
Abstract
Duplex stainless steels (DSS) in wire and arc additive manufacturing (WAAM) have attracted significant research attention due to their mechanical properties and corrosion resistance. This study uses conventional and nanomechanical testing methods to compare the mechanical and microstructural behaviors at macroscopic and microscopic length scales. Macro hardness (HV10) testing yielded 259 and 249 in low and high heat input (HI) samples, respectively, while ferrite content averaged 52.7 and 48.5%. However, these results fail to provide conclusive insight into the potential influence of microstructural variations at the macroscopic level, likely due to the composite response of the material. To overcome this limitation, the mechanical response of the DSS samples is assessed at the grain level via high throughput nanoindentation mapping with image processing to track the location of each indent. This approach enabled differentiating the indents landing on ferrite and austenite phases as well as those landing on the interfaces. The results showed that the austenite phase had higher hardness (4.30 and 4.35 GPa) than the ferrite phase (3.89 GPa and 4.03 GPa) for high and low HI samples, respectively. The observed differences in hardness between the phases can be attributed to higher nitrogen content in the austenitic phase.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Duplex stainless steel (DSS) plays a vital role in various industries offering excellent mechanical strength and corrosion resistance. It is widely used in corrosive environments, such as petrochemical industries, mining, transport, and the energy sector [1]. DSS is reasonably resistant against pitting and chloride corrosion [2] and typically consists of two-phase microstructure at room temperature with nearly equal volume fractions of ferrite and austenite phases [3].
Solidification in welding of DSS results in the formation of ferrite dendrites. The austenite nucleates between 1300 and 800 °C at the grain boundaries (GB), followed by the formation of Widmanstätten austenite (WA) and intragranular austenite at lower temperatures. Conventional manufacturing techniques of DSS show that the formation of secondary phases deteriorate the overall ductility of the material [4]. Under certain conditions, other precipitations can form as well. These precipitates are both intergranular and intragranular and correlate well with local enrichment and saturation of elements such as Cr and N. The presence of these precipitates reduces the achievable toughness and can affect the corrosion resistance. An effective mitigation strategy against the formation of such detrimental secondary phases is to rigorously control the microstructure by adjusting the heat input during deposition.
Additive manufacturing (AM) (aka. 3D printing) enables disruptive workflows for integrated digital design and manufacturing. It has the potential to streamline supply chains [7, 8] and promotes more sustainable manufacturing models [9] based on on-demand and near-demand tailored production [10]. Direct energy deposition (DED) and, specifically, wire and arc additive manufacturing (WAAM), are exceptionally well positioned to transform the manufacturing of large-scale metallic structural components. However, WAAM process creates high residual stresses [11], high dislocation densities, segregation of elements, and anisotropic structure in the build direction due to layer-by-layer manufacturing [12]. Extending AM-produced load-bearing parts for large-scale industrial applications requires a deeper understanding of the correlation between the process-related attributes and thermal history during the build process (i.e., energy input, wire-feed rate, travel speed, interpass temperature, and deposition strategies) with the resulting microstructure and mechanical performance. Such studies will contribute towards developing a deeper understanding of the microstructure and mechanical properties to potentially tailor the performance of manufactured parts.
Considering the challenges posed by structural components in WAAM, it is essential to explore the application of DSS within the context of AM. Recent research on additive manufacturing of DSS highlights significant variation in the ratio between ferrite and austenite [13]. While higher ferrite content improves the overall mechanical strength, it has been reported to negatively affect toughness and ductility [3]. Keeping a 1:1 ratio between ferrite and austenite will help in maintaining a compromise between these characteristics. Likewise, in WAAM processing of DSS, the formation of nitrides and carbides can potentially affect the mechanical and corrosion properties.
The layer-by-layer nature of AM technologies, with multiple thermal cycles, and complex path planning strategies create unique heterogeneous structure in the printed part. Therefore, the resulting microstructures of DSS and defect formation differ from other conventional manufacturing processes, such as forging and casting [14]. AM generates multi-scale defects, similar to welding methods. Traditional methods for characterizing DSS involve metallographic examination associated with mechanical testing at macro-scale and micro-to-macrohardness testing. Given the stochastic nature of the location of the defects, a presence of indications can hinder the accuracy/effectiveness of the mechanical results [15]. At micro-level, novel atomistic simulation techniques reveal the influence of imperfections at the crystal level, possibly affecting the nanoindentation experiments [16]. Indenting at the grain level on large surface randomly involves grains-boundaries and other microstructural features possibly interacting with the measurements.
In the industrial context, manufactured parts require different wall thicknesses. However, the literature on WAAM research focused on processing conditions, and microstructure of manufactured parts is often limited to thin walls [17,18,19], characterized by mono-bead — multilayer components. Thick walls, multi-bead — multilayers involve complex path-planning and lead to complex thermal history and microstructural variations [20]. The focus of this research on thick walls allows characterization of central areas of AM DSS alloy, less influenced by the process and environmental instabilities present in a single bead, multilayers applications. However, to enable a one-to-one comparison between samples printed with different deposition parameters, it is crucial to focus on similar fusion zones, with equivalent grain morphologies. An inappropriate selection of the sample area for investigation will affect the conclusions and lead to misinterpretations. The imperative to control and comprehend properties at multiple length scales, through the use of representative manufacturing methods, is vital to fully exploit the advantages of DSS, especially when comparing it to traditional methods like casting.
Most widely used characterization techniques on additively manufactured duplex steels are the magnetic induction methods for ferrite content evaluation and macro-indentation hardness tests for studying the mechanical response. However, they fail to delineate the mechanical properties of individual phases in differently processed samples. Therefore, an investigation of the local deformation behavior of each constituent phase (ferrite and austenite) is necessary at the length-scale of individual grains [21]. Nanoindentation mapping is a robust method to evaluate the local mechanical properties of materials and correlate them with local microstructural changes at the micrometer length scale [22,23,24]. Thus, it is suitable for evaluating the nano-mechanical properties of heterogeneous microstructures with high spatial accuracy. Recent studies show its potential to assess mechanical behavior in terms of indentation modulus and hardness of other AM technologies, for example, laser powder bed fusion (L-PBF) with AISI 316L stainless steel [25, 26]. While recent research investigated nanoindentation on samples processed with laser melting deposition (LMD) [27] or selective laser melting (SLM) with extensive number of indents [28], nanoindentation mapping is yet to be implemented on an additively manufactured DSS processed with WAAM. Keeping this in view, this research provides a deeper understanding of the mechanical properties of ferrite, austenite, and their interfaces of DSS duplex stainless steels processed by WAAM at two distinct heat inputs (HI). Additionally, an overview of the mechanics at macro scale completes this study providing a macro- to micro-scale comparison.
Extending the potential of DSS material processed by WAAM to large-scale and thick load-bearing industrial applications benefits from a deeper understanding of individual entities at microscopic scale. Although previous research has reported on the macro-mechanical and micro-structural characteristics of this DSS, no systematic study on microstructural characteristics and nano-mechanical properties have been reported on WAAM-processed specimens over a wide tested area. Additionally, the application of nanoindentation mapping with large number of indents is relatively novel in this field. Using a large number of indents (~ 7000 per sample) enables extracting statistically relevant modulus and hardness of individual phases and perform correlation between the indents and the electron backscatter diffraction (EBSD) phase maps on each sample. To allow the industrial use of AM components, a complete overview of the mechanical properties, including individual phase properties, is essential.
The novelty of this paper is the focus on the individual phase properties and comparison of two extreme process parameters (low and high heat inputs) advantageously leading to nearly equal volume fractions of ferrite and austenite. A detailed microstructural characterization using optical and scanning electron microscopy (SEM) techniques is presented. A focus is suggested, at the phase-level, of the mechanical properties using high speed nanoindentation mapping with 3-µm lateral resolution. These mechanical properties will be correlated with the microstructure. Finally, instead of using clustering algorithms for analyzing the nanoindentation data, this paper reports an innovative point-to-point correlation using image processing techniques on EBSD maps to extract individual phase property statistics.
2 Methods
2.1 Material and manufacturing process
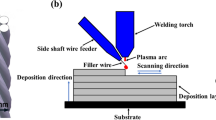
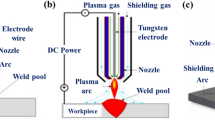
A gas metal arc welding (GMAW) machine, FRONIUS TPS 4000 using a cold metal transfer (CMT) synergic mode and mounted on a Yaskawa Motoman MH24 robot, type YR-MH24-A10, was used for the WAAM process. The WAAM process parameters — wire feed speed (WFS), current (I), voltage (V), and travel speed (TS) — are listed in Table 1. The HI values are based on the power source signal and calculated following the equation \(HI=\eta \frac{U\times I}{TS}\), as per EN 1011–1 [29]. The thermal efficiency was considered as \(\eta =0.8\) for GMAW. The samples were extracted from two printed blocks printed using two interpass temperatures (IT), 250 °C and 100 °C, which are presented as high HI and low HI, respectively. The set dimensions were 40 mm (height) × 110 mm (length) × 30 mm (thick). The deposition strategy consisted of a layer-by-layer printing using a square form strategy, similar to weaving techniques, and at a weaving angle of α = 30°, with an average contact tip-to-work distance (CTWD) of 15 mm. To preserve surface uniformity, each layer was deposited in alternating directions. This approach was employed to guarantee even and consistent distribution of the material across the surface. The selection of complex path planning in this study aligns more closely with industrial applications that often involve complex shapes and deposition strategies.
The filler material is a G22053NL (G2205) wire of 1.2-mm diameter whose chemical composition is presented in Table 2. The selected shielding gas was a mixture of argon with 5% helium, 1.8% carbon dioxide, and 1.7% nitrogen (EN ISO 14175: Z [30]). Nitrogen was added to minimize nitrogen losses during deposition. The nitrogen content in the deposited samples was measured using instrumental gas analysis (IGA) on a LECO TC500 following the requirements of the E1019-11 ASTM standard[31].
During manufacturing, K-type thermocouples were welded onto the substrate and subsequently on the side of the wall being printed to record the temperatures and to ensure compliance with the specified interpass temperatures. These measures were completed by a control of temperature on the surface of the wall using a contact thermometer.
2.2 Characterization
2.2.1 Ferrite content evaluation and mapping
A Feritscope© testing unit, based on magnetic induction method, was employed, and mounted on a 3-axes Ender-3Pro. A FGAB1.3-Fe probe was set with an approach speed “v” lower than 4 mm/s and 20 mm lift-off distance between two successive points. A spatial resolution of 1 mm was fixed to cover the complete cross-section of each sample. The results are presented as 2-dimensional color maps, and the reported values omit (i) the areas 2 mm from the edges that affect the Feritscope© sensitivity and (ii) the lower zone attributed to the diluted layer with the low carbon steel substrate. The given ferrite values, expressed as percentage, were measured directly using a calibrated probe following the EN ISO 8249 standard [33]. Putz et al. [34] have demonstrated an alternate, non-standardized conversion to ferrite number (FN) based on an empirical curve provided by the manufacturer, Helmut FISCHER. FN, as the other measurable characteristic with a Feritscope©, is a relative measure assessing the ferrite content using magnetic induction and calibration procedures.
2.2.2 Macro hardness
NEMESIS 5100G2 hardness testing unit equipped with a Vickers indenter was employed. In accordance with the EN ISO 6507–1 standard [35], the indentation parameters were set to 10 kg load (98.07 N) and 10-s dwell time. The covered area comprises indents with a spatial resolution of 1.5 mm, covering 26 mm × 24 mm and 30 mm × 31.5 mm for the low and high HI samples, respectively. This area excludes the first diluted layers on the two considered walls. Similar samples, as for Feritscope© measurements, were taken from the wall cross-sections for comparison purpose.
2.2.3 Sample preparation
To conduct the microstructural characterizations, the samples were metallographically polished to fine solution of 0.02-µm colloidal silica suspension on a Struers Tegramin automatic grinding machine. For the optical characterization, Beraha-II (H2O-HCl-K2S2O5) color etchant was applied to differentiate ferrite from austenite phases. A Leica Dmi8 optical microscope was employed. The scanning electron microscopic (SEM) analysis was carried out on as-polished samples.
Between the weld beads, the structural heterogeneity and grain size variation can influence the interpretation/comparison of the microstructural results. Therefore, at microscopic level, the area investigated with SEM (EBSD) and nanoindentation was taken from the central part of a bead, thereby avoiding interlayers.
2.2.4 Nanoindentation
Nanoindentation tests were performed using an Alemnis in situ nanoindenter (Alemnis SA, Switzerland) with a three-sided pyramidal Berkovich diamond indenter tip, inside a Zeiss LEO Scanning Electron Microscope. The tip shape calibration was performed on a fused silica sample. A total of 14,000 indents were performed on both samples, with 7000 indents on each. The indentation profile comprised displacement controlled mode indents up to a depth of ~ 350 nm [36]. In terms of loads, this corresponds to peak loads of ~ 11–14 mN. Indent spacing of 3.5 µm was used to ensure an indentation spacing/indentation depth ratio of ~ 10, as suggested by Phani and Oliver [37], to prevent overlap of the plastic zones between neighboring indents. The resulting map, comprising of 7000 indents, covers an area of 350 µm × 245 µm on each sample. The obtained load–displacement curves were analyzed using the Oliver-Pharr method [38, 39] to extract indentation hardness and modulus values. EBSD maps were taken on the nanoindentation mapped areas. Indentation parameters, such as maximum depth, indent speed and spacing were optimized before performing the large indentation grids of 70 × 100 indents.
To differentiate the hardness of austenite and ferrite phases, a point-to-point correlation approach was undertaken to determine the exact phase (or interphase) on which each indent lands. This was accomplished through image processing techniques applied to EBSD maps on indented regions. This involved identifying the indent centers from image contrast analysis on the band contrast image and superposing the indent centers on the phase maps to determine the phase (or interphase) of each indent location (refer SI). This enabled calculating the hardness and modulus statistics of each phase (austenite, ferrite) and interphase.
2.2.5 SEM analysis
A Zeiss Ultra Plus Field Emission SEM, equipped with an Oxford instrument symmetry EBSD detector, was used for secondary electron (SE), back-scattered electron (BSE), and EBSD imaging of the microstructure. Acceleration voltage of 20 kV and step size of 250 nm were used for EBSD. AZTEC software was used for data acquisition and phase analysis.
3 Results and discussions
The variation of typical process parameters, such as wire feed speed (WFS), power (P) and travel speed (TS), presented in Fig. 1 (a), determines the obtained HI per layer on the thick walls (i.e., 40 × 110 × 30 mm) and guides the complex path planning deposition with the WAAM process. This work uses two thick walls processed with low HI (i.e., 0.09 kJ/mm and 100 °C interpass temperature) and high HI (i.e., 0.23 kJ/mm and 250 °C interpass temperature). These samples were extracted from a previous, larger study investigating a wide range of parameters (interpass temperatures, wall thicknesses, heat input, and wire chemistry) through a design-of-experiments approach [40]. The two samples — low HI and high HI — represent the extreme ends, in terms of thermal impact, with the constraint of ensuring minimal defects and maintaining an acceptable level of part quality. The objective is to evaluate the microstructural and mechanical properties of these two samples. Figure 1 (b) presents macrographic and micrographic views of the two considered samples. Structural heterogeneity is visible along the printed walls, with coarser structure at the grain-growth zone below the solid/liquid interface delimited by red lines in Fig. 1 (c). Between the layers and near the fusion zone (FZ), the ferrite grains initially grow; however, due to fast cooling, a partial transformation from ferrite to austenite occurs causing a needle-type morphology for the austenite phase. Secondary austenite (γ2) precipitation is observed especially at the interface within the large ferrite grains and is commonly considered detrimental for mechanical properties. Due to several reheating cycles promoted by the path-planning and deposition of successive layers, the material exceeds the temperature range required for γ2-phase precipitation. At the microstructural length scale and focusing on the inner area of a bead, columnar ferrite grains are present in the high HI and low HI samples, with epitaxial growth along the different layers. Both samples exhibit grain boundary austenite (GB), Widmanstätten austenite (WA), and intragranular austenite (IGA), as shown in Fig. 1 (b), while in the high HI microstructure, coarser primary ferrite is observed. Conversely, fine primary ferrite grains and more generalized γ2-phase are observed in the low HI sample. The manufacturing parameters, predominantly the HI, influence the temperature gradients in the part during deposition. Hence, stronger cooling rate involved in the low HI sample leads to finer solidification structure while not significantly affecting the grain morphology. No evidence of intermetallic phases was observed in this study using BSE and EBSD imaging.

Various length scale exhibiting microstructural heterogeneity of DSS at low and high HI (a, b, and c). Comparison of macro-hardness, HV10, and ferrite content, Fe%, color maps at the component level (d)
Cross-sectional ferrite content measurements on the sidewalls, shown in Fig. 1 (d), show a slight variation in ferrite percentage, from 44 to 55.3% in the high HI sample and from 48.2 to 59% in the low HI sample, respectively. Similarly, the macro-level Vickers hardness (HV10) maps highlight similar heterogeneity, from 232 to 262 HV and 244 to 277 HV for high and low HI samples, respectively. The HV10 maps of the same cross-sections do not directly correlate with ferrite content maps, presented in Fig. 1 (d). This is most likely due to the fact that a single Vicker’s indent probes a composite mixture of austenite and ferrite phases, as the indent size is multiple times larger than the phase size present in the microstructure. In addition, hardness in inversely correlated with grain size through Hall–Petch effect. Since the microstructure comprises both fine and coarse grains, the hardness values are affected by the grain size in the indented region. Both these factors explain why macro-scale hardness measurements do not correlate with the ferrite content maps presented here. The average values for both hardness and ferrite content are 259 and 52.7% for low HI and 249 and 48.5% for high HI samples, respectively.
To conclude, the commonly used macroscale techniques like Feritscope© and Vicker’s hardness do not provide any valuable insights in such fine additively manufactured microstructures. In such cases, it is challenging to compare and draw any conclusions on the influence of microstructural variations on the mechanical properties. Hence, these results prove the necessity to investigate the mechanical response of individual phases at the microscopic length scales using techniques like nanoindentation and correlate them with the microstructural features using electron microscopy techniques like EBSD. The results from these two techniques will be discussed below. To put the two length scales in perspective, the size of a macroscale Vicker’s indent used in this study covers ~ 40% of the indentation grid of 7000 indents from nanoindentation.
The backscattered electron (BSE) and EBSD phase maps of the two samples are shown in Fig. 2 (a, b). Austenite and ferrite phases are shown in green and red colors, respectively. From phase analysis, it is evident that austenite, shown in green color, and ferrite, shown in red, have nearly equal phase fractions 1:1. Image analysis of the phase maps reveals 47.3% ferrite in the high HI sample and 51.8% ferrite in the low HI sample. The higher ferrite content in the low HI sample is due to the lower time spent at the ferrite-to-austenite transformation temperature range of 1300–800 °C by the sample during the WAAM process.

Back scattered electron micrographs (a), phase maps presenting the ferrite (red) and austenite (green) microstructure at the indented area (b) and the corresponding hardness maps at the same location (c). Highlights of the hardness (GPa) measures, for the high HI sample, in dedicated rows (d)
The grid of indents can be clearly seen in Fig. 2 (a, b). Indentation hardness maps generated from 7000 indents on both high and low HI samples are shown in Fig. 2 (c). The hardness maps are color-graded from low hardness (blue) to high hardness (red). These hardness maps show excellent correlation with the phase maps, with higher hardness values observed in regions containing austenite. Furthermore, Fig. 2 (d) shows three lines depicting variation along 50 indents along a row, which correlate well with the microstructural observations. It can be seen visually in Fig. 2 (c) that austenite hardness varies from 4.2 to 4.9 GPa in high HI and low HI samples. Similarly, from visual observation, it can be seen that ferrite hardness ranges from 3.5 to 4.2 GPa in high HI and low HI samples. The hardness maps clearly indicate that austenite is harder than ferrite phase in both the samples and this trend correlates well with observations on commercial DSS manufactured with industrial rolling process [24, 28]. The high hardness of the austenite phase is partly due to the FCC structure with low stacking fault energy, which facilitates high dislocation density due to dislocation multiplication and more uniform dislocation distribution [41]. An associated factor contributing to the high austenite hardness is connected to the nitrogen content stabilizing the austenite and allowing planar glide deformation, which strengthens austenite grains [28, 42]. In this study, the nitrogen content was measured to be 0.197 and 0.184 wt% for the high and low HI samples, respectively, using instrumental gas analysis. Moverare et al. mentioned a limit of 0.12 wt% nitrogen above which the hardness of austenite is higher than ferrite [42]. The hardness results in this study are in agreement with their observations. Hardness can also be strongly affected by various other factors such as dislocation density, partitioning of elements within the constitutive phase, steel grade, grain sizes, etc. [43, 44]. The hardness of the high heat input sample, containing coarser microstructure, is slightly lower than that of the low heat input sample, containing finer grains. So, the grain size influence on the hardness values is also observed here. Finally, yellow tinges can be seen in the hardness maps between the ferrite and austenite phases in Fig. 2 (c). The interface, which combines ferrite and austenite, shows intermediate average values for hardness. This is due to the indents landing on the phase boundaries which show a composite response affected by both the phases. Some such indents are highlighted with white circles in the high magnification EBSD scan in Fig. 3 (c).

Phase statistics displaying the identified phases and interface distribution considering the hardness (GPa) and young modulus values (a and b). Highly magnified BSE and EBSD phase map with indent discrimination between ferrite, austenite, and associated interface (c)
The mechanical properties of the austenite and ferrite phases in cast DSS steels exhibit relatively minor mechanical property variations in nanoindentation, hence, making it difficult to discern these differences using clustering algorithms on nanoindentation hardness and modulus data (refer Supplementary Information). To get around this difficulty, image processing techniques were applied to detect the center of indents on EBSD band contrast images. The positions of these indents were superimposed on phase maps to determine the phase(s) on which each indent landed. Each indent was considered to fall on a single phase, if the other phase was not present in the EBSD phase map when a square was drawn with side length equal to half the indent spacing. From a total of 7000 indents on each sample, 2043 and 1874 indents landed on ferrite and 1454 and 783 indents landed on austenite in the high and low HI samples, respectively. The remaining indents fell on the austenite-ferrite interface.
Figure 3 (b) presents the resulting nanoindentation property statistics for each phase — austenite, ferrite, and interfacial regions — for both the samples. The variation in the nanoindentation measured properties is normally distributed. A clear difference in austenite and ferrite hardness values is observed for both samples in these statistics, similar to the hardness map observations. The average hardness values for austenite are 4.30 and 4.35 GPa, and for ferrite are 3.89 and 4.03 GPa for the high and low HI samples, respectively, as presented in Fig. 3 (a). Smaller grains lead to higher hardness in each constituent phase. The average modulus values of austenite are placed at 229 and 235 GPa, while for ferrite at 211 and 219 GPa for high and low HI samples, respectively as presented in Fig. 3 (a). These results do not present any significant variation of modulus between austenite and ferrite phases in the tested samples, unlike the hardness results. This is, most likely, due to the fact that in indentation, the elastic zone extends much deeper compared to the plastic zone and that the elastic zone in this case, comprises both austenite and ferrite phases, resulting in a composite response. This makes it difficult to differentiate the phases based on nanoindentation Young’s modulus values. Typically, in nanoindentation, the elastic zone interactions affect the Young’s modulus while plastic zone interactions affect the hardness values. Another factor can also be that modulus is strongly affected by anisotropy which overshadows the phase response differences.
It is instructive to note that the hardness values obtained from Vicker’s indentation and nanoindentation diverge a lot. Using the conversion formula \(HV=\frac{2 \times F \times {~}^{136}\!\left/ \!{~}_{2}\right.}{{d}^{2}}\) yields average nanoindentation hardness of 444 HV for austenite and 411 HV for ferrite for the low HI sample. Similarly, average nanoindentation hardness for high HI sample results in 397 HV for ferrite and 438 HV for austenite. In contrast, Vicker’s indentation hardness values are in the range of 250 HV. This results in hardness increase of ~ 65% in nanoindentation when compared to Vicker’s indentation. These results can be explained by increased hardness at shallow depths < 1 µm due to indentation size effects which arise due to the formation of higher density of geometrically necessary dislocations to account for the strain gradient plasticity beneath the indenter tip [45, 46].
The hardness and Young’s modulus values of the ferrite and austenite phases of the WAAM DSS samples in this study exhibit a wide distribution. Nevertheless, when comparing the average values, there is no statistically significant difference between the two samples in terms of phase properties. This suggests that, despite the variability in individual measurements, the overall mechanical properties of the ferrite and austenite phases between the two samples remain similar and are not significantly affected by the varying processing conditions. This is a positive outcome in the context of WAAM of the studied DSS. This finding is in strong contrast to other additive manufacturing methods like SLM and LMD, which often encounter difficulties to achieve phase equilibrium in the as-built conditions. The microscale microstructural and mechanical investigations conducted in this study were crucial in drawing these conclusions. This underlines the importance of combining these techniques for future studies in WAAM. This integrated approach enables a systematic exploration of the correlations between the processing-structure–property in the field of additive manufacturing.
4 Conclusions
The present study investigated the deformation behavior from macro to microscopic length scale in wire and arc additively manufactured (WAAM) duplex stainless steel (DSS) samples processed at two distinct heat inputs (HI). The analysis of microstructural features and crystallographic regions revealed a two-phase structure of ferrite and austenite without exhibiting visible precipitation of other phases, except secondary austenite, mainly present in the low HI sample. High throughput nanoindentation mapping captured the mechanical behavior at the grain level, in terms of hardness and Young’s modulus, and this was combined with image processing techniques to discern the phase properties.
The micrographic examination of the low HI sample revealed finer primary ferrite grains and austenite structures than the high HI, with a presence of γ2-phase. No clear relationship between the macro hardness mapping results and the ferrite content mapping was found. Additionally, an average of 52.7% and 48.5% of ferrite content in low and high HI is reported, respectively. These macro-level measures justified the necessary lowering of measurement scale at micro-level with nanoindentation to distinguish the results between phases.
The correlated high-speed nanoindentation and EBSD mapping revealed a notable heterogeneity in hardness values between the ferrite and austenite phases at the micro length scale within the melt pool. Two-dimensional color maps exhibit recognizable microstructure, on both samples, with the corresponding phase-maps taken at the same location. Analysis via image processing further confirmed a trend of higher average hardness for austenite compared to the ferrite phase. The average hardness of austenite phase was 4.30 and 4.35 GPa corresponding for the high and low HI, respectively. The average hardness of ferrite phase was 3.89 and 4.03 GPa, for the high and low HI, respectively. Additionally, discriminating the two phases by image analysis revealed that most of indents landed at the grain boundaries of ferrite and austenite with intermediate values between ferrite and austenite results. The average modulus values for austenite were 229 and 235 GPa, while for ferrite they ranged from 211 to 219 GPa for high and low HI samples, respectively. Therefore, differences in young’s modulus values were found to be negligible.
The nanoindentation results provide data at the grain length scale of a wire and arc additively manufactured duplex stainless steel. The image processing technique was used to distinguish an extensive number of indents between ferrite, austenite, and their interfaces. The results show that the magnetic induction method for determining the ferrite content and the macro-Vickers hardness do not have sufficient resolution to capture the microstructural variations in these length scales. Hence, a look at the individual phase properties allows distinguishing local variation linked to process attributes obtained from the nanoindentation and EBSD. Future research on even finer microstructural features such as mechanical properties of grain boundaries and secondary austenite precipitates will shed light on the role of these features towards overall mechanical performance.
Data availability
The datasets used and/or analyzed during the current study are available from the corresponding author on reasonable request.
References
Charles J, Chemelle P (2010) The history of duplex developments, nowadays DSS properties and duplex market future trends, in: Proceedings of 8. Duplex stainless Steels conference, Beaune
Singh J, Shahi AS (2020) Metallurgical and corrosion characterization of electron beam welded duplex stainless steel joints. J Manuf Process 50:581–595. https://doi.org/10.1016/j.jmapro.2020.01.009
Zhang D, Liu A, Yin B, Wen P (2022) Additive manufacturing of duplex stainless steels - a critical review. J Manuf Process 73:496–517. https://doi.org/10.1016/j.jmapro.2021.11.036
Haghdadi N, Chen H, Chen Z et al (2022) Intergranular precipitation and chemical fluctuations in an additively manufactured 2205 duplex stainless steel. Scr Mater 219:114894. https://doi.org/10.1016/j.scriptamat.2022.114894
Flores Ituarte I, Boddeti N, Hassani V et al (2019) Design and additive manufacture of functionally graded structures based on digital materials. Addit Manuf 30:100839. https://doi.org/10.1016/j.addma.2019.100839
Boddeti N, Ding Z, Kaijima S et al (2018) Simultaneous digital design and additive manufacture of structures and materials. Sci Rep 8:1–10. https://doi.org/10.1038/s41598-018-33454-3
Khajavi SH, Partanen J, Holmström J (2014) Additive manufacturing in the spare parts supply chain. Comput Ind 65:50–63. https://doi.org/10.1016/j.compind.2013.07.008
Ashourpour M, Zanoni S (2015) Additive manufacturing impacts on operations management. In: The 23rd International conference on production research, Manila, The Philippines. Available at: https://www.researchgate.net/publication/286452772_Additive_Manufacturing_Impacts_on_Operations_Management
Paris H, Mokhtarian H, Coatanéa E et al (2016) Comparative environmental impacts of additive and subtractive manufacturing technologies. CIRP Ann 65:29–32. https://doi.org/10.1016/j.cirp.2016.04.036
Ford S, Despeisse M (2016) Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. J Clean Prod 137:1573–1587. https://doi.org/10.1016/j.jclepro.2016.04.150
Szost BA, Terzi S, Martina F et al (2016) A comparative study of additive manufacturing techniques: residual stress and microstructural analysis of CLAD and WAAM printed Ti-6Al-4V components. Mater Des 89:559–567. https://doi.org/10.1016/j.matdes.2015.09.115
Kennedy JR, Davis AE, Caballero AE et al (2021) The potential for grain refinement of wire-arc additive manufactured (WAAM) Ti-6Al-4V by ZrN and TiN inoculation. Addit Manuf 40:101928. https://doi.org/10.1016/j.addma.2021.101928
Wittig B, Zinke M, Jüttner S (2021) Influence of arc energy and filler metal composition on the microstructure in wire arc additive manufacturing of duplex stainless steels. Weld World 65:47–56. https://doi.org/10.1007/s40194-020-00995-z
de Farias Azevedo CR, Boschetti Pereira H, Wolynec S, Padilha AF (2019) An overview of the recurrent failures of duplex stainless steels. Eng Fail Anal 97:161–188. https://doi.org/10.1016/j.engfailanal.2018.12.009
Bercelli L, Moyne S, Dhondt M et al (2021) A probabilistic approach for high cycle fatigue of wire and arc additive manufactured parts taking into account process-induced pores. Addit Manuf 42:101989. https://doi.org/10.1016/j.addma.2021.101989
Chauniyal A, Dehm G, Janisch R (2021) On the role of pre-existing defects in influencing hardness in nanoscale indentations — insights from atomistic simulations. J Mech Phys Solids 154:104511. https://doi.org/10.1016/j.jmps.2021.104511
Stuzer J, Totzauer T, Wittig B et al (2019) GMAW cold wire technology for adjusting the manufactured duplex stainless steel components. Metals 9:564–583
Zhang Y, Cheng F, Wu S (2021) Improvement of pitting corrosion resistance of wire arc additive manufactured duplex stainless steel through post-manufacturing heat-treatment. Mater Charact 171:110743. https://doi.org/10.1016/j.matchar.2020.110743
Hejripour F, Binesh F, Hebel M, Aidun DK (2019) Thermal modeling and characterization of wire arc additive manufactured duplex stainless steel. J Mater Process Technol 272:58–71. https://doi.org/10.1016/j.jmatprotec.2019.05.003
Palmeira Belotti L, van Dommelen JAW, Geers MGD et al (2022) Microstructural characterisation of thick-walled wire arc additively manufactured stainless steel. J Mater Process Technol 299:117373. https://doi.org/10.1016/j.jmatprotec.2021.117373
Cui YY, Jia YF, Xuan FZ (2018) Micro-deformation evolutions of the constituent phases in duplex stainless steel during cyclic nanoindentation. Sci Rep 8:1–10. https://doi.org/10.1038/s41598-018-24589-4
Wheeler JM, Gan B, Spolenak R (2022) Combinatorial investigation of the Ni–Ta system via correlated high-speed nanoindentation and EDX mapping. Small Methods 6:2101084. https://doi.org/10.1002/smtd.202101084
Besharatloo H, Wheeler JM (2021) Influence of indentation size and spacing on statistical phase analysis via high-speed nanoindentation mapping of metal alloys. J Mater Res 36:2198–2212. https://doi.org/10.1557/s43578-021-00214-5
Besharatloo H, Carpio M, Cabrera J-M et al (2020) Novel mechanical characterization of austenite and ferrite phases within duplex stainless steel. Metals 10:1352. https://doi.org/10.3390/met10101352
Wang YM, Voisin T, McKeown JT et al (2018) Additively manufactured hierarchical stainless steels with high strength and ductility. Nat Mater 17:63–70. https://doi.org/10.1038/NMAT5021
Chen L, Richter B, Zhang X et al (2020) Modification of surface characteristics and electrochemical corrosion behavior of laser powder bed fused stainless-steel 316L after laser polishing. Addit Manuf 32:101013. https://doi.org/10.1016/j.addma.2019.101013
Liu Z, Zhang J, He B, Zou Y (2021) High-speed nanoindentation mapping of a near-alpha titanium alloy made by additive manufacturing. J Mater Res. https://doi.org/10.1557/s43578-021-00204-7
Tao P, Gong JM, Wang YF et al (2018) Characterization on stress-strain behavior of ferrite and austenite in a 2205 duplex stainless steel based on nanoindentation and finite element method. Results Phys 11:377–384. https://doi.org/10.1016/j.rinp.2018.06.023
European standards (2009) Welding - recommendations for welding of metallic materials. Part 1. General guidance for arc welding. EN 1011–1
The International Organization for Standardization (2008) Welding consumables. Gases and gas mixtures for fusion welding and allied processes. EN ISO 14175. https://www.iso.org/fr/standard/39569.html
ASTM International (2011) Standard test methods for determination of carbon, sulfur, nitrogen, and oxygen in steel, iron, nickel, and cobalt alloys by various combustion and fusion techniques. ASTM E1019–11. https://doi.org/10.1520/E1019-11
European standard (2009) Metallic products types of inspection documents. EN 10204–1. https://doi.org/10.31030/9427568
The international Organization of Standardization (2018) Welding - Determination of ferrite number (FN) in austenitic and duplex ferritic-austenitic Cr-Ni stainless steel weld metals, Definitive. European standard. EN ISO 8249. https://www.iso.org/standard/73492.html
Putz A, Althuber M, Zelić A et al (2019) Methods for the measurement of ferrite content in multipass duplex stainless steel welds. Weld World 63:1075–1086. https://doi.org/10.1007/s40194-019-00721-4
The International Organization for Standardization (2018) Metallic materials - vickers hardness test - part 1: test method. EN ISO 6507–1. https://www.iso.org/fr/standard/64065.html
Mohanty G, Wheeler JM, Raghavan R et al (2015) Elevated temperature, strain rate jump microcompression of nanocrystalline nickel. Philos Mag 95:1878–1895. https://doi.org/10.1080/14786435.2014.951709
Sudharshan Phani P, Oliver WC (2018) A critical assessment of the effect of indentation spacing on the measurement of hardness and modulus using instrumented indentation testing. Mater Des. https://doi.org/10.1016/j.matdes.2018.107563
Oliver WC, Pharr GM (1992) An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J Mater Res 7:1564–1583. https://doi.org/10.1557/JMR.1992.1564
Oliver WC, Pharr GM (2004) Measurement of hardness and elastic modulus by instrumented indentation: advances in understanding and refinements to methodology. J Mater Res 19:3–20. https://doi.org/10.1557/jmr.2004.19.1.3
Queguineur A, Asadi R, Ostolaza M et al (2023) Wire arc additive manufacturing of thin and thick walls made of duplex stainless steel. Int J Adv Manuf Technol. https://doi.org/10.1007/s00170-023-11560-5
Fargas G, Akdut N, Anglada M, Mateo A (2008) Microstructural evolution during industrial rolling of a duplex stainless steel. ISIJ Int 48:1596–1602. https://doi.org/10.2355/isijinternational.48.1596
Moverare JJ, Odén M (2002) Influence of elastic and plastic anisotropy on the flow behavior in a duplex stainless steel. Metall Mater Trans A 33:57–71. https://doi.org/10.1007/s11661-002-0005-9
Lehto P, Romanoff J, Remes H, Sarikka T (2016) Characterisation of local grain size variation of welded structural steel. Weld World 60:673–688. https://doi.org/10.1007/s40194-016-0318-8
Rupert TJ, Trenkle JC, Schuh CA (2011) Enhanced solid solution effects on the strength of nanocrystalline alloys. Acta Mater 59:1619–1631. https://doi.org/10.1016/j.actamat.2010.11.026
Nix WD, Gao H Size (1998) Indentation size effects in crystalline materials: a law for strain gradient plasticity. J Mech Phys Solids 46:0022–5096. https://doi.org/10.1016/S0022-5096(97)00086-0
Huang Y, Zhang F, Hwang K et al (2006) A model of size effects in nano-indentation. J Mech Phys Solids 54:1668–1686. https://doi.org/10.1016/j.jmps.2006.02.002
Acknowledgements
Research has been conducted with the manufacturing laboratory of Ecole Centrale Nantes, in France. This work made use of Tampere Microscopy Center facilities at Tampere University for electron microscopy characterization.
Funding
Open access funding provided by Tampere University (including Tampere University Hospital). A. Q. and I.F.I. received funding from Business Finland project TANDEM (4056/31/2021) granted under the SMART EUREKA cluster on Advance manufacturing program and Research Council of Finland Research Fellowship (346874) D2M (Multi-disciplinary Digital Design and Manufacturing). A. L. was granted funding from Otto A. Malm Foundation grant. R. C., M. S. D., and G. M. was funded by Research Council of Finland project grants PiezoDrill (340192) and HERBIE (341050).
Author information
Authors and Affiliations
Contributions
A. Q. and R. C. equally contributed to the completion of this research. The first draft of the manuscript was written by A. Q. and R. C., and all the authors commented on the previous versions of the manuscript. Material preparation, data collection, and analysis were performed by A. Q., R. C., and A. L., M. S. D. performed the image analysis of the EBSD data. A. Q., R. C., G. M., and I. F. I contributed to the study conception and design. All the authors read and approved the final manuscript. I. F. I., G. M., and J-Y. H. have supervised this study.
Corresponding author
Ethics declarations
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission I—Additive Manufacturing, Surfacing, and Thermal Cutting.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Queguineur, A., Cherukuri, R., Lambai, A. et al. Correlated high throughput nanoindentation mapping and microstructural characterization of wire and arc additively manufactured 2205 duplex stainless steel. Weld World (2024). https://doi.org/10.1007/s40194-024-01795-5
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s40194-024-01795-5