
Abstract
Subsurface rolling contact fatigue (RCF) failure occurs beneath heavily loaded hard contacts like gears, bearings, and cams. This study investigates microstructural decay beneath a RCF-tested surface in AISI/SAE 52100 bearing steel tempered at 240 ℃. RCF tests were conducted at 100 ℃ with a maximum Hertzian contact pressure of 4 GPa for four stress cycles. Microstructural characterization utilized scanning electron microscopy, electron backscatter diffraction, transmission Kikuchi diffraction, and transmission electron microscopy. Due to high tempering temperature, white etching bands (WEBs) were observed without preceding dark etching regions. The microstructural decay sequence involved: (1) formation of elongated ferrite and ferrite microbands, (2) complete dissolution of tempered carbides and partial dissolution of residual cementite, (3) formation of WEBs composed of nano-sized ferrite grains (100–300 nm) transformed from ferrite microbands, and (4) appearance of lenticular carbides. Within the WEBs, most nano-sized grains had high-angle grain boundaries, while the fraction of low-angle grain boundaries increased in later stages of RCF. Lenticular carbides formed alongside elongated ferrite and coalesced nano-sized ferritic grains.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Fatigue failure limits the service life of rolling elements such as cams, gears, and bearings in different engineering applications. Fatigue properties depend on the initial microstructure of the steel, and fatigue failure is typically initiated at the zones of high-stress concentration, such as interfaces between inclusions and the matrix or discontinuities in the steel. In order to increase the service life and reliability of moving parts in machinery, it is thus necessary to understand in detail how fatigue is influenced by material features such as secondary phases and microstructure. Rolling bearings operating under elasto-hydrodynamic lubrication are subjected to alternating contact stresses concentrated to a small material volume, ultimately leading to subsurface-initiated failure. Rolling contact fatigue (RCF) is one of the limiting factors in bearing life, and it starts as a microstructural change, which impacts negatively on mechanical properties such as hardness prior to RCF-initiated failure [1,2,3,4,5,6]. The AISI/SAE 52100 steel is one of the most used materials in bearing applications. It can have a martensitic or bainitic matrix and include microstructural features such as retained austenite, residual cementite (RC), and tempered carbides, depending on the imposed heat treatment.
Jones was first to report that the microstructural changes in the 52100 bearing steel below the raceway surface also cause a change in the subsurface hardness [7]. The microstructural changes are typically referred to as dark etching region (DER), since the decay appears as a dark feature under the light optical microscope (LOM). The DER formation has been reported in 52100 steel tempered at low temperature (150–160 ℃) for 90 min, after 1 × 107 and 1 × 108 stress cycles, at operating contact pressures higher than 2.5 GPa [1, 8,9,10,11,12].
On the other hand, high tempering temperatures ranging from 220 to 260 ℃ are normally applied to prepare the bearing for applications at high service temperatures of 100–200 ℃. The high tempering temperature reduces the retained austenite and ensures dimensional and microstructural stability during service [7, 13, 14]. The microstructure observed in the 52100 bearing steel tempered at a high tempering temperature consists of tempered martensite, RC, tempered cementite, and without or with a small amount (< 1 vol.%) of retained austenite [15]. Some authors have reported that DER in the 52100 steel is not observed if the steel is tempered at higher temperatures, such as 220 to 235 ℃ for 4 h and when the initial hardness was decreased to 675 HV [2]. Laithy et al. [16] also highlighted that the formation of DER for the 52100 steel tempered at 220 ℃ for 2 h is not as pronounced when compared to lower tempering temperature of 160 ℃.
During microstructural decay due to cyclic deformation, cementite dissolution (both RC and tempered cementite) has been observed and claimed to be due to stress-induced carbon diffusion in the 52100 steel [17,18,19,20]. Swahn et al. [17] observed cementite decay under RCF by the formation of ferrite disks (elongated ferrite), which intrude into the cementite particles, while Kang et al. [21] discussed how dislocation development and migration of ferrite/carbide interfaces control the carbide dissolution based on thermodynamic simulations.
Another commonly observed microstructural decay feature during RCF is white etching bands (WEBs). WEBs usually consist of nano-sized ferrite grains, and lenticular cementite (LC) is typically observed at the side of the WEBs. They are usually observed at a later stage of the bearing life cycle [8, 10, 22,23,24,25]. The LC formation was suggested to be a result of carbon diffusion within the WEBs due to stress imposed by the RCF load [22, 24, 25]. Commonly WEBs are observed to develop after the formation of DERs and are located within DERs. However, WEBs can also be formed without the presence of DERs, e.g., when the steel has been tempered at a higher temperature, as reported in [2].
Despite the extensive research conducted [1, 10, 11, 26,27,28,29] and the reported formation of white etching bands (WEBs), lenticular carbides (LCs), and carbide dissolution as part of the microstructural decay in 52100 bearing steel following rolling contact fatigue (RCF), several ambiguities persist regarding the underlying formation mechanism of these phenomena. Specifically, the sequence of events during the microstructural decay in 52100 steel tempered at high temperatures has not been thoroughly studied. The purpose of this investigation is to conduct a detailed study of the evolution of microstructural decay using a combination of scanning electron microscopy (SEM), electron backscatter diffraction (EBSD), transmission Kikuchi diffraction (TKD), transmission electron microscopy (TEM), and nanoindentation techniques. The sequence of events that lead to material softening is reported, and a discussion on the mechanisms governing the decay process is provided.
Materials and methods
Material and heat treatment
The material investigated was AISI/SAE 52100 bearing steel supplied by Ovako AB Sweden. Austenitization was conducted at 845 ℃ for 45 min prior to quenching in oil, and tempering was performed at 240 ℃ for 1 h. The chemical composition of the steel is presented in Table 1. The hardness after heat treatment was 720 ± 5 HV30.
Rolling contact fatigue
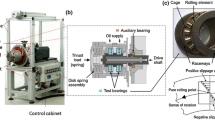
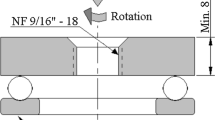
The samples were soft machined into a disk shape, followed by hardening and tempering heat treatment. The disk had outer and inner diameters of 65 mm and 9 mm, respectively, with a thickness of 7 mm. Prior to RCF testing, the sample surfaces were ground with SiC paper and finally polished with 1 µm diamond. The contact surface was polished to a roughness of Ra = 0.02 µm. The RCF tests were carried out in a TE 92 microprocessor-controlled rotary tribometer with a configuration of 13 silicon nitride balls (Fig. 1). The balls are kept in a cup that served as the outer raceway of the bearing, while the sample was positioned at the bottom. The rotating balls created a circular contact track on the top surface of the sample. SAE 5W-40 engine oil was used as a lubricant, and its temperature was maintained at 100 ℃. The number of stress cycles was calculated using the formula Nc = running time (in minutes) × speed (3000 rpm) × 5.40 cycles/rev. The cycles per revolution were determined based on the number of balls, ball circle, and pitch circle, as specified in Table 2, which also includes other relevant variables.

a 13 ball PLINT test setup, and geometry of the test samples, b illustration of sectioning of the sample for further characterization.
A summary of the test conditions is given in Table 3. The test configuration and sample geometry are illustrated in Fig. 1a. An overview of the contact track formed on the tested samples and the sections of the analyzed samples are presented in Fig. 1b.
The test conditions and surface finish of the specimen and ball resulted in an elasto-hydrodynamic film thickness of hmin = 0.083 µm and λ = 4.8, as calculated using the Hamrock & Dowson method [30]. Where λ is a dimensionless parameter that represents the ratio of the minimum film thickness hmin; a λ > 3, indicates effective hydrodynamic lubrication.
The maximum shear stress beneath the contact was determined by applying Hertzian theory. This calculation was conducted considering the specific geometry and testing conditions used in this study [31].
Prior to SEM backscattered electron (BSE) imaging, the cut-out sections (Fig. 1b) were mechanically ground with increasingly finer SiC paper until the P1200 grit size, followed by mechanical polishing with 3 µm diamond paste, 1 µm diamond paste, 0.5 µm alumina suspension and 0.02 µm silica suspension. The samples were slightly etched with Picral and characterized by SEM secondary electron (SE) imaging and BSE. The samples for EBSD analysis underwent a three-stage polishing process. The initial stage involved a polishing treatment with 1 µm diamond paste. The second stage involved a mechano-chemical polishing treatment using a solution that consisted of 12.5 mL colloidal silica, 982 mL distilled water, 0.3 mL HNO3, and 5 mL of a commercial detergent, for a period of 30 s [32]. The samples were finally polished for 12 min using a 0.02 µm silica suspension. Samples for TEM and TKD were prepared by site-specific focused ion beam (FIB) in situ lift-out using a dual-beam FEI Nova 600 microscope and an Omniprobe micro-manipulator. A Pt layer was first deposited for surface protection, and then, FIB milling was performed at a voltage of 30 kV with progressively decreasing beam currents to minimize beam-induced damage on the samples. The BSE and SE imaging were performed on a JEOL 7800F SEM at an acceleration voltage of 14 kV. The EBSD and TKD analyses were performed on the FEI Nova 600 at 20 kV acceleration voltage and at 2.4 nA beam current. The FEI Nova 600 is equipped with an Oxford instruments Symmetry CMOS detector, used for the Kikuchi pattern collection, and the analysis was performed in the Aztec software. The step size used in EBSD and TKD measurements was 50 and 10 nm, respectively. TEM analysis was performed in a FEI Titan Themis with a super-X Energy-Dispersive X-ray spectrometer (EDS). TEM bright field (BF) and dark field (DF) imaging, as well as selected area electron diffraction (SAED), were performed at an acceleration voltage of 200 kV. The EDS spectral maps were obtained using the Bruker Esprit software. ImageJ software facilitated the analysis of size and fraction of RC and tempered cementite in SEM SE images. ImageJ software was used to the analysis of size and fraction of tempered and residual cementite in SEM SE images. For fraction assessment of tempered cementite, eight high-magnification SEM images were employed, applying thresholding to distinguish carbide pixels from the background. Specific intensity values delineated carbide regions, and thresholded pixel area represented carbide microstructure occupation. The volume fraction was determined by comparing carbide area to the total microstructure area in SEM images. The same procedure was used for residual cementite using images at 4000 × magnification.
Carbide size was assessed by determining the major and minor axes’ lengths using fitted ellipses. Aspect ratio derived from the major and minor axis lengths. The size of RC particles was defined using the equivalent diameter.
To determine residual cementite changes in the region of maximum shear stress at a depth of 75–140 µm, point counting analysis using ASTM 562-19 standard on 10 images at 4000 × magnification was performed. A total of 350 grid points per micrograph covering a grid area of 1.3 µm2 was used.
Nanoindentation
Nanoindentation measurements were performed on the decayed microstructure area using a Femto-Tools nanoindenter FT-I04 equipped with a diamond Berkovich tip. Indentations were made in the circumferential section after 3.5 × 108 stress cycles. A map size of 102 × 45 µm was acquired in the region of maximum shear stress, starting 81 µm beneath the raceway. Post-indentation microscopy revealed that 14.5% of the measured indents were positioned in a softer structure, identified as white etching bands (WEBs), while 37.6% of the indents were located in a harder structure known as lenticular carbides (LC). The remaining 47.9% exhibited medium hardness and were identified as non-decayed microstructure. Each indentation was performed to a depth of 150 nm, with a spacing of 3 µm between indents. Data analysis was conducted using the Femto Tools analysis suite, where hardness values were calculated from the load–displacement curves.
Results
Microstructure of the virgin material
Figure 2 shows micrographs of the as-heat-treated virgin material. In Fig. 2a, the SEM SE image reveals the presence of the tempered cementite and RC. Furthermore, Fig. 2b presents a band contrast map overlaid with the phase map obtained from EBSD analysis, highlighting RC particles in blue. The quantitative analyses of the particles give a volume fraction of 5.40 ± 0.42%, mean size of 0.72 ± 0.22 µm, and an aspect ratio of 1.58 ± 0.39 for the RC. The tempered cementite exhibits a volume fraction of 15 ± 1.1%, and an aspect ratio of 3.70 ± 0.26, while the mean length and width are 100 ± 15 and 26.6 ± 3 nm, respectively. RC is the undissolved carbide with a (Fe,Cr)3C composition and TEM EDS analysis indicates that the Cr content of RC is about 14 wt.%, in agreement with the literature [33].

Microstructure of the as-heat-treated virgin material. a SEM SE image of the slightly etched sample. b EBSD band contrast map overlaid with phase coloring for RC (blue).
Elongated ferrite and ferrite microbands
The microstructural decay process during rolling contact fatigue (RCF) begins with the formation of elongated ferrite and ferrite microbands. Elongated ferrite refers to individual ferrite plates, while ferrite microbands are composed of multiple elongated ferrite plates grouped together. These structures can extend across the boundaries of martensite laths, as described in the review by Echeverri et al. [34]. Figure 3 shows various microstructures obtained from the central region of the circumferential section, at the depth of maximum shear stress. It is evident that the elongated ferrite and ferrite microbands do not have a unique orientation and different variants of elongated ferrite and ferrite microbands are observed.

a SEM BSE images of the material decay after 2.3 × 107 stress cycles in the radial section revealing elongated ferrite and ferrite microbands. b STEM BF showing elongated ferrite and adjacent LC from the circumferential section and 100 µm beneath the track for the sample exposed to 3.5 × 108 stress cycles, yellow circle indicates SAED region. c SAED indicating the presence of ferrite (α) and cementite (θ).
During this investigation, the onset of microstructural decay became apparent after 2.3 × 107 stress cycles in the region of maximum shear stress. Figure 3a shows the formation of elongated ferrite (highlighted by the yellow arrow), depicted as distinct dark features, as well as the presence of ferrite microbands (indicated by red squares). Moreover, small LC (marked by dark blue arrows) were observed to have formed alongside the elongated ferrite. Lenticular carbide formation alongside elongated ferrite has been observed in steel with a different heat treatment, specifically in steel with dark etching regions that have been tempered at low tempering temperatures. This study proposes that carbon migration is associated with the creation of new carbides rather than the enlargement of pre-existing tempered carbides. Furthermore, this research has shown that the dissolution of tempered cementite is a critical factor in the subsequent reprecipitation of carbides. The formation of LC shortly after elongated ferrite and ferrite microbands is postulated to be a consequence of the limited carbon solubility within the newly formed ferritic phase. The presence of single-crystalline elongated ferrite along with adjacent lenticular carbides is confirmed through TEM bright-field (BF) and selected area electron diffraction (SAED) in Fig. 3b and c.
The dimensions of elongated ferrite, obtained from SEM images, are provided in Table 4. As the number of cycles increases, the elongated ferrite exhibits growth. The detection of the elongated ferrite at the early stages of the stress cycling and the presence of the elongated ferrite within the white etching band indicate that it forms early and survives the RCF. Moreover, the observation of lenticular carbides (LC) alongside the elongated ferrite suggests their sequential formation subsequent to elongated ferrite.
White etching bands
Figure 4 shows the microstructure evolution with increasing stress cycles. In Fig. 4a, b, the appearance of white etching bands (WEBs) in the maximum shear stress region becomes noticeable as the stress cycles escalate from 2.3 × 107 to 1.0 × 108. Notably, Fig. 4b exhibits a partially developed WEB, accompanied by remnants of the ferrite microband displaying its original directionality. This observation suggests a direct link between the WEBs and the formation of ferrite microbands. Comparing Fig. 4b and c, it becomes evident that both the size and quantity of WEBs and lenticular carbides (LC) increase as the number of RCF cycles progresses.

SEM SE images of the microstructural decay in the region of maximum shear stress in the radial section at a depth between 90 and 120 µm below the track; a elongated ferrite and ferrite microbands observed at 2.3 × 107; b formation of WEBs which appear to be parallel to the rolling direction and LC adjacent to the WEBs, also partially transformed ferrite microbands are observed, at 1.0 × 108 stress cycles; c WEBs and LCs increase in size and volume fraction, at 3.5 × 108 stress cycles.
The images in Fig. 5a, b are obtained from the circumferential section after RCF at 1.0 × 108 stress cycles. Figure 5a illustrates the presence of residual cementite decay and decayed ferrite areas in Fig. 5b; it is clearly shown by EBSD band contrast that the decayed ferritic areas contain nano-sized grains. In Fig. 5b, the presence of lenticular carbides (LC) becomes apparent within the WEBs, positioned alongside the elongated ferrite. Notably, the RC particles exhibit irregular interfaces, indicating signs of dissolution.

a, b SEM BSE images in the radial section in the region of maximum shear stress at 1.0 × 108 stress cycles and 110 µm beneath the surface.
Figure 6a, b shows the microstructure observed from the radial section after 3.5 × 108 stress cycles. The WEBs exhibit an orientation angle of 23° ± 1.3 relative to the rolling direction. These bands are characterized by flat and smooth areas with the absence of tempered cementite and RCs. A careful analysis of the images (see Figs. 5 and 6) reveals that not all RC were dissolved within WEBs, and the formation of LC can occur within the WEBs and not just beside the WEBs. As expected, DERs were not identified in this work using light optical microscope (LOM), as shown in Fig. 6b. The figure illustrates the WEBs as white contrast and LC as dark lines.

Microstructural decay in the region of maximum shear stress in the circumferential section at depth 85–140 µm beneath the surface at 3.5 × 108 stress cycles. a SEM SE image of WEBs. b Light optical microscope image of WEBs. Sample is etched with Picral.
In the literature, the term DER is frequently used to describe the features of elongated ferrite (EF) and ferrite microbands [29, 34]. However, a significant observation in the present study is the absence of DER under LOM. The high tempering temperature used in this study mainly creates a difference in the tempered carbides with cementite in the present study, and transition carbides in studies where tempering has been performed at lower temperature. Our interpretation of the difference between high and low temperature tempering on DER is therefore that the etching response of the tempered martensite with cementite is different from the etching behavior of tempered martensite with transition carbides, and the difference in etching behavior with respect to the decayed microstructure is only found for a virgin structure that contains transition carbides after tempering. To conclude on this would, however, require further investigations to confirm the details of etching response with respect to carbide size and type, as well as coherency and related aspects.
The stress-altered region, located at a depth of 80–140 µm, was measured for samples that underwent 1.0 × 108 and 3.5 × 108 stress cycles, as outlined in Table 5. The area percentage was quantified following the ASTM 562 standard. As can be seen, there was an increase in WEBs and a reduction of the RC area percentage within the region subjected to maximum shear stress.
To gain further insights into the influence of shear stress magnitude during cyclic loading, the microstructure of the material was examined at varying stress levels, specifically at different depths beneath the raceway. Figure 7 shows the Picral etched SE images at different depths beneath the raceway observed at the circumferential section. Etching with Picral revealed only the cementite, not the lath and grain boundaries. By analyzing the microstructural decay after 3.5 × 108 cycles, it becomes evident that the subsurface shear stress resulting from Hertzian surface contact can be linked to three distinct regions:
-
1.
At 20–75 µm, τ = 557–1320 MPa. Small and smooth patches without cementite are observed, indicating the dissolution of tempered cementite and partial dissolution of RC in these regions, it is referred to as nano-ferrite. These smooth patches are precursors to the larger WEBs. Figure 7a–c shows the non-decayed area (yellow squares) and decayed area (red ovals). The labeled non-decay area consists of multi-variant tempered carbides (form within the martensite laths) and interlath cementite (form between martensite lath). The aligned and larger cementite that forms close to the smooth patch is identified as LC. Since the micrograph is obtained from the circumferential section, the LC is observed to be aligned at 23 − 25º, similar to what has been reported earlier [35].
-
2.
At 75–170 µm, τmax = 1320–1662 MPa. The formation of WEBs takes place. Complete dissolution of tempered cementite within the WEBs and partial dissolution of RC are observed (Fig. 7c). The size of the WEBs observed in this area is significantly larger compared with the observed smooth patches at 20–60 µm depth.
-
3.
At 170–250 µm, τ = 1662–1460 MPa. The observed decay in the microstructure is very similar to the one observed at shallow depth. At 20–60 and 140–250 µm depth, the microstructure decay is similar as expected due to the lower Hertzian stress.

Microstructural decay at different depths beneath the contact surface after 3.5 × 108 stress cycles of RCF observed in the circumferential section. a Microstructural decay in the affected region; b 20 μm beneath the surface; c 40 µm beneath the surface; d 140 µm beneath the surface and e 220 µm beneath the surface (Refer text for the annotations.).
The presence of WEBs is limited to regions that have been subjected to stress levels proximate to the maximum shear stress. The WEBs have a 23° inclination to the surface in the rolling direction, indicating that cyclic shear strain occurs in this direction. The WEBs are regions of material that have undergone a cyclic transformation from tempered martensite to ferrite (Elongated and ferrite microbands) as a result of the cyclic loading conditions. As the number of cycles increases, the volume of this cyclically transformed material represented by WEBs also increases.
Nano-ferrite in white etching bands
A TEM lamella was prepared using FIB from the sample subjected to the highest number of cycles, i.e., 3.5 × 108. The milled lamella contains a cross section across the WEBs. Figure 8a displays the cross section of the WEBs, revealing the presence of nano-ferrite situated between two lenticular cementite (LC). The LC observed in this study exhibits similar characteristics and can be compared with the LC structure reported in Refs. [8, 14, 34]. The diffraction pattern obtained from the WEBs, as shown in Fig. 8b, confirms that this region consists of polycrystalline ferrite. Figure 8c, d presents the TKD (transmission Kikuchi diffraction) maps of the nano-sized ferrite region after 3.5 × 108 stress cycles. The grain size of the nano-ferrite was determined following the ASTM E2627 standard using the Feret’s diameter method in the AztecCrystal software. The resulting grain size of the nano-ferrite grains falls within the range of 100–300 nm.

Sample at 3.5 × 108 stress cycles, images taken from the circumferential section. a TEM BF image of WEB (equiaxed nano-ferrite) in between LCs. Elongated ferrite is also observed. b SAED taken from equiaxed nano-ferrite. c TKD KAM analysis. d TKD grain boundary analysis.
Figure 8c displays the kernel average misorientation (KAM) map within the region of nano-ferrite grains. It was observed that specific regions of the sample exhibited low KAM values (depicted in blue), indicating low dislocation densities. These regions were associated with relatively strain-free grains characterized by high-angle grain boundaries (HAGBs). Conversely, other regions of the sample exhibited high KAM values (depicted in green), indicating the presence of low-angle grain boundaries (LAGBs). These LAGBs indicated the accumulation of strain caused by cyclic deformation and the process of dislocation rearrangement through the recovery process.
The presence of a considerable number of nano-grains with high-angle grain boundaries (HAGBs) in Fig. 8d suggests the occurrence of a process similar to recrystallization. Additionally, the significant percentage of low-angle grain boundaries (LAGBs) (36.3%) indicates that multiple grains experience continuous deformation and dislocation rearrangement, leading to the formation of subgrains. While dynamic recovery and dynamic recrystallization processes are typically facilitated by high temperatures, the indication of these processes taking place locally under rolling contact fatigue (RCF) conditions requires further investigation. Dynamic recovery involves the annihilation and rearrangement of dislocations, leading to a subgrain structure, which is indicated by the low-angle grain boundaries. Nonetheless, these processes can occur during deformation at low temperatures if the deformation rate is high enough.
While there have been reports of dynamic recrystallization (DRX) contributing to the formation of nano-grains at low temperatures during rolling contact fatigue (RCF) [8], it is not considered a dominant or widely observed phenomenon in this context. Continuous dynamic recrystallization (CDRX) is more commonly observed in severe plastic deformation processes under elevated temperatures [36,37,38,39]. These processes rely on the availability of sufficient thermal activation energy for nucleation and growth of new grains [37, 40, 41]. However, in RCF, the applied temperature is generally low, and the local temperature increment in the volume under the raceway during RCF is unknown. Therefore, achieving the required temperature for dynamic recrystallization appears challenging. It is worth noting that under specific conditions, such as low temperatures and sufficiently high deformation rates, dynamic recrystallization may still occur and contribute to the formation of nano-grains in the context of RCF [37].
Strain-induced formation of ultrafine grains through CDRX and recovery at low temperatures has been documented in recent studies [37, 42, 43]. Hence, the process that allows the formation of nano-grains with both high and low-angle boundaries could be similar to the continuous dynamic recovery and recrystallization. Recent research also adapt the hypothesis that nano-grains formed in DERs and WEBs are due to the large accumulation of strain leading to recrystallization [28, 29].
Another viable mechanism for microstructural evolution could potentially involve a predominant process of dislocation rearrangement and annihilation, resembling a dynamic recovery process [44], accompanied by the formation of nano-sized subgrains with LAGBs. This complex dislocation rearrangement process during cyclic loading may involve dislocation glide, dislocation climb, and dislocation interactions at grain boundaries, as previously suggested by Ooi et.al [34] and other researchers in [44,45,46,47,48]. The dislocations can propagate, cross-slip, annihilate, and recombine to form equiaxed cell structures in ferritic steels when experiencing fatigue or cyclic stress [49,50,51]. Entangled dislocations have been shown to rearrange themselves into sub-boundaries with orientations along low-index crystallographic planes (or wall-like structures). Such structures share the same features as the ferrite microbands and the elongated ferrite. The characteristic spacing of these ferrite microbands may be dependent on the applied contact pressure. As RCF progresses, the misorientation across the boundaries increases, leading to nano-ferrite (or equiaxed cell structures) formation. The formation mechanism of these structures can be explained by the dislocation rearrangement into low-energy configurations under the influence of cyclic stress [52].
Figure 9a, b shows KAM map obtained from EBSD analysis of both the virgin material and the WEB (from the radial section after 3.5 × 108 stress cycles). A higher KAM value indicates higher dislocation density [53]. It is evident from the map that WEBs exhibit a lower KAM value, indicating a decrease in dislocation density compared to the original matrix. The KAM value helps qualitatively evaluate the local cyclic deformation beneath the RCF raceway, at the maximum shear stress region. The observed softening of the WEB observed in Section “Coalesced ferrite” can be attributed to a reduction in the overall dislocation density in this region, achieved through the formation of nano-ferrite grains from the original tempered martensite matrix.

EBSD KAM maps a virgin Material; b white etching band in the region of maximum shear stress at 3.5 × 108 stress cycles at a depth of 90–110 µm observed in the circumferential section.
Hardness variation
SEM SE micrographs of nano-hardness indents in the WEBs, unaffected matrix and in LC, after RCF loading for 3.5 × 108 cycles, are shown in Fig. 10.

SE SEM micrographs of indents taken from the microstructure decay area at 3.5 × 108 in the radial section. a White etching bands; b lenticular cementite;c unaltered area.
Nanoindentation measurements showed that WEBs are softer than the unaltered matrix, whereas the hardness of the LC matches the RC hardness in the virgin material. The hardness for the different tested microstructures is given in Table 6. These values are similar to what has been reported in previous studies [8, 27, 28]
Coalesced ferrite
Figure 11a, b illustrates the formation of coalesced nano-ferrite after 1.0 × 108 stress cycles (areas A and B). Using grain reference orientation deviation (GROD), local lattice misorientation is analyzed in EBSD maps, as given in Fig. 11b. This reveals the angular deviation of each point relative to a given reference orientation [54].

Formation of coalesced nano-ferrite at 1.0 × 108 in the radial section at 90 µm beneath the surface a contrast maps, showing coalesced nano-ferrite (white contrast); b GROD map, higher GROD angle inside the coalesced nano-ferrite.
The coalescence of nano-sized ferrite grains within the WEBs occurs as a result of the continued cyclic deformation of the material. Initially, the regions between the ferrite microbands within the martensitic matrix transform to fine, equiaxed nano-sized ferrite grains. As the nano-sized grains continue to deform through grain rotation, their orientations align due to the preferred texture formation and grains can coalesce. With further fatigue cycling, the coalescence of the ferrite grains within the WEB becomes more pronounced. At this stage, viability of the second proposed mechanism for nano-grain formation (i.e., the dislocation rearrangement-initiated mechanism) appears less feasible to support the formation of coalesced grains through further deformation. This is because the subgrains initially had a close misorientation and do not require significant grain rotation for coalescence. However, experimental evidence demonstrating subgrain rotation and coalescence during recovery has not been definitively accepted [44].
According to reference [28], the elongated ferrite formation within the white etching bands (WEB) can be attributed to a grain rotation/coalescence recovery mechanism induced by plastic deformation. In the initial microstructure, equiaxed ferrite grains undergo recrystallization due to energy build-up, leading to the formation of elongated ferrite grains through a process of grain rotation and coalescence. Notably, this mechanism shows similarities to the formation process proposed in our research for coalesced ferrite grains. However, our study demonstrates that the formation of elongated ferrite occurs at a lower number of cycles (see Fig. 3a–c) and precedes the formation of equiaxed ferrite nano-grains.
Lenticular cementite
Figure 12a, b shows the presence lenticular cementite (LC), formed after 1.0 × 108 cycles, located beside elongated ferrite (EF) and coalesced nano-ferrite. Previous research has shown that LC precipitated at the boundaries of the WEBs [1, 14, 26, 27, 35]. However, in this study, it is found that cementite nucleates alongside the elongated ferrite within the WEB, as shown in Fig. 12a, b as recently reported in [28, 29]. The formation of these LC structures cannot be attributed to the deformation of pre-existing carbides, as their size significantly exceeds the dimensions of individual tempered carbides. LCs differ from initial tempered carbides in that they exhibit distinctive characteristics: They are thin, elongated, and densely packed. The aspect ratio for tempered carbides has been determined to be 3.70 ± 0.26, while the aspect ratio for LCs after 1 × 108 stress cycles measures at 18 ± 1.32. Instead, it is proposed that LC formation occurs as a result of carbide dissolution and reprecipitation within the supersaturated ferrite.

SEM BSE image of LC with increasing stress cycles. a, b Lenticular cementite is observed to form beside elongated ferrite, at 1.0 × 108 stress cycles 90 μm beneath the raceway in the radial section. c WEB and LC in the circumferential section 100 μm beneath the raceway after RCF for 3.5 × 108 stress cycles.
The LC exhibits an increase in number density and thickness with the increasing number of RCF stress cycles to 3.5 × 108, see Fig. 12c.
Semi-quantitative STEM EDS analysis of various elements within the different microstructure features is presented in Table 7. While the measured chromium content within the LC is higher than the bulk composition, it is significantly less than the chromium content measured from RC. The higher chromium content measured within the LC, compared to its surrounding regions, can be attributed to heterogenous chromium distribution after the RC is dissolved. Furthermore, the partitioning of chromium atom is not expected, as the diffusion of substitutional elements at such a low (100 ℃) testing temperature is expected to be sluggish.
Residual cementite
Figure 13 shows the decayed RC in the region of maximum shear stress. An irregular interface between the decayed RC and the matrix is often observed. The formation of elongated ferrite intersecting the RC is shown in Fig. 13. As more cyclic deformation is introduced, more severe cementite decay is found. The observations appear similar to the carbide decomposition phenomena observed under severe plastic deformation (SPD) conditions [20, 55,56,57,58] Fig. 13b provides clear evidence of elongated ferrite intersecting the RC, indicating that both the formation of elongated ferrite formation and the accumulation of dislocations at the matrix/RC interface contribute to the dissolution of cementite.

a SEM SE image of carbide decay 75–140 µm beneath the RCF contact in the circumferential section where dissolution of tempered cementite and RC is observed at 1.0 × 108. b STEM EDS image of splitting of the residual cementite (RC) by the intrusion of elongated ferrite after 3.5 × 108 stress cycles.
From the above results, it can be hypothesized that RC is decomposed by the dislocation pile-up at the interface. The higher affinity of carbon atoms to dislocation cores [19, 56, 59] would assist the diffusion of carbon away from the cementite.
Discussion
Microstructural decay due to rolling contact fatigue
From the results shown in the previous section, the following could be summarized about the key characteristics of microstructural degradation during RCF in 52100 tempered at high temperature: (I) Formation of ferrite microbands (FB), elongated ferrite (EF) and cementite dissolution and re-precipitation assisted by the dislocation movement; (II) Formation of white etching bands (equiaxed nano ferrite) by the transformation of FB via localized fragmentation and further dislocation rearrangement and formation of new nano-ferrite grains [29]; (III) Coalescence of nano-ferrite by grain rotation; and (IV) LC formation at the side of EF can occur at early stage of the RCF. The sequence of different phenomena and potential transformation mechanisms can be summarized in the following steps, as also depicted in Fig. 14a–d:
-
(I)
At stress cycles of 2.3 × 107, microstructural decay was observed, which was attributed to the microplastic flow generated during RCF. This led to the activation of slip systems that resulted in stress-induced transformation of the initial martensite into the elongated ferrite and groups of elongated ferrite (so-called ferrite microbands). The formation of EF resembles the development of persistent slip bands during fatigue, as observed in iron [4, 60, 61], since both phenomena are driven by the localized slip. The crystal orientation of the martensite packet and the maximum applied shear stress under RCF influence the formation of both elongated ferrite and ferrite microbands. Some grains decay before others due to different resolved shear stress, leading to the formation of EF and ferrite microbands with varying orientations. Multivariant microbands were observed in the middle of the raceway in the radial section, see Fig. 3.

Schematic of microstructural decay during RCF; a as-received microstructure, martensite laths, RC and tempered carbides; b formation of elongated ferrite and ferrite microbands, with dissolution of tempered carbide inside the bands and reprecipitation of LC in the boundary of elongated ferrite; c formation of WEBs (nano-ferrite) constituting of HAGB + LAGB; d growth of WEBs, LC and coalesced nano-ferrite by grain rotation.
The elongated ferrite (EF) and ferrite microbands (FB) can be considered as the martensite to ferrite phase transformation induced by shear stress during RCF [5, 17, 62]. The EF and individual FB are narrow regions of the ferrite phase within the martensitic matrix. The formation of ferrite through shear stress-induced transformation is believed to occur via a preferred slip system, where dislocations within the lattice move along the specific slip planes and directions, resulting in a change in the microstructure. This phenomenon causes carbon atoms to accumulate at the boundaries of the EF, which subsequently then precipitates as LC.
The presence of FB, which are groups of parallel EF with large accumulated strain, can stimulate dynamic recovery and recrystallization [28, 29, 63,64,65]. Since there are observations of subgrains as well as new grains in this region, as evidenced by significant fractions of LAGB and HAGB, it is believed that both processes are potentially active.
At the same time, tempered carbide and RC dissolution are observed inside the elongated ferrite and within ferrite microbands at 2.3 × 107 stress cycles. The dissolution of RC apparently occurs due to the intersection of EF grains with the RC and, alternatively, by dislocation accumulation and interaction at the interface of the cementite and the matrix. These observations are consistent with the literature [20, 59, 66, 67]. The binding energy between carbon atoms and dislocations in ferrite is higher than between carbon and iron atoms in the cementite, indicating that carbon redistribution is closely related to dislocation movement and rearrangement [68]. According to the results of APT in 52100 bearing steel [69] grain boundaries inside the white etching area are enriched with C atoms, while uniform distribution was observed throughout the entire volume. This phenomenon could be similar to what was found for the nano-ferrite regions in this study.
Moreover, at 2.3 × 107 stress cycles, LC has started to nucleate, as illustrated in Fig. 3a, b. This work showed that a possible nucleation site for the LC is at the side of EF within the WEB. The carbon freed from RC will remain at the dislocation core until the dislocation encounters a grain boundary, where the carbon atoms will segregate. This includes the boundaries of EF, FB, and equiaxed nano-ferrite. The formation of LC begins when the carbon solubility limit is reached locally.
-
(II)
Upon increasing the number of stress cycles to 1.0 × 108, the WEBs start to appear. The WEB is composed of nano-ferrite grains that are formed through the fragmentation ferrite microbands via dislocation rearrangement, followed by grain rotation or dynamic recrystallization/recovery in the highly deformed regions. The observed formation of ferrite microbands and their transformation to nano-ferrite can be attributed to the dislocation density at a specific number of stress cycles, with the additional effect of dissolved carbon [34].
Furthermore, the process of coalescence of equiaxed nano-ferrite within the WEB can be understood as grain rotation due to slip [70]. In this process, the grains undergo rotation and develop a deformation texture, facilitating the coalescence of grains with similar orientation.
-
(III)
At higher stress cycles of 3.5 × 108, a greater degree of microplastic deformation is expected. The continuous formation of equiaxed nano-ferrite leads to an increase in the size of the WEBs. The growing size of the WEBs contributes to the further dissolution of residual and tempered cementite. Simultaneously, the growth of elongated ferrite and the coalescence of nano-ferrite decrease the carbon solubility within the WEB. Consequently, this promotes the formation of more LC within the WEB.
Conclusions
The study has conducted a comprehensive analysis of the microstructural changes after rolling contact fatigue of AISI/SAE 52100 tempered at a high temperature. Based on the findings, the following conclusions can be drawn:
-
Tempered cementite undergoes decomposition under cyclic loading in the region experiencing maximum shear stress. This decomposition is attributed to the interaction between dislocations and the cementite particles. Furthermore, the dissolution of the residual cementite (RC) is linked to the accumulation and interaction of dislocations at the interface between cementite and the tempered martensite matrix.
-
At 2.3 × 107 stress cycles, microstructural decay was observed, characterized by the formation of elongated ferrite and ferrite microbands. Further increasing the number of stress cycles to 1.0 × 108 promoted the formation of white etching bands. The white etching bands were formed through the transformation of the ferrite microbands into equiaxed nano-ferrite grains either through fragmentation and dislocation rearrangement or via dynamic recrystallization and recovery. This process is expected to lead to cyclic softening, which is attributed to a reduction in dislocation density.
-
A new microstructural feature has been identified within the white etching band and is designated as ‘coalesced nano-ferrite.’ Coalesced nano-ferrite emerges after 1.0 × 108 stress cycles, and its formation is attributed to the coalescence of equiaxed grains through grain rotation.
-
Lenticular cementite was observed to nucleate at the side of both elongated ferrite and coalesced nano-ferrite. The formation of lenticular cementite is associated with the decreased carbon solubility in the local region. The presence of LC was detected as early as at 2.3 × 107 stress cycles, and with an increasing in stress cycles, additional lenticular cementite forms and grows in size.
Data and code availability
The raw/processed data essential for replicating these findings cannot be shared at this time, as it is currently integral to an ongoing research study.
References
Bush J, Grube L, Robinson H (1961) Microstructural and residual stress changes in hardened steel due to rolling contact. Trans Am Soc Met 54:390–412
Lund T (1969) Structural alterations in fatigue-tested ball- bearing steel. Jernkontorets Ann 153:337–343
Österlund R, Vingsbo O (1980) Phase changes in fatigued ball bearings. Metall Trans A 11:701–707. https://doi.org/10.1007/BF02661199
Sugino K, Miyamoto K, Nagumo M, Aoki K (1970) Structural alterations of bearing steels under rolling contact fatigue. Trans Iron Steel Inst Jap 10:98–111. https://doi.org/10.2355/isijinternational1966.10.98
Swahn H, Becker PC, Vingsbo O (1976) Martensite decay during rolling contact fatigue in ball bearings. Metall Trans A 7:1099–1110. https://doi.org/10.1007/BF02656592
Voskamp A (2002) Microstructural stability and bearing performance. ASTM international, pp 443–456
Jones A (1947) Metallographic observations of ball bearing fatigue phenomena. Symposium on testing of bearings, pp 35–52. https://doi.org/10.1520/STP42598S
Šmeļova V, Schwedt A, Wang L, Holweger W, Mayer J (2017) Electron microscopy investigations of microstructural alterations due to classical rolling contact fatigue (RCF) in martensitic AISI 52100 bearing steel. Int J Fatigue 98:142–154. https://doi.org/10.1016/j.ijfatigue.2017.01.035
Voskamp A (1985) Material response to rolling contact loading. J Tribol 107:359–364. https://doi.org/10.1115/1.3261078
Fu H, Galindo-Nava EI, Rivera-Díaz-del-Castillo PEJ (2017) Modelling and characterisation of stress-induced carbide precipitation in bearing steels under rolling contact fatigue. Acta Mater 128:176–187. https://doi.org/10.1016/j.actamat.2017.02.006
Fu H, Song W, Galindo-Nava EI, Rivera-Díaz-del-Castillo PEJ (2017) Strain-induced martensite decay in bearing steels under rolling contact fatigue: modelling and atomic-scale characterisation. Acta Mater 139:163–173. https://doi.org/10.1016/j.actamat.2017.08.005
Warhadpande A, Sadeghi F, Evans RD (2013) Microstructural alterations in bearing steels under rolling contact fatigue: part 2-diffusion-based modeling approach. Tribol Trans 57:66–76. https://doi.org/10.1080/10402004.2013.847999
Bhadeshia H (2012) Steels for bearings. Prog Mater Sci 57:268–435. https://doi.org/10.1016/j.pmatsci.2011.06.002
Fu H, Rivera-Díaz-Del-castillo P (2019) Evolution of white etching bands in 100Cr6 bearing steel under rolling contact-fatigue. Metals (Basel) 9:491. https://doi.org/10.3390/met9050491
Perez M, Sidoroff C, Vincent A, Esnouf C (2009) Microstructural evolution of martensitic 100Cr6 bearing steel during tempering: From thermoelectric power measurements to the prediction of dimensional changes. Acta Mater 57:3170–3181. https://doi.org/10.1016/j.actamat.2009.03.024
El Laithy M, Wang L, Harvey TJ, Vierneusel B (2020) Re-investigation of dark etching regions and white etching bands in SAE 52100 bearing steel due to rolling contact fatigue. Int J Fatigue 136:105591. https://doi.org/10.1016/j.ijfatigue.2020.105591
Swahn H, Becker P, Vingsbo O (1976) Electron-microscope studies of carbide decay during contact fatigue in ball bearings. Met Sci 10:35–39. https://doi.org/10.1179/030634576790431444
Gavriljuk V (2003) Decomposition of cementite in pearlitic steel due to plastic deformation. Mater Sci Eng A 345:81–89. https://doi.org/10.1016/S0921-5093(02)00358-1
Sauvage X, Ivanisenko Y (2007) The role of carbon segregation on nanocrystallisation of pearlitic steels processed by severe plastic deformation. J Mater Sci 42:1615–1621. https://doi.org/10.1007/s10853-006-0750-z
Ivanisenko Y, Lojkowski W, Valiev RZ, Fecht HJ (2003) The mechanism of formation of nanostructure and dissolution of cementite in a pearlitic steel during high pressure torsion. Acta Mater 51:5555–5570. https://doi.org/10.1016/S1359-6454(03)00419-1
Kang J, Rivera-Díaz-Del-Castillo P (2013) Carbide dissolution in bearing steels. Comput Mater Sci 67:364–372. https://doi.org/10.1016/j.commatsci.2012.09.022
Martin J, Borgese S, Eberhardt A (1966) Microstructural alterations of rolling—bearing steel undergoing cyclic stressing. J Basic Eng. 88(3):555–565
Zwirlein O, Schlicht H (1982) Rolling contact fatigue mechanisms—accelerated testing versus field performance. Rolling contact fatigue testing of bearing steels 771. ASTM International, Phoenix, pp 358–379
El Laithy M, Wang L, Harvey TJ, Vierneusel B, Correns M, Blass T (2019) Further understanding of rolling contact fatigue in rolling element bearings—a review. Tribol Int 140:105849. https://doi.org/10.1016/j.triboint.2019.105849
Muro H, Tsushima N (1970) Microstructural, microhardness and residual stress changes due to rolling contact. Wear 15:309–330. https://doi.org/10.1016/0043-1648(70)90176-6
Buchwald J, Heckel RW (1968) An analysis of microstructural changes in 52100 steel bearings during cyclic stressing. ASM Trans Q 61:750–756
Abdullah MU, Khan ZA, Kruhoeffer W, Blass T, Vierneusel B (2021) Development of white etching bands under accelerated rolling contact fatigue. Tribol Int 164:107240. https://doi.org/10.1016/j.triboint.2021.107240
El Laithy M, Wang L, Harvey TJ, Schwedt A, Vierneusel B, Mayer J (2022) White etching bands formation mechanisms due to rolling contact fatigue. Acta Mater 232:117932. https://doi.org/10.1016/j.actamat.2022.117932
El Laithy M, Wang L, Harvey TJ, Schwedt A, Vierneusel B, Mayer J (2023) Mechanistic study of dark etching regions in bearing steels due to rolling contact fatigue. Acta Mater 246:118698. https://doi.org/10.1016/j.actamat.2023.118698
Hamrock BJ, Dowson D (1976) Isothermal elastohydrodynamic lubrication of point contacts. Am Soc Mech Eng 98(2):264–275
Johnson KL, Keer LM (1986) Contact mechanics. J Tribol 108:659–659. https://doi.org/10.1115/1.3261297
Ryttberg K, Knutson Wedel M, Recina V, Dahlman P, Nyborg L (2010) The effect of cold ring rolling on the evolution of microstructure and texture in 100Cr6 steel. Mater Sci Eng A 527:2431–2436. https://doi.org/10.1016/j.msea.2009.12.016
Song W, Choi PP, Inden G, Prahl U, Raabe D, Bleck W (2014) On the spheroidized carbide dissolution and elemental partitioning in high carbon bearing steel 100Cr6. Metall Mater Trans A Phys Metall Mater Sci 45:595–606. https://doi.org/10.1007/s11661-013-2048-5
Echeverri Restrepo S, Ooi SW, Yan P, Andric P, Vegter RH, Lai J (2021) Dark etching regions under rolling contact fatigue: a review. Mater Sci Technol 37:347–376. https://doi.org/10.1080/02670836.2021.1916252
Borgese S (1970) A study of the growth mechanism of lenticular carbides in cyclically stressed 52100 steel. J Tribol 92:54–58. https://doi.org/10.1115/1.3451340
Huang K, Logé RE (2016) A review of dynamic recrystallization phenomena in metallic materials. Mater Des 111:548–574. https://doi.org/10.1016/j.matdes.2016.09.012
Sakai T, Belyakov A, Kaibyshev R, Miura H, Jonas JJ (2014) Dynamic and post-dynamic recrystallization under hot, cold and severe plastic deformation conditions. Prog Mater Sci 60:130–207. https://doi.org/10.1016/j.pmatsci.2013.09.002
Tsuji N, Matsubara Y, Saito Y (1997) Dynamic recrystallization of ferrite in interstitial free steel. Scr Mater 37:477–484. https://doi.org/10.1016/S1359-6462(97)00123-1
Humphreys FJ, Hatherly M (eds) (2004) Chapter 13 - Hot deformation and dynamic restoration. In: Recrystallization and related annealing phenomena, 2nd edn. Elsevier, Amsterdam, pp 427–438
Wetscher F, Tian B, Stock R, Pippan R (2006) High pressure torsion of rail steels. Mater Sci Forum 503:455–460. https://doi.org/10.4028/www.scientific.net/MSF.503-504.455
Qin Y (2020) Microstructure alterations in bearing steels exposed to severe plastic deformation. http://publications.rwth-aachen.de/record/794311%0A, http://publications.rwth-aachen.de/record/794311/files/794311.pdf
Duan Y, Yu J, Dong B, Zhang H, Meng M, Cheng M, Zhang Z, Zhang B, Hao H, Xu P, Liu H (2022) Microstructure evolution and dynamic recrystallization behavior of Mg-Gd-Y-Zn-Zr alloy during rotating backward extrusion. Materials (Basel) 15(3):1057. https://doi.org/10.3390/ma15031057
Bacca M, Hayhurst DR, McMeeking RM (2015) Continuous dynamic recrystallization during severe plastic deformation. Mech Mater 90:148–156. https://doi.org/10.1016/j.mechmat.2015.05.008
Humphreys J, Rohrer G, Rollett A (2017) Recovery after deformation. Recrystallization and related annealing phenomena, 3rd edn. Elsevier, Oxford, pp 199–227
Sauzay M, Brillet H, Monnet I, Mottot M, Barcelo F, Fournier B, Pineau A (2005) Cyclically induced softening due to low-angle boundary annihilation in a martensitic steel. Mater Sci Eng A 400–401:241–244. https://doi.org/10.1016/j.msea.2005.02.092
Winning M, Rollett AD (2005) Transition between low and high angle grain boundaries. Acta Mater 53:2901–2907. https://doi.org/10.1016/j.actamat.2005.03.005
Pan H, He Y, Zhang X (2021) Interactions between dislocations and boundaries during deformation. Materials (Basel) 14:1–48. https://doi.org/10.3390/ma14041012
Gleiter H (1996) Chapter 9: Microstructure. In: Cahn W, Haasen P (eds) Physical Metallurgy, 4th edn. Elsevier, Oxford, pp 843–942
Cottrell H, Bilby B (1949) Dislocation theory of yielding and strain ageing of iron. Proc Phys Soc Sect A 62(1):49
Laird C, Buchinger L (1985) Hardening behavior in fatigue. Metall Trans A 16A:2201–2214
Mughrabi H (1985) Dislocations in fatigue. Dislocations and properties of real materials. Maney Publication, London
Neumann P (1986) Low energy dislocation configurations: a possible key to the understanding of fatigue. Mater Sci Eng 81:465–475
Brewer L, Field D, Merriman C (2009) Mapping and assessing plastic deformation using EBSD. In: Field DP (ed) Electron backscatter diffraction in materials science, 2nd edn. Springer, Dordrecht, pp 251–261
Dutta R, Petrov R, Hermans M, Richardson I (2015) Accommodation of plastic deformation by ultrasound-induced grain rotation. Metall Mater Trans A 46:3414–3422. https://doi.org/10.1007/s11661-015-2910-8
Qin Y, Mayweg D, Tung P, Pippan R, Herbig M (2020) Acta Materialia Mechanism of cementite decomposition in 100Cr6 bearing steels during high pressure torsion. Acta Mater 201:79–93. https://doi.org/10.1016/j.actamat.2020.09.069
Li YJ, Choi P, Borchers C, Westerkamp S, Goto S, Raabe D, Kirchheim R (2011) Atomic-scale mechanisms of deformation-induced cementite decomposition in pearlite. Acta Mater 59:3965–3977. https://doi.org/10.1016/j.actamat.2011.03.022
Zhou L, Liu G, Ma XL, Lu K (2008) Strain-induced refinement in a steel with spheroidal cementite subjected to surface mechanical attrition treatment. Acta Mater 56:78–87. https://doi.org/10.1016/j.actamat.2007.09.003
Danoix F, Danoix R, Akre J, Grellier A, Delagnes D (2011) Atom probe tomography investigation of assisted precipitation of secondary hardening carbides in a medium carbon martensitic steels. J Microsc 244:305–310. https://doi.org/10.1111/j.1365-2818.2011.03537.x
Kalish D, Cohen M (1970) Structural changes and strengthening in the strain tempering of martensite. Mater Sci Eng 6:156–166. https://doi.org/10.1016/0025-5416(70)90045-5
Pohl K, Mayr P, Macherauch E (1983) Shape and structure of persistent slip bands in iron carbon alloys. pp 147–159. https://doi.org/10.1007/978-94-009-6821-9_12
Stubbington GA (1963) Some observation on microstructural damage produce by reversed glide in an aluminium-7.5% zinc-2.5% magnesium alloy. Acta Metall 12(8):931–939
Becker PC (1981) Microstructural changes around non-metallic inclusions caused by rolling-contact fatigue of ball-bearing steels. Met Technol 8:234–243. https://doi.org/10.1179/030716981803275415
Friedel J (1964) Chapter III: motion of dislocations. Dislocations, 1st edn. Pergamon Press Ltd, Oxford, pp 49–75
Hayakawa Y, Szpunar JA (1997) Modeling of texture development during recrystallization of interstitial free steel. Acta Mater 45:2425–2434. https://doi.org/10.1016/S1359-6454(96)00353-9
Inagaki H (1984) Formation of 111 recrystallization texture in polycrystalline iron. Trans ISIJ 24:266–274. https://doi.org/10.2355/isijinternational1966.24.266
Nematollahi GA, Grabowski B, Raabe D, Neugebauer J (2016) Multiscale description of carbon-supersaturated ferrite in severely drawn pearlitic wires. Acta Mater 111:321–334. https://doi.org/10.1016/j.actamat.2016.03.052
Guelton N, François M (2020) Strain-induced dissolution of cementite in cold-drawn pearlitic steel wires. Metall Mater Trans A Phys Metall Mater Sci 51:1602–1613. https://doi.org/10.1007/s11661-020-05640-4
Kiranbabu S, Qin Y, Sreekala L, Das SM, Pippan R, Morsdorf L, Herbig M (2023) Decomposition-resistant carbonitride precipitates in X30CrMoN15-1 high-nitrogen bearing steel deformed by high-pressure torsion. Mater Sci Eng A 863:144529. https://doi.org/10.1016/j.msea.2022.144529
Li YJ, Herbig M, Goto S, Raabe D (2017) Atomic scale characterization of white etching area and its adjacent matrix in a martensitic 100Cr6 bearing steel. Mater Charact 123:349–353. https://doi.org/10.1016/j.matchar.2016.12.002
Mgbokwere CO, Nutt SR, Duffy J (1994) Shear band formation in 4340 steel: a TEM study. Mech Mater 17:97–110. https://doi.org/10.1016/0167-6636(94)90052-3
Acknowledgements
The authors would like to acknowledge Ovako AB, Sweden, for providing the samples, and the facilities for the rolling contact fatigue test. Thanks also to Jan Erik Andersson, Niclas Granlund, Fredrik Lindberg for the help in sample preparations and rolling contact fatigue experiments. Ovako AB, Hofors, Sweden, has funded this research through the Center for mechanics and materials design (MMD) center at KTH.
Funding
Open access funding provided by Royal Institute of Technology.
Author information
Authors and Affiliations
Contributions
TL was involved in conceptualization, methodology, investigation, formal analysis, writing–original draft, and visualization. RPB contributed to conceptualization, methodology, investigation, supervision, and review & editing. SO was involved in conceptualization, methodology, supervision, and review & editing. PH contributed to conceptualization, methodology, resources, review & editing, supervision, project administration, and funding acquisition.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Ethical approval
Ethical approval is not applicable in this case. (There are no experiments involving human tissue.)
Additional information
Handling Editor: Naiqin Zhao.
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Loaiza, T., Babu, R.P., Ooi, S. et al. Refining the mechanistic understanding of microstructural decay during rolling contact fatigue in 52100 bearing steel tempered at high temperature. J Mater Sci 58, 17093–17112 (2023). https://doi.org/10.1007/s10853-023-09088-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-023-09088-w