
Abstract
In the production of metallurgical grade silicon (MG-Si), fugitive emissions are a serious concern due to the health risks associated with the fumes formed in different parts of the production. The fumes are also a potential environmental hazard. Yet, the chemical composition of the fumes from most process steps in the silicon plant, such as oxidative refining ladle, remains unknown. This in turn constitutes a problem with respect to the correct assessment of the environmental impact and working conditions. A comprehensive industrial measurement campaign was performed at the Elkem Salten MG-Si production plant in Norway. Samples of the ingoing and outgoing mass flows were analyzed by high-resolution inductively coupled plasma mass spectrometry, with respect to 62 elements. In every step of the sampling and sample treatment processes, possible sources of error have been identified and quantified, including process variation, mass measurement accuracy, and contamination risk. Total measurement errors for all elements in all phases are established. The method is applied to estimate the order of magnitude of the elemental emissions via the fumes from the tapping and refining processes, with respect to production mass and year. The elements with higher concentrations in the fume than slag and refined silicon include Ag, Bi, Cd, Cu, In, K, Mg, Na, Pb, Rb, Se, Sn, Tl, and Zn: all being present in the ppm range. This work constitutes new and vital information to enable the correct assessment of the environmental impact and working conditions at an MG-Si plant.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
One of the main environmental challenges facing the metallurgical industry is fugitive emissions of gas and dust. In the production of metallurgical grade silicon (MG-Si), fugitive emissions are a serious concern. The industry is subjected to extensive regulations with regard to these emissions—both in terms of outdoor and indoor environment—and in particular emissions containing toxic compounds, heavy metals, or greenhouse gases.1,2 Furthermore, the health risks associated with the dust and fumes from the smelting and foundry industries in general, and the silicon and ferro-silicon industry in particular, are well documented.3–7 The adverse health effects caused by long-term exposure and inhalation of fume are numerous and the workers are at risk of developing respiratory problems, including chronic obstructive pulmonary disease (COPD).8–12 For that reason, the use of dust masks is mandatory in exposed areas in most silicon plants in Norway.
Today’s environmental authority reporting from the ferroalloys industry is based primarily on overall tapped material compositions and standard calculations of the distribution of major elements among products, solid waste, and fugitive emissions, in addition to ad-hoc industrial measuring campaigns. For most major elements, the reporting accuracy for a plant would be in the order of thousands of kilograms, whereas for some toxic elements like mercury, cadmium, etc., accuracies in the range of kilograms are expected. Stricter emission regulations are to be expected in the future, and hence, it will become important to have a full understanding of where elements entering the metallurgical plant—including those in very low concentration in the tapped material charge—will end up. It will also be of crucial importance to understand to which accuracy it is possible to measure and analyze trace elements in different phases, and the errors and uncertainties involved in both sampling and analysis of emissions, products, and wastes. To date, no one has described the limits for how accurately emissions can be estimated for reporting purposes.
In the past, the fumes in several metallurgical processes have been studied, but often with less attention to the chemical composition and reactivity of the particles than to the particle sizes and distributions.1,13,14 The fuming mechanisms in silicon production have been studied15,16 and some problems of the fugitive emissions have been documented with respect to the plant and local community.17
The elemental distributions in silicon and ferrosilicon production have been studied previously with respect to the electric furnace operation.18,19 Although the furnace is an important source of fumes from a silicon plant, the fugitive emissions are not exclusively originating from the furnace. Fumes are produced in virtually every production step and 40%–80% of the fugitive emissions of fume originate from the process steps where molten silicon is in contact with air.13,20,21 The refining process is an important step in the chain of silicon production operations and the analysis of the element distribution in the oxidative ladle refining process will be published separately.22 The method in itself is of general interest as it may be adapted and implemented for other process steps, as demonstrated by Myrhaug and co-workers18,19 for the electric arc furnace process.
The composition of exhaust gases from the silicon industry has been subject to several investigations as the volatile compounds need to be trapped in different kinds of ventilation and filter systems, and many of these gases are potentially harmful to people and nature.23–26 However, the chemical composition of the condensed particulate matter (CPM) and the variations of the CPM’s originating from various process steps in the silicon plant remains unknown. This in turn constitutes a problem with respect to the correct assessment of environmental impact and working conditions, not only for the industry itself but also for the regulatory authorities.
This article describes the possibilities and limitations for making accurate estimations of element concentrations in the different material flows of the refining ladle and to estimate the total measurement error for each element. The aim of this article is twofold: (I) to establish a new method for evaluating the accuracy of the elemental analysis of all phases in the refining ladle and (II) to apply said method for estimation of fugitive emissions of main and trace elements (e.g., heavy metals) from an MG-Si plant.
Methods
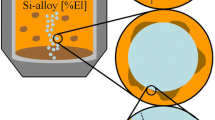
A comprehensive industrial measurement campaign was performed at the Elkem Salten MG-Si plant in Norway. The main focus was to study the elemental distribution between the different phases in the refining ladle; thus, samples from all ingoing and outgoing matter in the ladle were collected. Eight different ladles were investigated, and the amount of fume was measured with a LaserDust MP from Norwegian Electro Optics27 (Lørenskog, Norway) installed in the off-gas channel. The LaserDust measures the transmission of a laser beam, and the reduction in the signal will correspond to the amount of fume in the measuring path. Samples of silicon, slag, and fume were taken from eight refining ladles with standard purge gas mixture and flow rate conditions. At the time of the sampling, the temperature in the Si was in the range of 1446°C–1677°C. Samples from the tapped Si were taken from the tapping jet. A sample of the fully refined Si was collected just before casting. Slag samples were gathered from the bottom of the ladle, from the side (freeze lining), and from the top layer. Fume samples were collected with a “cold finger” (a water-cooled copper tube) placed in the exhaust gas channel during tapping. The ladle and sampling locations are shown schematically in Fig. 1.

Schematic of the ladle with the sampling of the ingoing and outgoing phases indicated
In the sampling and sample treatment processes, the possible sources of error in each step have been identified. An overview is provided in Fig. 2 and Table I. For each element considered, all of these sources of error and uncertainties are given either a measured or calculated/estimated value.

The major error sources and uncertainties associated with each step of the experimental method
Finally, a combined measurement error for each element is estimated using Eq. 1:28
where \( X_{\varphi }^{\text{El}} \) is the total/combined measurement error for element El in phase φ, and a, b,….e are the calculated measurement errors in each step of the sampling process and samples preparation, as indicated in Table I. These errors may be specific for elements and are then marked with a superscript El, or they are the same for all elements (e.g., error in mass estimation).
Recovery calculations for each element have been carried out according to:
where %R i is the recovery in %, m i,out and m i,in are the total masses of element i flowing out of and into the ladle, respectively. Outgoing mass flow is the sum of the produced Si, the slag, and the fume. Ingoing mass flow is the sum of the tapped Si, the cooling material, and the flux material.
Some potential sources of contamination are not taken into account in this paper; these are for example the use of steel lances and bullets for opening the tapping hole of the furnace, and fractioning of the ladle lining upon slag removal. They are estimated to have comparatively small influences on the overall element concentration and distribution.
In the following sections, the measurement errors in each step in the sampling and sample treatment processes are described.
Sampling Procedure
The tapped silicon was sampled directly as tapped from the furnace. The samples of tapped silicon may not be entirely representative for the whole bulk of tapped silicon due to inhomogeneous silicon in the furnace. As the tapped silicon sample is collected by a small crucible on a stick and cast in a holder, there will be little or no contamination in the sampling process. The measurement error due to process variation is however taken into account through the standard deviation between the eight sampled ladles for all elements (error type a).
Due to the vigorous stirring produced by the refining gas introduced from the bottom of the ladle, the refined silicon sample is relatively homogenous, which enables representative samples. Also here, the process variation is taken into account for all elements by calculating the standard deviation between the eight samples. The slag consists of the top slag, the bottom slag, and the freeze lining, each of which are inhomogeneous phases that pose practical sampling problems in terms of the samples being representative for the bulk phase. Most slag tapped from the furnace is expected to end up in the bottom slag. Therefore, the slag samples may not be entirely representative for all the elements analyzed. In the estimation of the combined error for elements in the slag, the standard deviation between the slag samples in each ladle is taken into account (error type b), in addition to the process variation (error type a).
The fume samples were collected with a “cold finger” (water cooled Cu tube) in the ventilation hood above the ladle. The fumes discussed in this study are therefore only the condensed components of the fume. Some volatile compounds (for example, H2S, NOx, COx, SO2, O2, and H2) are known to occur in the off-gas24,26 but were not collected by the “cold finger,” which may affect the recovery of certain elements. The “cold finger” was placed in the ventilation hood for approximately 30 min during tapping, while the whole tapping and refining process lasts for approximately 2 h–2.5 h for each ladle. The fume samples collected were considered representative for all the fume produced during the tapping. The degree of contamination of the fume samples during sampling is likely to be within standard deviation for all elements except copper (Cu). The “cold finger” used to collect the fume was made from copper, and there was a distinct contamination of copper in all the fume samples. As the true copper concentration in the fume thereby remains unknown, a recovery value of 100% was given to all fume samples.
Mass Estimation
The estimation of the mass of the ingoing and outgoing phases is represented by error type c in Eq. 1, and it is the same for all elements. The mass flux of fume was measured with the LaserDust MP for three ladles and, based on these measurements, was estimated for the remaining five ladles. The standard deviation in the fume measurements was approximately 50% due to variations in the amount of fume during the tapping process. This high value for the error in the mass estimation of fume is assumed to include the error due to estimation of fume amount for the five ladles where the fume was not measured.
The amount of tapped silicon is measured by weighing the ladle before and after tapping. The amount of refined silicon produced in a ladle is measured by weighing the ladle before and after casting. The accuracy of the scale is ±10 kg, which corresponds to an average error of 0.14% for the tapped silicon and 0.17% for the refined silicon. The amount of slag is correspondingly measured by weighing the ladle before tapping and after casting. The calculated mass measurement error for slag is 5.4%.
Sample Preparation
A total of 105 samples was collected. The solid bulk samples were crushed to a powder in a steel mill for 30 s. This steel mill is known to contaminate samples with Fe, Cr, W, Co, Mn, Ni, B, and V (experimentally determined amounts).29 Where these contaminations were considered large enough (more than half of the RSD for said elements in each sample), they were included in the calculations of combined error as the elemental specific error type d.
For the high-resolution (HR)-ICP-MS analysis, 25 mg–35 mg of each sample was used. The silicon samples were dissolved in 0.5 mL concentrated HF and 1.5 mL concentrated HNO3, and then they were digested at room temperature. The fume, slag, and flux samples were dissolved in 0.5 mL concentrated HF, 0.5 mL concentrated HNO3, and 0.5 mL concentrated H2SO4, and then digested in an UltraClave from Milestone (Sorisole, Italy). The load pressure was 50 bar and the samples were heated to 250°C and held for 20 min. This treatment of the slag-, flux-, and fume samples was performed due to earlier difficulties dissolving them at ambient temperature and pressure. Three blank samples were run at the same time as the samples to subtract the contamination from dissolving process and/or the chemicals used. After digestion all samples were diluted to 250 mL and run through the HR-ICP-MS.
Element Analysis by HR-ICP-MS
The instrument used was an ELEMENT 2 from Thermo Scientific (Waltham, MA, USA). This instrument will have an instrumental detection limit (IDL) for each element, determined by the blanks and by the concentration of the element. Thus, e.g., silicon had a very high IDL due to its high concentration in the samples. Elements readily found in nature like K, Na, Ca, and Mg will also have high IDLs due to standard instrumental settings. In the cases where the concentration of an element was below its respective IDL (or had a negative concentration due to high blank concentration), half the IDL was set to represent the concentration in that sample. As an error margin of IDL/2 is generally acceptable, this approach is widely used.19
When the samples are analyzed in the HR-ICP-MS, each sample is run three times; thus, an RSD from the ICP-MS analysis itself is obtained. The RSD is usually low, and an element analysis with an RSD <5% is considered good/reliable. An RSD above 10% is considered not very reliable. This is usually the case when elements are present in concentrations close to or below the IDL. The average RSD for all elements in all phases are included in the combined error estimation as error type e.
Estimation of Combined Error
When all measurement errors and calculated errors caused by variations in process and composition were identified, a combined error was calculated using Eq. 1. Consider, for example, the combined error of the lead (Pb) concentration in the fume.
The calculated standard deviation between the eight different fume samples is for Pb, \( a_{\text{Fume}}^{\text{Pb}} \) = 76%. The fume samples were assumed to be representative for the whole bulk of fume produced during tapping; thus, \( b_{\text{Fume}} \) = 0% is used. The mass measurement of the fume has an uncertainty of \( c_{\text{Fume}} \) = 50%. No Pb contamination is suspected; thus, \( d_{\text{Fume}}^{\text{Pb}} \) = 0% is used. The average RSD for Pb in the fume \( e_{\text{Fume}}^{\text{Pb}} \) was 1.8%. The combined error for Pb in the fume (\( X_{\text{Fume}}^{\text{Pb}} \)) is then 91%. If a concentration of 10 ppm Pb in the fume is assumed (this is a typical value), then the standard deviation is 9.1 ppmw. These estimates may be used to calculate a mass range of 0.008 g–0.17 g Pb in the fume per tonne produced silicon. The annual “loss” of Pb to fume will, for an annual production volume of 75,000 tonnes silicon, be 0.59 kg–12 kg per year.
This method is used to calculate the combined errors for all elements in all phases, and the amount of each element in the fume per tonne silicon produced and per year has been estimated. Some errors will become seemingly high, like the 91% in the case of lead; however, the order of magnitude will be reliable. These values may be used to estimate the amount of each element that may escape from the plant as fugitive emissions, and they indicate how accurately the emission of each element can be estimated and reported with the current method. In some cases, it is evident that new and more suitable methods may need developing for environmental reporting purposes.
Results and Discussion
Measurements Accuracy and Uncertainty
The numerical IDL and combined errors for each element in all major phases in the refining ladle are found in Table II. Recovery ranges were calculated for all elements (Eq. 2), based on the calculated concentration intervals. The concentration intervals of elements in the fume phase can be found in Table III in the Appendix. One hundred percent recovery was within the range for all elements, which confirms the applicability of the method. The total errors for each phase have been calculated assuming an increased risk of contamination of Cu in the fume. Increased risks of contamination from the mill (B, Cr, W, Mn, Fe, Co, and Ni) have been included for the tapped Si, the refined Si, and the slag.
The ICP-MS results for some of the elements (Se, Cd, In, Ir, Pt, Bi, S, Ag, Hg, Na, K, Cs, Tl, and Rb), are not considered reliable. These elements were either present in concentrations below the instrumental detection limit or the relative standard deviation of the resulting values was larger than 10%. In fact, many elements in this category were affected by both of these errors. One set of elements (Se, Cd, In, Bi, Tl, Na, Rb, Ag, and K) has high instrumental/analytical errors in the silicon (and some also the slag) samples, but the fume concentrations were reliable and accepted.
Note that the RSD values are included in Eq. 1 and will therefore influence the combined error values. The IDL values do not influence the combined errors but may be used to assess whether the ICP-MS is a reliable tool for evaluation of any particular element. The IDL is low or very low for most elements in silicon, with some exceptions: Na, K, and S have high IDLs. As these elements are present in relatively large amounts but most often have concentrations below their IDL, the interpretation of these numbers is inconclusive. As, in addition, the RSD for S is higher than 10%, any results regarding sulfur are deemed unreliable. Other elements with relatively high IDLs are Ca, P, and B, but because they are present in concentrations higher than the IDL in all phases, their evaluation is not affected in this case.
The major source of variation was found to be the process variation (standard deviation between the ladles). Another important source of uncertainty is the inhomogeneity of the phases sampled, most notably the slag. The inhomogeneity for all slag types is large, which makes sampling difficult in terms of obtaining representative samples. Representative values can therefore be obtained by increasing the number of samples. The combined error values for the fume are generally higher than for the other phases, and this is associated with the difficulties of proper assessment of the fume mass.
Elements that have a large deviation between the ladles are prone to vary greatly with the process. Elements that are more constant with respect to process must be evaluated with greater attention to analytical errors. The tapped silicon is inhomogeneous in the furnace and the composition may vary with tapping time. The furnace operation is close to a slag-free process; however, due to impurities in the quartz and carbonaceous materials, some slag is formed and tapped with the silicon. The amount of slag varies greatly; some tapped material had a considerable amount of slag phase, whereas others had virtually none. This process variation, caused by slag accumulation in the furnace, is difficult to quantify, and the operation of the furnace lies outside the scope of this article. However, as the furnace slag enters the ladle, it is incorporated in the much larger mass of ladle slag; therefore, this phenomenon is included in the error estimations of the ladle slag values. While the composition of the side and bottom slags are quite similar, the top slag is different. The top slag has a much higher concentration of silicon than the other slag types, which affects the slag average concentration.
Emissions Estimation
Figures 3 and 4 show the mass of each element lost to the fume, based on annual production and silicon tonnage, respectively. The values are also included in Table III in the Appendix. Because the order of magnitude varies greatly between the elements, a logarithmic y-scale is used. Please note that no negative or zero values can be displayed on a logarithmic scale, and therefore, some elements seem to have no lower error bounds.

The annual loss of elements to the fume. Note the logarithmic scale of the y-axis

Loss of elements to the fume per tonne refined silicon. Note the logarithmic scale of the y-axis
Some of the heavy metals constitute particular risks if released to the environment. As can be seen from Figs. 3 and 4 (and Table III in the Appendix), the fume is rich in some of the most problematic heavy metals, such as Pb, Cu, Cr, Ni, and V. Other elements of special interest are the highly toxic beryllium and arsenic.30,31 Both As and Be have relatively high concentrations in fume. Consequently, fume collection and elimination of fugitive emissions are crucial to protect public health and to reduce the environmental impact of the plant.
Based on the error estimations and the fuming rates displayed in Figs. 3 and 4 (and Table III in the Appendix), the fugitive emissions for every element can be calculated. To estimate correctly the amount of fume which may escape a silicon plant is complex and clearly outside the scope of this article. However, if we assume that 15% of the fume from the tapping and refining process is released to the environment, the results in Figs. 3 and 4 (and Table III in the Appendix) can be used to calculate the annual emissions for every element via the fume. For example, the annual emission of Pb would then be <1.9 kg.
Conclusions
The total errors of the concentrations and distributions of 62 elements in the OLR process for Si have been estimated. The elemental mass loss to the fume was estimated with respect to production mass and year, and a concentration range for all elements in the fume is given. Fume collection and mass estimation were significant error sources in these calculations. Other important error sources are the process variation and the inhomogeneity of the slag. Different slag types also have different chemical composition, which complicates the slag average interpretation. A thorough understanding of the entire furnace and ladle processes is crucial to optimize the sampling procedure with respect to obtaining representative samples.
The instrumental detection limit and the relative standard deviation of the ICP-MS analysis may be used to assess how appropriate the analysis method is for individual elements in each phase and to evaluate the accuracy of each measurement. Certain results are not reliable; this mainly concerns elements present in very low concentrations in the samples (such as Pt, Ir, Au, Bi, Hg, etc.). In some cases, however, most notably if Na, K, and S are of vital importance, other analysis methods should be considered.
This work is the first in its kind to publish a method for estimation of the error sources and uncertainties associated with the assessment of the elemental distributions in the mass flows into and out of the refining ladle. The method can be used to assess the annual emissions of trace elements for reporting purposes. A special emphasis was put on the fume concentrations, and both major and trace elements are evaluated. As the fumes from tapping and refining are the main source for fugitive emissions from a silicon plant, this work may be used to improve emission estimates and to assess the credibility of previously reported emissions.
References
A. Boullemant, J. Air Waste Manag. Assoc. 61, 311 (2011).
M. Bartosova, A. Pribulova, and P. Gengel (Paper presented at the 8th International Conference SGEM, Albena, Bulgaria, 2008), pp. 121–128.
Å. Hobbesland, H. Kjuus, and D.S. Thelle, Scand. J. Work Environ. Health 23, 342 (2012).
J.H. Vincent and C.F. Clement, Phil. Trans. Math. Phys. Eng. Sci. 358, 2673 (2000).
H.L. Johnsen, V. Søyseth, and S.M. Hetland, Int. Arch. Occup. Environ. Health 81, 451 (2008).
C.M. Bennett, P. Simpson, J. Raven, B. Skoric, J. Powell, R. Wolfe, E.H. Walters, and M.J. Abramson, J. Toxicol. Environ. Health 70, 1613 (2007).
H.A. Roman, K.D. Walker, T.L. Walsh, L. Conner, H.M. Richmond, B.J. Hubbell, and P.L. Kinney, Environ. Sci. Technol. 42, 2268 (2008).
D. Lison, C. Lardot, F. Huaux, G. Zanetti, and B. Fubini, Arch. Toxicol. 71, 725 (1997).
H. Yuan, F. Gao, Z. Zhang, L. Miao, R. Yu, H. Zhao, and M. Lan, J. Health Sci. 56, 632 (2010).
N. Englert, Toxicol. Lett. 149, 235 (2004).
A.D. Kappos, P. Bruckmann, T. Eikmann, N. Englert, U. Heinrich, P. Höppe, E. Koch, G.H.M. Krause, W.G. Kreyling, K. Rauchfuss, P. Rombout, V. Schulz-Klemp, T.R. Wolf, and H.-E. Wichmann, Int. J. Hyg. Environ. Health 207, 399 (2004).
G. Oberdörster, Int. Arch. Occup. Environ. Health 74, 1 (2000).
S. Gunst, S. Weinbruch, M. Wentzel, H.M. Ortner, A. Skogstad, S. Hetland, and Y. Thomassen, J. Environ. Monit. 2, 65 (2000).
E. Dingsøyr, M. Dåstøl, and W.C. Wedberg (Paper presented at the 5th European Symposium on Particle Characterization, Nurnberg, Germany, 1992).
M.K. Næss, G. Tranell, J.E. Olsen, N.E. Kamfjord, and K. Tang, Oxid. Met. 78, 239 (2012).
J.E. Olsen, N. Mari, and G. Tranell (Paper presented at the 8th International Conference on CFD in Oil and Gas—Metallurgical and Process Industries, SINTEF/NTNU, Trondheim, Norway, 2011).
I. Nestaas and E.G. Hunnes, De Norske Veritas (DNV) & Molab AS: Mo i Rana, Norway, Official Government Report, 2009.
E.H. Myrhaug and H. Tveit (Paper presented at the 58th Electric Furnace Conference, Orlando, FL, 2000).
M. Garcia and E.H. Myrhaug, Elkem Silicon, Elkem Report (Oslo, Norway: Elkem AS, 2007).
H.F. Midtdal and N.E. Kamfjord, Sintef Materialer og Kjemi, Project Report (Trondheim, Norway: SINTEF, 2010).
N.E. Kamfjord, Mass and Energy Balances of the Silicon Process—Improved Emission Standards (Trondheim) (Norway: Department of Materials Science and Engineering, Norwegian University of Science and Technology, 2012).
M.K. Næss, I. Kero, G. Tranell, K. Tang, and H. Tveit, Norwegian University of Science and Technology, to be published, 2013.
E. Nygjelten, Sintef Materialer og Kjemi, Project Report (Trondheim, Norway: SINTEF, 2008).
S.T. Johansen, H. Tveit, S. Grådahl, A. Valderhaug, and J.Å. Byberg, Infacon 8 (Beijing, China: China Science and Technology Press, 1998), pp. 59–63.
N.E. Kamfjord, H. Tveit, and I. Solheim, 3rd International Symposia on High-Temperature Metallurgical Processing (Orlando, FL: Wiley & TMS, 2012).
N.E. Kamfjord, H. Tveit, M.K. Næss, and E.H. Myrhaug, 3rd International Symposia on High-Temperature Metallurgical Processing (Orlando, FL: Wiley & TMS, 2012).
Lørenskog, “NEO Monitors Available,” www.neomonitors.biz/solutions/products/dust-insitu/laserdust/.
C.D. Ghilani, Adjustment Computations—Spatial Data Analysis, 5th ed. (Hoboken: Wiley, 2010).
S.X. Buhle, Process Metallurgy and Electrolysis, course TMT 5500, Student Report (Trondheim, Norway: Norwegian University of Science and Technology, 2010).
S. Chou, C. Harper, L. Ingerman, F. Llados, J. Colman, L. Chappell, M. Osier, M. Odin, and G. Sage, Public Health Service Report (Atlanta, GA: Agency for Toxic Substances and Disease Registry, 2007).
C. Smith, L. Ingerman, and R. Amata, Public Health Service Report (Atlanta, GA: Agency for Toxic Substances and Disease Registry, 2002).
Acknowledgements
The financing of this work was provided by the Norwegian Research Council and The Norwegian Ferroalloy Producers Research Association (FFF) through the FUME project (Fugitive Emissions of Materials and Energy). The authors would like to express appreciation to SINTEF for contributing to this work, and to Elkem for allowing the measurements at their plant in Salten. We are especially grateful to Vegar Andersen and Halvard Tveit for their assistance. The authors would also like to thank Norsk Elektro Optikk AS (NEO) for use of their equipment and for assistance with technical measurement issues.
Author information
Authors and Affiliations
Corresponding author
Appendix
Appendix
See Table III.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Næss, M.k., Kero, I. & Tranell, G. A New Method for Estimation of Emissions and Sources of Measurements Error in the Silicon Refining Process. JOM 65, 997–1006 (2013). https://doi.org/10.1007/s11837-013-0661-9
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11837-013-0661-9