
Abstract
Using different volumetric energy densities (\({E}_{\text{v}}\)), the microstructure, texture, and defect evolution in laser-powder bed fused (PBF-LB/M) Ti-6Al-2Sn-4Zr-2Mo (Ti-6242) alloy is studied. PBF-LB/M Ti-6242 rods were manufactured using different \({E}_{\text{v}}\) ranging from 41.67 to 66.67 J/mm3. The \({E}_{\text{v}}\) is varied by setting the scan speed to 1000 mm/s, 1200 mm/s, 1400 mm/s, and 1600 mm/s. The mechanical properties (yield strength, tensile strength, and strain at fracture) were then studied under quasi-static loading conditions. It is observed that the strength of the sample printed using the lowest \({E}_{\text{v}}\) is lower than the other conditions due to the formation of the lack of fusion defects. In addition, the sample printed with the highest \({E}_{\text{v}}\) consists of redeposited process by-products that result in the lowest ductility. The microstructure and texture of the samples were studied using electron backscatter diffraction. The results show that microstructural features including α′ lath width, dislocation density, and lath orientation (texture) were almost identical under different \({E}_{\text{v}}\). Therefore, the variations in mechanical properties may not controlled completely by the microstructure. The defect analysis is conducted employing X-ray computed tomography. The defect characteristics change from keyhole to lack of fusion by varying the \({E}_{\text{v}}\). The volume fraction of defects in the samples is in the range of 0.0005–0.007%, which seems to be negligible. However, the fractography analysis shows the dominance of defects in controlling the mechanical properties. This study proves the sensitivity of PBF-LB/M Ti-6242 to defects as the mechanical properties were defect-driven rather than microstructure-driven.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
1 Introduction
Additive manufacturing (AM) is a near-net-shape manufacturing technique that involves the joining of material in a layer-by-layer fashion using a 3D model to fabricate physical components [1]. Among the available AM techniques, laser-powder bed fusion of metals (PBF-LB/M) can fabricate complex parts in one step directly from 3D design eliminating expensive tooling. The reduction in part count and multiple component assemblies shows an immense potential to fabricate high-performance metallic components [2]. The fabrication of titanium alloys using PBF-LB/M is an attractive alternative to conventional manufacturing techniques due to the high machining costs of these alloys [3]. There is a considerable body of work available on the PBF-LB/M of Ti-6Al-4V (Ti-64) [4,5,6,7,8], which is the most common titanium alloy at room and moderate temperatures. However, the mechanical properties of Ti-64 degrade above 400 °C [9]. On the other hand, Ti-6Al-2Sn-4Zr-2Mo (Ti-6242) is suitable for high-temperature applications as it sustains its mechanical properties up to 540 °C [10, 11]. Ti-6242 is a near-α titanium alloy and its PBF-LB/M fabrication is comparatively new and limited studies are available [12,13,14,15,16,17,18,19,20]. The as-built (AB) microstructure of PBF-LB/M Ti-6242 consists of acicular α′ martensite formed due to rapid cooling rates, featured by networks of tangled dislocations and nanotwins [12, 16]. As the martensite is a brittle constituent, the microstructure in the as-built condition results in high strength and low ductility. Researchers have made efforts towards the design of heat treatment protocols to transform the acicular α’ martensite to a duplex α + β microstructure to enhance ductility [12, 13, 17]. Meanwhile, the study of variations in the as-built microstructure and the effects on mechanical properties (by varying the process parameter) is equally important. To date, the process parameters employed to fabricate Ti-6242 have been inspired by those used for Ti-64 [14, 15]. It is well known that Ti-64 and Ti-6242 are different in terms of alloying elements resulting in differences in processing-microstructure-property relationship [14]. Rieger et al. [14] fabricated Ti-64 and Ti-6242 under the same volumetric energy density (\({E}_{\text{v}})\) of 60 J/mm3 and reported that the obtained acicular α′ is nearly half the size for Ti-6242 compared to Ti-64, with a smaller prior β grain. This raises the need to study the effect of varying process parameters on the microstructure and mechanical properties of PBF-LB/M Ti-6242.
The PBF-LB/M process is dependent on a high number of process parameters and the optimization of these parameters and the effects of each parameter on the microstructure evolution is a complex task. As the PBF-LB/M involves the formation of a melt pool due to the melting of feedstock, getting a stable melt pool is one of the basic criteria for process parameter optimization [2]. DebRoy et al. [2] reported melt pool stability’s importance in obtaining a defect-free microstructure by varying the process parameters. The concept of \({E}_{\text{v}}\) is quite helpful in identifying the optimized window of process parameters [21]. This is due to the direct impact of the components of the \({E}_{\text{v}}\) on factors controlling the melt pool stability like Plateau-Rayleigh instability, thermocapillary convection, Marangoni effect, and pulsed laser recoil pressure [22,23,24]. This makes it necessary to study the effect of \({E}_{\text{v}}\) on the microstructure-property relationship. The \({E}_{\text{v}}\) correlates laser power (\(P\) in W), scan speed (\(v\) in mm/s), layer thickness (\(h\) in mm), and hatch spacing (\(l\) in mm) as follows:
\({E}_{\text{v}}\) represents the average applied energy per unit volume of the material [4]. Literature reports a significant impact of \({E}_{\text{v}}\) on microstructure and defect formation. The \({E}_{\text{v}}\) outside the optimized window ends up with defects including keyhole and lack of fusion [25]. For instance, an \({E}_{\text{v}}\) lower and higher than the optimized value results in the lack of fusion and keyhole, respectively, reducing the relative density of the printed sample [26, 27]. The mechanical properties correlated well with the density as a denser sample possessed better mechanical properties. Literature made a clear conclusion that \({E}_{\text{v}}\) is a critical factor in optimizing the process parameters to obtain the desired mechanical properties [27,28,29]. Different \({E}_{\text{v}}\) falling under the optimized window result in a stable melt pool free from defects; however, different microstructures are obtained that cause variations in mechanical properties [4]. These variations are due to the differences in the thermal history governed by the solidification rate \((R)\) and temperature gradient \((G)\) under different \({E}_{\text{v}}\) [30]. This is why microstructure evolution studies for different sets of \({E}_{\text{v}}\) is important while the microstructure could be almost defect-free. In titanium alloys, different \({E}_{\text{v}}\) values cause variation in the size and orientation of prior β grains which in turn gives α/α’ laths with varying size and orientation [5]. The dislocation density will also vary due to the variation in cooling rate [4]. The fraction and distribution of nanotwins formed may also vary due to the same reason. Literature reported the variation in these microstructural features by varying the \({E}_{\text{v}}\) for PBF-LB/M Ti64 [5, 31, 32].
Literature showed limited efforts to investigate the microstructure evolution under varying \({E}_{\text{v}}\) for Ti-6242. Fan et al. [15] investigated the effect of variation in \({E}_{\text{v}}\) by varying the scan speed (600–1200 mm/s) on relative density, surface finish, and core defects (keyhole and lack of fusion) for PBF-LB/M Ti-6242. The relative densities of 98% and 95% were achieved at 600 and 1200 mm/s respectively. Keyholes and lack of fusion were seen at low and high scan speeds respectively. The highest relative density of 99.5% was obtained at 950 mm/s. Rieger et. al [16] fabricated PBF-LB/M Ti-6242 using \({E}_{\text{v}}\) varying from 35 to 110 J/mm3 giving samples of relative density higher than 99.5% and reported that extra heat input resulted in changing the martensite crystal structure from orthorhombic to hexagonal [18]. The variation in \({E}_{\text{v}}\) also varies the Mo diffusion and Si segregation [18]. Patel et al. [20] processed Ti-6242 using different process parameters, covering all three melting modes in PBF-LB/M namely conduction, transition, and keyhole, resulting relative density of 99.55–99.98%. The study reported the formation of cracks perpendicular to the build direction in the keyhole mode due to excessive shrinkage and high residual stress. Conversely, the highest relative density was achieved in transition mode. Zhu et al. [13] fabricated PBF-LB/M Ti-6242 while keeping the \({E}_{v}\) constant and reported a low level of porosity (< 0.05%) after X-ray micro-computed tomography analysis. Although \({E}_{\text{v}}\) is a common measure of process parameters, Zhao et al. [4] studied the effect of variation in laser power and scan speed by keeping the \({E}_{\text{v}}\) constant for PBF-LB/M Ti-64. The study reported the variation in microstructure and mechanical properties and showed that the microstructure is more sensitive to some process parameters including laser power and scan speed for a constant \({E}_{\text{v}}\). This suggests that to study the effect of \({E}_{\text{v}}\) on the microstructure and properties, the impact of these critical process parameters should be studied. The available data in the literature shows a broad range of \({E}_{\text{v}}\) spanning between 26.67 J/mm3 and 139.56 J/mm3, that have been utilized for the fabrication of PBF-LB/M Ti-64 [33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50]. Meanwhile, PBF-LB/M Ti-6242 components have been printed by employing \({E}_{\text{v}}\) from a narrower range of 43.29–60 J/mm3 [12,13,14,15,16,17,18,19,20]. Although Rieger et. al [16] varied \({E}_{\text{v}}\) from 35 to 110 J/mm3 the study was limited to changes in the martensite crystal structure without covering the effect of \({E}_{\text{v}}\) on defects and mechanical properties. Therefore, it is essential to investigate the sensitivity of the microstructure and the resulting mechanical properties of the \({E}_{\text{v}}\) for the PBF-LB/M Ti-6242, with an emphasis on the critical process parameters. In addition, since PBF-LB/M Ti-6242 is sensitive to defect formation [20], changing the process parameters could have a detrimental effect. Consequently, it is essential to elaborate on the role of process parameters in defect-driven properties. Such a study could pave the pathway toward expanding the \({E}_{\text{v}}\) window for PBF-LB/M Ti-6242 or elaborate on the limitations of such an expansion.
This study is focused on investigating the effect of scanning speed on microstructure, texture, defects, and the resulting mechanical properties in PBF-LB/M Ti-6242 to enhance the knowledge about the process-microstructure-defect-mechanical property relationship. Furthermore, to the best of our knowledge, this is the first attempt made to determine whether the variations in mechanical properties in as-built conditions are driven by defects or microstructure. To achieve this target, four different \({E}_{\text{v}}\) ranging from 41.67 to 66.67 J/mm3 are employed by varying the scan speed (\(v\)). In the next step, the microstructure and texture evolution are comprehensively examined using electron backscatter diffraction (EBSD) followed by quasi-static mechanical testing.
2 Experimental
2.1 Material and process
Ti-6242 powder feedstock supplied by AP&C (a GE Additive Company) was used to fabricate cylindrical rods with a dimension of 70 mm in height and 8 mm in diameter in a vertical configuration. The chemical composition and particle size distribution in terms of D10, D50, and D90 of the feedstock is shown in Tables 1 and 2 respectively. The PBF-LB/M technique was used to fabricate the rods using an EOS M290. To study the effect of \({E}_{\text{v}}\) on microstructure and mechanical properties, four different scanning speeds (\(v\)) were employed as \(v\) = 1000, 1200, 1400, and 1600 mm/s. The rest of the process parameters were kept constant at \(P\) = 280 W, \(h\) = 30 μm, and \(l\) = 140 μm. The laser spot size was 100 µm. The printed samples at respective scanning speeds of 1000, 1200, 1400, and 1600 mm/s are hereafter designated as AB-1000, AB-1200, AB-1400, and AB-1600, respectively. Table 3 shows the associated energy densities. Figure 1a shows the schematic positioning of the sample over the substrate and the actual as-printed sample along with the substrate.

a Actual printed sample on the substrate along with schematic showing the positioning over the substrate, b schematic representation to show plane of interest for Vickers microhardness, and c specimen geometry for tensile test (all dimensions are in millimeters)
2.2 Defect analysis and fractography
The X-ray computed tomography was conducted using an industrial GmbH microfocus X-ray tomography, model S240 DXR-250. CT images were collected at the resolution of 14-bit with a voxel size of 6 µm. Data acquisition was done at a voltage of 120 kV and a current of 72 µA. The integration time was adjusted to 1000 ms. A physical copper filter of 0.5 mm was used to reduce the beam hardening artifact. The total scanning time was 55 min. The reconstruction process was conducted using Datos Version 2.6.1.18128 software provided by the system manufacturer. To avoid the artifact, the top 100 and bottom 100 slices were excluded from the reconstructed model. The porosity content was evaluated by segmenting the images at three different gray values located on an arbitrary grayscale, determined by two reference objects, SS304 and W wires. The upper and lower values of the reference grayscale were obtained by identifying the adequate gray value that leads to the known dimension of each reference wire diameter. The two gray values associated with the wires were used to define a reference interval on the grayscale. The three segmentation levels named LOW, MEDIUM, and HIGH were set at 10.9%, 22.9%, and 70.5% of this interval with respect to the lower gray value side. The images were then segmented at each of these three gray values. Finally, a cut-off was performed by removing all objects having a volume smaller than a threshold value corresponding to eight voxels. The volume of each pore was then converted to an equivalent diameter and their volumes were summed up to calculate the volume fraction.
The fractography analysis after performing the uniaxial tensile test was conducted using FEG-SEM-FEI Nova NanoSEM-650, a field emission gun scanning electron microscope, to elaborate on the failure mechanism.
2.3 Mechanical tests
Vickers microhardness of all the AB samples was measured using the Shimadzu HMV-G-FA microhardness machine. A load of 500 g for a dwell time of 15 s was applied on a well-polished sample. A total of ten indentations were made on each sample in an interval of 200 μm along the build direction as shown in Fig. 1b. The average value was reported along with the standard deviation. In addition, uniaxial tensile tests were conducted using a Shimadzu Autograph AGS-X (Shimadzu, Kyoto, Japan) universal testing machine. To ensure the repeatability three tensile tests were performed for each condition. The applied strain rate was 0.5%/min. The tensile samples were machined from the PBF-LB/M cylindrical rod following the ASTM E8/E8M-22 [51]. The gauge diameter and length were 4 ± 0.1 mm and 16 ± 0.1 mm, respectively. The schematic representation of the tensile specimen (all dimensions are in millimeters) is shown in Fig. 1c. To record the strain a digital image correlation (DIC) system was used [51].
2.4 Microstructure analysis
The microstructure of the samples was studied using electron backscatter diffraction (EBSD). For the EBSD analysis, an ultra-fine polishing technique was employed, where the mounted samples were meticulously polished down to a 0.05 µm level using colloidal silica. EBSD measurements were carried out utilizing an Oxford Symmetry S detector in conjunction with AZtec data acquisition software. A step size of 200 nm was selected, with a resolution of 1024 and a magnification of 1000x. Two distinct mapping approaches were employed: single-frame mapping and multiple-frame mapping. In the single-frame mapping approach, a single frame capturing a small area with a width of 200 µm was used for EBSD analysis. The multiple-frame mapping strategy involved the individual capture of 5 × 3 frames, which were subsequently assembled into a larger EBSD map covering a broader area with a width of 1000 µm. Subsequently, the EBSD data was post-processed using TSL OIM Analysis software, version 8.1, enabling the extraction of various analytical results, including pole figures, inverse pole figure-z (IPF-Z) maps, grain area distribution, kernel average misorientation (KAM), and Schmid factor analysis. The reference frames in both AZtec and OIM were consistent and there was no conflict between exporting files from AZtec and using them in OIM. The grains with a grain confidence index of less than 0.1 were removed from all the EBSD results. MTEX MATLAB toolbox was used for the reconstruction of prior β grains [52].
3 Results
3.1 Defect analysis
The measurement of the porosity percentage is the first step to understanding the effectiveness of the \({E}_{\text{v}}\) in fabricating sound parts. An \({E}_{\text{v}}\) that results in the least porosity percentage is preferred. Figure 2 shows the three-dimensional model of the porosities obtained from X-ray computed tomography and the respective porosity percentages are reported. As seen, near-fully dense PBF-LB/M Ti-6242 rods were printed using the adopted \({E}_{\text{v}}\). Based on the values reported in Fig. 2, the AB-1200 sample is the most dense, followed by AB-1400, AB-1000, and AB-1600. It is noteworthy to mention that despite the very small level of defects in all samples, the difference between the defect fraction in AB-1200 with other conditions is by one order of magnitude. This preliminary analysis shows the superiority of 1200 mm/s when compared with other scanning speeds. The higher porosity percentage of the AB-1600 sample might be due to the formation of the lack of fusion porosity resulting from high scan speed.

X-ray computed tomography three-dimensional model of a AB-1000, b AB-1200, c AB-1400, and d AB-1600 samples
To further understand the volumetric defects of each AB sample, the defect characteristics like pore sphericity (\({\Psi }_{\text{P}}\)) and equivalent pore diameter were examined. The \({\Psi }_{\text{P}}\) is defined as the ratio of the surface area of a sphere with the same volume of the pore to the surface area of the pore itself. It is expressed as [53]:
where \({A}_{\text{S}}\) and \({V}_{\text{S}}\) are the pore equivalent surface area and volume, respectively, assuming the pore is a perfect sphere, and \({A}_{\text{P}}\) is the measured pore surface area. Figure 3 shows the equivalent pore diameter and the respective \({\Psi }_{\text{P}}\) values of all the pores detected in X-ray computed tomography. Gas-entrapped pores (GEPs), keyholes (KHs), and lack of fusions (LoFs) are three common types of volumetric defects [54, 55]. Researchers performed quantitative analysis by setting up the threshold values for \({\Psi }_{\text{P}}\) and equivalent pore diameter to differentiate between these volumetric defects [54, 56, 57]. For example, Snell et al. [56] designated pores of \({\Psi }_{\text{P}}\) < 0.6 as LoFs, whereas Kasperovich et al. [57] chose pores of \({\Psi }_{\text{P}}\) < 0.7 as LoFs. Poudel et al. [54] have chosen pores of \({\Psi }_{\text{P}}\) between 0.5–0.9 as LoFs. In addition, pores of \({\Psi }_{\text{P}}\) between 0.8–1 and 0.7–0.9 are chosen as GEPs and KHs, respectively, considering 30 µm of equivalent pore diameter as threshold (pores with equivalent pore diameter less than 30 µm are designated as GEPs). Based on these studies, the pores with smaller \({\Psi }_{\text{P}}\) are designated as LoFs. The combination of smaller \({\Psi }_{\text{P}}\) and higher equivalent pore diameters are large-size LoFs which are more detrimental to mechanical properties. On the other hand, the defects with higher \({\Psi }_{\text{P}}\) values are either GEPs or KHs depending on the equivalent pore diameter. The GEPs are generally smaller than KHs. In summary, irregularly shaped pores are LoFs, and regular-shaped pores are either KHs or GEPs based on the pore diameter as represented in the schematic, Fig. 3b. Based on these criteria, a qualitative analysis was performed in this study as shown in Fig. 3. This analysis shows higher counts of KHs for AB-1000 whereas LoFs are seen for AB-1400 and AB-1600. The highest counts of large LoFs are observed in the AB-1600 sample. The shift in defect characteristics from KHs to LoFs was observed by increasing the scanning speed. This is common as a slower scanning speed (higher \({E}_{\text{v}}\)) is vulnerable to KHs whereas a faster scanning speed (lower \({E}_{\text{v}}\)) tends to LoFs formation [25]. It should be noted that, GEPs are observed in all the condition, as it is powder-based defect rather than process-based [58]. Table 4 summarizes the dominant defect type in each condition. Based on the pore size distribution and \({\Psi }_{\text{P}}\), the scanning speed of 1200 mm/s was optimum in the present study as AB-1200 showed the least number of KHs and LoFs.

a Qualitative analysis of defect characteristics of all the AB samples based on pore sphericity (\({\Psi }_{\text{P}}\)) and equivalent pore diameter, and b schematic representation of LoFs, KHs, and GEPs
3.2 Mechanical properties
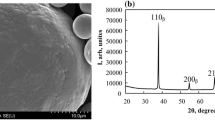
Table 5 shows the Vickers microhardness of all the as-built (AB) samples. The obtained hardness values are close to the value (404 HV) reported in [17] where the applied \({E}_{\text{v}}\) was 47.05 J/mm3. Although the process parameters are varied in terms of scanning speed, no significant differences are observed in the hardness values. These high hardness values are governed by the hexagonal α′ martensite transformed from β due to rapid cooling during the PBF-LB/M process [17]. Rieger et al. [16] reported the formation of a soft orthorhombic α′′ martensite phase by reducing the \({E}_{\text{v}}\) to 35 J/mm3 and hard hexagonal α’ martensite for higher \({E}_{\text{v}}\). The \({E}_{\text{v}}\) values employed in the current study are high enough to form the hard hexagonal α′ martensite phase. Hereafter, the hexagonal α′ martensite is referred to as α′ martensite.
Figure 4a, b show the tensile properties of all the AB samples. The values of yield strength (\({\sigma }_{\text{y}}\)), tensile strength (\({\sigma }_{\text{TS}}\)), and strain at fracture (\({\varepsilon }_{\text{f}}\)) are reported in Table 6. Referring to the stress–strain curves shown in Fig. 4a, the highest strength was achieved for AB-1200 (\({\sigma }_{\text{y}}\) = 1296 ± 15 MPa, \({\sigma }_{\text{TS}}\)=1420 ± 5 MPa), whereas the \({\sigma }_{\text{y}}\) and \({\sigma }_{\text{TS}}\) were reduced by 136 MPa and 118 MPa, respectively, for the AB-1600 sample which possessed the lowest strength. In addition, the AB-1000 sample possessed the least \({\varepsilon }_{\text{f}}\) (\({\varepsilon }_{\text{f}}\) = 7.4 ± 0.2%), whereas the AB-1200, AB-1400, and AB-1600 samples were similar (\({\varepsilon }_{\text{f}}\)≈9.0%). Referring to Fig. 4b, the strength increased by changing the scanning speed from 1000 mm/s to 1200 mm/s, attained the maximum at the scanning speed of 1200 mm/s, and then reduced for the higher scanning speeds (1400 and 1600 mm/s). The significant difference in mechanical properties between different combinations of scan speeds was measured using the T-test method (two-tailed) for a 95% confidence interval (\(p\) < 0.05) [59]. Based on the T-test results, the yield strength of AB-1600 was significantly lower (\(p\) < 0.05) than other AB conditions, whereas the difference in the tensile strengths is significant for all conditions. On the other hand, the \({\varepsilon }_{\text{f}}\) of AB-1000 is significantly lower than other AB conditions. Figure 4c summarizes the mechanical properties of PBF-LB/M Ti-6242 in the as-built condition obtained in the present work and those available from the previous studies. The encircled points (AB-1200 and AB-1400) indicate a better strength-ductility synergy was obtained in the present work compared to the literature. It is noteworthy to mention here that Reiger et al. [19] used EOS M400 and achieved a higher strength (\({\sigma }_{\text{y}}\)=1406 MPa, \({\sigma }_{\text{TS}}\)=1526 MPa) while the \({\varepsilon }_{\text{f}}\) was significantly low (4.3%). This comparative analysis shows that the strength-ductility synergy achieved for PBF-LB/M Ti-6242 so far is best in the current study in as-built conditions.

3.3 Microstructure of As-built PBF-LB/M Ti-6242
The large EBSD inverse pole figure (IPF) maps along the build direction (BD) and reconstructed prior β grains of AB-PBF-LB/M Ti-6242 samples are shown in Fig. 5. The IPF maps of all the samples exhibit a fine acicular α’ martensitic structure. The transformation of β to α′ is governed by the Burger’s orientation relationship \({\left\{0001\right\}}_{\alpha }//{\left\{110\right\}}_{\beta },{<11\overline{2 }0>}_{\alpha }//{<111>}_{\beta }\) during the solidification process [14]. For better understanding, the IPF-Z maps of prior β grains were reconstructed considering Burger’s orientation relationship. The reconstructed prior β grain shows an epitaxial growth parallel to the build direction forming columnar grains. At higher \({E}_{v}\), the columnar grains were more elongated, whereas at lower \({E}_{\text{v}}\) the grains were broken. At low \({E}_{\text{v}}\), the cooling process is comprised of a high thermal gradient resulting in high anisotropic thermal contraction within the transformed α′ martensite. This results in the nucleation of new β orientations creating a discontinuous or broken columnar prior β grain at lower \({E}_{v}\) [61]. This relationship between the prior β grains and \({E}_{\text{v}}\) is well-reported in the literature on PBF-LB/M titanium alloys [5]. The reconstructed grains were used to measure the prior β grain width (using the line intercept method). The prior β grain width varies from 24 to 37 μm by varying the scan speed from 1000 to 1600 mm/s as shown in Fig. 5. The width is reduced by reducing the \({E}_{\text{v}}\) (or increasing the scanning speed). The size of the prior β grain width is inversely proportional to the solidification rate (\(R\)) [62]. For higher scan speeds, the rate of solidification is higher resulting in a smaller prior β grain width [5]. Liu et al. [63] reported that the size and morphology of the prior β grains contribute to the anisotropy in mechanical properties and can be controlled by the PBF-LB/M process parameters. However, in this study, we did not attempt to change the prior β grains morphology. Literature also reported that the prior β grain width is directly proportional to the time above the β transus i.e., a slower cooling rate results in a higher prior β width, which leads to lower \({\sigma }_{\text{y}}\), \({\sigma }_{\text{TS}}\), and microhardness due to the coarsening of the microstructure [64]. Therefore, the prior β grains (as the first solidified constituent in PBF-LB/M Ti-6242) play an important role in mechanical properties.



EBSD-IPF maps, reconstructed prior β grains, and measured prior β grain width from the reconstructed prior β grains for all the AB samples
The details of the microstructure were studied at higher magnifications as Fig. 6 shows in the corresponding EBSD-IPF maps along with the respective pole figures (PF) of all the AB samples. The PFs are shown for the \(\{0001\}\) (basal) plane as the critical resolved shear stress (\({\tau }_{\text{CRSS}}\)) of the basal slip system is the least compared to prismatic and first-order pyramidal [4]. The lath width of the α′ martensite (\(s\)) was measured using the EBSD results and shown in Fig. 7. Literature reported an increase in the mean α′ lath width (\(s\)) in the PBF-LB/M Ti-64 by increasing the \({E}_{\text{v}}\) due to the cooling rate reduction [65]. For example, Jimenez et al. [5] reported a 26% increase in \(s\) for a 92% increase in \({E}_{\text{v}}\). Do et al. [66] reported an ⁓82% increase in \(s\) by doubling the \({E}_{\text{v}}\). In the current study, although a contrary trend was observed i.e., lower \({E}_{\text{v}}\) resulted in a higher \(s\), the change in \(s\) is less than 10% for respective changes in scan speed as reported in Table 7. This shows the insensitivity of lath width (which is one of the crucial microstructural features) to \({E}_{\text{v}}\) in PBF-LB/M Ti-6242, for the range of energy densities employed in the current study.

EBSD-IPF maps and PFs of a AB-1000, b AB-1200, c AB-1400, and d AB-1600

Mean α′ lath width along with area and cumulative fraction for a AB-1000, b AB-1200, c AB-1400, and d AB-1200
Referring to the EBSD-PFs shown in Fig. 6, AB-1000 shows a strong crystallographic texture with a maximum orientation density of ~ 16 while AB-1200, AB-1400, and AB-1600 exhibit a comparatively weakened crystallographic texture with a maximum orientation density of nearly half of AB-1000. The pole figure showed a random orientation of \(\{0001\}\) (basal) for the respective AB conditions. These random orientations are evaluated based on the angle between the c-axis of α′ crystal and the building direction. Based on this evaluation the following conclusions are possible to make: (1) the c-axis of some α′ crystals of AB-1000, AB-1200, and AB-1600 is oriented perpendicular to the build direction, (2) for AB-1200, AB-1400, and AB-1600 α′ crystals with orientation of c-axis parallel to building direction can also be seen, and (3) the remaining hotspots of all the AB conditions shows nearly 30° rotation of c-axis along the building direction as reported in our previous study [67]. Overall, the orientation of the basal plane is slightly changing by varying the \({E}_{\text{v}}\).
For a better understanding of the texture evolution, it is beneficial to investigate the relationship between the grain orientation and the Schmid factor (\(m\)). The Schmid factor is the measure of the resolved shear stress in the respective slip system [68]. For all three primary slip planes (basal, prismatic, and first-order pyramidal), the fraction of occurrence of \(m\) is shown in Fig. 8. The reported orientations for all three primary planes belong to the \(<a>\) type dislocations. While the reported values of \({\tau }_{\text{CRSS}}\) in the literature are close for these three planes, it is the lowest for basal and the highest for first-order pyramidal [40, 69]. The \(<c+a>\) type dislocation in the first-order pyramidal is not considered in this study as it has a large burger’s vector resulting in a \({\tau }_{CRSS}\) approximately double than basal slip system [70].

Schmid factor values for basal, prismatic, and first-order pyramidal slip systems for all the AB samples
Figure 8 summarizes the ∑SF (0.4–0.5) which represents the total area fraction of the slip planes having a Schmid factor between 0.4 and 0.5. The analysis of this range is important as the slip system with a higher \(m\) value is in a much more favorable orientation to activate the slip [71]. This range of \(m\) represents the soft orientation. Figure 8 shows the dominance of first-order pyramidal (for ∑SF (0.4–0.5)) in all the as-built conditions. This kind of dominance was reported in the literature for the as-built PBF-LB/M titanium alloys [70]. While the ∑SF (0.4–0.5) is highest for the first-order pyramidal, its \({\tau }_{\text{CRSS}}\) is comparatively higher than prismatic and basal slip systems [69]. Due to the lower value of \({\tau }_{CRSS}\), the interpretation of basal and prismatic slip systems is also important. The ∑SF (0.4–0.5) of all three slip systems is the least for AB-1600. In summary, the following points are possible to make: (1) comparing the ∑SF (0.4–0.5) for first-order pyramidal, AB-1400 has comparatively softer grains than AB-1000 and AB-1200, (2) the ∑SF (0.4–0.5) for basal and prismatic shows that AB-1000 has a greater number of soft orientations followed by AB-1400, AB-1200, and AB-1600.
The differences in \({E}_{\text{v}}\) values result in different cooling rates. This could lead to variation in dislocation density in the microstructure. Figure 9 shows the EBSD-Kernel Average Misorientation (KAM) maps of all the AB samples. The KAM represents the misorientation between the neighboring grains extracted from the EBSD results. The KAM is a good measure of the lattice distortion (curvature) that can qualitatively represent the dislocation density [72]. The higher the KAM value or misorientation between the grains, the higher will be the dislocation density. Referring to Fig. 9, the KAM maps do not show a noticeable difference between the AB samples. The similarity of the KAM maps represents the similarity of microstructure in terms of dislocation density. For a better understanding, Fig. 10 shows the distribution of KAM values with number and cumulative fractions. The KAM values of all the AB samples are almost close at respective number fraction which proves very little variation in dislocation density. The interpretation of the KAM study reveals that the differences in dislocation densities are not significant among the PBF-LB/M Ti-6242 samples fabricated at varying \({E}_{\text{v}}\).

Kernel average misorientation (KAM) maps of a AB-1000, b AB-1200, c AB-1400, and d AB-1600

Distribution of kernel average misorientation (KAM) for a AB-1000, b AB-1200, c AB-1400, and d AB-1600
3.4 Fractography
Figure 11 shows the images of the fractured surface after tensile failure taken from SEM at low magnification for AB-1000, and AB-1600 and at high magnification for all the AB samples. For the AB-1000, AB-1200, and AB-1400, the fractured surface shows clusters of large and small dimples, cleavage and flat facets, micro-cracks, and crack propagation zones. The presence of both ductile and brittle fractures displays a mixed mode of fracture and is called pseudo-brittle ductile failure [73]. The mixed mode of fracture is common in PBF-LB/M titanium alloys [74, 75]. Literature also confirms the same mode of fracture for PBF-LB/M Ti-6242 [13, 15]. The transition band between these two fracture modes can be seen in AB-1200. The AB-1000 sample at low magnification shows the cluster of partially melted powder particles irrespective of the slowest scanning speed, which are spatters or process by-products. It should be noted that these spatters are clusters of unmelted powder particles that do not make a “void” space in the material. Therefore, they are not captured by the X-ray computed tomography as a defect due to the pixels with the same intensity as powders [76]. The AB-1600 sample shows the lack of fusion porosities and entrapment of unmelted/semi-melted powder particles inside. The fractured zone surrounding the porosity in AB-1600 shows a flat facet kind of feature representing a brittle failure. Whereas the fractured surface far from the porosity shows large dimples, representing a ductile failure.



Tensile fracture surface of PBF-LB/M Ti-6242 at low magnification for AB-1000, and AB-1600, and at high magnification for all the AB samples
4 Discussion
The as-built microstructure of the PBF-LB/M Ti-6242 is composed of a fine martensitic structure. This microstructure is the result of rapid solidification. The solidification path of liquid metal \(\to\) β \(\to\) α′ results in prior β grain and laths of α′ developed inside the columnar β grains. The prior β grains are columnar along the build direction due to directional solidification [77]. The size of α′ is responsible for grain boundary strengthening based on the Hall–Petch mechanism [78]. The growth of α′ martensite is restricted by prior β grains [14]. The range of prior β grain width is 24–37 μm (see Fig. 5). The mean α′ lath width is close for all the AB conditions (see Fig. 7 and Table 7) due to the small range of prior β grain width. The calculations based on the Hall–Petch relationship (\(\Delta \sigma \propto {s}^{-1/2}\)) for the obtained minimum and maximum α′ lath width give a strength increment (\(\Delta \sigma )\) of less than 10%. Based on the tensile test results, the actual strength variation is higher than 10%. Therefore, the grain boundary strengthening is not the dominating mechanism here which is well supported by the close values of strength of AB-1000, AB-1200, and AB-1400 samples. Jimenez et al. [5] reported that despite a 26% change in \(s\), the Vickers hardness values were the same. This justified the importance of other microstructural features in the AB condition. Other microstructural features in the PBF-LB/M titanium alloys are line defects like dislocations. In the PBF-LB/M alloys, the high density of dislocations formed in the AB microstructure is the result of continuous compression-tension cycles originating from the repeating heating and cooling cycles [79]. The variation in \({E}_{\text{v}}\) creates differences in cooling rates resulting in variations in dislocation density. Higher scanning speed and laser power result in an increase in dislocation density [4]. The strength increment by the dislocations can be quantified using the Taylor equation (\(\Delta \sigma \propto \sqrt{{\rho }_{\text{d}}}\), where \({\rho }_{\text{d}}\) is the dislocation density). Based on the KAM results (see Figs. 9 and 10) for this range of \({E}_{\text{v}}\), the variation in scanning speed did not show significant differences in the dislocation density. This shows that the level of strengthening offered by dislocations is almost the same for all the AB microstructures. Other than line defects, planar defects like nanotwins are also formed in the PBF-LB/M titanium alloys [67]. The presence of nanotwins in the AM microstructure is beneficial for ductility enhancement as the nanotwins offer a space for dislocation storage [80]. This is justified as the \({\varepsilon }_{\text{f}}\) of AB-PBF-LB/M Ti-6242 is comparatively higher than AB-directed energy deposited-Ti-6242 and cast-Ti-6242 [60, 81]. In addition to the microstructural features, the study of \(m\) and the analysis of ∑SF (0.4–0.5) is beneficial to elaborate on the role of texture. The AB-1600 has the lowest ∑SF (0.4–0.5) value for basal and prismatic (highest number of hard-oriented grains) but the strength is the lowest. Among other conditions, AB-1000 has the highest number of soft-oriented grains but the difference in strength is not significant (shown using T-test analysis) compared to AB-1200 and AB-1400. This may be due to the close values of ∑SF (0.4–0.5) for basal and prismatic among these conditions. Overall, the differences in microstructural features like α′ lath width, prior β grain width, dislocation density, and texture are not significant among different AB conditions. Therefore, the difference in mechanical properties of AB-1600 compared to other AB conditions may not be microstructure-driven.
Other than the microstructure, the reason behind the differences in mechanical properties is the presence of defects. Defects like keyhole, and lack of fusion porosities, spatter, and balling are common in the PBF-LB/M microstructures [82,83,84,85]. These defects reduce the mechanical properties by raising the internal stress concentration, reduction in net cross-sectional area, and pore coalescence [86]. The presence of defects in the form of porosities, at a small level, in all the AB samples is verified by X-ray computed tomography analysis (see Figs. 2 and 3). The defect characteristics shift from KHs to LoFs by increasing the scanning speed. The LoFs are seen in the AB-1600 sample. These LoFs act as internal stress concentration boosters reducing the tensile strength. In addition, the reduction in net cross-sectional area is another reason. Conversely, the internal stress concentration produced by the near-rounded GEPs and KHs is comparatively less. The absence of LoFs at lower scanning speeds justified the higher strength. This shows the comparatively higher detrimental effect of LoFs. The ductility depends on pore coalescence which in turn depends upon the pore size, spatial distribution, and loading direction [87]. Literature reported that for vertical build, the LoFs are aligned perpendicular to the loading direction resulting in stretching out of the pore perpendicularly to its major axis [88, 89]. This results in the crack to grow faster perpendicular to the loading direction. Based on the size and spatial distribution of the LoFs pore, the crack will rapidly connect to the neighboring pore, get coalesced, and break early without much external necking. Although the AB-1600 has LoFs, the ductility is not compromised. This shows that the available number of LoFs and the spatial distribution are not enough to compromise the ductility. The low magnification fractography of AB-1600 (Fig. 11) further supports this conclusion as it shows the paucity of LoFs in the fractured surface. Raising the scanning speed higher than 1600 mm/s may cause severe LoFs which may result in the reduction of both strength and ductility. For the AB-1000 severe spattering was seen. The non-homogeneity offered by the spatters accelerates the crack propagation reducing the ductility [90]. In summary, due to the similarities in the microstructure of all the AB samples, the observed differences in mechanical properties may not be microstructure-driven, but rather defect driven. Literature confirms the sensitivity of the mechanical properties of PBF-LB/M Ti-6242 to defects. Fan et al. [15] reported the presence of unmelted powder and pores after attaining a relative density of 99.5% which acted as the primary reason for fracture. Similarly, Patel et. al [20] reported the presence of both keyhole and lack of fusion porosity after attaining the relative density of 99.97%. The same group reported that Ti-6242 has a wide process window to achieve a relative density higher than 99.9%, but the elimination of defects is unachievable.
5 Outlook and future direction
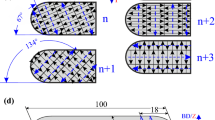
In this paper, we elaborated on the sensitivity of PBF-LB/M Ti-6242 to the volumetric defects developed during the AM process. While the changes in the volumetric energy (by changing the scanning speed) resulted in minimal changes in the microstructure, the mechanical properties (strength and ductility) varied between the samples. The defect analysis revealed the sensitivity of this material to defect formation. Depending on the size and type of the defects, either strength or ductility were affected. It is noteworthy to mention that the samples printed in the current study were at the coupon level; cylindrical rods printed in a vertical configuration. As such, the coupons did not experience any extraordinary solidification conditions or residual stress evolution due to geometrical consistency (since the cross-sectional area did not change and the aspect ratio was not a concern). It appears from the available studies on the PBF-LB/M Ti-6242 that all the previous samples were also printed at the coupon level. Patel et al. [20] reported the cracking in PBF-LB/M Ti-6242 for the first time. Our confidential conversations with the AM companies also confirmed the susceptibility of Ti-6242 to cracking at the component level. To assess the crack susceptibility of the Ti-6242 in the current study, we printed a cuboidal specimen of PBF-LB/M Ti-6242 with the dimensions of 100 × 15 × 45 (length × breadth × height), as shown in Fig. 12, with a scanning speed of 1200 mm/s. Compared to the rods, this cuboid sample possessed bigger dimensions with a higher susceptibility to residual stress. While this cuboid is far from an actual component, in terms of geometrical complexities and size, the crack formation proves the crack susceptibility of Ti-6242 during the PBF-LB/M process. That is why Ti-6242 has not been commercialized for component printing using the PBF-LB/M process.

Cuboid PBF-LB/M Ti-6242
PBF-LB/M of Ti-6242 is in its infancy. Therefore, unlike Ti-64, this material has been printed by employing a narrow window of energy density, as shown in Fig. 13. As seen, Ti-64 has been printed by employing a broad range of energy densities, i.e., 26.7–139.5 J/mm3, while Ti-6242 has been limited to 41.7–66.7 J/mm3. In addition, a determining factor in strength/ductility variation in PBF-LB/M Ti-64 is the microstructure [4], while in PBF-LB/M Ti-6242 the mechanical properties are dominated by the defects (as we showed in this study). Therefore, more studies are required for PBF-LB/M Ti-6242 to expand the processing window and to understand the role of processing conditions in defect formation.

The effect of energy density on strength and ductility (strain to fracture) of as-built PBF-LB/M Ti64 and PBF-LB/M Ti6242. Data for PBF-LB/M Ti-64 are from [33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50, 91] and for PBF-LB/M Ti-6242 are from [12,13,14,15,16,17,18,19,20]. Note: all orientations and sizes are considered
Considering the above-mentioned facts, successful additive manufacturing of Ti-6242 components could be achieved by:
-
(a)
Expansion of the printing conditions and processing window to identify the most suitable process parameters and understand the role of important process parameters in defect formation.
-
(b)
Identification of the cracking mechanism(s) at the component level by studying the effect of sample geometry (size effect), sample orientation, process parameters, etc. Once the cracking mechanism is identified, strategies could be developed to mitigate the cracking.
-
(c)
Compositional optimization of Ti-6242 by either tuning the alloying elements or premixing the powder with inoculants to control the solidification. This goal could be achieved through CALPHAD methodology to minimize the solidification range and risk of metallurgical cracking.
6 Conclusions
The PBF-LB/M technique was utilized for the additive manufacturing of Ti-6242. The samples were printed using different \({E}_{v}\) in the range of 41.67 to 66.67 J/mm3, by setting the scan speed to 1000 mm/s, 1200 mm/s, 1400 mm/s, and 1600 mm/s and keeping the rest of the parameters constant. The microstructure and texture were studied using the EBSD technique. The defects were analyzed using X-ray computed tomography, followed by SEM fractography after tensile tests. The main conclusions of this study are as follows:
-
1.
The defect volume fraction determined by X-ray computed tomography was in the range of 0.0005%–0.007%. While such volume fractions seem negligible, the difference between the lower and upper bounds is an order of magnitude. These defects were identified mainly as the lack of fusion and clusters of partially melted particles in the samples printed using the minimum and maximum \({E}_{\text{v}}\), respectively. Further mechanical, microstructural, and fractography analyses revealed the importance of these defects in determining the mechanical properties of the material. Fractography analysis revealed the determinant role of defects in variations in mechanical properties. The low ductility of the sample printed with the highest \({E}_{\text{v}}\) (i.e., lowest scan speed) was a result of the cluster of partially melted particles. These particles are spatter or redeposited process by-products. On the other hand, the low strength of the sample printed with the lowest \({E}_{\text{v}}\) (i.e., highest scan speed) was due to the lack of fusion which deteriorated the strength of the material.
-
2.
The quasi-static mechanical properties were interpreted in terms of yield strength, tensile strength, and ductility (strain to fracture). The yield strength of the PBF-LB/M Ti-6242 sample printed with the lowest \({E}_{\text{v}}\) was lower than the other samples, while the other samples possessed similar strengths. On the other hand, the ductility of the PBF-LB/M Ti-6242 sample printed with the highest \({E}_{\text{v}}\) was lower than the other samples.
-
3.
The microstructural investigation of PBF-LB/M Ti-6242 elaborated on the columnar prior β grains developed along the building direction, featured by fine α′ martensite laths. The prior β grains had a width of 24–37 μm, while the α′ lath width varied between 0.32–0.38 μm. Due to the small range of prior β grain width, the α′ width did not experience a significant change. Since the grain boundary strengthening (i.e., Hall–Petch mechanism) is controlled by the α′ martensite boundaries, the effect of α′ lath width on variations in mechanical properties was not substantial.
-
4.
The EBSD-KAM analysis showed that the dislocation density was almost identical under all the \({E}_{\text{v}}\). Moreover, the Schmid factor of the three primary slip systems (i.e., basal, prismatic, and first-order pyramidal) did not exhibit a meaningful trend by changing the \({E}_{\text{v}}\). Therefore, these features also did not possess a significant role in the mechanical properties variations.
-
5.
The findings of this study shed light on the sensitivity of PBF-LB/M Ti-6242 to the defects. While a fine and hierarchical microstructure is achieved during the PBF-LB/M process, the high performance of the parts is significantly affected by the defect evolution. Therefore, the utilization of the PBF-LB/M process for the fabrication of sustainable Ti-6242 components requires special attention to defect development and processing conditions that prevent their formation.
References
ISO/ASTM 52900:2021 Additive manufacturing — General principles — Fundamentals and vocabulary, International Organization for Standardization (ISO) 2021, ASTM International 2021
DebRoy T, Wei HL, Zuback JS, Mukherjee T, Elmer JW, Milewski JO, Beese AM, Wilson-Heid A, De A, Zhang W (2018) Additive manufacturing of metallic components—process, structure and properties. Prog Mater Sci 92:112–224. https://doi.org/10.1016/j.pmatsci.2017.10.001
Peters M, Leyens C (2003) Titanium and titanium alloys: fundamentals and applications. Wiley-VCH, Weinkeim. https://doi.org/10.1002/3527602119.ch8
Zhao R, Chen C, Wang W, Cao T, Xu S, Hu T, Liao H, Wang J, Ren Z (2022) On the role of volumetric energy density in the microstructure and mechanical properties of laser powder bed fusion Ti-6Al-4V alloy. Addit Manuf 51:102605. https://doi.org/10.1016/j.addma.2022.102605
Cepeda-Jiménez CM, Potenza F, Magalini E, Luchin V, Molinari A, Pérez-Prado MT (2020) Effect of energy density on the microstructure and texture evolution of Ti-6Al-4V manufactured by laser powder bed fusion. Mater Charact 163:110238. https://doi.org/10.1016/j.matchar.2020.110238
Lu SL, Zhang ZJ, Liu R, Qu Z (2023) Tailoring hierarchical microstructures to improve the strength and plasticity of a laser powder bed fusion additively manufactured Ti-6Al-4V alloy. Addit Manuf 71:103603. https://doi.org/10.1016/j.addma.2023.103603
Buhairi MA, Foudzi FM, Jamhari FI (2023) Review on volumetric energy density: influence on morphology and mechanical properties of Ti6Al4V manufactured via laser powder bed fusion. Prog Addit Manuf 8:265–283. https://doi.org/10.1007/s40964-022-00328-0
Cao S, Zou Y, Lim CVS, Wu X (2021) Review of laser powder bed fusion (LPBF) fabricated Ti-6Al-4V: process, post-process treatment, microstructure, and property. Adv. Manuf 2:20. https://doi.org/10.37188/lam.2021.020
Eylon D, Fujishiro S, Postans PJ, Froes FH (1984) High-temperature titanium alloys—a review. JOM 36:55–62. https://doi.org/10.1007/BF03338617
Williams JC, Boyer RR (2020) Opportunities and issues in the application of titanium alloys for aerospace components. Metals 10:705. https://doi.org/10.3390/met10060705
Fan H, Wang C, Tian Y, Zhou K, Yang S (2023) Laser powder bed fusion (L-PBF) of Ti–6Al–4V/Ti–6Al–2Sn–4Zr–2Mo and Ti–6Al–4V/γ-TiAl bimetals: processability, interface and mechanical properties. Mater Sci Eng A 871:144907. https://doi.org/10.1016/j.msea.2023.144907
Fan H, Liu Y, Yang S (2020) Martensite decomposition during post-heat treatments and the aging response of near-α Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) titanium alloy processed by selective laser melting (SLM). J Micromech Molecul Physics 6:2050018. https://doi.org/10.1142/S2424913020500186
Zhu Z, Ng FL, Seet HL, Nai AML (2022) Tailoring the microstructure and mechanical property of laser powder bed fusion fabricated Ti–6Al–2Sn–4Zr–2Mo via heat treatment. J Alloys Compd 895:162648. https://doi.org/10.1016/j.jallcom.2021.162648
Fleißner-Rieger C, Pfeifer T, Jörg T, Kremmer T, Brabetz M, Clemens H, Mayer S (2021) Selective laser melting of a near-α Ti6242S alloy for high-performance automotive parts. Adv Eng Mater 23:2001194. https://doi.org/10.1002/adem.202001194
Fan H, Yang S (2020) Effects of direct aging on near-alpha Ti–6Al–2Sn–4Zr–2Mo (Ti-6242) titanium alloy fabricated by selective laser melting (SLM). Mater Sci Eng A 788:139533. https://doi.org/10.1016/j.msea.2020.139533
Fleißner-Rieger C, Tunes MA, Gammer C, Jorg T, Pfeifer T, Musi M, Mendez-Martin F, Clemens H (2022) On the existence of orthorhombic martensite in a near-α titanium base alloy used for additive manufacturing. J Alloy Compd 897:163155. https://doi.org/10.1016/j.jallcom.2021.163155
Zhu Z, Kumar P, Ng FL, Seet HL, Ramamurty U, Nai SML (2022) Heat treatment effect on the microstructure and elevated temperature tensile property of the Ti6242S alloy fabricated via laser powder bed fusion. J Alloy Compd 925:166656. https://doi.org/10.1016/j.jallcom.2022.166656
Fleißner-Rieger C, Schönmaier H, Musi M, Stadler M, Gschiel H, Turk C, Pfeifer T, Clemens H (2022) Formation and evolution of precipitates in an additively manufactured near-α titanium base alloy. Materialia 21:101366. https://doi.org/10.1016/j.mtla.2022.101366
Fleißner-Rieger C, Pfeifer T, Turk C, Clemens H (2022) Optimization of the post-process heat treatment strategy for a near-α titanium base alloy produced by laser powder bed fusion. Materials 15:1032. https://doi.org/10.3390/ma15031032
Patel S, Keshavarz M, Vlasea M, Challenges during laser powder bed fusion of a near-alpha titanium alloy-Ti-6242Si. In 2021 International Solid Freeform Fabrication Symposium. University of Texas at Austin (2021). https://doi.org/10.26153/tsw/17630
Paraschiv A, Matache G, Condruz MR, Frigioescu TF, Pambaguian L (2022) Laser powder bed fusion process parameters’ optimization for fabrication of dense IN 625. Materials 15:5777. https://doi.org/10.3390/ma15165777
Bayat M, Nadimpalli VK, Pedersen DB, Hattel JH (2021) A fundamental investigation of thermo-capillarity in laser powder bed fusion of metals and alloys. Int J Heat Mass Transf 166:120766. https://doi.org/10.1016/j.ijheatmasstransfer.2020.120766
Khairallah SA, Anderson AT, Rubenchik A, King WE (2016) Laser powder-bed fusion additive manufacturing: physics of complex melt flow and formation mechanisms of pores, spatter, and denudation zones. Acta Mater 108:36–45. https://doi.org/10.1016/j.actamat.2016.02.014
Ur Rehman A, Pitir F, Salamci MU (2021) Full-field mapping and flow quantification of melt pool dynamics in laser powder bed fusion of SS316L. Materials 14:6264. https://doi.org/10.3390/ma14216264
Shrestha S, Chou K (2022) Formation of keyhole and lack of fusion pores during the laser powder bed fusion process. Manuf Lett 32:19–23. https://doi.org/10.1016/j.mfglet.2022.01.005
Darvish K, Chen ZW, Pasang T (2016) Reducing lack of fusion during selective laser melting of CoCrMo alloy: effect of laser power on geometrical features of tracks. Mater Des 112:357–366. https://doi.org/10.1016/j.matdes.2016.09.086
Pal S, Lojen G, Kokol V, Drstvensek I (2018) Evolution of metallurgical properties of Ti–6Al–4V alloy fabricated in different energy densities in the selective laser melting technique. J Manuf Process 35:538–546. https://doi.org/10.1016/j.jmapro.2018.09.012
Han J, Yang J, Yu H, Yin J, Gao M, Wang Z, Zeng X (2017) Microstructure and mechanical property of selective laser melted Ti6Al4V dependence on laser energy density. Rapid Prototyp J 23:217–226. https://doi.org/10.1108/RPJ-12-2015-0193
Wei W, Shen J (2018) Effect of laser energy density on microstructures and mechanical properties of selective laser melted Ti–6Al–4V alloy. Int J Mater Res 109:437–442. https://doi.org/10.3139/146.111615
Lee YS, Kirka MM, Dinwiddie RB, Raghavan N, Turner J, Dehoff RR, Babu SS (2018) Role of scan strategies on thermal gradient and solidification rate in electron beam powder bed fusion. Addit Manuf 22:516–527. https://doi.org/10.1016/j.addma.2018.04.038
Zafari A, Barati MR, Xia K (2019) Controlling martensitic decomposition during selective laser melting to achieve best ductility in high strength Ti–6Al–4V. Mater Sci Eng A 744:445–455. https://doi.org/10.1016/j.msea.2018.12.047
Yang J, Yu H, Yin J, Gao M, Wang Z, Zenh X (2016) Formation and control of martensite in Ti–6Al–4V alloy produced by selective laser melting. Mater Des 108:308–318. https://doi.org/10.1016/j.matdes.2016.06.117
Leuders S, Thone M, Riemer A, Niendorf T, Troster T, Richard HA, Maier HJ (2013) On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: fatigue resistance and crack growth performance. Int J Fatigue 48:300–307. https://doi.org/10.1016/j.ijfatigue.2012.11.011
Simonelli M, Tse YY, Tuck C (2014) Effect of the build orientation on the mechanical properties and fracture modes of SLM Ti–6Al–4V. Mater Sci Eng A 616:1–11. https://doi.org/10.1016/j.msea.2014.07.086
Xu W, Lui EW, Pateras A, Qian M, Bandt M (2017) In situ tailoring microstructure in additively manufactured Ti–6Al–4V for superior mechanical performance. Acta Mater 125:390–400. https://doi.org/10.1016/j.actamat.2016.12.027
Etesami SA, Fotovvati B, Asadi E (2022) Heat treatment of Ti-6Al-4V alloy manufactured by laser-based powder-bed fusion: process, microstructures, and mechanical properties correlations. J Alloys Compd 895:162618. https://doi.org/10.1016/j.jallcom.2021.162618
Vandenbroucke B, Kruth JP (2007) Selective laser melting of biocompatible metals for rapid manufacturing of medical parts. Rapid Prototyp J 13:196–203. https://doi.org/10.1108/13552540710776142
Facchini L, Magalini E, Robotti P, Molinari A, Höges S, Wissenbach K (2010) Ductility of a Ti–6Al–4V alloy produced by selective laser melting of prealloyed powders. Rapid Prototyp J 16:450–459. https://doi.org/10.1108/13552541011083371
Zafari A, Xia K (2018) High Ductility in a fully martensitic microstructure: a paradox in a Ti alloy produced by selective laser melting. Mater Res Lett 6:627–633. https://doi.org/10.1080/21663831.2018.1525773
Xu W, Brandt M, Sun S, Elambasseril J, Liu Q, Latham K, Xia K, Qian M (2015) Additive manufacturing of strong and ductile Ti–6Al–4V by selective laser melting, via in situ martensite decomposition. Acta Mater 85:74–84. https://doi.org/10.1016/j.actamat.2014.11.028
Yan Q, Chen B, Kang N, Lin X, Lv S, Kondoh K, Li S, Li JS (2020) Comparison study on microstructure and mechanical properties of Ti–6Al–4V alloys fabricated by powder-based selective-laser melting and sintering methods. Mater Charact 164:110358. https://doi.org/10.1016/j.matchar.2020.110358
Gong H, Rafi K, Gu H, Ram GDJ, Starr T, Stucker B (2015) Influence of defects on mechanical properties of Ti–6Al–4V components produced by selective laser melting and electron beam melting. Mater Des 86:545–554. https://doi.org/10.1016/j.matdes.2015.07.147
Zhao X, Li S, Zhang M, Liu Y, Sercombe TB, Wang S, Hao Y, Yang R, Murr LE (2016) Comparison of the microstructures and mechanical properties of Ti–6Al–4V fabricated by selective laser melting and electron beam melting. Mater Des 95:21–31. https://doi.org/10.1016/j.matdes.2015.12.135
Qiu C, Adkins NJE, Attallah MM (2013) Microstructure and tensile properties of selectively laser-melted and of HIPed laser-melted Ti–6Al–4V. Mater Sci Eng A 578:230–239. https://doi.org/10.1016/j.msea.2013.04.099
Yang Y, Liu YJ, Chen J, Wang HL, Zhang ZQ, Lu YJ, Wu SQ, Lin JX (2017) Crystallographic features of α variants and β phase for Ti–6Al–4V alloy fabricated by selective laser melting. Mater Sci Eng A 707:548–558. https://doi.org/10.1016/j.msea.2017.09.068
Shi X, Yan C, Feng W, Zhang Y, Leng Z (2020) Effect of high layer thickness on surface quality and defect behavior of Ti–6Al–4V fabricated by selective laser melting. Opt Laser Technol 132:106471. https://doi.org/10.1016/j.optlastec.2020.106471
Rafi HK, Starr TL, Stucker BE (2013) A comparison of the tensile, fatigue, and fracture behavior of Ti–6Al–4V and 15–5 PH stainless steel parts made by selective laser melting. Int J Adv Manuf Technol 69:1299–1309. https://doi.org/10.1007/s00170-013-5106-7
Rafi HK, Karthik NV, Gong H, Starr TL, Stucker BE (2013) Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J Mater Eng Perfom 22:3872–3883. https://doi.org/10.1007/s11665-013-0658-0
Cao S, Chen Z, Lim CVS, Yang K, Jia Q, Jarvis T, Tomus D, Wu X (2017) Defect, microstructure, and mechanical property of alloy fabricated by high-power selective laser melting. JOM 69:2684–2692. https://doi.org/10.1007/s11837-017-2581-6
Vranken B, Thijs L, Kruth JP, Humbeeck JV (2012) Heat treatment of Ti–6Al–4V produced by selective laser melting: microstructure and mechanical properties. J Alloys Compd 541:177–185. https://doi.org/10.1016/j.jallcom.2012.07.022
ASTM International (2022) E8/E8M-22 standard test methods for tension testing of metallic materials. ASTM International, USA
F Niessen, T Nyyssönen, AA Gazder, R Hielscher (2021) Parent grain reconstruction from partially or fully transformed microstructures in MTEX. Preprint at https://doi.org/10.48550/arXiv.2104.14603
Wadell H (1935) Volume, shape, and roundness of quartz particles. J Geol 43:250–280. https://doi.org/10.1086/624298
Poudel A, Yasin MS (2022) Feature-based volumetric defect classification in metal additive manufacturing. Nat Commun 13:6369. https://doi.org/10.1038/s41467-022-34122-x
Luo Q, Yin L, Simpson TW, Beese AM (2022) Effect of processing parameters on pore structures, grain features, and mechanical properties in Ti–6Al–4V by laser powder bed fusion. Addit Manuf 56:102915. https://doi.org/10.1016/j.addma.2022.102915
Snell R, Williams ST (2020) methods for rapid pore classification in metal additive manufacturing. J Miner Met Mater 72:101–109. https://doi.org/10.1007/s11837-019-03761-9
Kasperovich G, Gussone J, Haubrich J (2016) Correlation between porosity and processing parameters in TiAl6V4 produced by selective laser melting. Mater Des 105:160–170. https://doi.org/10.1016/j.matdes.2016.05.070
Rezaeifar H, Elbestawi M (2022) Porosity formation mitigation in laser powder bed fusion process using a control approach. Opt Laser Technol. https://doi.org/10.1016/j.optlastec.2021.107611
Devore JL (2003), Probability and Statistics (sixth edition), Brooks/Cole, Cengage Learning ISBN 0–534–399933–9
Sui S, Chew Y, Hao Z, Weng F, Tan C, Du Z, Bi G (2022) Effect of cyclic heat treatment on microstructure and mechanical properties of laser aided additive manufacturing Ti–6Al–2Sn–4Zr–2Mo alloy. Adv Powder Mater 1:100002. https://doi.org/10.1016/j.apmate.2021.09.002
Zeng L, Bieler TR (2005) Effects of working, heat treatment, and aging on microstructural evolution and crystallographic texture of α, α′, α″ and β phases in Ti–6Al–4V wire. Mater Sci Eng A 392:403–414. https://doi.org/10.1016/j.msea.2004.09.072
Louw DF, Pistorius PG (2019) The effect of scan speed and hatch distance on prior beta grain size in laser powder bed fused Ti–6Al–4V. Int J Adv Manuf Technol 103:2277–2286. https://doi.org/10.1007/s00170-019-03719-w
Liu S, Shin YC (2019) Additive manufacturing of Ti6Al4V alloy: a review. Mater Des 164:107552. https://doi.org/10.1016/j.matdes.2018.107552
Hrabe N, Quinn T (2013) Effects of processing on microstructure and mechanical properties of a titanium alloy (Ti–6Al–4V) fabricated using electron beam melting (EBM), part 2: energy input, orientation, and location. Mater Sci Eng A 573:271–277. https://doi.org/10.1016/j.msea.2013.02.065
Javidrad HR, Ghanbari M, Javidrad F (2021) Effect of scanning pattern and volumetric energy density on the properties of selective laser melting Ti–6Al–4V specimens. J Mater Res Technol 12:989–998. https://doi.org/10.1016/j.jmrt.2021.03.044
Do DK, Li P (2016) The effect of laser energy input on the microstructure, physical and mechanical properties of Ti–6Al–4V alloys by selective laser melting. Virtual Phys Prototyp 11(1):41–47. https://doi.org/10.1080/17452759.2016.1142215
Kaushik HC, Korayem MH, Shaha SK, Kacher J, Hadadzadeh A (2023) Achieving strength-ductility synergy in a laser-powder bed fused near-α titanium alloy through well-crafted heat treatments. J Alloy Compd 968:171913. https://doi.org/10.1016/j.jallcom.2023.171913
Lu SL, Tang HP, Sun SML, Wang P, Wei J, Qian M (2019) Intensified texture in selective electron beam melted Ti–6Al–4V thin plates by hot isostatic pressing and its fundamental influence on tensile fracture and properties. Mater Charact 152:162–168. https://doi.org/10.1016/j.matchar.2019.04.019
Jones IP, Hutchinson WB (1981) Stress-state dependence on slip in titanium–6Al–4V and other H.C.P metals. Acta Metall. 29:951–968. https://doi.org/10.1016/0001-6160(81)90049-3
Muiruri A, Maringa M, du Preez W (2022) Statistical analysis of the distribution of the schmid factor in as-built and annealed parts produced by laser powder bed fusion. Crystals 12(5):743. https://doi.org/10.3390/cryst12050743
Banerjee D, Williams JC (2013) Perspectives on titanium science and technology. Acta Mater 61:844–879. https://doi.org/10.1016/j.actamat.2012.10.043
Unnikrishnan R, Northover SM, Jazaeri H, Bouchard PJ (2016) Investigating plastic deformation around a reheat-crack in a 316H austenitic stainless steel weldment by misorientation mapping. Procedia Strut 2:3501–3507. https://doi.org/10.1016/j.prostr.2016.06.436
Moridi A, Demir AG, Caprio L, Hart AJ, Previtali B, Colosimo BM (2019) Deformation and failure mechanisms of Ti–6Al–4V as built by selective laser melting. Mater Sci Eng A 768:138456. https://doi.org/10.1016/j.msea.2019.138456
Gorsse S, Hutchinson C, Goune M, Banerjee R (2017) Additive manufacturing of metals: a brief review of the characteristic microstructures and properties of steels, Ti–6Al–4V and high-entropy alloys. Sci Technol Adv Mater 18:585. https://doi.org/10.1080/14686996.2017.1361305
Du X, Simonelli M, Murray JW, Clare AT (2023) Facile manipulation of mechanical properties of Ti–6Al–4V through composition tailoring in laser powder bed fusion. J Alloys Compd 941:169022. https://doi.org/10.1016/j.jallcom.2023.169022
Lu QY, Nguyen NV, Hum AJW, Tran T, Wong CH (2020) Identification and evaluation of defects in selective laser melted 316L stainless steel parts via in-situ monitoring and micro computed tomography. Addit Manuf 35:101287. https://doi.org/10.1016/j.addma.2020.101287
Basak A, Das S (2016) Epitaxy and microstructure evolution in metal additive manufacturing. Annu Rev Mater Res 46:125–149. https://doi.org/10.1146/annurev-matsci-070115-031728
Zhang Q, Xie J, London T, Griffiths D, Bhamji I, Oancea V (2019) Estimates of the mechanical properties of laser powder bed fusion Ti–6Al–4V parts using finite element models. Mater Des 169:107678. https://doi.org/10.1016/j.matdes.2019.107678
Wang G, Ouyang H, Fan C, Guo Q, Li Z, Yan W (2020) The origin of high-density dislocations in additively manufactured metals. Mater Res Lett 8:283–290. https://doi.org/10.1080/21663831.2020.1751739
Lu K, Lu L, Suresh S (2009) Strengthening materials by engineering coherent internal boundaries at the nanoscale. Science 324(5925):349–352. https://doi.org/10.1126/science.1159610
Welsch G, Boyer R, Collings E (1993) materials properties handbook: titanium alloys. ASM International, USA
Yu T, Zhao J (2023) Quantifying the mechanisms of keyhole pore evolutions and the role of metal-vapor condensation in laser powder bed fusion. Addit Manuf 72:103642. https://doi.org/10.1016/j.addma.2023.103642
Bustillos J, Kim J, Moridi A (2021) Exploiting lack of fusion defects for microstructural engineering in additive manufacturing. Addit Manuf 48:102399. https://doi.org/10.1016/j.addma.2021.102399
Young ZZ, Guo Q, Paarab ND, Zhao C, Qu M, Escano L, Fezzaa K, Everhart W, Sun T, Chen L (2020) Types of spatter and their features and formation mechanisms in laser powder bed fusion additive manufacturing process. Addit Manuf 36:101438. https://doi.org/10.1016/j.addma.2020.101438
Zoller C, Adams NA, Adami S (2023) Numerical investigation of balling defects in laser-based powder bed fusion of metals with Inconel 718. Addit Manuf 73:103658. https://doi.org/10.1016/j.addma.2023.103658
du Plessis A, Yadroitsava I, Yadroitsev I (2020) Effects of defects on mechanical properties in metal additive manufacturing: a review focusing on X-ray tomography insights. Mater Des 187:108385. https://doi.org/10.1016/j.matdes.2019.108385
Joshi K, Promoppatum P, Quek SS, Raghavan S (2023) Effect of porosity distribution on the strength and strain-to-failure of laser-powder bed fusion printed Ti–6Al–4V. Addit Manuf 75:103738. https://doi.org/10.1016/j.addma.2023.103738
Ronneberg T, Davies CM, Hooper PA (2020) Revealing relationships between porosity, microstructure and mechanical properties of laser powder bed fusion 316L stainless steel through heat treatment. Mater Des 189:108481. https://doi.org/10.1016/j.matdes.2020.108481
Choo H, White L, Xiao X, Sluss C, Morin D, Garlea E (2021) Deformation and fracture behavior of a laser powder bed fusion processed stainless steel: in situ synchrotron x-ray computed microtomography study. Addit Manuf 40:101914. https://doi.org/10.1016/j.addma.2021.101914
Li Z, Hao Li J, Yin Y, Li Z, Nie X, Li D, You K, Guan W, Duan L. Cao (2022) A review of spatter in laser powder bed fusion additive manufacturing: in situ detection, generation, effects, and countermeasures. Micromachines 13:1366. https://doi.org/10.3390/mi13081366
Vilaro T, Colin C, Bartout JD (2011) As-fabricated and heat-treated microstructures of the Ti–6Al–4v alloy processed by selective laser melting. Metall Mater Trans A 42:3190–3199. https://doi.org/10.1007/s11661-011-0731-y
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Kaushik, H.C., Shakerin, S., Korayem, M.H. et al. Competing roles of microstructure and defects on the mechanical properties of laser-powder bed fused Ti-6Al-2Sn-4Zr-2Mo alloy. Prog Addit Manuf (2024). https://doi.org/10.1007/s40964-024-00728-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40964-024-00728-4