
Abstract
A mathematical model for industrial refining of silicon alloys has been developed for the so-called oxidative ladle refining process. It is a lumped (zero-dimensional) model, based on the mass balances of metal, slag, and gas in the ladle, developed to operate with relatively short computational times for the sake of industrial relevance. The model accounts for a semi-continuous process which includes both the tapping and post-tapping refining stages. It predicts the concentrations of Ca, Al, and trace elements, most notably the alkaline metals, alkaline earth metal, and rare earth metals. The predictive power of the model depends on the quality of the model coefficients, the kinetic coefficient, τ, and the equilibrium partition coefficient, L for a given element. A sensitivity analysis indicates that the model results are most sensitive to L. The model has been compared to industrial measurement data and found to be able to qualitatively, and to some extent quantitatively, predict the data. The model is very well suited for alkaline and alkaline earth metals which respond relatively fast to the refining process. The model is less well suited for elements such as the lanthanides and Al, which are refined more slowly. A major challenge for the prediction of the behavior of the rare earth metals is that reliable thermodynamic data for true equilibrium conditions relevant to the industrial process is not typically available in literature.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Metallurgical grade silicon (MG-Si) has a variety of applications. It is, for example, used as an alloying element in metals, a raw material in silicone, and a basis for PV-Si and electronic grade Si. MG-Si is produced by carbothermic reduction of quartz in an electric furnace, followed by an oxidative ladle refining (OLR) process. During ladle refining, oxygen is added to the metal. Oxidation of metal creates a slag phase which has the ability to capture metal impurities.[1,2,3] The slag phase is vital for achieving a specific metal purity, but on the other hand the production of slag consumes valuable metal. Being able to control the process is thus imperative to achieve a good balance between quality and yield (profit). This requires an understanding of the process which can be supported by a mathematical model. Such a mathematical model needs to be based on a proper understanding of the refining process and its governing mechanisms.
In ladle refining of Si metal, metal is tapped into the ladle from a tap hole in the lower parts of the furnace.[1] The resulting metal jet plunges into the ladle and entrains air into the metal in the ladle. The ladle is purged with oxygen and air from a bottom plug. The oxygen from the top entrainment and bottom purging reacts with Si and creates silica through the following reaction:
The reaction involves mass transfer between three phases and the transfer rate is limited by convection in the boundary layer on the metal side of the interfaces.[4] This mass transfer is relatively fast and all of the oxygen which is added to the metal can be assumed to be consumed by the metal fairly quickly. The reaction product, silica, forms the basis of the slag phase. Impurities in the metal phase will react to various degrees with silica and become additional components in the slag phase. An element, El, in the metal will react with silica according to[1]:
The transfer rate of this reaction is limited by diffusion on the slag side of the reaction interface. Since slag is much more viscous than metal, the resulting transfer rate of this reaction is significantly slower than for Reaction [I]. In Si refining, aluminum and calcium are normally the predominant impurities. Here, aluminum and calcium are considered as the major impurities, while the others are trace elements.
In order to quantitatively describe and make predictions for the ladle refining process, a mathematical model is required. A model can be based on a computational fluid dynamics (CFD) framework where flow variables and mass transfer is calculated on a computational grid. Such an approach has previously been developed for Si refining without a tapping jet.[4] One of the conclusions was that the modeling concept is too computationally demanding for any practical application of the model. This is caused by the need to capture phenomena occurring on small timescales, typically less than 0.1 seconds, whereas the refining process typically spans 1 to 2 hours. An alternative is to develop a lumped model. In a lumped model spatial variations are either neglected or accounted for in model coefficients. They are in principal zero-dimensional models. A lumped model for Si refining of Ca and Al, without tapping jet, was developed by Ashrafian et al.[5] The lumped model was shown to be fast, reliable, and industrially applicable. Both the 3D CFD model and the lumped model showed that refining rates depend on partition coefficients, diffusivities, and interfacial areas. A model thus needs to account for these thermophysical properties and process variables.
There is always a trade-off between computational speed and accuracy. The model presented in the following aims to be industrially applicable and accounts for the tapping process and the post-tapping refining. It predicts the behavior of trace elements as well as major elements. To be industrially applicable the model needs to be computationally fast and sufficiently accurate. The goal with this study is to check if a lumped model can qualitatively and quantitatively describe OLR of Si, and to assess how different elements behave with respect to refining.
In order to verify if the model is reliable, it should be compared to experimental data. The model also requires fundamental thermophysical data (e.g., material properties, partition coefficients). To some extent these data are available in the literature,[4,6] but trace elements are rarely described. The best data on trace elements are those extracted from the industrial experiments performed by Kero et al.[7] They collected industrial samples from an MG-Si production site. Samples of Si and slag were taken from eight different refining ladles exposed to standard process variables. At the time of the sampling, the temperature in the Si was in the range of 1719 K to 1950 K (1446 °C to 1677 °C). Samples from the unrefined Si were taken from the tapping jet (from the furnace, into the ladle). Samples of liquid Si were collected when the ladle had been filled by half, by three quarters, and completely. Finally, a sample of the refined Si was collected just before casting. Slag samples were taken from the top and bottom slags after the ladle had been emptied by the casting operation. Each ladle was filled up in approximately 2 hours and then cast, approximately half an hour later. The samples were all analyzed by high resolution inductively coupled plasma mass spectroscopy (ICP-MS). The solid bulk samples were crushed to a powder and all samples were dissolved in acids prior to ICP-MS analysis. The full descriptions of sampling procedure, error sources, uncertainty estimations, recovery values, and element distribution between phases have been described in detail by Naess et al.[2,3] From these samples, refining curves for a number of elements were extracted and partition coefficients were calculated.
In the industrial experiments, equilibrium was probably only reached for the elements with the highest refining rates and thus some of the reported partition coefficients do not represent equilibrium. In the following a lumped model is derived and compared to these industrial experiments.
Model Description
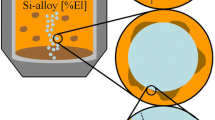
The mathematical model for ladle refining is based on mass balances of metal, slag, gas, and elements, as illustrated by Figure 1. The nitrogen in the injected gas is assumed to be inert and only contributes to the mixing of the ladle. The oxygen reacts with Si to form silica which becomes a major component in the process slag. Oxygen will also be entrained at the top by the plunging jet from the furnace tapping. If the total rate of oxygen added to the ladle is \( {\dot M_{{{\text{O}}_2}}} \) and the rate of metal tapped into the ladle is \( {\dot M_{\text{tap}}}, \) the mass balance of the ladle becomes

Oxidative ladle refining
Here M A and M S are the total mass of metal (alloy) and slag in the ladle. The metal reacts with oxygen according to Reaction [I]. This reaction is fast and governed by the stoichiometry of the reaction. Thus the slag creation rate is:
Here α S is a coefficient for the relative mass conversion from O2 to slag. If only SiO2 is created and no other elements bond with oxygen in the slag, α S is given by the ratio between the molar weights of silica and oxygen (α S = 1.875). SiO2 is typically the primary slag component in Si ladles, but not the only one. Thus this value is an approximation. The two preceding equations enable calculation of the total amount of metal and slag in the ladle. Combining the above two equations yields:
The mass balance for an element El is given by
where c El is the mass fraction of impurity El and M tap is the accumulated mass tapped into the ladle. If mixing is fast and efficient, it can be argued that the time scale for mixing is faster than the time scale for mass transfer. Under such conditions it can be assumed that the elements are uniformly distributed in the alloy and slag. The mass transfer of element El into the slag phase is then given by
where \( c_{\text{S}}^{{\text{E}}{{\text{l}}^*}} \) is the mass fraction of element El in the slag at the slag/metal interface. The mass balance for elements in the metal phase accounts for the mass tapped into the ladle and the elements transferred to the slag phase:
We introduce the partition coefficient for a given element L El, which is the ratio between the concentrations of the element in slag (S) and metal (A) at equilibrium:
Here \( c_{\text{A}}^{{\text{E}}{{\text{l}}^*}} \) is the mass fraction of element El in the metal at the slag/metal interface. Due to the high process temperatures in the range of 1723 K to 1973 K (1450 °C to 1700 °C) we assume that the concentrations at the interface are in equilibrium. Since the transfer resistance is on the slag side of the interface, we can also assume \( c_{\text{A}}^{{\text{E}}{{\text{l}}^*}} = c_{\text{A}}^{\text{El}}. \) By introducing the kinetic coefficient, τ
and combining Eqs. [4] to [7] we get the following differential equation governing the concentration of element El
where we have introduced the slag–metal ratio
The kinetic coefficient τ is a model coefficient representing how fast the element is transferred from metal to slag. It can be argued that M S/M A is a constant (at least as a first order approximation) since the total surface area of slag should correlate with the amount of slag. The mass transfer coefficient k S is however depending on the diffusivity of the element. Thus τ will vary for each element. For now we will apply a constant τ due to the reasons mentioned below. For similar processes where it cannot be assumed that mass transfer is limited by diffusion on one side of the interface, τ needs to be generalized and include an effective mass transfer coefficient accounting for conditions on both sides of the interface.[8]
Equations [2], [3], and [9] define a set of differential equations which need to be solved in order to calculate the amount of metal and slag and the concentration of impurities as a function of time. This set of equations can be solved by straightforward numerical schemes, both explicit and implicit.
Note that when running the model the oxygen rate needs to include both oxygen from the bottom and the top. The bottom injection is controlled by the operators, but the top entrainment is governed by the process itself (in particular the plunging force of the tapping jet).
Little is known about \( \dot M_{{{\text{O}}_2}}^{\text{top}}. \) Until more is known, we apply a value such that the slag balance is in accordance with process observations on the final weight of metal and slag.
If we assume that tapping rate and oxygen introduction rate are constant and tapping is still ongoing, it can be shown that (see Appendix):
where
If tapping occurs for infinitely long time, the impurity level reduces to
At this stage the level of impurities does not depend on τ. This is physically sound since τ represents the mass transfer kinetics and should only affect the transient behavior.
Sensitivity of Model Coefficients
The model described above has been programed in Matlab with a Runge–Kutta numerical solver. The Matlab model can simulate the transient behavior of the ladle refining of Si. The simulation results depend on input variables such as oxygen rate, tapping rate, and composition of metal being tapped into the ladle. The results also depend on the model coefficients, the partition coefficient L, and the kinetic coefficient τ. Strictly speaking these are parameters and not coefficients, but once a value is assigned to these parameters they become coefficients. An assessment on model sensitivity to these coefficients is crucial to understanding which coefficient requires more attention and accuracy.
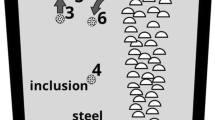
Using the input variables and conditions associated with the industrial cases studied by Kero et al.,[7] the model sensitivity to the coefficients can be assessed. The processes were run with a tapping rate of 0.9 kg/second of metal for 120 minutes. After tapping had ceased, purging of oxygen from the bottom continued until 150 minutes. The bottom gas rate of oxygen was 0.035 kg/second (15 Nm3/hour of O2/N2 mixture with 50 pct O2). The top gas rate due to entrainment is unknown. It might be obtained from CFD simulation, of which an illustration is shown in Figure 2. Here the top gas rate has been calibrated to 0.005 kg/second to match the measured total weight of slag at the end of the process. Thus the oxygen entrained at the top amounts to roughly 10 pct of the total oxygen bound in the slag.

CFD simulation of plunging tapping jet
It should be noted that the modeling concept only considers oxidized elements as part of the slag. In reality a significant amount of metal sticks to the slag and this slag/metal mixture is treated as slag by the industry. We thus need to distinguish between pure slag and industrial slag. Typically 40 to 60 pct of the industrial slag is metal. The mass balance of metal and pure slag as predicted by the model is seen in Figure 3. The change in the curves at 120 minutes is caused by the end of the metal tapping. When metal tapping stops and bottom purging continues the metal yield drops. These results indicate a slag–metal ratio of R = 0.05. We compare the model with the measured metal and slag weight at the end of the process. The slag weight has been compensated such that it represents the weight of pure slag with an assumption of 40 pct metal in the industrial slag.

Mass balance of metal and slag
Simulations with the same settings with various values for the partition coefficient L and the kinetic coefficient τ were also performed to assess the model sensitivity to these coefficients. In Figure 4 we see that the kinetic coefficient only affects the rate of the refining and not the level of contamination when equilibrium is reached. Note the dip in the refining curve after 120 minutes. This is the time at which tapping ceases. After that no more metal or impurities are added. In Figure 5 we see the effect of the partition coefficient. The partition coefficient defines the level at which the refining curves level off. A high partition coefficient gives better refining. Note that the partition coefficient also affects the rate of refining.

Effect of kinetic coefficient for L = 150

Effect of partition coefficient for τ = 180 min
Partition coefficients were extracted for a range of elements by Kero et al.[7] It should be noted that these coefficients cannot be applied in the modeling concept derived above. They are based on the measured concentration ratio of industrial slag and metal, whereas the model assumes a partition coefficient based on the concentration ratio of pure slag and metal. It is also required to distinguish between the partition coefficient of the metal element or its oxide which is its form in the slag (e.g., Ca vs CaO). This gives us four different definitions of the partition coefficient:
All of these are valid. However, which of these definitions are applied need to be specified. Kero et al.[7] applied definition (c) whereas the model presented above assumes definition (a). Due to this difference, the partition coefficient for a chosen set of elements has been recalculated based on the definition applied in the model. This calculation is based on the overall mass balance of the elements, Eq. [4], combined with the definition of the partition coefficient, Eq. [7] or more specifically Eq. [15] (a):
From this we get partition coefficients as listed in Table I for the industrial cases studied by Kero et al.[7] For some of the elements this is compared to values obtained by others (adjusted to match the definition of Eq. [15] (a)). The value is expected to depend on the composition of the slag. Such correlations only exist for Ca and Al[5] and to some extent for Mg[9] as far as we know. A consequence of this is that the partition coefficient will vary throughout the refining process as the slag composition changes. Here we apply the constant value obtained from the industrial cases and Eq. [16]. Extracting the partition coefficient from Eq. [16], or directly from its definition, assumes that the concentration measurements are obtained when equilibrium is reached. This is more likely to occur for the elements with a high partition coefficient which reaches equilibrium first.
The kinetic coefficient defined by Eq. [8] is a function of the slag mass transfer coefficient and the interfacial area between slag and metal. The parameters depend on flow characteristics, slag composition (affecting physical slag properties), and temperature. Due to the sensitivity of the mass transfer coefficient with respect to slag composition, it can be shown that the kinetic coefficient may vary between 1 and 300 minutes.[5] The correlations are complex and at this stage in the model development we apply a constant value of 180 minutes which has been calibrated against the refining measurements on calcium. Since the sensitivity study illustrated by Figures 4 and 5 indicate that results are more sensitive to the partition coefficient, we will allow a rudimentary choice of kinetic coefficient. Future model development should account for the true complexity of the kinetic coefficient.
Modeling Results
The model has been applied to the industrial cases studied by Kero et al.[7] With a kinetic coefficient of 180 minutes, we get refining curves as presented in Figure 6 for some chosen elements. We see that the model matches the experiments fairly well for the chosen elements. There are some discrepancies. This can be explained by the simplifications made in the model coefficients. With that in mind, it can be stated that the model has good premises for reproducing the reality.

Refining curves from model and experiment for (a) calcium, (b) beryllium, (c) boron, (d) lanthanum, (e) aluminum, and (f) magnesium, respectively
The results shown in Figure 6 demonstrate that the model is capable of capturing industrial observations of the ladle refining process. For elements with a very low partition coefficient there is no refining. Kero et al.[7] compared the driving force for oxidation (ΔG) for various elements to that of the liquid Si in the refining ladle. Their figure provides a theoretical prediction of which elements can be removed from the metal by OLR. The model is able to capture this, as illustrated by the results for boron (L = 0.86) shown in Figure 6(c). For the elements with a medium partition coefficient (Al, Mg, and La) the model and experiment consistently show a good refining although not as good as for calcium and beryllium which have very high partition coefficients. For calcium we see some inconsistency between model and experiments. Calcium is one of the major impurities. It affects the composition and properties of the slag. The partition coefficient will vary with these properties. Thus the partition coefficient is not constant throughout the refining process which is also confirmed by others.[5] The assumption of a constant partition coefficient may explain the inconsistency between model and experiments for calcium.
The model can be applied to compare how different elements respond to the refining process. Such a comparison can be seen in Figure 7, for three lanthanides, three alkaline, and alkaline earth metals. We see that all six elements are readily refined, but the lanthanides have a slower response to the process than the alkaline and alkaline earth metals, as previously reported by Kero et al.[7] In the model, this is governed by the partition coefficient which is lower for the lanthanides. The chosen lanthanides represent the lanthanides with the highest (Yb), the lowest (Ce), and a typical average partition coefficient (Ho) of the lanthanides.

Refining curves for selected elements of the lanthanides (black curves) and alkaline/alkaline earth metals (gray curves)
Discussion and Conclusions
The modeling results presented above demonstrate that the developed lumped model for OLR of Si is capable of reproducing the measurements obtained in an industrial experiment.
Based on this, we may conclude that the model qualitatively, and to some extent quantitatively, describes the refining process. The predictive power of the model depends on the quality of the model coefficients. The partition coefficient is in principle only known for a few of the elements, and the kinetic coefficient has been estimated by calibrating the refining curve for one element (Ca). In reality these coefficients depend on equilibrium conditions, slag composition, and more. Since slag composition will vary both with input alloy composition and throughout the refining process, the coefficients should also vary with time. Such complexity has not been included in the model, partly because the available experimental data lack the level of detail to clarify these issues. Future model development needs to account for more physics in the model coefficients. This will also require experimental work to establish thermophysical properties.
Elements which are readily refined are likely to reach equilibrium before the end of the refining cycle. Therefore, it is reasonable to assume that the industrial partition coefficients extracted from the data of Kero et al.[7] approximate equilibrium for these elements. Consequently, the model with the extracted partition coefficients is well suited to be used for the prediction of such element behavior. However, some of the elements will require a partition coefficient which varies with slag composition. Alkaline and alkaline earth metals represent elements which respond relatively fast to the refining process.
Elements which are refined at an intermediate rate are less likely to reach equilibrium before the end of the industrial refining process. The extracted partition coefficient for these elements may thus not represent equilibrium and should be used with some care. Lanthanides are used as an example for elements of such behavior. They respond more slowly than the alkaline earth metals, but they will also be transferred to the slag if exposed to the refining process for a sufficiently long time.
Acknowledgments
The work reported herein was funded by the Norwegian Research Council through the Centre for Research-Based Innovation Metal Production.
References
A. Schei, J.K. Tuset, and H. Tveit: Production of High Silicon Alloys, 1st ed., TAPIR forlag, Trondheim, 1998.
M.K. Naess, I. Kero, and G. Tranell: JOM, 2013, vol. 65, pp. 997–1006.
M.K. Naess, et al.: JOM, 2014, vol. 66, pp. 2343–54.
J.E. Olsen, et al.: 6th International Conference on CFD in Oil and Gas, Metallurgical and Process Industries, SINTEF, Trondheim, 2008.
A. Ashrafian, et al.: 6th International Conference on CFD in Oil and Gas, Metallurgical and Process Industries, SINTEF, Trondheim, 2008.
S.H. Ahn, L.K. Jakobsson, and G. Tranell: Metall. Mater. Trans. B, 2016, DOI: 10.1007/s11663-016-0829-0.
I. Kero, et al.: Metall. Mater. Trans. B, 2015, vol. 46, pp. 1186–94.
A.T. Engh: Principles of Metal Refining, 1st ed., Oxford University Press, Inc., New York, 1992.
L.K. Jakobsson, and M. Tangstad: Metall. Mater. Trans. B, 2015, vol. 46, pp. 595–605.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 29, 2016.
Appendix
Appendix
By assuming that tapping rate, oxygen rate, and content of impurities in the alloy is constant with time Eq. [9] becomes
where
We introduce
and
Then Eq. [13] reduces to
The solution to the differential equation, Eq. [AI], when the ladle is assumed to be empty at the starting point (F t = 0 = 0) is
With a constant tapping and oxygen rate we have
Combining Eqs. [AIII], [AVI], and [AVII] we get
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Olsen, J.E., Kero, I.T., Engh, T.A. et al. Model of Silicon Refining During Tapping: Removal of Ca, Al, and Other Selected Element Groups. Metall Mater Trans B 48, 870–877 (2017). https://doi.org/10.1007/s11663-016-0888-2
Received:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-016-0888-2