
Abstract
The determination of silicon and carbon contents by thermal analysis is based on the recording of a cooling curve of a melt whose eutectic solidification takes place in the metastable system. The temperatures of the austenite and eutectic arrests are evaluated and then related to the carbon and silicon contents by linear relationships that would be defined by the phase diagram if there were no undercoolings. However, published experimental values of austenite liquidus arrest and metastable eutectic arrest both show significant undercoolings when compared to the equilibrium metastable Fe–C–Si phase diagram. The undercooling of the austenite observed in hypo-eutectic alloys can be explained by tip undercooling during dendritic growth. On the other hand, it is pointed out that alloys with a composition close to the stable eutectic—either slightly hypo- or slightly hypereutectic—can show much higher undercoolings than expected if some stable eutectic precipitates. For such compositions, the thermal analysis could hardly be reproducible enough if the alloy does not solidify completely in the metastable system. Furthermore, the published experimental information on the temperature of the metastable eutectic is here supplemented by new results for silicon contents up to nearly 4 wt%. Both previous and new results show a similar undercooling of 5 to 15 °C compared to the calculated equilibrium metastable eutectic. Each foundry wishing to use thermal analysis for carbon and silicon evaluation must determine its own relationships for austenite liquidus and metastable eutectic to account for the specificity of its melting process and casting system. Care should be taken to avoid any graphite precipitation in the thermal cup, and testing should be performed to improve reproducibility as this defines the accuracy of the composition determination.












Similar content being viewed by others
References
A. Moore, Carbon equivalent of white cast irons, AFS Cast Metals Research J., March 15 (1972)
R.W. Heine, Liquidus and eutectic temperatures and solidification of white cast irons. AFS Trans. 85, 537 (1977)
M. Castro, M. Herrera, M.M. Cisneros, G. Lesoult, J. Lacaze, Simulation of thermal analysis applied to the description of the solidification of hypereutectic SG cast irons. Int. J. Cast Metals Research 11, 369 (1999)
A. Regordosa, U. de la Torre, J. Sertucha, J. Lacaze, Quantitative analysis of the effect of inoculation and magnesium content on compacted graphite irons – experimental approach. J. Mater. Process. Technol. 9, 11332 (2020)
P. Gustafsson, Assessment of the Fe-C phase diagram. Scand. J. Metall. 14, 259 (1985)
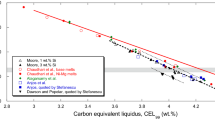
A. Alagarsamy, F.W. Jacobs, G.R. Strong, R.W. Heine, Carbon equivalent vs. austenite liquidus: what is the correct relationship for cast irons? AFS Trans. 92, 871 (1984)
Thermocalc softwares and databases, https://thermocalc.com/products/
N. Siredey, J. Lacaze, Growth conditions at the solidification front of multicomponent alloys. Scr. Metall. Mater. 29, 759 (1993)
M.D. Chaudhari, R.W. Heine, C.R. Loper, Potential Applications of cooling curves in ductile iron process control. AFS Trans. 82, 379 (1974)
M.D. Chaudhari, R.W. Heine, C.R. Loper, Principles involved in the use of cooling curves in ductile iron process control. AFS Cast Metals Res. J. 11, 52 (1975)
H. Jones, W. Kurz, Relation of interphase spacing and growth temperature to growth velocity in Fe-C and Fe-Fe3C eutectic alloys. Z. Metallkde. 72, 792 (1981)
M. Hillert, V.V. Subba Rao, Grey and white solidification of cast iron, ISI Publ. 110, The Iron and Steel Institute, 1968, pp. 204-212
W. Oldfield, J.G. Humphreys, Formation of nodular graphite in hypo-eutectic irons. BCIRA J. 10, 315 (1962)
H. Miyake, A. Okada, Nucleation and growth of primary austenite in hypoeutectic cast iron. AFS Trans. 106, 581 (1998)
W. Oldfield, The chill-reducing mechanism of silicon in cast iron. BCIRA J. 10, 17 (1962)
R.W. Heine, The Fe-C-Si solidification diagram for cast irons. AFS Trans. 94, 391 (1986)
R.W. Heine, Austenite liquidus, carbide eutectic and undercooling in process control of ductile base iron. AFS Trans. 103, 199 (1995)
T. Kanno, Y. Iwami, I. Kang, Prediction of graphite nodule count and shrinkage tendency in ductile cast iron, with 1 cup thermal analysis. Inter Metalcast 11, 94–100 (2017). https://doi.org/10.1007/s40962-016-0111-x
J. Cree, I. Grybush, M. Robles et al., Statistical comparisons of four (4) different thermal analysis sample cup types for chemistry control of ductile base iron. Inter Metalcast 15, 729–746 (2021). https://doi.org/10.1007/s40962-020-00498-z
R. Faivre, B. Vigneron, M. Degois, Influence de la teneur en carbone et en silicium sur la formation et la morphologie du graphite dans les alliages fer-carbone-silicium de type fonte, Hommes et Fonderie, Mars 1972, pp. 13-25
J. Lacaze, A. Regordosa, J. Sertucha, U. de la Torre, Quantitative analysis of solidification of compacted graphite irons – A modelling approach, ISIJ International 61, 1539 (2021)-1549
M.J. Castro-Román, J. Lacaze, A. Regordosa, J. Sertucha, R. del Campo-Castro, Revisiting thermal analysis of hypereutectic spheroidal graphite cast irons. Metall. Mater. Trans. 51A, 6373 (2020)
M. Bobadilla, J. Lacaze, G. Lesoult, Influence des conditions de solidification sur le déroulement de la solidification des aciers inoxydables austénitiques. J. Crystal Growth 89, 531 (1988)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Appendices
Appendix 1: Growth Undercooling of Austenite Dendrites
Growth of austenite in hypoeutectic cast irons is dendritic and proceeds with some undercooling due to redistribution of solutes at the dendrite tips. An approximate solution for multicomponent alloys has been derived previously and applied to ternary Fe–Ni–Cr23 and Fe–C–Si alloys,8 showing in both cases a good agreement with experimental information. In this model, the tip radius is calculated as a function of the growth rate using the marginal stability criterion, considering the tip to be a paraboloid. In the case of a slightly hypoeutectic Fe–C–Si alloy, it was found that accounting for silicon has little effect. Accordingly, the present calculations were limited to binary Fe–C alloys with the aim of comparing the tip undercooling of two alloys at 2.7 and 3.7 wt.% carbon as being representative of the extreme compositions investigated by Alagarsamy et al.6 For alloys with 2 wt.% silicon, calculations using the TCFE-8 database gave a partition coefficient for carbon of 0.42 and a liquidus slope relative to carbon of − 100 °C /wt.% that were used for calculations. With other parameters set as before,8 the calculated change in tip undercooling with growth rate is shown in Figure

Calculated tip undercooling of dendritic austenite for Fe-C alloys with 2.7 and 3.7 wt.% carbon.
13 (note that no consideration was taken of plane front and cellular growth at growth rates lower than about 1 µm/s). Based on the size of the TA cups and on the time for the TLA temperature to be reached (50 s in Figures 2 and 9), a typical growth rate of austenite from the surface to the center of the cups is 350 µm/s. For this growth rate, Figure 13 shows that austenite undercooling is of the order of 10 °C. It is also clearly seen that the tip undercooling for growth of austenite is larger for an alloy at 3.7 wt.% carbon than for an alloy with 2.7 wt.% carbon.
The above calculations demonstrate the role of carbon on the undercooling at the front of dendritic austenite. As noticed above, the effect of silicon is limited, this is because its partition coefficient is close to 1, and it has been verified that elements such as sulfur or oxygen that have small partition coefficient have also little effect because their content is low.
Appendix 2: Metastable Eutectic Temperatures in Series with Melt Hold in a Press-Pour Furnace
Several series of trials have been carried out in the same conditions as depicted in the main text: a melt prepared for casting SGI parts was held for hours in a pressurized unit so as to have a slow fading of spheroidizing elements. Every 20–25 minutes, various TA cups were cast as well as a medal for chemical analysis.
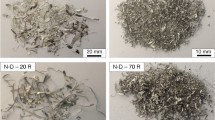
Among the available data, those related to plain cups were selected, which all were SQ cups for the data shown in this appendix while those in the main text were RD cups. The SQ and RD cups are from Heraeus Electro-Nite with SQ cups having a conical parallelepiped shape with a bottom base 35x35 mm, a upper base 37x37 mm and a height of 40 mm. The RD cups define a cylindrical volume with 34 mm in diameter and 40 mm in height.
The accuracy of the temperature measurements depends on the cups, on the one hand, and on the recording system, on the other hand. Concerning the cups, the supplier reports an accuracy of ±1.1ºC at 1000 ºC. On the other hand, the system consisting of the temperature recorder, the connecting wires and the plug-holder are calibrated before each series of experiments and checked to obtain an average accuracy of ±0.4 ºC at 1050ºC and of ±0.5 ºC at 1210 ºC. Combining the accuracy value at 1000 ºC for the cup and that at 1050 °C for the recording system, a combined value of ±1.2 ºC is obtained for the whole measuring system in the temperature range 1000–1050 °C. As the accuracy decreases with temperature, the expected accuracy of the whole measurement system was estimated to ±2.5 °C for the range between 1100 °C and 1200 °C.
Figures

Plot of Te,min (solid symbol) and recalescence (open symbols) for series 1.
14,

Plot of Te,min (solid symbol) and recalescence (open symbols) for series 2.
15,

Plot of Te,min (solid symbol) and recalescence (open symbols) for series 4.
16 show the Te,min (solid symbols) and recalescence (open symbols) values for each of these series. It has been considered that the eutectic plateau of a TA record relates to metastable solidification provided Te,min is lower than 1125 °C and recalescence is at maximum 5 °C. These critical values have been selected based on previous and present experiences. The shaded areas in Figures 14, 15, 16 have been drawn using the recalescence cut-off value and are intended to facilitate the visualization of the relevant results.
In Figures 14 and 15 is observed a certain tendency for recalescence to decrease with casting number, i.e., with time of holding of the melt. This could be indicative that some stable eutectic cells developed together with the metastable eutectic cells, in a number that decreased with holding time.4 In Figure 16, a slight trend of increasing Te,min with holding time after casting #11 can be seen that could possibly be associated with a slight loss of silicon in the melt. The range of variation in the silicon content during melt holding and of Te,min values with metastable eutectic for each series are reported in Table
1.
Appendix 3: Metastable Eutectic Temperature for Cast Iron with up to 3.9 wt.% Si
Thermal analysis is regularly performed at the TQC foundry that is associated to Azterlan. During the last decade, some TA records were intended to study solidification in the metastable eutectic. Table
2 lists the composition of the alloys that are referenced as low Si (LoSi) when the Si content is lower than 3 wt.% and high Si (HiSi) otherwise.
All the TA records of these alloys had an arrest at a temperature below 1125 °C (see previous section) related to the metastable eutectic, but some did not present a flat part but a continuously decreasing temperature. In this latter case, no Te,min value is reported in Table 2.
Rights and permissions
About this article

Cite this article
Regordosa, A., Lacaze, J., Sertucha, J. et al. Is Thermal Analysis Able to Provide Carbon and Silicon Contents of Cast Irons?. Inter Metalcast 17, 592–603 (2023). https://doi.org/10.1007/s40962-022-00799-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40962-022-00799-5