
Abstract
This article presents the impact of MgB2 wire bending and diameter on transport critical current density and irreversible magnetic field of a resultant coil. Unreacted MgB2 wires 500 mm in length and 0.63 or 0.83 mm in diameter have been used in the fabrication of small diameter (14 mm) superconducting coils. The coils were subsequently annealed under isostatic pressure of 1 GPa for 15 min at 700 °C and 725 °C. Our results indicate that larger wire diameter, higher annealing temperature, and bending lead to slight reduction of critical current density and irreversible magnetic field in the coil.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The first research on superconducting coils was conducted by Heike Kamerlingh Onnes [1, 2]. These studies indicated that the winding of superconducting wires reduced the critical current density [1]. Degradation of performance was due to defects introduced to the structure of the superconducting material during the winding process, e.g., damage in the connections between the grains. A few of these defects can be removed by annealing the unreacted MgB2 wire post winding [3,4,5,6]. Our previous research showed that annealing under high isostatic pressure of coils made with 10% SiC-doped MgB2 wire with large bending diameters leads to similar Jc as that in a straight wire [7]. The small difference in Jc is due to two factors. Firstly, thermal treatment under high isostatic pressure improves the uniformity and density of the MgB2 material, leading to an increase in the number of connections between grains and the density of pinning centers [8, 9]. The second factor is the large amount of admixture [7], which also improves the homogeneity and density of the MgB2 material [7]. Moreover, the large amount of admixture effectively increases Jc at low temperatures (4.2 K) [10].
Uchiyama et al. [11], Wang et al. [12], and Gajda et al. [13] showed that wire diameter reduction as the result of cold drawing and constant annealing temperature increases critical current density, irreversible magnetic field, pinning force, and n value and does not decrease the critical temperature and dominant pinning mechanism. However, Xu et al. indicates that a significant reduction of wire diameter causes a decrease of Jc [14].
A multi-section coil comprises of several coils, namely, a main coil and compensating coils. The main coil is made with wires of a much larger diameter than that of the compensation coils. This allows for better homogeneity of the magnetic field in the multi-section coil. The magnetic field with high homogeneity is necessary for many applications, e.g., magnetic resonance imaging (MRI) [15]. Currently, superconductor wires are most often used in MRI.
The purpose of this article is to analyze the impact of bending of unreacted wire on a small former, annealing under high isostatic pressure, and reduction of wire diameter on critical current density, Nb barrier, and structure of MgB2 material for applications using multi-sectional coil construction.
2 Wire Preparation and Measurements Condition
Coils were wound with wires of in situ MgB2 (the starting composition of the material is 1.1 Mg + 2B powder mixture). The MgB2 wire was not doped, with 18 filaments, outer sheath of Monel, copper filamentary matrix, niobium barrier, and fill factor of about 15%, sized to a diameter of 0.63 mm and 0.83 mm. The unreacted MgB2 wires were made by Hyper Tech Research Inc. in OH, USA [16]. Coils were made from 500 mm length of wire. Coils have inner diameter (dc) of 14 mm and were single layered. MgB2 wires were wound on a steel barrel. The coils and short wire samples were annealed in 1 GPa (HIP), at temperatures of 700 °C and 725 °C, for 15 min. Details are provided in Table 1. HIP was performed in Ar gas in the Institute of High Pressure, Warsaw, Poland [17]. Critical current (Ic) measurements were made in Institute of Low Temperature and Structure Research PAS in Wroclaw [18]. Critical current (Ic) of the short wires (distance between voltage contacts—10 mm) and coils (distance between voltage contacts—100 mm) was measured with a four-probe resistive method at a temperature of 4.2 K for a constant current from 0–150 A. Ic was determined on the basis of 1 μV/cm criterion. Both types of samples have been measured in perpendicular magnetic field. The irreversible magnetic field was determined from the Kramer analysis (Jc0.5*B0.25 formula) [19]. The Nb barrier soundness was tested by field sweep [18] and temperature sweep method [20]. The microstructure investigations using EDX were performed with SEM FEI Nova Nano SEM 230 in the ILT and SR PSA in Wroclaw and Zeiss microscope (high resolution low-energy) in IHPP PAS Warsaw, using the secondary electron SE mode.
3 Results
EDX results (Fig. 1) show the compositions of the HIP-ed MgB2 wires wound on the coil and short straight HIP-ed MgB2 wires. The small amount of Na, C, and Ca observed in the microstructure of the MgB2 material is from the preparation of wire samples for SEM analysis. The more relevant comparison is the Mg content, which is quite high and similar for both types of wire. This suggests that there is no major breach in the Nb barrier and the HIP process yielded MgB2 material of high purity.

EDX analysis performed for a sample A1, undoped MgB2 wire extracted from the coil (d = 0.83 mm) with coil (dc = 14 mm), and b sample A2, undoped MgB2 straight wire (d = 0.83 mm)
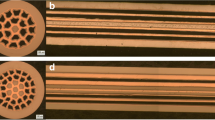
SEM results (Fig. 2) show that the microstructure of MgB2 wires wound on the coils and that of MgB2 short straight wires obtained with the same HIP parameters is similar. Figure 2a, b, c and d show that after the HIP process, there are no cracks in the winding and superconducting MgB2 material. Moreover, we do not see the reaction between Nb barrier, copper, and MgB2 material.

a (longitudinal section), c (longitudinal section), and e (cross section) show the microstructure of sample C1 (coil, d = 0.63 mm) and b (longitudinal section), d (longitudinal section), and f (cross section) show the microstructure of sample C2 (straight, d = 0.63 mm)
Measurements made by using the field sweep [18] and temperature sweep method [20] show that bending of unreacted MgB2 wires on a small size (14 mm) former does not create cracks in the Nb barrier.
The Jc obtained for short straight undoped MgB2 wire sample A2 (diameter 0.83 mm) is about 10% higher than that of coil—sample A1 (Fig. 3a). The Jc results obtained for short straight undoped MgB2 wire (samples B2 and C2, diameter 0.63 mm) are higher by about 25% than that of the same wire wound on the coils (samples B1 and C1) (see Fig. 3b). The increase of annealing temperature causes an increase of Jc in high magnetic fields (Fig. 3b) for short straight wires and those wound on the coil, especially for lower wire diameter (d = 0.63 mm). The straight wire with smaller diameter (sample B2, Fig. 3b) has lower Jc than that of straight wire with a larger diameter (sample A2, Fig. 3a) of about 10%. Comparing obtained Jc results for wires with diameter of 0.83 mm wound on the coil (sample A1) and Jc of wound wires with diameter 0.63 mm (sample B1) on the coils, it can be seen that the wire bending of the smaller diameter leads to reduction in Jc of 15%.

Transport Jc-B curves for the HIP-ed undoped MgB2 wires measured on the coil and on the short straight sample for a 0.83 mm diameter and b 0.63 mm diameter
The Kramer analysis shows that the bending of the MgB2 wire slightly reduces Birr by 0.5 T (straight wire, 14.5 T, compared with bent wire, 14 T). On the other hand, the higher annealing temperature for wires with the 0.63 mm diameter leads to a slight increase in Birr by about 4% in wires and 2% in coils. In addition, the Kramer analysis indicates that wire bending and diameter reduction from 0.83 to 0.63 mm reduces Birr by 10%.
4 Discussion
We know that cold drawing of in situ MgB2 wire elongates Mg grains [21] and increases the number of dislocations. The smaller Mg grains and higher number of dislocations increases the rate of reaction during heat treatment. This causes creation of larger grains and smaller number of connections. These factors reduce Jc in the wires with the diameter of 0.63 mm as compared with the wire of larger diameter (0.83 mm).
Our SEM study for wires with a diameter of 0.63 mm shows that bending does not create damages in wires, which would reduce Jc. When, the bending diameter is the same, there should be less strain (stress) with a smaller diameter wire. The lower Jc in bending of wire with smaller diameter (0.63 mm) caused by bending Mg grains of smaller thickness and longer, and strains. This accelerates the growth of grains and reduces the number of connections between grains and consequently reduces Jc in the coils of wires with a diameter of 0.63 mm.
The heat treatment process at temperature of 725 °C and 1 GPa pressure increases Jc in high magnetic fields because Mg is in the liquid state at this temperature [22]. The reaction in liquid state of Mg causes a higher degree of shrinkage of material [23]. This factor creates stresses (dislocations) in the MgB2 material structure. Gajda et al. shows that dislocations and strains create pinning centers, which increase Jc in high magnetic fields [24].
Comparing our results with the results in ref. [7], it can be concluded that a large (10%) SiC doping significantly reduces the negative impact of bending and reduction of wires diameter on the critical parameters of the coils.
Based on our results, it can be concluded that the main superconducting coils in multiple section coils should be made with large diameter wires. These coils should be heated at high temperature (700 °C) to ensure high critical parameters of the coil. In contrast, compensating coils should be wounded with smaller diameter wires and heated at low temperature (e.g., 570 °C [9]). This leads to high critical parameters in the compensation coils. High Jc in the main and compensating coils allows for high magnetic field with high uniformity in a multi-sectional coil. This leads to cost reductions in the production of multi-sectional superconducting coils.
5 Conclusions
The Jc of short undoped MgB2 wire of 0.83 mm diameter was similar to the Jc of the coils wound with the same wire. The results indicate that a smaller wire diameter, bending, shape, and size of Mg grains and annealing at higher temperature under high isostatic pressure lead to the reduction of Jc in the coils. This can be explained by the resultant Mg grains of smaller size from wire drawing, and that bending accelerates the rate of synthesis reaction. The SEM results show that the microstructure of the wires wound on the coils and that of short straight wires is very similar. In both cases, HIP appears to increase the density of the material. Moreover, the cold bending of unreacted MgB2 wire did not damage the Nb barrier. Our results show that for better performance in a multi-sectional MgB2 coil, main coil should be heated at higher temperature and compensation coils at lower temperature.
References
Onnes, H.K.: VII. The potential difference necessary for the electric current through mercury below 4°19 K, Leiden Comm. 133a (22 Feb. 1913); V III. The sudden disappearance of the ordinary resistance of tin and the super-conductive state of lead, ibid., 133d (1913)
Onnes, H.K.: Further experiments with liquid helium, I,….IX, The appearance of galvanic resistance in supra-conductors which are brought into a magnetic field at a threshold value of the field, Leiden Comm. 139f (28 Feb. 1914 )
Gajda, D., Zaleski, A.J., Morawski, A.J., Haßler, W., Nenkov, K., Rindfleisch, M.A., Hossain, M.S.A.: Pinning mechanism and engineering critical current density considerations in the design of MgB2 superconducting coils. Physica C. 570, 1353606 (2020)
Sumption, M.D., Bhatia, M., Rindfleisch, M., Tomsic, M., Collings, E.W.: Transport and magnetic Jc of MgB2 strands and small helical coils. Appl. Phys. Lett. 86, 102501 (2005)
Patel, D., Qiu, W., Mustapić, M., Knott, J.C., Ma, Z., Gajda, D., Shahabuddin, M., Xu, J., Choi, S., Tomsic, M., Dou, S.X., Yamauchi, Y., Kim, J.H., Hossain, M.S.A.: Evaluation of a solid nitrogen impregnated MgB2 racetrack coil. Supercond. Sci. Technol. 31, 105010 (2018)
Karaboğa, F., Yetiş, H., Akdoğan, A., Gajda, D., Belenli, I.: Improvement of in-situ Fe/MgB2 monofilamentary wires by internal mg-coating process. IEEE Trans. Appl. Supercond. 28, 1–5 (2018)
Gajda, D., Morawski, A., Zaleski, A., Cetner, T., Małecka, M., Presz, A., Rindfleisch, M., Tomsic, M., Thong, C.J., Surdacki, P.: Comparison of critical current density in SiC-doped in situ MgB2 coils and straight wire samples processed by HIP. Supercond. Sci. Technol. 26, 115002 (2013)
Gajda, D., Morawski, A., Zaleski, A.J., Häßler, W., Nenkov, K., Małecka, M., Rindfleisch, M.A., Hossain, M.S.A., Tomsic, M.: Experimental research of high field pinning centers in 2% C doped MgB2 wires at 20 K and 25 K. J. Appl. Phys. 120, 113901 (2016)
Gajda, D., Morawski, A., Zaleski, A.J., Cetner, T., Häßler, W., Nenkov, K., Małecka, M., Rindfleisch, M.A., Tomsic, M.: Significant enhancement of the critical current of MgB2 wires through a reduction of the diameter using HIP method. Scr. Mater. 143, 77–80 (2018)
Asthana, A., Matsumoto, M., Kitaguchi, H., Matsui, Y., Hara, T., Watanabe, K., Yamada, H., Uchiyama, N., Kumakura, H.: Structural–microstructural characteristics and itscorrelations with the superconducting properties ofin situ PIT-processed MgB2 tapes withethyltoluene and SiC powder added. Supercond. Sci. Technol. 21, 115013 (2008)
Uchiyama, D., Mizuno, K., Akao, T., Maeda, M., Kawakami, T., Kobayashi, H., Kubota, Y., Yasohama, K.: Fibrous structure and critical current density of MgB2 superconducting wire. Cryogenics. 47, 282–286 (2007)
Wanga, Q.Y., Jiao, G.F., Liu, G.Q., Xiong, X.M., Yan, S.C., Zhang, P.X., Sulpice, A., Mossang, E., Feng, Y., Yan, G.: Fabrication and properties of multifilamentary MgB2 wires by in-situ powder-in-tube process. Physica C. 470, 1415–1418 (2010)
Gajda, D., Morawski, A., Zaleski, A.J., Häßler, W., Nenkov, K., Rindfleisch, M.A., Żuchowska, E., Gajda, G., Czujko, T., Cetner, T., Hossain, M.S.A.: The critical parameters in in-situ MgB2 wires and tapes with ex-situ MgB2 barrier after hot isostatic pressure, cold drawing, cold rolling and doping. J. Appl. Phys. 117, 173908 (2015)
Hu, H.L., Feng, Y., Yan, G., Li, C.S., Xu, Z.: Investigation of MgB2/Fe wires with different diameters. Supercond. Sci. Technol. 19, 1169–1172 (2006)
Parizh, M., Lvovsky, Y., Sumption, M.: Conductors for commercial MRI magnets beyond NbTi: requirements and challenges. Supercond. Sci. Technol. 30, 014007 (2017)
Tomsic, M., Rindfleisch, M., Yue, J., McFadden, K., Phillips, J., Sumption, M.D., Bhatia, M., Bohnenstiehl, S., Collings, E.W.: Overview of MgB2 superconductor applications. Int. J. Appl. Ceram. Technol. 4, 250 (2007)
Gajda, D., Morawski, A., Zaleski, A.J., Akdoğan, M., Yetiş, H., Karaboğa, F., Cetner, T., Belenli, I.: Formation of high-field pinning centers in superconducting MgB2 wires by using high hot isostatic pressure process. J. Supercond. Nov. Magn. 30, 3397 (2017)
Gajda, D., Zaleski, A.J., Morawski, A., Rindfleisch, M., Thong, C., Tomsic, M.: The electric field jump—detection of damaged Nb barrier in MgB2 wires annealed under pressure. Supercond. Sci. Technol. 28, 115003 (2015)
Xu, X., Kim, J.H., Hossain, M.S.A., Park, J.S., Zhao, Y., Dou, S.X., Yeoh, W.K., Rindfleisch, M., Tomsic, M.J.: Phase transformation and superconducting properties of MgB2 using ball-milled low purity boron. J. Appl. Phys. 103, 023912 (2008)
Gajda, D., Morawski, A., Zaleski, A., Yamamoto, A., Cetner, T.: A defect detection method for MgB2 superconducting and iron-based Ba(Fe,Co)2As2 wires. Appl. Phys. Lett. 108, 152601 (2016)
Susner, M.A., Daniels, T.W., Sumption, M.D., Rindfleisch, M.A., Thong, C.J., Collins, E.W.: Drawing induced texture and the evolution of superconductive properties with heat treatment time in powder-in-tube in situ processed MgB2 strands. Supercond. Sci. Technol. 25, 065002 (2012)
Pelissier, J.L.: Determination of the phase diagram of magnesium: a model-potential approach in the sub-megabar range. Phys. Scr. 34, 838 (1986)
Jung, A., Schlachter, S.I., Runtsch, B., Ringsdorf, B., Fillinger, H., Orschulko, H., Drechsler, A., Goldacker, W.: Influence of Ni and Cu contamination on the superconducting properties of MgB2 filaments. Supercond. Sci. Technol. 23, 095006 (2010)
Gajda, D., Zaleski, A., Morawski, A., Hossain, M.S.A.: New types of high field pinning centers and pinning centers for the peak effect. Supercond. Sci. Technol. 30, 085011 (2017)
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Gajda, D., Zaleski, A.J., Morawski, A. et al. The Influence of Wire Bending and Wire Diameter on Transport Critical Current Density in Small MgB2 Superconducting Coils for Applications in Multi-Section Coils. J Supercond Nov Magn 33, 3395–3399 (2020). https://doi.org/10.1007/s10948-020-05623-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10948-020-05623-x