
Abstract
Magnesium (Mg) alloys have received significant attention in various fields of applications due to their low density, high specific strength, good machinability, and damping properties. In this study, Mg95-xSn5Tix (x = 0, 0.15, 0.75, 1.5 wt.%) alloys were produced through casting and hot extrusion; the effect of Ti content was investigated on microstructure and mechanical properties using microscopical analysis, x-ray diffraction, tensile, compaction, and Vickers hardness tests. The obtained results indicated that the presence of Ti leads to sensible grain refinement and a decrease in dendrite arm spacing (DAS). Ti content of 0.15 wt.% caused a fine and homogenous distribution of Mg2Sn phases. The results showed with an increase in Ti content up to 0.75 wt.%, the lotgering factor (LF) of (002) plane decreased, indicating reduced texturing. The sample with 0.75 wt.% showed the greatest ultimate tensile strength (296 ± 6 MPa), and the sample with 1.5 wt.% Ti resulted in the highest ultimate compression strength (479 ± 13 MPa).
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Growing demands for weight reduction in both structural and transportation sectors aimed to minimize fuel consumption and CO2 emissions have led to a constant interest in Magnesium (Mg) alloys, owing to their high specific strength and low density (64% of aluminum and 22% of iron density). The main applications of Mg alloy can be classified into three categories: (1) structural applications (e.g., automotive, aerospace, and industrial), (2) electronic applications (e.g., hard drive arms, cell phones, and electronic packaging) and (3) medical applications (e.g., cardiovascular stents and orthopedic devices) (Ref 1,2,3). Some major drawbacks such as low hardness, low elastic modulus, high corrosion rate, and poor formability have restricted the engineering applications of Mg alloys (Ref 4,5,6,7).
Among Mg-based alloys, the Mg-Sn system shows a high castability similar to the Mg-Al system due to a eutectic transformation at approximately 561 °C. Moreover, the high Sn solubility in α-Mg at eutectic transformation temperature (14.85 wt.%) and low solubility at room temperature (0.17 wt.%) lead to precipitation of the Mg2Sn phase improving the mechanical, creep, and wear properties of the Mg-Sn alloys. The Mg-Sn-based alloy as cast, wrought and heat resistant Mg alloy are widely investigated to improve the microstructure and mechanical properties of Mg. High melting point of Mg-Sn system second phase, Mg2Sn, which has a melting temperature close to that of Mg-RE system second phase, makes it a promising candidate to substitute the expensive Mg-RE alloys. The Mg-Sn-based alloy is a potential candidate for structural applications, for instance in automotive industry and aerospace due to the good castability together with appropriate formability which allows to apply subsequent industrial forming process such as extrusion, rolling and forging (Ref 8). Moreover, recent studies show that the Mg-Sn system containing 1-3 wt.% Sn is a potential candidate for biodegradable orthopedic implants (Ref 9, 10).
Studies have shown that solution and precipitation hardening are two key mechanisms contributing to the high strength to weight ratio of Mg alloys (Ref 11,12,13,14,15). Recent studies show that microalloying by Zn, Y, Gd, Ca, Mn, Zr, Li, Ti, etc., can lead to increased strength and hardness of the Mg-Sn alloy by improving the distribution or increasing the volume fraction of the precipitations (Ref 16,17,18,19,20,21). Liu et al. (Ref 22) reported that the elongation, hardness, ultimate tensile strength (UTS), and creep properties of Mg-xSn alloys strongly depend on Sn content; superior mechanical properties were reported to be achieved for 5 wt.% Sn, which showed simultaneous high elongation, ultimate tensile strength, hardness, and creep resistance. Another work on the Mg-Sn system showed that Zn element can enhance the mechanical properties of Mg-Sn alloy in two ways: either by a fine and homogenous distribution of Mg2Sn particles or by increasing the precipitation of Mg2Sn on a non-basal plane that enhances the ductility of the alloy (Ref 23). Wang et al. (Ref 24) investigated the effect of various doping elements on the ductility and strength of Mg-X (X denote doping elements) alloys by calculating generalized stacking-fault energy (GSFE) on different crystallographic planes through the first principle method. The importance of the topic is based on the results indicating that the Ti can lead to increased GSFE of Mg-Ti alloy in (001) planes, while the GSFE of (100) planes are decreased. Due to the negative effect of basal texture on deformability of Mg alloy, it can be expected that Ti could affect the formability of Mg by influencing the dislocation movement on basal planes and thus increasing the formability through activation of slip on other planes. The study conducted by Chen et al. (Ref 25) showed that introducing Ti in Mg-Zn-Zr-Ca alloy results in fine grain alloy with enhanced mechanical properties. It has been also shown that Ti could restrict the dendritic growth due to the high segregating power and subsequently improved the mechanical properties (Ref 26).
The main purpose of this work is to investigate the effect of Ti addition with different percentages (0, 0.15, 0.75, 1.5 wt.%) on microstructural and mechanical properties of Mg-5Sn alloy. Mg95-xSn5Tix samples were prepared by conventional crucible casting of ingots followed by hot extrusion. The obtained results indicated the significant role of Ti content in modulating the characteristics and performance of the developed light-weight alloys. Despite the recent progress, the effect of Ti content on mechanical properties of Mg-5Sn alloy is largely missing. The effect of Ti addition with different weight percentages, especially on the tensile and compression behavior, could not be found in the literature.
2 Experimental
Commercially pure Mg ingot (99.5%) and pure Sn (99.99%) purchased from Wenxi Yinguang Magnesium Industry Co., Ltd. (Yuncheng, China) and pure Ti powder with an average particle size of 45 μm purchased from Merck KGaA (Darmstadt, Germany) were used. The ingredients were melted at 790 °C in an induction furnace in a stainless steel crucible using argon flow (1 atm) to avoid melt oxidization. The melt was stirred with a motor driven agitator with stainless steel blade submerged in melt for 15 min at 780 °C to ensure homogeneity and then cast into a cylindrical stainless steel mold, with an inner diameter of 40 mm preheated to 250 °C. To ensure the desired composition of the cast alloy, 5% excessive Mg was added to compensate for the reduction of Mg during melting. The chemical composition of cast ingots was analyzed by an x-ray fluorescence (XRF) analyzer (Bruker, S8 TIGER) as reported in Table 1.
For metallographic sample preparation, the cylindrical ingots were sectioned in almost the same position for all samples. The hot extrusion process was conducted by preparing a series of cylindrical samples with 35 mm diameter and 23 mm height. Based on the second phase nature and the appropriate melting point, the solution treatment was applied before extrusion as shown in Fig. 1 and finally quenched in water.

Thermal cycle of solution heat treatment considered for Mg-5Sn-xTi (x=0.15, 0.75, 1.5 wt.%) alloys
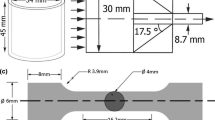
The samples were preheated at 300 °C for 15 min and were then extruded in a vertical machine with an extrusion ratio and a ram speed of 6:1 and 60 mm/min, respectively. Tensile test specimens of 30 mm in gauge length and 6 mm in diameter were used; the test was carried out using a 250 kN universal tensile test machine (Santam STM-250) with a strain rate of 6×10−4s−1 at room temperature according to ASTM E8M-04 standard (Ref 27). The compression test was conducted using cylindrical samples of 12 mm diameter and 14.4 mm height, at a strain rate of 1×10−3 s−1 . Each tensile and compression test value is the average of at least three measurements.
The chemical composition of the alloy surface was analyzed by energy-dispersive x-ray analysis (EDXA), and its morphology was examined by LEO-1455VP scanning electron microscopy (SEM). The samples were mounted on aluminum stubs, using a conductive strip, and then gold-coated prior to SEM analysis. Phase constituents of the cast and hot extruded samples were determined through x-ray diffraction (XRD) (XRD, BRUKER D8, Germany, Cu Kα radiation, λ = 0.154056 nm).
The hardness of alloys was measured using Vickers hardness tester (Buehler Co., Germany) on the polished sample perpendicular to the extrusion direction with a load of 200 gf and dwell time of 15 s. To minimize the experimental error and ensure repeatability, the test was repeated for 3 times.
3 Results and Discussion
3.1 Microstructure
Figure 2 shows the cross-sectional SEM image of as-cast Mg-5Sn-xTi (x = 0.15, 0.75, 1.5 wt.%) alloys. It is obvious that the microstructure of the as-cast samples was strongly influenced by Ti content. In all samples, α-Mg matrix, eutectic of (Mg2Sn- α-Mg), tiny Mg2Sn precipitates, and divorced Mg2Sn phases can be observed. In addition to aforesaid phases, in the sample with 0.75 and 1.5 wt.% Ti, individual and clustered Ti particles were also observed. From Fig. 2(A) and (B), it is clear that the Mg-5Sn sample contained a relatively coarse dendritic structure together with coarse nonhomogeneous Mg2Sn phases. With respect to the Mg-5Sn sample, the alloy with 0.15 wt.% Ti showed a different microstructure, in which Mg2Sn precipitate and dendritic structure became finer and Mg2Sn phase was distributed more uniformly (Fig. 2C and D).

SEM micrographs of (A, B) 0Ti (C, D) 0.15Ti (E, F) 0.75Ti (G) 1.5Ti and (H) EDS analysis of selected point
With the further increase in Ti content (Fig. 2E, F, and G), the dendrite structure became non-uniform and the distribution and size of Mg2Sn phases became coarser and nonhomogeneous. Moreover, in the case of 0.75Ti and 1.5Ti, clusters of Ti particles caused by the agglomeration of Ti particles during melting and solidification were detected.
It is worth noting that the solute atoms can act as a growth-restricting element and are a crucial factor, which improves grain refinement. Studies conducted by Easton et al. (Ref 28) showed that the powerful segregating ability of Ti causes the formation of constitutionally supercooled (CS) area in solid/liquid interface and thus limits the growth of liquid/solid interface leading to a decrease in grain size of alloy. Three factors of cooling rate, the particle size of nucleate, and segregating power of solute element can affect the grain size of cast alloy. During solidification, strong segregation ability of Ti leads to the formation of rich Ti regions in the liquid/solid interface, which results in intensive constitutional supercooling (CS) in front of the growth interface; this can act as a strong growth-restricting element and promote the formation of the nucleus, which will, in turn, lead to refinement of α-Mg grains. Moreover, Ti as a surface-active element, can hinder the diffusion of elements and cause the constitution supercooling (CS) far from liquid/solid interface.
According to the study performed by Turnbull and Vonnegut (Ref 29) who pointed out the effect of crystallography in grain refinement, the criterion for heterogeneous nucleation is that an effective nucleus should have a lattice mismatch factor of δ ≤ 0.005 − 0.015. Ti and Mg both have the same crystallography; Ti and Mg have a similar crystal structure of hexagonal close-packed (hcp) and very close value of lattice constants. Moreover, the lattice misfit between Ti and Mg (σα= 8.05% and σc=10.1%) is less than 15%. All the mentioned factors make Ti a powerful heterogeneous nucleant in molten Mg. According to the Mg-Ti binary phase diagram, the peritectic transformation of L+(αTi) = Mg occurs at 650 °C, subsequently, the α-Mg phases nuclei form on the Ti particle surfaces. When Ti content exceeds 0.75 wt.%, the α-Mg grains become coarser that is mainly originated by excessive addition of Ti. Due to the large differences in density of Ti and Mg, the Ti particle segregated during solidification, Moreover the large amount of Ti particles in the Mg-Sn melt would be clustered and increased its size, and thus the segregation and clustering of Ti particles leads to reducing the number of effective heterogeneous nucleation suites and consequently leading to coarsening of α-Mg grains.
By comparing the microstructure of samples in Fig. 2, it is clear that the microstructure of 0Ti, 0.75Ti, and 1.5Ti shows the presence of continuous thin plates of Mg2Sn phases, which were stretched through grain boundaries, whereas for the ST0.15 sample, this feature is less apparent and Mg2Sn phases distributed randomly both inside and in the grain boundary of this sample.
Figure 2(G) shows the microstructure of 1.5Ti and the high magnification of Ti particles. The surface of Ti particle undergoes transformation on which EDS analysis was conducted (Fig. 2F) to investigate the transformed area. By surveying the phase diagram of Mg-Ti and thermodynamic data (Ref 30), there is no expectation of reaction between Ti and Mg; however, in the Ti-Sn system, the formation of SnTi3 on rich Ti corner of binary phase diagram has been reported (Ref 31); comparing the EDS analysis, thermodynamic data and phase diagram, it is expected the Ti particle surface transformed to the SnTi3.
Due to the significant effect of DAS on the mechanical properties of the alloys, the intercept method was applied to evaluate the relation between DAS of Mg-5Sn-xTi (x = 0.15, 0.75, 1.5 wt.%) alloys and Ti content using Eq 1.
where n is the number of dendrite arms measured, V is the magnification (considered 400 in this work), and L is the length of the line. The calculated DAS and grain size value are summarized in Table 2. As confirmed by the results, Ti causes a significant decrease in both DAS and grain size values. The minimum DAS was found for Mg-5Sn-0.15Ti wt.%, whereas with further addition of Ti, no significant decrease in DAS was observed.
Figure 3 shows the EDS line scan analysis and mapping of Ti on the surfaces of the 0.15Ti sample. It can be clearly seen that the Ti is distributed homogenously in the Mg matrix, but the concentration of Ti slightly was higher in grain boundaries. From Fig. 3(A), it can be seen that the Mg2Sn phase was randomly distributed with higher precipitation on grain boundaries.

(A) EDS linear scan analysis (B) Mapping of Ti and (C) EDS spectrum of 0.15Ti sample
Before hot extrusion, all the cast Mg-5Sn-xTi (x = 0.15, 0.75, 1.5 wt.%) alloys were subjected to solution treatment, based on Mg-Sn binary phase diagram (Ref 32). The solution treatment temperature was set to 520 °C with peak temperature holding time of 24 h (see Fig. 1). As it can be observed in Fig. 4, Sn went in solid solution and single supersaturated Mg phase was formed in all samples, indicating that the selected temperature and the holding time of 24 hours were high enough to dissolve all Mg2Sn phase in the Mg matrix. Subsequent quenching of the sample in water prevented diffusion of Sn through Mg matrix and the solid solution of Mg-Sn remained mainly unchanged through cooling from 520 °C to room temperature. Figure 4 shows the SEM image of solutionized and extruded samples. As can be seen in all samples most of the Mg2Sn phases went into solid solution. All samples show two distinct gray and white areas, which indicate the Mg-rich and Sn-rich areas, respectively. Sn-rich areas formed during the hot extrusion process as a result of the segregation of Sn in the interdendritic area. Figure 4(D) exhibits that the Ti particles were broken into fragments and aligned along the extrusion direction. As mentioned in Fig. 4 with the solution process all the Ti particles transformed into the SnTi3 phase according to the EDS analysis (Fig. 4E).

SEM image of (a) 0.15Ti sample perpendicular to the extrusion direction (b) 0.75Ti sample perpendicular to the extrusion direction (c) 1.5Ti sample perpendicular to the extrusion direction (d) 1.5Ti along the extrusion direction (e) EDS analysis of selected area in c
By applying load, during the hot extrusion process, the Mg-5Sn matrix undergoes plastic deformation. Generally in composite materials load transfer occurs from matrix to the hard particles, and thus Ti/SnTi3 particles endure higher load in comparison with the Mg-Sn matrix. As a result of load transfer, the stress concentration exceeds the fracture strength of The Ti/SnTi3 particles and leads to particle fracture. During deformation, coarser Ti/SnTi3 particles tend to fracture more easily than smaller ones. First, a larger matrix/particle interface in coarser particles causes more load transfer from matrix to particles and thus endures higher forces. Second, interstice flows play a crucial role in the strength of the particles. The particle size can affect the size of the flaw, i.e., when the particle size increases, it is statistically more likely to contain more flaws. Thus coarse particles tend to break more easily due to the higher content of flaws compared to the smaller particles.
3.2 XRD Analysis
The XRD pattern of as-cast and extruded Mg-5Sn-xTi (x = 0.15, 0.75, 1.5 wt.%) alloys are shown in Fig. 5. XRD analysis was carried out on polished surfaces perpendicular to the extrusion direction. The XRD patterns show the peak related to the Mg and Mg2Sn phases; no peak related to the Ti or Ti containing compound was found, which should be attributed to its low volume fraction.

The XRD pattern of as-cast and extruded Mg-5Sn-xTi (X= 0, 0.15, 0.75, 1.5 wt.%) alloys
When Mg-5Sn-xTi alloys were solution-treated at 520 °C, most of the Mg2Sn phase dissolved into the α-Mg matrix; during the hot extrusion, the Mg2Sn phase precipitated (Fig 4A and C), which was confirmed by XRD results. As can be seen in Fig. 5, Mg2Sn in the sample with 1.5wt.% Ti shows a more intense peak indicating that Ti facilitates the precipitation of the Mg2Sn phase during hot extrusion. The XRD pattern of samples (Fig. 5) shows that the intensity of peak corresponding to the prism, basal \(\{0002\}\) and pyramidal \(\left\{ {10\overline{1}1} \right\}\) planes varied by Ti content after the hot extrusion process. The \((101)\) plane displayed a stronger peak intensity as the preferred orientation in extruded 0Ti and 0.15Ti samples, while the 0.75 and 1.5 Ti samples show a more intense \((100)\) plane; thus it can be concluded that Ti contributes to the preferred crystal orientation on \((100)\) plane.
Generally, the second phase or reinforcement can affect the basal texture of the Mg crystal (Ref 33), and in this work, we can conclude that by the addition of Ti to Mg-5Sn alloy during hot extrusion most of the prismatic planes were placed perpendicular to the extrusion direction. On the other hand, the intensity of basal plane was maximum in Mg-5Sn alloy and the addition of Ti led to a decrease in the intensity of the basal plane. The preferred orientation of α-Mg was found to be \((101)\) and \((100)\) planes.
The Lotgering analysis (Ref 34) was used for a semi-quantitative estimation of the degree of orientation of grain or texture volume fraction of Mg-5Sn-XTi alloy. The Lotgering factor (LF) is a comparison of the relative X-ray peak intensity of (hkl) planes with all the observed reflections in the XRD spectrum.
The textured fraction of (002), (100), and (101) planes were calculated from XRD patterns using the Lotgering method (Ref 34) according to Eq 2.
where \(P_{{({\text{hkl}})}} = \frac{{I_{{({\text{hkl)}}}} }}{{\sum {I_{{({\text{hkl}})}} } }}\) and \(P_{{0({\text{hkl}})}} = \frac{{I_{{0({\text{hkl)}}}} }}{{\sum {I_{{0({\text{hkl}})}} } }}\), with I(hkl) and I0(hkl) denoting the intensity of (hkl) peak corresponding to textured and randomly oriented sample, respectively. The LF was calculated for a 2θ scan from 30 to 80°. The calculated Lotgering factor for Mg-5Sn-XTi presented in Fig. 6 shows that with the increase in Ti content up to 0.75 wt.%, the LF decreases; this trend indicates the decrease in texture fraction of (002) plane. Further addition in Ti content led to a slight increase in (002) plane texture fraction. Recent studies showed that the basal plane in Mg plays an important role in ductility of alloys (Ref 35). The addition of alloying elements may trigger basal texture weakening and lead to an increase in the formability of the Mg alloy. Contrary to the (002) plane, the texture fraction of (100) and (101) planes increased as Ti content increased up to 0.75wt.%. Further addition of Ti led to a slight decrease in texture fraction of (100) and (101) planes. Increasing Ti content from 0.75 to 1.5 wt.% led to a decrease in LF for (002), (100), and (101) planes in comparison to the sample with 0.75wt.% Ti. A decrease in LF of all mentioned planes in the 1.5Ti sample can be related to the fracturing of Ti particles, which affect the flow of the Mg-5Sn matrix during hot extrusion as confirmed by Fig. 4D.

Dependence of Lotgering factor of Mg-5Sn alloy on Ti content
3.3 Mechanical properties
Uniaxial tensile and compression test results and the average UTS, yield strength, (YS) and elongation to failure of samples are shown in Fig. 7 and Table 2, respectively. Figure 7 clearly shows that the Ti content induced tangible change in mechanical properties of Mg-5Sn alloys. The results indicated that the addition of 0.15 wt.% Ti led to improve both UTS and elongation to failure to 287 ± 3 MPa and 5.8 ± 0.4% in comparison with the Mg-5Sn alloy with 269 ± 4 MPa and 5.6 ± 0.5%, respectively. The sample with 0.75wt.% Ti showed the maximum UTS of 296 ± 6 MPa, whereas for 1.5 Ti the lowest UTS and elongation of 263 ± 10 MPa and 3.7 ± 0.6% were obtained, respectively.

Engineering stress–strain curve of A) tensile and B) compression test of extruded Mg-5Sn-xTi (x = 0.15, 0.75, 1.5 wt.%) alloys
The lowest UTS and elongation value were attributed to the sample with 1.5wt.% Ti (1.5Ti), which may be due to the non-uniform distribution of Ti particles in the Mg-5Sn matrix; the agglomerated region of Ti particles is shown in Fig. 2(G) and 4(D). In addition, the presence of second hard particles (either Ti or SnTi3 phases) in the ductile Mg-5Sn matrix caused a decrease in elongation of samples.
It should be noted that in the case of alloy reinforced by particulate phases two factors of (1) distribution of particles in the soft matrix and (2) matrix-particle interfacial bonding condition affect the mechanical properties of the samples (Ref 36, 37).
From Fig. 7(B), it can be seen that the addition of Ti to Mg-5Sn alloy led to increases in both ultimate compressive strength (UCS) and elongation. The results show that the sample with 1.5wt.% Ti has higher UCS and compressive deformation. Meanwhile, the addition of 1.5wt.% Ti to Mg-5Sn alloy led to an increase in UCS and compressive deformation by about 99.5 and 126%, respectively, whereas the compression yield strength (CYS) decreased by about 15%.
From Table 3, the UCS for 0Ti and 0.15Ti sample was obtained to be 240 ± 6 and 374 ± 4 MPa, respectively, which means that addition of 0.15wt.% of Ti led to increased UCS of Mg-5Sn alloy by ~55.8%; this observation indicates the notable impact of solid solution and grain boundary strengthening induced by Ti on UCS of Mg-5Sn alloy. With further addition of Ti, the UCS and compressive deformation continuously increased, while the CYS slightly decreased. The enhancement of compressive strength can be due to the presence of Ti atom as solute and Ti particles as reinforcement; in fact, Ti and SnTi3 trigger strengthening mechanisms such as solid solution, grain boundary, and dislocation strengthening. The coefficient of thermal expansion (CTE) mismatch between Ti/SnTi3 and Mg-5Sn matrix can affect the strength of Mg-5Sn alloy; the CTEs of Ti and Mg are \(10.5 \times 10^{ - 6} K^{ - 1}\) and \(25 \times 10^{ - 6} K^{ - 1}\), respectively. The great difference between thermal expansion of Ti and Mg results in the generation of dislocation, which leads to an increase in the strength of Mg-5Sn alloy. Moreover, Ti particles act as a barrier to dislocation movement resulting in the strengthening of the alloy (Ref 38). On the other hand, in addition to solid solution strengthening mechanism, particle strengthening due to the presence of Ti/SnTi3 particles led to increased UCS of 0.75Ti and 1.5Ti samples by ~75.4 and ~99.5%, respectively, in comparison with 0Ti sample. As reported in Table 3, as the Ti content is increased, the compressive deformation increased continuously; the 1.5 Ti showed the highest compressive deformation of 18.6 ± 3.3%, which indicated increase of ~126.8% in comparison with 0Ti sample. Recent study conducted by Wang et al. (Ref 24) shows that the Ti can increase the generalized stacking-fault energy (GSFE) of (001) (basal plane), leading to activation of slip on lower GSFE planes, which improves the formability of Mg alloy. As discussed in XRD section, with the increase in Ti content the Lotgering factor of (002) plane decreases, indicating decrease in fraction texture of (002) plane (see Fig. 6) and increase in fraction texture of (100) and (101) planes. This observation suggests improvement of deformability for Mg-5Sn-xTi alloy.
By comparing Fig. 7(A) and (B), the major difference between tensile and compression test results is the considerably higher deformation and ultimate strength of the alloys in compression test. As the Ti content increases, the differences between ultimate strength and deformation in the compression and tensile tests increase. The higher differences related to the 1.5Ti sample for which the UCS and deformation in the compression test are about 2 and 4 times those in the tensile test, respectively. Higher UCS of Mg-5Sn-xTi can be related to the higher deformability of the alloy under compression than tension.
Table 3 shows that with an increase in Ti content, the hardness increases. The highest hardness was related to the 0.75 Ti sample. The results show that the hardness of the 1.5 Ti sample slightly decreased in comparison with the 0.75 Ti sample; this observation can be attributed to the non-uniform distribution of Ti particles together with the fracture of Ti/SnTi3 particles, which led to a decrease in mechanical properties of the alloy; moreover in sample with 1.5wt.% Ti, the extensive reaction of Ti and Mg-Sn matrix led to unclear matrix/particle interface, which deteriorated the YS and UTS.
3.4 Fractography
The fracture surface of the extruded Mg-5Sn-xTi (x = 0.15, 0.75, 1.5 wt %) alloys after tensile test is illustrated in Fig. 8. As can be observed in Fig. 8(B) and (D), the fracture surface of 0Ti and 0.15Ti samples is similar, while the 0 Ti samples represent more microporosity together with more tear ridges and microcracks initiation and propagation; on the other hand, the 0.15 Ti sample shows more ductile features with more ductile dimple and small tear ridges. The 0.75 and 1.5 Ti alloys show ductile dimple, but in comparison with the 0.15 Ti sample the dimple size is larger; they also show more porosity and a higher density of tear ridges. The lower elongation of 0.75 and 0.15 Ti samples can be attributed to their higher porosity and more brittle fracture features in comparison with the 0Ti and 0.15Ti alloys. By comparing Fig. 7 and 8, it can be seen that the results obtained from tensile and compression tests are consistent with the SEM image of fractured surfaces. 0Ti and 1.5Ti samples show higher deformation in tensile mode and more ductile features as confirmed by Fig. 8(B) and (D). The lower UTS and tensile failure strain of the 1.5Ti sample were related to the higher porosity and breakage of Ti particles during hot extrusion. It is noteworthy to mention that as Ti content increased, the mechanical properties in compression mode increased constantly, which can be attributed to the lower sensitivity of mechanical properties to porosity in compression rather than tensile mode (Ref 39).

SEM micrograph of fractured surface of (A and (B) 0Ti; (C and (D) 0.15Ti; (E and (F) 0.75Ti G and H)1.5Ti samples
4 Conclusions
Mg-5Sn-xTi alloys were prepared by conventional casting followed by hot extrusion. An in depth analysis was performed to investigate the microstructure, tensile and compression behavior, microhardness, and phase constituent in the samples as the Ti content was varied. The main conclusions are listed as follows:
-
1.
The SEM results showed the addition of Ti to the Mg-5Sn alloy considerably changed the microstructure of the alloy by promoting the formation of Mg2Sn phase and decreasing dendrite arm spacing of as-cast alloy. The samples with 0 and 0.15 wt.% Ti, showed the highest and lowest dendrite arm spacings of 34.2 ± 3.2 and 16.2 ± 2.7 µm, respectively.
-
2.
The best tensile test results (combination of ultimate tensile strength and elongation to failure) among the tested conditions were obtained for the sample with 0.15wt.% Ti, with ultimate tensile strength and elongation to failure of 287 ± 3 MPa and 5.8 ± 0.4%, respectively, whereas the sample with 0.75wt.% Ti showed the highest ultimate tensile strength of 296 ± 6 MPa. Further increase in Ti content (more than 0.15wt.%) led to reduced elongation to failure from 5.8 ± 0.4% for sample with 0.15wt.% Ti to 4.4 ± 0.5% and 3.7 ± 0.6% for samples with 0.75 and 1.5 wt.% Ti, respectively.
-
3.
As the Ti content increased, the ultimate compressive strength and compressive elongation of Mg-5Sn alloy increased. The sample with 0 wt.% Ti showed the minimum ultimate compressive strength and compressive elongation of 240 ± 6 MPa and 8.2 ± 1.1%, respectively, whereas the sample with 1.5wt.% of Ti showed the highest of 479 ± 13 and 18.6 ± 3.3 MPa, respectively.
-
4.
The addition of Ti led to weakening of (002) texture in Mg-5Sn alloy and changed the preferred orientation from (002) to (101) and (100) planes. The estimated Lotgering factor of samples indicated that with increasing the Ti content up to 0.75wt.%, the Lotgering factor of (002) plane decreased, and the addition of Ti resulted in basal texture weakening and better formability of Mg-5Sn alloy.
-
5.
The fracture surface of 0Ti and 0.15Ti showed more ductile features, whereas 0.75Ti and 1.5Ti samples showed traces of brittle failure with tear ridge and porosity.
Change history
21 July 2022
Missing Open Access funding information has been added in the Funding Note.
References
N. Sezer, Z. Evis, S.M. Kayhan, A. Tahmasebifar and M. Koç, Review of Magnesium-Based Biomaterials and Their applications, J. Magn. Alloys, 2018, 6(1), p 23–43.
M.K. Kulekci, Magnesium and its Alloys Applications in Automotive Industry, Int. J. Adv. Manuf. Technol., 2008, 39(9), p 851–865.
B. Landkof, Magnesium applications in aerospace and electronic industries, Magnesium Alloys and their Applications. Wiley, Weinheim, 2000, p 168–172
T.T.T. Trang, J.H. Zhang, J.H. Kim, A. Zargaran, J.H. Hwang, B.C. Suh and N.J. Kim, Designing a Magnesium Alloy with High Strength and High Formability, Nat. Commun., 2018, 9(1), p 2522.
L. Li, M. Zhang, Y. Li, J. Zhao, L. Qin and Y. Lai, Corrosion and Biocompatibility Improvement of Magnesium-Based alloys as Bone Implant Materials: A Review, Regenerative Biomaterials, 2017, 4(2), p 129–137.
X. Huang, Y. Chino, H. Ueda, M. Inoue, F. Kido and T. Matsumoto, Improvement of Mechanical Properties of Extruded AZX912 Magnesium Alloy Using High-Temperature Solution Treatment, J. Mater. Res., 2019, 34(21), p 3725–3734.
Y. Zeng, O. Shi, B. Jiang, G. Quan and F. Pan, Improved Formability with Theoretical Critical Shear Strength Transforming in Mg alloys with Sn Addition, J. Alloy. Compd., 2018, 764, p 555–564.
J. Tan and S. Ramakrishna, Applications of Magnesium and its Alloys: A Review, Appl. Sci., 2021, 11, p 15.
W. Zhao, J. Wang, J. Weiyang, B. Qiao, Y. Wang, Y. Li and D. Jiang, A Novel Biodegradable Mg-1Zn-0.5Sn Alloy: Mechanical Properties, Corrosion Behavior, Biocompatibility, and Antibacterial Activity, J. Magn. Alloys, 2020, 8(2), p 374–386.
Y. Chen, J. Dou, H. Yu and C. Chen, Degradable Magnesium-Based Alloys for Biomedical applications: The Role of Critical Alloying Elements, J. Biomater. Appl., 2019, 33(10), p 1348–1372.
N. El Mahallawy, R. Hammouda, M. Shoeib and A.A. Diaa, Effect of Solution Treatment on the Microstructure, Tensile Properties, and Corrosion Behavior of the Mg-5Sn-2Zn-0.1Mn Alloy, Mater. Res. Expr., 2018, 5(1), p 016511.
Z. Zhao, P. Bai, R. Guan, V. Murugadoss, H. Liu, X. Wang and Z. Guo, Microstructural evolution and Mechanical Strengthening Mechanism of Mg-3Sn-1Mn-1La Alloy After Heat Treatments, Mater. Sci. Eng. A, 2018, 734, p 200–209.
T. He, W. Chen, W. Wang, S. Du and S. Deng, Microstructure and Hydrogen Production of the Rapidly Solidified Al-Mg-Ga-In-Sn Alloy, J. Alloys Compd., 2020, 827, p 154290.
X. Qian, Y. Zeng, B. Jiang, Q. Yang, Y. Wan, G. Quan and F. Pan, Grain refinement mechanism and improved mechanical properties in Mg-Sn alloy with trace Y addition, J. Alloys Compd., 2020, 820, p 153122.
H. Pan, G. Qin, M. Xu, H. Fu, Y. Ren, F. Pan, Z. Gao, C. Zhao, Q. Yang and J. She, Enhancing Mechanical Properties of Mg-Sn alLoys by Combining Addition of Ca and Zn, Mater. Des., 2015, 83, p 736–744.
S. Zhang, X. Zhang, C. Zhao, J. Li, Y. Song, C. Xie, H. Tao, Y. Zhang, Y. He, Y. Jiang and Y. Bian, Research on an Mg-Zn alloy as a Degradable Biomaterial, Acta Biomater., 2010, 6(2), p 626–640.
X. Liu, D. Shan, Y. Song and E.-H. Han, Influence of Yttrium Element on the Corrosion Behaviors of Mg-Y Binary Magnesium Alloy, Journal of Magnesium and Alloys, 2017, 5(1), p 26–34.
Y.Y. Han, C. You, Y. Zhao, M.F. Chen and L. Wang, Effect of Mn Element Addition on the Microstructure, Mechanical Properties, and Corrosion Properties of Mg-3Zn-0.2Ca Alloy, Front. Mater., 2019, 6, p 324.
Z. Gui, Z. Kang and Y. Li, Mechanical and Corrosion Properties of Mg-Gd-Zn-Zr-Mn Biodegradable Alloy by Hot Extrusion, J. Alloy. Compd., 2016, 685, p 222–230.
Z. Yu, C. Zhang, A. Tang, C. Li, J. Liu, Z. Gao and F. Pan, Effect of Titanium on Microstructure, Texture, and Mechanical Property of As-Extruded Mg—Sn Alloy, Front. Mater., 2020, 7, p 149.
G. Ren and M.N. Collins, The Effects of Antimony Additions on Microstructures, Thermal and Mechanical Properties of Sn-8Zn-3Bi Alloys, Mater. Des., 2017, 119, p 133–140.
H. Liu, Y. Chen, Y. Tang, S. Wei and G. Niu, The Microstructure, Tensile Properties, and Creep Behavior of As-Cast Mg-(1-10)%Sn Alloys, J. Alloy. Compd., 2007, 440(1), p 122–126.
T.T. Sasaki, K. Oh-ishi, T. Ohkubo and K. Hono, Enhanced Age Hardening Response by the Addition of Zn in Mg-Sn Alloys, Scripta Mater., 2006, 55(3), p 251–254.
C. Wang, H.-Y. Zhang, H.-Y. Wang, G.-J. Liu and Q.-C. Jiang, Effects of Doping Atoms on the Generalized Stacking-Fault Energies of Mg Alloys from First-Principles Calculations, Scripta Mater., 2013, 69(6), p 445–448.
J. Chen, Y. Sun, J. Zhang, W. Cheng, X. Niu and C. Xu, Effects of Ti Addition on the Microstructure and Mechanical Properties of Mg-Zn-Zr-Ca Alloys, J. Magn. Alloys, 2015, 3(2), p 121–126.
K.T. Kashyap and T. Chandrashekar, Effects and Mechanisms of Grain Refinement in Aluminium Alloys, Bull. Mater. Sci., 2001, 24(4), p 345–353.
A. International, ASTM E8M-04, Standard Test Methods for Tension Testing of Metallic Materials [Metric] (Withdrawn 2008), 2008
M. Easton and D. StJohn, Grain Refinement of Aluminum Alloys: Part I. The Nucleant and Solute Paradigms—A Review of the Literature, Metallur. Mater. Trans. A, 1999, 30(6), p 1613–1623.
D. Turnbull and B. Vonnegut, Nucleation Catalysis, Ind. Eng. Chem., 1952, 44(6), p 1292–1298.
J.L. Murray, The Mg−Ti (Magnesium-Titanium) System, Bulletin of Alloy Phase Diagrams, 1986, 7(3), p 245–248.
C. Liu, U.E. Klotz, P.J. Uggowitzer and J.F. Löffler, Thermodynamic Assessment of the Sn-Ti System, Monatshefte für Chemie/Chem. Mon., 2005, 136(11), p 1921–1930.
R.W. Cahn, Binary Alloy Phase Diagrams-Second edition. T. B. Massalski, Editor-in-Chief; H. Okamoto, P. R. Subramanian, L. Kacprzak, Editors. ASM International, Materials Park, Ohio, USA. December 1990. xxii, 3589 pp., 3 vol., hard- back. $995.00 the set, Adv. Mater., 1991, 3(12), p 628–629.
N. Stanford, D. Atwell, A. Beer, C. Davies and M.R. Barnett, Effect of Microalloying with Rare-Earth Elements on the Texture of Extruded Magnesium-Based Alloys, Scripta Mater., 2008, 59(7), p 772–775.
F.K. Lotgering, Topotactical Reactions with Ferrimagnetic Oxides Having Hexagonal Crystal Structures—I, J. Inorg. Nucl. Chem., 1959, 9(2), p 113–123.
D. Griffiths, Explaining Texture Weakening and Improved Formability in Magnesium Rare Earth Alloys, Mater. Sci. Technol., 2015, 31(1), p 10–24.
D.M. Jarzabek, M. Chmielewski, J. Dulnik and A. Strojny-Nedza, The Influence of the Particle Size on the Adhesion Between Ceramic Particles and Metal Matrix in MMC Composites, J. Mater. Eng. Perform., 2016, 25(8), p 3139–3145.
K.K. Chawla, Composite Materials: Science and Engineering, Springer, New York, 2013.
R.J. Arsenault and N. Shi, Dislocation Generation Due to Differences Between the Coefficients of Thermal Expansion, Mater. Sci. Eng., 1986, 81, p 175–187.
A. du Plessis, I. Yadroitsava and I. Yadroitsev, Effects of Defects on Mechanical Properties in Metal Additive Manufacturing: A Review Focusing on X-ray Tomography Insights, Mater. Design, 2020, 187, p 108385.
Funding
Open access funding provided by Politecnico di Milano within the CRUI-CARE Agreement.
Author information
Authors and Affiliations
Corresponding authors
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Bovand, D., Abdollah-Pour, H., Mirzaee, O. et al. Effect of Ti Content on Microstructure and Mechanical Properties of Mg-Sn Alloys Produced by Casting and Hot Extrusion. J. of Materi Eng and Perform 31, 6835–6845 (2022). https://doi.org/10.1007/s11665-022-06727-2
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11665-022-06727-2