to a beaker containing 30 mL tris–HCl buffer (50 mM), ultrasonicated for 10 min at 40 kHz. Later on, 0.0375 g CuSO4·5H2O (5 mM), 60 µL H2O2 (19.6 mM), 130 µL KH550, and 120 mg DA were added to the above-dispersed solution and stirred to disperse uniformly. The treated cotton was moistened uniformly with a small amount of dispersed solution, and then in a water bath at 30 °C for 10 h. Finally, the as-prepared cotton was washed with DI water three times and placed in a vacuum oven for desiccation at 60 °C.
2.3 Characterization
The morphologies of samples were obtained via Field Emission Scanning Electron Microscope (FESEM, sigma 500). The elemental distribution of samples was measured via Energy Dispersive X-ray Spectrometry (EDS, D8 Advance). X-ray Photoelectron Spectroscopy (XPS, Thermo Scientific ESCALAB 250Xi) was hired to perform surface element composition analysis. The JC2000D contact angle measuring instrument (Shanghai Zhongchen Digital Technology Equipment Co., Ltd.) was used to measure the sample’s water spread times and Contact Angles (CAs).
2.4 Oil–water Separation Measurement
The obtained cottons were used to separate oil–water mixtures in a homemade setup. One piece of cotton was horizontally fixed between the ends of two vertical glass tubes. Experimental oils include n-hexane, isooctane, cyclohexane, and toluene. Before separation, the prepared cotton was first wetted with water. Water and oil were mixed in a volume ratio of 50%, with a total volume of 20 mL. The prepared oil–water mixtures were poured onto the cotton and water spontaneously permeated quickly under the gravity force. The time of the water to pass through the cotton completely was measured. The volume of permeating was measured by the difference in the mass before and after the collection of bottles. The water flux (J) was calculated using the following equation:
where V is the volume (L) of permeate, A is the active area (m2) of the cotton, and t is the recorded permeation time (h) of water.
The Chemical Oxygen Demand (COD) of collected water was measured via Multi-parameter water quality tester (5B-6C (V12), Beijing Lianhua YongXing Science and Technology Development Co., Ltd). The separation efficiency was calculated via the following equation:
where Ci is the concentration (g·cm−1) of oil in the mixture before separation, and Cf is the concentration (g·cm−1) of oil in the mixture after separation.
3 Results and Discussion
3.1 Strategy of Cotton Modification
The pristine cotton cannot be used for oil–water separation because of the lack of formation of water film caused by its inadequate hydration capacity, even though it is SHI/USOB [34]. First, the hydrophobic non-fiber material on the surface of the pristine cotton was removed by the thermo-alkali method, and the rough structure of the cotton surface was enhanced. The strategy of heightening hydration capacity was via hydrophilic TiO2 and abundant hydrophilic groups. Hydrophilic TiO2 modification can improve membrane flux by reducing oil absorption deposition on the membrane surface and pore blockage to mitigate oil pollution in the membrane and pore [35]. Inspired by mussels, PDA can adhere to a variety of substrates, including glass [36], wood [37], plastic [38], cotton [39, 40], etc. TiO2 can be firmly adhered to the surface of the cotton, using PDA as its in-situ mineralization platform. Catechol structure in DA is dissolved and oxidized in an alkaline environment to generate dopamine derivatives, which are synergistically cross-linked and polymerized through Schiff base reaction and Michael addition reaction with amino reaction in KH550. The catechol structure in DA and the hydrolyzed hydroxyl group of KH550 are combined with TiO2. A small amount of Cu2+ in the catalyst also chelates with PDA. TiO2, PDA, and KH550 can enhance the binding force with the cotton through synergistic cross-linking behavior, and adhere to the cotton surface (Figs. 1 and 2). PDA, KH550, and the cotton surface provide a large number of hydroxyl and amino groups, hydroxyl, amino, and hydrophilic TiO2 synergistically enhance the hydrophilicity of the cotton. Water can quickly moisten the surface of cotton, forming a water film that adheres firmly to the cotton and resists oil adhesion. The improvement of hydration capacity can achieve the effect of oil–water separation and increase its flux. If the ratio of DA to KH550 is too small, the pore size will decrease. If the ratio is too large, the hydrophilic group is not enough. When the ratio is 1:1, the water permeation flux is greater than the ratio is 1:2 and 1:0.5 [41]. The ratio of 1:1 is adopted to further ensure the flux.

Fabrication of cotton@PDA@TiO2 (a), surface wettability of cotton@PDA@TiO2 (b), oil–water separation model (c)

Schematic diagram of hydrolysis of KH550 (a), KH550 binding to TiO2 (b), possible chemical reaction of KH550 crosslinking with PDA and DA derivatives (c)
3.2 Surface Morphology and Elemental Analysis of Cotton@PDA@TiO2
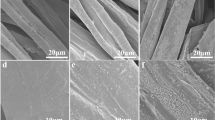
As mentioned above, cotton serves as the substrate for the separation material, providing a porous, hydroxyl surface. The pristine cotton is made of interlaced warp and weft yarns. The yarns consisted of several cotton fibers, ranging in width from 10 to 20 μm, have finely folded surfaces, and are smooth relative to the modified samples (Fig. 3a, b). After modification, the overall structure of the fibber is not changed, and there are many flower clusters on the surface, of different sizes (Fig. 3c, d). The flower cluster materials are TiO2 NPs through EDS of analysis (Fig. 3f, g). Due to high surface energy and van der Waals attraction, agglomeration occurs. The spatial elemental distributions of C, N, and Si demonstrated that TiO2 is successfully coated by PDA and KH550 (Fig. 3h–j).

SEM images of pristine cotton (a, b), cotton@PDA@TiO2 (c, d), EDS images of cotton@PDA@TiO2 (e–j), XPS full spectrum of pristine cotton, and cotton@PDA@TiO2, and C 1s spectra of cotton@PDA@TiO2 (k), Raman spectra of pristine cotton, and cotton@PDA@TiO2 (l)
According to the Raman spectrum (Fig. 3l), the peak at 1095 cm−1 is the main characteristic peak of pristine cotton, from the “ring breathing” of cellulose molecules. The modified cotton has 1595, 1385, 1204, and 945 cm−1 more peaks. The peak of 1595 and 1385 cm−1 are the deformation vibration of the benzene ring of PDA and the C–C and C–O stretching vibration of the aliphatic group, respectively [42, 43]. The peak of 945 cm−1 is attributed to benzene breathing, which proved PDA successfully adhered to the cotton surface. Another strong peak of 1204 cm−1 is the rocking vibration of the amino group, demonstrating the amount of amino group in the cotton surface.
Via the surface element distribution analysis of XPS (Fig. 3k), the main peaks of pristine cotton are 285 and 532 eV, corresponding to C 1s and O 1s, respectively. Compared with the pristine cotton, the modified cotton has 102, 152, and 399 eV more peaks, corresponding to Si 2p, Si 2s, and N 1s, respectively. The lack of Ti peak indicated that TiO2 is successfully coated by PDA and KH550.
3.3 Wettability of Cotton@PDA@TiO2
The wettability of the cotton is explained by measuring water spreading time and Underwater Oil Contact Angle (UWOCA). The water spreading time of pristine cotton reaches 13.43 s due to the presence of hydrophobic non-cellulose materials (Fig. 4a), indicating that the pristine cotton is not strong in hydration capacity. After modification, a large number of hydrophilic groups are successfully attached to the surface of the cotton, increasing the hydrophilic property, so the water spreading time was 0.5 s (Fig. 4b). The water spreading time of the cotton is greatly shortened, indicating that the hydration capacity is enhanced. The CAs of different oil underwater are all above 169° (Fig. 4c), indicating that cotton@PDA@TiO2 is USOB. In conclusion, cotton@PDA@TiO2 is SHI/USOB and can possess the ability of oil–water separation.

Spread time of water droplets on pristine cotton (a), cotton@PDA@TiO2 (b), UWOCA of cotton@PDA@TiO2 (c)
3.4 Oil–water Separation of Cotton@PDA@TiO2
It has been proved that the modified cotton is SHI/USOB and its water spreading time is very short. The modified cotton was tested for oil–water separation performance with the self-made oil–water separation device (Fig. 5a). Because the cotton is biphilic in the air, it needs to be wetted with water before separation. The separation of four oils was repeated three times and the average value was taken (Fig. 5b). The average separation fluxes of n-hexane, toluene, isooctane, and cyclohexane are 28,932, 31,025, 28,321, 29,807 L·m−2·h−1, respectively, and the highest flux can be at 32,000 L·m−2·h−1 or more (Fig. 5c). Testing the chemical oxygen demand to calculate the oil content in water, the separation efficiency can be calculated. The separation efficiency of the four types of light oils is very high, above 99.995%. The flux and separation efficiency of the modified cotton can prove that the cotton has excellent oil–water separation ability.

Oil–water separation device (a), oil–water separation test (b), separation efficiency and flux of cotton@PDA@TiO2 for various oil/water mixtures (c), the n-hexane/water separation efficiency after different recycle numbers (d)
The durability of the cotton was proven by cycle testing. Using n-hexane as the light oil in this cycle, the separation efficiency after 50 oil–water separations was tested. After 50 cycles, the separation efficiency of the modified cotton is still very high, reaching 99.999% (Fig. 5d). The COD values of 50 cycles are all below 20 mg·L−1 which means the separation efficiency remains at the same level during the whole cycle. Thus, cotton@PDA@TiO2 has an excellent oil–water separation ability after 50 cycles, which can carry out long-term oil–water separation and has a long service life.
3.5 Stability of Cotton@PDA@TiO2
The oil–water separation in the laboratory is generally a single oil–water environment, and its pH is neutral. However, the actual separation environment is very complex. The actual use environment was simulated by soaking the cottons in 1 M HCl, NaOH, and NaCl solutions for 24 h. The cotton soaked in acid and salt has no change, but the color of the cotton soaked in alkali turned white due to PDA is not resistant to alkalis and will be decomposed (Fig. 6f). Through the Raman spectrum (Fig. 6e), the main characteristic peaks of PDA at 1595, 1385, 1204, and 945 cm−1 become weaker, proving that PDA is indeed decomposed in an alkaline environment. Via the SEM (Fig. 6d), there is still a lot of TiO2 NPs adhered to the surface of the cotton, indicating that TiO2 NPs can still firmly adhere to the surface of the cotton under the synergistic cross-linking effect of KH550 and Cu2+, and the cotton still exhibits superhydrophilicity. The oil–water separation performance of soaked cottons was tested and repeated three times. After long-term immersion in acid, alkali, and salt, the separation efficiency is still very high, all above 99.990% (Fig. 6g). It is proved that cotton still has excellent oil–water separation performance under the immersion of HCl, NaOH, and NaCl.

Schematic diagram of a wear cycle (a), SEM image of cotton@PDA@TiO2 after 50 wears (b), water spread time of cotton@PDA@TiO2 after 25 wears and 50 wears (c), SEM (d), and Raman spectra (e) of cotton@PDA@TiO2 after immersing in NaOH solution for 24 h, an optical photograph of cotton@PDA@TiO2 after immersing in HCl, NaOH, and NaCl solutions for 24 h (f), separation efficiency and COD of cotton@PDA@TiO2 after immersing in HCl, NaOH, and NaCl solutions for 24 h (g) and cotton@PDA@TiO2 after wears (h)
In addition to the chemical stability test, the actual working environment of the cotton may also be physically damaged, so the abrasion test of the modified cotton was also carried out to prove its abrasion resistance. The actual working environment was simulated by dragging the cotton to move on 800-grit sandpaper under a 2800 Pa pressure, and taking 20 cm as a wear cycle (Fig. 6a). After 50 wear cycles, a little bit of fiber debris fell off the sandpaper. The fiber part of the uppermost surface of the cotton is torn from the middle, and in severe cases, the whole is nearly broken (Fig. 6b). The water spreading time of the cotton worn 25 times increases to 1.37 s, which is 174% higher than that of the modified cotton. The water spreading time of the cotton after 50 wears further increased, reaching 1.73 s, which is 246% higher than that of the modified cotton (Fig. 6c). After wear treatment, part of the hydrophilic modified materials adhered to the cotton surface fell off with the fiber debris, resulting in a slight decrease in hydrophilicity. The water spreading time is still very short compared to the pristine cotton. The test of oil–water separation was repeated 3 times, and taken the average value. After 50 times of wear, the cotton still maintains a very high separation efficiency, above 99.995% (Fig. 6h). The COD values are also below 20 mg·L−1 except for 5 times of wear. Because the first test COD value of 5 times of wear was very high, reaching 140 mg·L−1, while the other two times were below 10 mg·L−1. The reason for such an abnormality may be due to the experimental error caused by the residual oil in the beaker, which should be an accidental event. The COD value and separation efficiency obtained from the abrasion experiment can prove that the modified cotton has good abrasion resistance.
4 Conclusions
We successfully fabricated a SHI cotton with greatly shortened water spreading time by utilizing PDA as the in situ mineralization site of TiO2 NPs, combined with the synergistic crosslinking ability of KH550. The preparation method was simple, convenient, and environmentally friendly. The prepared cotton was successfully used for oil–water separation with a high separation efficiency of the four kinds of light oils (99.995%), and the highest flux reached more than 32,000 L·m−2·h−1. Through 50 cycle tests, the separation efficiency was above 99.999%, which demonstrated that cotton has a long service life. The cotton still had excellent oil–water separation ability after being soaked in acidic and alkaline solutions and 50 times of wear.
Data Availability
The data that support the findings of this article are aviable in Journal of Bionic Engineering webstite (Springer) with the DOI of the article.
References
Uhlenbrook, S., Connor, R., Koncagül, E., Abete, V., Tonsini, M., & Lobach, S. (2018). The united nations world water development report 2018: Nature-based solutions for water. the United Nations Educational, Scientific and Cultural Organization
Zhao, C. L., Zhou, J. Y., Yan, Y., Yang, L. W., Xing, G. H., Li, H. Y., Wu, P., Wang, M. Y., & Zheng, H. L. (2021). Application of coagulation/flocculation in oily wastewater treatment: A review. Science of The Total Environment, 765, 142795. https://doi.org/10.1016/j.scitotenv.2020.142795
Wang, Y. F., Duan, M., Wang, X. J., Jing, B., Wang, F., Xiong, Y., & Fang, S. W. (2020). Study of polymerization kinetics and copolymerization behavior of N-[3-(dimethylamino)propyl]methacryamide and cationic surfmers. Journal of Applied Polymer Science, 137(47), 49559. https://doi.org/10.1002/app.49559
Maggay, I. V., Chang, Y., Venault, A., Dizon, G. V., & Wu, C.-J. (2021). Functionalized porous filtration media for gravity-driven filtration: Reviewing a new emerging approach for oil and water emulsions separation. Separation and Purification Technology, 259(1383–5866), 117983. https://doi.org/10.1016/j.seppur.2020.117983
Mo, S. Q., Mei, J. F., Liang, Q., & Li, Z. Y. (2021). Repeatable oil-water separation with a highly-elastic and tough amino-terminated polydimethylsiloxane-based sponge synthesized using a self-foaming method. Chemosphere, 271, 129827. https://doi.org/10.1016/j.chemosphere.2021.129827
Elhady, S., Bassyouni, M., Mansour, R. A., Elzahar, M. H., Abdel-Hamid, S., Elhenawy, Y., & Saleh, M. Y. (2020). Oily wastewater treatment using polyamide thin film composite membrane technology. Membranes, 10(5), 84. https://doi.org/10.3390/membranes10050084
Zhang, X., Liu, C., Yang, J., Zhu, C.-Y., Zhang, L., & Xu, Z.-K. (2020). Nanofiltration membranes with hydrophobic microfiltration substrates for robust structure stability and high water permeation flux. Journal of Membrane Science, 593, 117444. https://doi.org/10.1016/j.memsci.2019.117444
Wu, C., Zhang, Y., Zhao, Q., Li, Y., & Zhang, B. Q. (2021). Ultrahigh throughput and efficient separation of oil/water mixtures using superhydrophilic multi-scale CuBTC-coated meshes. Separation and Purification Technology, 279, 119802. https://doi.org/10.1016/j.seppur.2021.119802
Zhou, W. T., Li, S., Liu, Y., Xu, Z. Z., Wei, S. F., Wang, G. Y., Lian, J. S., & Jiang, Q. (2018). Dual superlyophobic copper foam with good durability and recyclability for high flux, high efficiency, and continuous oil–water separation. ACS Applied Materials and Interfaces, 10(11), 9841–9848. https://doi.org/10.1021/acsami.7b19853
Liu, Y.-Q., Han, D.-D., Jiao, Z.-Z., Liu, Y., Jiang, H.-B., Wu, X.-H., Ding, H., Zhang, Y.-L., & Sun, H.-B. (2017). Laser-structured Janus wire mesh for efficient oil–water separation. Nanoscale, 9(45), 17933–17938. https://doi.org/10.1039/C7NR06110B
Yi, P., Hu, H. W., Sui, W. W., Zhang, H. C., Lin, Y. L., & Li, G. J. (2020). Thermoresponsive polyurethane sponges with temperature-controlled superwettability for oil/water separation. ACS Applied Energy Materials, 2(5), 1764–1772. https://doi.org/10.1021/acsapm.9b01159
Ren, G. N., Song, Y. M., Li, X. M., Zhou, Y. L., Zhang, Z. Z., & Zhu, X. T. (2018). A superhydrophobic copper mesh as an advanced platform for oil-water separation. Applied Surface Science, 428, 520–525. https://doi.org/10.1016/j.apsusc.2017.09.140
Xu, C. L., Luo, Y. T., Zhou, L., Bi, Y. W., & Sun, H. (2022). Fabrication of durable superhydrophobic stainless steel mesh with nano/micro flower-like morphologies for self-cleaning and efficient oil/water separation. Journal of Bionic Engineering, 19, 1615–1624. https://doi.org/10.1007/s42235-022-00231-y
Zhang, X. X., Zhao, J., Ma, L., Shi, X. J., & Li, L. L. (2019). Biomimetic preparation of a polycaprolactone membrane with a hierarchical structure as a highly efficient oil-water separator. Journal of Materials Chemistry A, 7(42), 24532–24542. https://doi.org/10.1039/C9TA08660A
Sun, Y. H., & Guo, Z. G. (2020). Novel and cutting-edge applications for a solvent-responsive superoleophobic-superhydrophilic surface: Water-infused omniphobic surface and separating organic liquid mixtures. Chemical Engineering Journal, 381, 122629. https://doi.org/10.1016/j.cej.2019.122629
Wei, Y. B., Qi, H., Gong, X., & Zhao, S. F. (2018). Specially wettable membranes for oil–water separation. Advanced Materials Interfaces, 5(23), 1800576. https://doi.org/10.1002/admi.201800576
Zhang, X. Y., Wang, C. Q., Liu, X. Y., Wang, J. H., Zhang, C. Y., & Wen, Y. L. (2018). A durable and high-flux composite coating nylon membrane for oil-water separation. Journal of Cleaner Production, 193, 702–708. https://doi.org/10.1016/j.jclepro.2018.05.102
Wang, L. J., Zhang, J. Y., Wang, S., Yu, J. G., Hu, W. J. H., & Jiao, F. P. (2020). Preparation of a polystyrene-based super-hydrophilic mesh and evaluation of its oil/water separation performance. Journal of Membrane Science, 597, 117747. https://doi.org/10.1016/j.memsci.2019.117747
Zeng, Z. W., Liu, Y., Long, L. L., He, J. S., He, Y., Wang, L. L., Yang, G., Zhang, X. H., Shen, F., & Zhang, Y. Z. (2022). Fabrication of novel superhydrophilic/underwater superoleophobic composite coatings and study on the relationship between their long-term wettability and excellent oil-water separation performance. Surface and Coatings Technology, 434, 128193. https://doi.org/10.1016/j.surfcoat.2022.128193
Yuan, L., Wen, T. P., Jiang, L. Y., Liu, Z. L., Tian, C., & Yu, J. K. (2021). Modified superhydrophilic/underwater superoleophobic mullite fiber-based porous ceramic for oil-water separation. Materials Research Bulletin, 143, 111454. https://doi.org/10.1016/j.materresbull.2021.111454
Li, F. R., Bhushan, B., Pan, Y. L., & Zhao, X. Z. (2019). Bioinspired superoleophobic/superhydrophilic functionalized cotton for efficient separation of immiscible oil-water mixtures and oil-water emulsions. Journal of Colloid and Interface Science, 548, 123–130. https://doi.org/10.1016/j.jcis.2019.04.031
Wang, M., Peng, M., Zhu, J., Li, Y.-D., & Zeng, J.-B. (2020). Mussel-inspired chitosan modified superhydrophilic and underwater superoleophobic cotton fabric for efficient oil/water separation. Carbohydrate Polymers, 244, 116449. https://doi.org/10.1016/j.carbpol.2020.116449
Su, M. J., Liu, Y., Li, S. H., Fang, Z. P., He, B. Q., Zhang, Y. H., Li, Y. L., & He, P. X. (2019). A rubber-like, underwater superoleophobic hydrogel for efficient oil/water separation. Chemical Engineering Journal, 361, 364–372. https://doi.org/10.1016/j.cej.2018.12.082
Rana, M., Chen, J.-T., Yang, S. D., & Ma, P.-C. (2016). Biomimetic superoleophobicity of cotton fabrics for efficient oil–water separation. Advanced Materials Interfaces, 3(16), 1600128. https://doi.org/10.1002/admi.201600128
Zhou, D.-L., Yang, D., Han, D., Zhang, Q., Chen, F., & Fu, Q. (2021). Fabrication of superhydrophilic and underwater superoleophobic membranes for fast and effective oil/water separation with excellent durability. Journal of Membrane Science, 620, 118898. https://doi.org/10.1016/j.memsci.2020.118898
Deng, Y., Han, D., Deng, Y.-Y., Zhang, Q., Chen, F., & Fu, Q. (2020). Facile one-step preparation of robust hydrophobic cotton fabrics by covalent bonding polyhedral oligomeric silsesquioxane for ultrafast oil/water separation. Chemical Engineering Journal, 379, 122391. https://doi.org/10.1016/j.cej.2019.122391
Babazadeh, H. K., & Foroutan, M. (2019). Investigation of the surfactant effects on oil-water separation on nano-crystalline titanium dioxide substrate using molecular dynamics simulation. Applied Surface Science, 495, 143628. https://doi.org/10.1016/j.apsusc.2019.143628
Lao, L. H., Fu, L. L., Qi, G. G., Giannelis, E. P., & Fan, J. T. (2017). Superhydrophilic wrinkle-free cotton fabrics via plasma and nanofluid treatment. ACS Applied Materials and Interfaces, 9(43), 38109–38116. https://doi.org/10.1021/acsami.7b09545
Kang, H. J., Cheng, Z. J., Lai, H., Ma, H. X., Liu, Y. Y., Mai, X. M., Wang, Y. S., Shao, Q., Xiang, L. C., Guo, X. K., & Guo, Z. H. (2018). Superlyophobic anti-corrosive and self-cleaning titania robust mesh membrane with enhanced oil/water separation. Separation and Purification Technology, 201, 193–204. https://doi.org/10.1016/j.seppur.2018.03.002
Dai, J. G., Tian, Q. F., Sun, Q. Q., Wei, W. K., Zhuang, J. D., Liu, M. Z., Cao, Z., Xie, W. Z., & Fan, M. Z. (2019). TiO2-alginate composite aerogels as novel oil/water separation and wastewater remediation filters. Composites Part B: Engineering, 160, 480–487. https://doi.org/10.1016/j.compositesb.2018.12.097
Waite, J. H. (2008). Mussel power. Nature Materials, 7, 8–9. https://doi.org/10.1038/nmat2087
Zhang, X., Ren, P.-F., Yang, H.-C., Wan, L.-S., & Xu, Z.-K. (2016). Co-deposition of tannic acid and diethlyenetriamine for surface hydrophilization of hydrophobic polymer membranes. Applied Surface Science, 360, 291–297. https://doi.org/10.1016/j.apsusc.2015.11.015
Wang, H. J., Wang, W. Y., Wang, H., Jin, X., Li, J. L., Wang, H. X., Zhou, H., Niu, H. T., & Lin, T. (2018). Pore size effect on one-way water-transport cotton fabrics. Applied Surface Science, 455, 924–930. https://doi.org/10.1016/j.apsusc.2018.06.007
Yang, S. L., Li, M. H., Fang, G. L., Xue, M., & Lu, Y. J. (2021). Flexible cement-sand coated cotton fabrics with superhydrophilic and underwater superoleophobic wettability for the separation of water/oil mixtures and oil-in-water emulsions. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 608, 125611. https://doi.org/10.1016/j.colsurfa.2020.125611
Zhang, T., Kong, F.-X., Li, X.-C., Liu, Q., Chen, J.-F., & Guo, C.-M. (2020). Comparison of the performance of prepared pristine and TiO2 coated UF/NF membranes for two types of oil-in-water emulsion separation. Chemosphere, 244, 125386. https://doi.org/10.1016/j.chemosphere.2019.125386
Yu, J. Y., Lu, S. X., Xu, W. G., He, G., & He, D. S. (2017). Synthesis of gold/polydopamine composite surfaces on glass substrates for localized surface plasmon resonance and catalysis. Applied Organometallic Chemistry, 31(11), e3785. https://doi.org/10.1002/aoc.3785
Zhou, J. Y., Wang, B. W., Xu, C., Xu, Y. Z., Tan, H. Y., Zhang, X. Q., & Zhang, Y. H. (2022). Performance of composite materials by wood fiber/polydopamine/silver modified PLA and the antibacterial property. Journal of Materials Research and Technology, 18, 428–438. https://doi.org/10.1016/j.jmrt.2022.02.113
Prabhakar, P., Sen, R. K., Mayandi, V., Patel, M., Swathi, B., Vishwakarma, J., Gowri, V. S., Lakshminarayanan, R., Mondal, D. P., Srivastava, A. K., Dwivedi, N., & Dhand, C. (2022). Mussel-inspired chemistry to design biodegradable food packaging films with antimicrobial properties. Process Safety and Environmental Protection, 162, 17–29. https://doi.org/10.1016/j.psep.2022.03.033
Xu, Z. L., Miyazaki, K., & Hori, T. (2016). Fabrication of polydopamine-coated superhydrophobic fabrics for oil/water separation and self-cleaning. Applied Surface Science, 370, 243–251. https://doi.org/10.1016/j.apsusc.2016.02.135
Wang, Z. X., Xu, Y. C., Liu, Y. Y., & Shao, L. (2015). A novel mussel-inspired strategy toward superhydrophobic surfaces for self-driven crude oil spill cleanup. Journal of Materials Chemistry A, 3(23), 12171–12178. https://doi.org/10.1039/C5TA01767J
Shi, H., He, Y., Pan, Y., Di, H. H., Zeng, G. Y., Zhang, L., & Zhang, C. L. (2016). A modified mussel-inspired method to fabricate TiO2 decorated superhydrophilic PVDF membrane for oil/water separation. Journal of Membrane Science, 506, 60–70. https://doi.org/10.1016/j.memsci.2016.01.053
Lee, J.-J., Park, I.-S., Shin, G.-S., Lyu, S.-K., Ahn, S.-G., Bae, T.-S., & Lee, M.-H. (2014). Effects of polydopamine coating on the bioactivity of titanium for dental implants. International Journal of Precision Engineering and Manufacturing, 15, 1647–1655. https://doi.org/10.1007/s12541-014-0515-6
Ma, J.-X., Yang, H. L., Li, S. W., Ren, R., Li, J., Zhang, X. Y., & Ma, J. T. (2015). Well-dispersed graphene-polydopamine-Pd hybrid with enhanced catalytic performance. RSC Advances, 5, 97520–97527. https://doi.org/10.1039/C5RA13361K
Acknowledgements
This work was financially supported by the National Natural Science Foundation of China (no. 51735013).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare no conflict of interest/competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Supplementary file2 (AVI 22679 KB)
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Zhong, X., Guo, Z. Simple and Ultrahigh Efficient Superhydrophilic Polydopamine-coated TiO2 Cotton for Oil–water Separation. J Bionic Eng 20, 900–909 (2023). https://doi.org/10.1007/s42235-022-00312-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s42235-022-00312-y