
Abstract
Waste treatment using thermal technologies, such as incineration, leads to the production of pollutants and wastes, including fly ash (FA). Fly ash contains heavy metals (HMs) and other contaminants and can potentially pose high risks to the environment and negatively impact health and safety. Consequently, stabilizing fly ash prior to either use or landfilling is crucial. The toxicity of fly ash through heavy metal leaching can be assessed using leaching tests. The leaching rates of heavy metals primarily depend on the surrounding conditions as well as fly ash properties and metal speciation. Physical separation, leaching or extraction, thermal treatment and solidification/chemical stabilization are proposed as suitable approaches for fly ash treatment. Economic considerations, environmental concerns, energy consumption and processing times can define the efficiency and selection of the treatment approach. This review considers the latest findings and compares the advantages and shortcomings of different fly ash treatment methods with the aim of highlighting the recent advances in the field. The review concludes that the simultaneous implementation of various methods can lead to highly efficient heavy metals removal/stabilization while simultaneously taking economic and environmental considerations into account.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
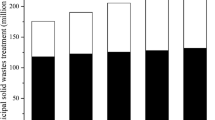
The global population boom, which is expected to reach 9.7 billion by 2050, in conjunction with excessive industrial activities, has seen solid waste production volumes significantly increase and is predicted to reach 2.2 billion tonnes per year by 2025 [1]. Currently, the conventional methods to dispose of wastes are landfilling and incineration. However, due to the noticeable carbon footprint and other environmental repercussions, including groundwater contamination, soil erosion and land occupation, landfilling is the least favored waste management method. Compared to landfilling, incineration reduces the volume and mass of wastes by 90% and 75%, respectively [2], as well as leads to the production of a considerable amount of energy in the forms of heat and electricity [3,4,5,6,7,8].
Despite its noteworthy advantages, certain shortcomings and limitations have diminished the efficiency of the incineration process. This waste thermal treatment method inevitably leads to the generation of by-products, namely bottom ash (BA) (around 80% by wt.) and fly ash (20% by wt.) [9], containing heavy metals (e.g., Zn, Pb, Cu, Cd, Cr and Ni), chlorides, and organic compounds (dioxins, furans, PCBs, VOCs and PAHs) [3, 10]. Generally, bottom ash is not considered to be as hazardous and problematic as fly ash and can be employed as a constructional material. As heavy metals cause severe health problems, their emission is considered to be a great concern [11]. The presence and concentration of various heavy metals in fly ash residue can be defined by feedstock traits, operating conditions and flue gas treatment facilities [11, 12].
It is suggested that fly ash can be and is currently used as a construction material [13], a thermochemical energy storage (TCES) material [8], a H2S removal agent [14], a low-cost adsorbent for gas and water treatment [15] and in some instances it can be converted to a zeolite-based catalyst [16]. As heavy metals pose a threat to the environment, the release of fly ash heavy metals should be controlled and minimized prior to its reutilization or disposal.
Figure 1 depicts the proposed fly ash treatment methods as reported in the literature. Generally, leaching or extraction, thermal treatment and solidification/chemical stabilization are considered as common approaches for fly ash treatment [2, 17, 18]. In the extraction method, the harmful species can be extracted with the help of electrodialytic or a leachate, which can be water or an acid [2, 19, 20]. Washing fly ash using water is considered to be the simplest separation method which leads to the removal of soluble salts [11]. Acid washing is a practical technique for heavy metals removal, but it considerably changes the pH and material characteristics [21]. However, this method leads to the production of wastewater and is not economically feasible [3, 20].

Proposed fly ash treatment methods
Solidification/stabilization is the most common fly ash neutralization-stabilization technique [11]. The heavy metal release rate can be efficiently controlled using cement or a polymeric binder [22]. This method hinders heavy metal emissions with the contribution of physical and chemical interactions leading to the encapsulation, fixation or adsorption of pollutants [3, 11].
Thermal treatment methods, which can be divided into vitrification, melting/ fusing and sintering [6], are more efficient fly ash stabilization techniques, compared to their counterparts. It is reported that the leachability of heavy metals, as well as fly ash weight and volume, reduce significantly after thermal treatments [2, 6, 10]. The exposure of fly ash to high temperature atmosphere leads to decomposition of the hazardous pollutants. Also, under such conditions, a substantial proportion of heavy metals are evaporated or encapsulated in the remaining vitrified residue [22, 23]. It is worth noting that the stabilization of fly ash after thermal treatment is principally due to the physical and chemical alterations, such as mineral phase transformation, particle adhesion, conglomeration, and formation of SiO2-Al2O3-CaO chemical bonds in the ash [6, 10]. The release of volatile heavy metals in the atmosphere, and substantial energy consumption along with significant operational expenses and initial investment, are the biggest drawbacks of thermal treatment methods [2, 20].
Potential contamination and heavy metals release from the fly ash are typically evaluated through leaching tests to determine the leachability of the contaminants from the fly ash. The most common leaching tests are USEPA’s Toxicity Characteristic Leaching Procedure (TCLP) and the European standard test (EN12457/1-4) [12, 24]. While in the EN 12457/1-4 test the extraction medium is distilled water (L/S ratio of 10 for 24 h), in the USEPA TCLP method the granular material is continually stirred, commonly in an acetic solution with an L/S ratio of 20 for 18 h [25]. Inductively coupled plasma emission spectrometry (ICP-OES) and atomic fluorescence spectrometry (AFS) are two standard methods for analyzing heavy metals in fly ash [26]. The most considerable shortcoming of the leaching tests is the time required for the measurements. Adoption of rapid and fast response analysis, such as laser induced breakdown spectroscopy (LIBS) technology, is of great interest as a result [26, 27].
Metal mobility can determine its leachability. The sequential extraction procedure can provide an insight into fly ash heavy metal speciation and mobility [28, 29]. As defined by this method, the heavy metals are classified into five categories, namely, exchangeable, carbonated, Fe–Mn oxides, organic matter and residual form [28]. The exchangeable and carbonate fractions are the most unstable forms leading to high leachability of heavy metals. In contrast, high proportions of Fe–Mn oxides, organic matter, and residual fractions bring about a more stable fly ash with lower probability of heavy metal extraction [2]. It should be noted that close to half of the heavy metals are in residual fractions entrapped in crystal lattices and are not likely to pose a threat to the environment [24].
Fly ash characteristics
Fly ash consists of fine particles from the flue gas trapped by filters or electrostatic precipitators. Fly is a mixture of empty pass ashes (EA), boiler ashes (BOA) and the electrostatic precipitator ashes (ESPA). It is found that 70–75% of FA is made up of ESPA [30]. It is mainly composed of several toxic substances, such as metal salts, and its composition varies depending on the composition of the waste [20]. The main fly ash elements are generally Si, Ca, K, Na, Al, Cl, Fe, which are not environmentally hazardous. However, Pb, Cr, Cd, Zn, Hg, Cu, Ni and As, present in trace amounts that accumulate in fly ash particles through the volatilization and condensation processes, are toxic and can cause a significant environmental threat [31]. The concentrations of fly ash heavy metals from different sources are compared in Table 1.
Generally, the contents of the major fly ash constituents decrease in order Zn > Pb > Cu > Cr > Ni > Cd > As > Hg [38, 41]. It should be noted that Zn, Cd, Pb, Hg and As show higher volatility, while Ni is less volatile [41]. Due to their considerable volatility, Pb and Zn can be transformed into PbCl2 and ZnCl2 through the incineration process and then vaporize. However, as the formation of ZnCl2 is restricted, Zn is mostly encapsulated in the stable mineral species or can be found as Zn2SiO4 or ZnAl2O4 in fly ash. This is the main reason for the high Zn content in fly ash [42].
Figure 2 provides the XRD spectra of a raw fly ash material, showing CaCO3, CaSO4, Fe2O3, SiO2, NaCl and KCl are the main fly ash crystalline components [13, 31, 41, 43, 44].

XRD pattern of municipal solid waste fly ash from a circulating fluidized bed incinerator located in Shandong Province (eastern China) [41]
It is reported that waste composition and moisture level, incinerator type and operating conditions, specifically temperature, can define the fly ash composition and metals distribution to a large extent [38, 42, 43]. For instance, it is reported that close to 45% of Cd, Cr, Hg and As originates from food waste, and 37% of Pb comes from plastic and rubber streams, while 10–15% of the total heavy metals are produced from paper and cellulosic wastes [38]. Taking the type of incinerator into consideration, it is reported that under identical operating conditions the employment of a fluidizing bed incinerator leads to the production of higher amount of fly ash (two to three times larger) in comparison to other incinerator types [41]. Moreover, in a study carried out by Zhang et al. [45], the thermal behaviour of MSWI fly ash from a grate furnace (GF) and a circulating fluidized bed (CFB) were compared. They reported that the fusion temperature of the CFB fly ash was 150 °C lower than the GF fly ash. The difference in temperature was attributed to the higher content of SiO2 in CFB fly ash which reacts with other components to form low-melting temperature compounds.
The availability of fly ash trace metals and their environmental risks, is predominantly defined by metal speciation. Metal speciation is classified as the acid-soluble and exchangeable fraction (F1), the reducible fraction (F2), the oxidizable fraction (F3), and the residual fraction (F4) based on the Community Bureau of Reference (BCR) sequential extraction process considerations [46]. The environmental risk of these four categories decreases in the order of F1 > F2 > F3 > F4, where F4 is the most chemically stable fraction and cannot easily be released [2, 46]. Figure 3 depicts the BCR results from a fly ash sample [43], where Mn can mostly be found in the F4 fraction, Cd in the F1 and F3 fractions, Cu is distributed across all fractions, more than 50% of Zn resides in F1 and F2 fractions and 35% in F4, and 53% of Pb is retained in the F4 fraction [43]. Based on the BCR analysis, the release of Cu, Pb and Cd is more probable and their control measures should be prioritized.

Fly ash (sampled from a CFB MSW incinerator in Wuhan, China) metal speciation based on BCR sequential extraction analysis [43]
It is worth noting that the heavy metals release rate is significantly affected by environmental conditions, especially pH [13]. Figure 4 provides information on the leachability variations for Cu, Pb and Zn as a function of pH. As can be seen from Fig. 4, in a high acidity environment can significantly enhance the leachability of heavy metals. Further, their release rate can be minimized, providing the pH is kept within the range of 5–12. It should be noted that the changes in heavy metals leachability under different acid–base conditions are due to alterations in the chemical species of the heavy metals [13]. The formation of crystal lattices by Si and Al can also favour HMs stability in FA [24].

The leachability of Cu, Pb and Zn as a function of pH from fly ash of municipal solid waste incinerator (MSWI) in the Jinshan (Shanghai) [13]
It is also reported that heavy metals leachability of fly ash can be extensively determined by the CaO content, soluble chlorine (S–Cl) content and pH of the fly ash [24, 27]. A higher CaO content implies there is a higher acid neutralizing capacity of the fly ash and as a result less leaching of heavy metals is expected. In contrast, a higher soluble chlorine content enhances the probability of HMs release. It is reported that when the content of CaO exceeds 14%, the fly ash pH is over 11.8, and when soluble chloride is below 0.025 mol/L the leaching concentrations of HMs are almost below the standard’s limit [27]. In a study conducted by Liu et al. [24], the Φ index, defined as Eq. 1, was proposed as a practical parameter for determining the leaching risk of HMs by combining the three abovementioned variables. It is declared that when Φ is below 12.5, the leaching of HMs likely exceeds the standards’ limits.
where \(c\left( {{\text{H}}^{ + } } \right)\), \(c\left( {{\text{Cl}}^{ - } } \right)\), and \(c\left( {f - {\text{CaO}}} \right)\) are the molar concentration (mol/L) of hydrogen ion, chloride ion, and free CaO, respectively.
MSWI fly ash comprises crystalline and non-crystalline phases. Fly ash particles are found to be heterogenous within their bulk and also at an inter-particle level [47, 48]. In study conducted by Kitamura et al.[49], they found that a FA particle comprises a Si-based core that is insoluble, Al/Ca/Si-based semi-soluble matrices and a KCl/NaCl-based soluble layer on the surface. It is reported that most fly ash particles have a size in the range of 1 to 100 µm, with 50% of the particles possessing a diameter less than 15.7 µm [13]. Due to the porous structure of fly ash, finer particles provide higher surface area inevitably so that the vaporized heavy metals in the incinerator can be condensed and aggregated effectively on surface of the smaller particles in the flue gas cooling system leading to their higher concentration of heavy metals compared to larger particles, which increases their health and environmental impacts [43, 50].
HMs removal methods
Solidification/stabilization
Solidification/stabilization (S/S) is one of the most commonly employed heavy metals immobilization strategies prior to landfilling or fly ash reutilization. In this method, the leachability of heavy metals is reduced considerably with the help of an additive or a binder [51]. Table2 compares the heavy metals leachability of MSWI FA from different sources solidified/stabilized with different agents under the specific leaching condition.
Considering the effectiveness of the adopted binder, solidification with cement and polymeric binders can diminish leachability and toxicity of the fly ash. Due to the immobilization efficiency, low treatment expenses and easy processibility, cement solidification is by far the most used technique for fly ash treatment. However, this method increases the waste volume considerably and the HMs release rate changes over the course of time [51, 52]. A positive correlation between HMs leaching content and time has been reported with most HMs in a cement-modified fly ash released at an early stage. In this instance, 97% of the total leaching quantities detected occurred during the first week after solidification [52]. Figure 5 shows the changes in HMs release rate of a cement-solidified sample as a function of time. In the chemical stabilization technique, the employment of a chemical agent, that can be organic or inorganic, leads to physical and chemical alterations to the fly ash properties, which can thus decrease the HMs bioavailability. Gypsum, phosphate, bleach, sulfides (sodium thiosulfate, sodium sulfide) and polymer organic stabilizers are commonly adopted as a stabilizer for this purpose [51]. The use of ethylene diamine tetracetic acid (EDTA) and thiodiglycolic acid (TGA) as organic stabilizers has received great attention due to economic considerations, promising efficiency, easy processibility, and lower dosage requirement compared to the inorganic agents [19]. In a study conducted by Assi et al. [33], bottom ash of municipal solid waste incinerator was used as a fly ash HMs stabilizer. It was reported that due to the presence of calcium ions, amorphous silica and alumina in the bottom ash, the resulting cementitious properties and pozzolanic reactions in the FA/BA mixture were promoted. There was a considerable reduction in HMs leachability, especially for Pb and Zn, with at least two orders of magnitude leaching reduction compared to the non-modified fly ash. Moreover, this technique showed a satisfactory HMs stabilization efficiency over the course of time. In a study conducted by Fan et al. [39], the solidification of MSWI fly ash using Portland cement and coal fly ash-based geopolymer was investigated. Based on the leaching test results, under geopolymer treatment, the immobilization rates of Pb, Zn, and Cd were more than 99%. The geopolymer was a more effective stabilizer compared to cement due to the presence of active aluminosilicate in the MSWI fly ash contributing to the geopolymerization reaction leading to the encapsulation of heavy metals and chloride ions.

Changes in HMs (Zn, Pb, Cu, Cd) release rate for cement-solidified fly ash samples (sampled from Shanghai Yuqiao Wastes Incineration Plant, China) against leaching time [52]
Chen et al. [3] conducted a study to understand the feasibility of fly ash stabilization using supplementary cementitious materials (SCMs) and green stabilizers. It was concluded that use of SMCs, such as fumed silica, improved the formation of the C–S–H (calcium silicate hydrate) structure leading to significant metal encapsulation and immobilization. The adoption of fumed silica in the binder was considered as a novel, efficient and low-carbon method for hazardous fly ash treatment. Further, it was found that the incorporation of phosphate-based and sulphate-based additives, such as potassium dihydrogen phosphate (KDP), incinerated sewage sludge ash (ISSA), and phosphorus gypsum (PG) could enhance HMs immobilization to a large extent. Fan et al. [62] undertook a study to assess the effectiveness of a novel solidification binder obtained by blending MgO and silica fume. They found that MgO–SiO2–H2O (M–S–H) binders reduced the HMs release rate by physical encapsulation and chemical bonding. The immobilization ratios of Pb, Zn and Cd were found to be 99.5%, 98.7% and 96.9%, respectively. The effectiveness of sodium carbonate solution as a fly ash stabilizing agent was investigated by Atanes et al. [11]. They reported that the Na2CO3 treatment lowered the leaching of HMs, with the Pb, Zn, Cu and Cd contents in the leachate reduced by 67.1, 77.4, 60.7 and 86.4%, respectively, following FA stabilization. The leaching test results for the raw and treated fly ash are compared in Table 3. The immobilization of HMs in this process was attributed to the formation of insoluble, non-leachable salts as metal carbonates, which can efficiently stabilize heavy metals. In a study conducted by Huang et al. [63] on MSWI fly ash HMs immobilization, the effect of integrating closed-loop electrokinetics (EK) with alkali compounds (sodium hydroxide flakes and sodium silicate) on activating solidification/stabilization was investigated. They reported that the leachability of Zn, Pb, and Cu was reduced by 57.84%, 80.19%, and 17.58%, respectively. The reduction in the release rates of HMs was attributed mainly to physical encapsulation and partly to geo-polymerization in the curing matrices. Chen et al. [67] conducted a study to pinpoint the effect of the integration of water wet extraction and accelerated carbonation by CO2 mineralization on MSWI fly ash stabilization using a high gravity process, and investigated its use as a supplementary cementitious material (SCM) in cement mortar. Based on the TCLP results, the integrated stabilization process was useful for MSWI fly ash stabilization.
The phosphate stabilization technique, with two industrialized processes, namely, the Neutrec and VKI processes, is an interesting approach for fly ash treatment [12]. Sun et al. [68] studied the impacts of fly ash phosphate pre-treatment on HMs leachability. Figure 6 compares the leachability of raw and phosphate-treated fly ash at different temperatures. The TCLP results indicated that the leachability of HMs was reduced significantly following the phosphate stabilization process. This was attributed to the formation of pyromorphite and hydroxyapatite, which can hinder the mobilization and volatilization of heavy metals. Based on the BCR results, this stabilization technique changed metal speciation fractions and enhanced the fraction of more stable phases through dissolution and reprecipitation processes. It implies that the newly formed crystal lattices encapsulate heavy metals leading to their stability and reduced leachability. A study conducted by Vavva et al. [12] found that the phosphoric acid pretreatment of fly ash with an acid/ash ratio of 7% w/w followed by water washing was promising for HMs stabilization, specifically Pb. It was also concluded that washing the fly ash with water prior to phosphoric acid treatment could reduce the efficiency of the method.

Leachability of heavy metals from raw fly ash (RFA) and treated fly ash (TFA) at various temperatures (fly ash collected YuQiao MSW Incineration Power Plant located at Shanghai, China,) [68]
Li et al. [2] investigated the effectiveness of a novel sulfur-based polymer stabilizer, dithiocarboxylate functionalized polymer (TEM_CSSNa), for HMs stabilization and compared its efficiency with two prevailing chemical stabilizers, sodium sulfide (Na2S) and thiourea (Tu). They found that, compared to Na2S and Tu, the use of a much lower amount of TEM_CSSNa invoked the same leaching result. Further, the polymer-based stabilizer was able to retain its stabilizing efficiency over a broad pH range. When using the same amount of stabilizer, TEM_CSSNa stabilization led to a lower leachate heavy metals content in comparison to Na2S and Tu. The distributions of metal speciation before and after TEM_CSSNa stabilization are compared in Fig. 7. As shown, stabilization reduced the acid-soluble fraction, although it enhanced the oxidizable and residual fractions of fly ash. This stabilization method reduced the leachability of HMs by formation of stable network structures and diminishing the metal mobility.

Metal speciation distribution in raw fly ash, and fly ash stabilized with 5% Na2S, Tu, and TEM_CSSNa [2]
Wang et al. [19] investigated the stabilization efficiency of two tailor-made stabilization agents, namely, six thio guanidine acid (SGA) and tetra thio bicarbamic acid (TBA). Compared to traditional sulfur-based stabilizers, such as odium dimethyl di thio carbamate (SDD) and Na2S, the agents with multiple hydrosulfide chelating groups showed greater performance and could stabilize heavy metals more efficiently. The leachability results from this study are presented in Table 4. Based on the results, the heavy metals were not removed in this process with the stabilization technique merely changing the heavy metals speciation fractions by reducing the acid-soluble fraction and increasing the residual fraction. The findings imply that using a stabilizer with a higher functional group can enhance the probability of physical and chemical interactions among chelating agents and metal ions which can minimize their mobility and enhance their stability.
The stabilization of fly ash via the incorporation of a locally available and non-toxic wastes materials, regarded as green agents, has received great attention in recent years. In a study conducted by Benassi et al. [66], the possibility of fly ash stabilization with rice husk ash (RHA), an agricultural waste which contains large amount of amorphous silica, was investigated. They found that this stabilization method led to a close to one order of magnitude reduction in Pb and Zn leachability. The stabilization efficiency of RHA was found to originate from the encapsulation of heavy metals by amorphous silica, as well as the carbonation reaction. It was also reported that the annealing of RHA, especially at higher temperatures which promotes the silica content, could augment its stabilization effectiveness. Li et al. [57] investigated the HM immobilization efficiency of alkali-activated slag (AAS) cement for the stabilization of MSWI fly ash. They reported that the AAS was an effective stabilization agent and could achieve an immobilization rate of 70% providing that the fly ash was pretreated with water. The feasibility of heavy metals stabilization with waste fishbone, which contains hydroxyapatite (HAP), was assessed by Mu et al. [1]. They reported that the L/S ratio in the leaching test and the settling period were key factors which defined the fishbone stabilization effectiveness. Under a solid-like condition (L/S < 1.5 mL/g), 66.35% of the Pb could be stabilized at a L/S of 1 mL/g for 24 h of settling when the fishbone content of the solid phase was 50% (w/w). The fishbone also exhibited a promising efficiency for Zn stabilization. In another study conducted by the same authors [69], the ignition of fishbone at 430 °C was found to enhance its metal stabilization efficiency. This was due to the removal of the non-HAP fraction as well as an increase in HAP crystallinity at an elevated temperature. Figure 8 compares the Pb stabilization efficiency under various conditions using natural and ignited fishbone.

The stabilization efficiency of Pb leachability from MSWI fly ash (collected from a waste incineration plant located in City K, Japan) under various L/S conditions for 6 h using natural and ignited fishbone (ignited at 430 °C for 2 h) [69]
Leaching extraction
Chemical extraction
Leaching/extraction with the contribution of a chemical agent is considered as a practical technique to improve the stability of fly ash by removing the chloride, salts, alkali and heavy metals. The main approaches include water washing, acid extraction, alkali extraction, energy extraction and biological extraction or any possible combination of these techniques [51]. It should be noted that the type of leachate, pH, liquid/solid ratio, process time and temperature, particle size, presence of impurities, and the fly ash characteristics can define the efficiency of the process [51, 70, 71]. While the leaching of Cd and Cr are independent of extraction time, Pb leaching decreases with an increase in process time. Temperature changes impose insignificant impacts on Pb leachability, although the dependency of Zn, Al and Ni on temperature has been repeatedly reported [72,73,74]. Liquid/solid ratio can affect the extraction of Pb, Zn and Cd, but not Cr or Cu [29]. It should be noted that all heavy metals can be leached from fly ash under strong acidic conditions (\(pH<4\)), and under alkaline conditions (\(pH>11\)) where some metals (such as Cu, Pb, Zn and Cr) are soluble, although not as soluble as in acidic media [25]. Table5 gives information about the heavy metals extraction rate from the chemically treated MSWI fly ash with water, different acidic, alkaline, and chelating agents.
Water washing pretreatment
Water is the most commonly employed leachate due to its environmental and economic qualities. However, water washing can only remove compositional chloride (except insoluble chloride) and surface metals [9, 70]. The order B > Mo > Se > Li > Sr > Cr > As ~ Ba ~ Cd ~ V > Sn > Rb ~ Zn > Cu ~ Ni ~ Pb > U > Co > Mn, indicates the leaching rate of soluble metals by water washing [70]. Water washing cannot lead to the efficient removal of toxic metals and it has been reported that almost no reduction in Fe, Al, Zn, Pb, Cu and Cd concentrations can be obtained from water washing [71]. Consequently, the water washing approach should be implemented as a contributing and supplementary method along with acid/base extraction approaches for better HMs removal.
Acidic leaching
Acid extraction results in the removal of HMs by weakening the crystal matrix structure of the fly ash in which heavy metals are encapsulated. Acid extraction can remove insoluble chloride, sulfate and heavy metals more so than water washing and alkali extraction where stronger acids with lower pH values exhibit higher efficiency [9, 29]. However, due to the alkaline nature of fly ash (CaCO3 and CaO invoke the highly alkaline nature of fly ash) and the presence of Cl and mineral salts (Na, Ca, K), the pH of the extraction environment is elevated, which results in an inadequate HMs removal. The main rationale behind fly ash pretreatment using water washing is the removal of soluble salts which can enhance the efficiency of HMs removal by acid extraction, where it is reported that water washing can remove Cl, K and Na by up to 80% [5]. It should be noted that, aside from the acid type, the concentration of the used acid plays a key role in acid extraction. For instance Zn and Cd leachability can be governed mainly by acid concentration and not the acid type [72]. Figure 9 illustrates the impact of HCl concentration on the efficiency of heavy metals removal after 60 min at a L/S of 25.

The effects of HCl acid concentration on the leachability of heavy metals from MSWI fly ash (collected from a MSWI plant on the south China mainland) after 60 min at a L/S of 25 [29]
The leaching agents used for HMs removal can be categorized as organic and inorganic acids [29]. Sulfuric (H2SO4), hydrochloric (HCl), nitric acids (HNO3) are the most commonly employed inorganic acids for HMs extractions. It is reported that metal solubility in inorganic acids decreases in the order aqua regia > HCl > HNO3 > H2SO4 [81]. The feasibility of HMs extraction using different acid solutions is compared in Table 6 [29]. As seen in Table 6, HCl shows a better efficiency for HMs removal compared to the other agents. Despite its low cost, H2SO4 is not considered as a highly efficient leachate for metals extraction, especially Pb and Hg, and its use leads to the formation of insoluble sulphates [81, 82].
It has been reported that acid extraction by H2SO4 under elevated temperature and pressurized conditions can enhance its effectiveness [73, 83]. Further, the concurrent use of H2SO4 and HNO3 has been introduced as a practical method for enhancing the efficiency of H2SO4 extraction [70]. Acid extraction using organic acids can be performed with acetic (AA), lactic (LA), citric (CA), oxalic (OA) and gluconic acids (GA) [70] As shown in Table 7, the metal removal efficiency decreases in the order CA > AA ~ LA > OA [77]. Weibel et al. [71] studied the acidic treatment of fly ash and reported that Zn, Cd, Pb, Cu contents were decreased by 40%, 53%, 8%, and 6%, respectively, following acidic extraction. The extraction of Pb and Cu was attributed to cementation process and the formation of a PbCu-alloy-phase and secondary precipitation (PbCl2). Also, it was found that under the same conditions, incorporating hydrogen peroxide into the acidic treatment process could increase the extraction level of Pb, Cu, and Cd to 57%, 30%, and 92%, respectively.
Alkali leaching
Alkali extraction is an alternative to acid leaching for removing heavy metals from fly ash. The process can be performed using NaOH, NH3 or Na2CO3 solutions. Similar to acid extraction, the concentration of the alkaline leachate as well as the leachate type play a vital role in the metal removal efficiency of the process. The leachability of various heavy metals in an alkaline environment can be defined largely by their availability and speciation in the fly ash [78]. It is reported that during the alkaline extraction process, metals with an amphoteric nature, such as Pb and Zn, form Pb(OH)3− and Zn(OH)3− compounds, inducing a high extraction rate [78, 84, 85]. In cases where the oxide form of Pb is not available, poor Pb extractability should be expected under an alkali condition [72]. In a study conducted by Dontriros et al. [9], the results of acidic and alkali stabilization of fly ash with nitric acid and sodium carbonate were compared. As shown in Fig. 10, it was found that Zn, Pb and Cd were removed by HNO3 solution to a greater degree than for Na2CO3 solution treatment.

The extraction factor of fly ash (obtained from a MSW incineration plant in southern Thailand) heavy metals after 60 min using: 0.01 M HNO3 (A), 0.1 M HNO3 (B), 0.1 M Na2CO3 (C), 0.25 M Na2CO3 (D) [9]
Chelating agents
Despite its higher processing costs, leaching with chelating agents can be a great choice for metal extraction as this method is independent of the system pH [79]. Ethylenediaminetetraacetic acid (EDTA) is the most prevalent chelating agent and its use leads to the efficient removal of most metals [70]. It is reported that the extraction of metals by EDTA in the pH range of 3–9 leads to the promising extraction of Pb (60–100%), Zn (50–100%), Cu (60–95%), and Cr (20–50%) [79]. Zhang et al. [40] investigated the efficiency of three chelating agents, dithiocarboxylate-functionalized polyaminoamide dendrimer (PAMAM-0G-DTC), sodium dimethyl dithiocarbamate (SDD), and dithiocarboxylate-functionalized tetraethylenepentamine (TEPA-DTC), for HM stabilization. They found the PAMAM-0G-DTC agent exhibited the best stabilization efficiency at a lower dosage and a wider pH range compared to the other agents. The better performance was attributed to the formation, and subsequent embedment of the HMs, in the three-dimensional network structure.
Electrodyalytic separation
Electrodialytic separation (EDS) is technology introduced for heavy metals removal from fly ash. A scheme depicting the EDS approach is presented in Fig. 11. In this method, the water is initially acidified by electrolysis as within an acidic environment the HMs extraction is more straightforward. When the HMs are dissolved, the metal ions are separated with the help of electrodes and an applied electric field [10, 86]. When the electric field is applied, the metal ions undergo electromigration towards the cathode facilitating their separation [87].

Electrodialytic separation setup [21]
The pH of the medium, current density, process time, L/S ratio and the type of assisting agent have been reported as the key factors determining the effectiveness of this electro-chemical process [21, 88, 89]. Figure 12 illustrates the changes in leachate HM concentration in relation to the L/S, pH and processing time for electrodialytic separation. The change in pH of the fly ash suspension during the process can increase mobility of the heavy metals such that the adsorbed and precipitated HMs can be removed more efficiently [87]. An assisting agent can also be introduced as a practical technique for improving HMs release [70]. A solution comprising 0.25 M ammonium citrate and 1.25% NH3 was found to be the best choice for improving the concurrent removal of all metals [70, 87]. Pedersen et al. [87] studied the electrodialytic removal of fly ash heavy metals using ammonium citrate as an assisting agent. They found that the removal rates of Cd, Pb, Zn, Cu, and Cr were 86%, 20%, 62%, 81% and 44%, respectively, after 70 days of remediation. It was also reported by Chen et al. [10] that a combination of water washing and EDS could significantly reduce the leachability of the heavy metals, whereby Cd, Cu, Pb and Zn predominantly accumulated in residual phases in the ash after the washing and EDS treatment. The EDS method also provided the advantage of less energy consumption and the less toxic chlorine gas (Cl2) production. Tao et al. [18] linked the EDS setup to a bio-electrochemical systems (BES) for fly ash heavy metals removal. They found that this combination could effectively remove fly ash heavy metals where the removal rates of Cu, Zn and Pb were 98.5%, 95.4% and 98.1%, respectively. Zhang et al. [86] reported that using three-dimensional electrodes instead of two-dimensional electrodes can substantially improve the HMs removal efficiency.

Variations in HMs (Zn, Cu, Pb) concentration of fly ash (taken from an MSW incineration plant in Shenzhen, China) against L/S ratio (A pH = 2.9, leaching time = 18 h), initial pH (B L/S = 14, leaching time = 18 h), leaching time (C pH = 1, L/S = 14) [18]
Thermal treatment
Thermal treatment approaches
Despite the high operational costs, thermal treatment is one of the most preferred stabilization methods due to several advantages. These advantages include simultaneous solidification of heavy metals and destruction of waste organic compounds at elevated temperature conditions, leading to less severe environmental issues caused by dioxins and HMs. After thermal treatment, the reduction in fly ash volume is expected to be around 60% or more [51, 90]. The thermal treatment methods for fly ash can be divided into three categories, namely, sintering, fusion and vitrification, performed across temperature ranges of 900–1100 °C, 1100–1450 °C, and 1250–1500 °C, respectively [91]. The thermal treatment of fly ash can be performed in different reactor configurations, such as a rotary reactor or a muffle oven, with higher temperature and treatment time [22]. Thermal treatment of MSWI FA generally comprises four stages: moisture evaporation, decomposition and absorption, main devolatilization, and continuous mineral decomposition [92]. Simple crystal forms in raw fly ash, such as halite and sylvite, are expectedly transformed to more complex crystals in thermally treated samples, such as chlorellestadite, polyhalite and enstatite [93]. Following thermal treatment, the remaining HMs are encapsulated by a glassy network which can efficiently inhibit their leachability. One of the main concerns associated with the thermal treatment of fly ash is the release of secondary air pollutants which comprise volatile metals, such as Pb and Zn [10]. The evaporation rates of Pb, Cd, Cu and Zn are estimated to be in the range of 83–95%, 48–95%, 70–80%, and 20–40%, respectively, during the sintering process at 1000 °C [34]. It is reported that the chloride content of the ash can govern the evaporation rate of Cd, Pb and Zn to a larger extent, where a lower chloride provides better thermal stability of the volatile fractions [10]. Water washing pretreatment can be introduced as a practical technique for surpassing the evaporation of volatile metals during thermal treatment [34, 94]. In a study conducted by Chen et al. [10], the leaching of As, Cr, Pb and Zn from fly ash after thermal treatment without and in combination with water washing was compared. It was found that the thermal treatment of prewashed fly ash could minimize the leaching of all heavy metals to meet the standard values for landfilling. Chiang et al. [95] studied the impacts of water washing at various L/S ratios on the thermal stabilization of fly ash and found that this simple pre-treatment was able to extract most of the chlorides, leachable salts, and amphoteric heavy metals (Pb and Zn) from the fly ash. It was also found that the L/S ratio played a key role in this treatment method. Figure 13 illustrates the vitrification efficiency of HMs as a function of L/S ratio. As seen in Fig. 13, a higher L/S ratio favours a higher vitrification efficiency. Furthermore, water washing can enhance the vitrification of Cu and Pb more effectively than Zn and Cd. Wu et al. [96] compared water washing and phosphate stabilization pretreatments on the evaporation rates of HMs from fly ash. They observed that 45–55% and 60% of the heavy metals were removed from the fly ash by washing and phosphate pretreatments, respectively. The consequent HMs evaporation rate from the raw, water-washed and phosphate stabilized fly ash was 90%, 50%, and 25%, respectively. In a study conducted by Gu et al. [97], the effects of calcination and water washing as pretreatment methods on the medium temperature carbonation of the MSWI fly ash were examined. While the pretreatments were found to increase the leaching concentration of HMs in acid solution, carbonation of the pretreated samples at 400–450 °C was able to significantly decrease the leaching concentration.

Thermal stabilization of heavy metals of water-washed fly ash (collected from the MSWI plant in Tai-Chung County, Taiwan.) as a function of L/S ratio [95]
Geng et al. [98] investigated the effects of adding red mud (RM) to MSWI fly ash in the thermal process. They reported that SiO2 and Al2O3 in RM were able to enhance the HM stabilization with the optimal FA/RM ratio found to be 3/7. When compared to FA which had a melting temperature of 1400 °C, the melting temperature of the FA/RM mixture was found to be 1100–1300 °C. In this context, the leaching concentration of vitrified slag was much less than the standard limits. The same findings were reported by Lin et al. [99] who assessed the thermal cotreatment of MSWI fly ash and sewage sludge (SS), which contained high amounts of SiO2 and Al2O3.
Key parameters during fly ash thermal treatment
Processing temperature and heating rate
The melting temperature of fly ash, governed predominantly by the CaO, SiO2, Al2O3, MgO and Fe2O3 content, is considered to be an important parameter in the fly ash thermal treatment approach [91]. In a study conducted by Jakob et al. [23], the temperature and time dependency of Zn, Pb, Cd and Cu were investigated. They reported that evaporation was more effective when the process was conducted below the melting temperature of the fly ash. Higher temperatures diminished the efficiency which was attributed to the formation of more stable species at a higher temperature. At a higher temperature the formation of aluminosilicates, which can improve the encapsulation of HMs by the ash matrix, was promoted leading to a lower heavy metals leaching rate, even under an acidic environment [100]. However, a higher HMs evaporation rate at a higher temperature has also been reported in the literature, as shown in Fig. 14 [96]. It should be noted that above T = 1100 °C, it is found that a rise in the temperature affects the leachability of HMs peripherally [101].

The impacts of temperature variations between 600 and 1000 °C on the evaporation rate of HMs of MSWI fly ash (collected from the Shanghai Yuqiao Wastes Incineration, China) [96]
The heating rate also plays a significant role in HMs stabilization or evaporation. It is reported that the probability of stable compound formation is enhanced under slow heating conditions which can diminish the volatility of heavy, invoking more efficient stabilization [102]. Under rapid-heating/combustion conditions the release of heavy metals is promoted.
Reactor atmosphere
The atmosphere applied to the thermal reactor can also determine the HMs distribution. Hu et al. [103] studied Cr behaviour during thermal treatment of fly ash in an electrically heated horizontal furnace across a temperature range of 1023–1323 K under air or N2 atmospheres. They found that, under a N2 atmosphere, the oxidation of Cr2O3, due to its reaction with CaO, led to a significant reduction in Cr leachability. Dong et al. [4] reported that a reducing atmosphere favoured Cd and Zn evaporation and lowered the volatility of Cu, Ni and Cr. Compared to oxidizing conditions, Lane et al. [32] found that the thermal treatment of fly ash under a reducing atmosphere enhanced Zn volatility, although it reduced the volatility of Pb and Cu. Figure 15 compares the volatility of Zn, Pb and Cu under both atmospheres. Zhu et al. [104] investigated the feasibility of vacuum-aided heat treatment (VAHT) of HMs and specified that the VAHT process at 900 °C, 10 Pa and over a 4 h time period led to elimination of 100% of the Cd, 93.1% of the Pb, and 81.0% of the Zn and the leachable fraction of fly ash decreased significantly.

The volatility of MSWI fly ash (collected from the incineration plant located in Vantaa, Finland) heavy metals at 900 °C in air and reducing gas atmospheres (10% H2 and 90% N2) [32]
Fly ash composition
The evaporation of HMs during thermal treatment can be significantly influenced by fly ash composition. Fly ash composition mainly depends on the waste thermal recycling method, for instance, incineration, pyrolysis and gasification, as well as operating conditions. A comparison between biomass thermal recycling methods demonstrated that during the incineration process, Co, Zn, Mn, Cu, Ni and Cr were generally concentrated in the fly ash with Zn, Mn and Cu as the main elements. In contrast, when using the pyrolysis process, Cu, Zn, Fe, and As were primarily concentrated in the fly ash with 98.8% of the total Pb found in residual biochar [46]. Moreover, it was reported that an increase the pyrolysis temperature greatly reduced the bioavailability and leachability of HMs [46]. Hu et al. [100] found that, at an elevated temperature the reaction between Ca-compounds and Si/Al compounds was enhanced leading to the formation of aluminosilicates that are desirable for HMs stabilization. It was concluded that the CaO content can affect the thermal stabilization of fly ash to a great extent. In another study by the same authors, the sintering efficiency of CaO-rich FA was improved after the inclusion of Si/Al-rich MSWI bottom ash [105].
Fly ash size distribution
The size distribution of fly ash particulates can considerably affect the thermal stabilization process, where it has been reported that the smaller size particles improve the thermal stabilization efficiency [34]. Further, it has been found that finer fly ash particles contain large amounts of heavy metals [16]. The lower ultimate degree of metal volatilization from larger particles is due to the delayed diffusion of near-to-center metallic compounds to the particle surface hindering their evaporation [106]. Milling, whether dry or wet, can be introduced as a practical technique for decreasing the size of fly ash particles which can improve the thermal stabilization [107]. In a study conducted by Sun et al. [34], an hour milling of fly ash, prior to the sintering process, led to a reduction in evaporation rates of Pb, Cd, Cu, Cr and Zn by approximately 40%, 25%, 25%, 20%, and 10%, respectively. The positive impact of wet milling on Pb stabilization has also been reported in the literature [108, 109].
Chlorination
During the thermal treatment method, heavy metals can be evaporated or stabilized, which is predominantly regulated by the temperature of the processing unit [35]. Compared to metal oxides, metal chlorides have a lower boiling point such that they can evaporate more readily. While in many cases the fly ash is water prewashed to remove chlorides and sulfates to improve HMs stabilization, the inclusion of chlorinated additives within the thermal treatment process is considered as one way to increase HMs volatility for better separation from the fly ash [10, 110]. The incorporated chlorinating agent can conceivably react directly with the metal oxide or they can release Cl2 following their reaction with oxygen or water [35, 36]. The most commonly employed chlorinating agents for this purpose are NaCl, MgCl2, CaCl2, FeCl3 and AlCl3. These agents hold advantages over gaseous Cl2 through higher selectivity toward chlorination of hazardous elements and simpler handling [111]. Despite a low efficiency for removing Cr and Ni, HCl is also used as an effective Cl donor [111].
Liu et al. [35] undertook a study to assess the impacts of different chlorinating agents in the evaporation rate of heavy metals. Figure 16 compares the efficiency of the used Cl donors in removing Cu, Pb, Zn and Cd via a thermal treatment process at 1000 °C. Irrespective of the type of chlorinating agent, their addition enhanced the evaporation rates of all metals with the effectiveness of HMs removal decreasing in the order MgCl2 > CaCl2 > FeCl3 > AlCl3 > NaCl [35].

The impacts of type and content of chlorinating agents on the evaporation rate of fly ash (collected from MSWI plant in Zhejiang Province, China) heavy metals (at temperature of 1000 °C for 60 min) [35]
The presence of silicates and aluminates in fly ash can adversely affect the chlorination efficiency of Cl donors. They diminish the probability of volatile heavy metals formation, for instance, Cd(OH)2, CdO, CrO2Cl2, (CuCl)3, CuCl, NiCl2, PbO, PbCl2, ZnCl2 compounds, and lead to higher HMs stabilization [111]. Generally, the effectiveness of the chlorinating agents on HMs removal follows the order Cu > Zn > Cd > Pb [112]. As the removal of Ni below 900 °C is essentially impossible in a thermal rector, the volatilization of Ni is especially influenced by chlorinating agents. For instance, CaCl2 is very efficient for Ni removal [36]. Pb removal from ash is generally satisfactory where close to 90% of Pb can be removed at 800 °C without the contribution of any chlorinating agents. The addition of MgCl2 can enhance the removal of Pb to 95% at the same temperature. At a higher temperature Pb removal becomes independent of the amount and type of the Cl donor. While the inclusion of chloride can affect the evaporation of Cu in a marginal way, Zn removal is highly influenced by the type and amount of the chloride. It has also been reported that CaCl2 and MgCl2 can efficiently enhance Zn evaporation [36]. Nowak et al. [113] studied the thermal treatment of municipal solid waste fly ash mixed with CaCl2. They found that at 1050 °C and after 45 min heating, Cd, Cu, Pb and Zn were removed by 95%, 60%, 98% and 80%, respectively.
The processing time, type, concentration and size of the chlorinating agent, and the applied atmosphere and temperature can be significant in determining the efficiency of heavy metals removal via the chlorination approach. With regards to the processing time, it was reported that longer dwelling times did not affect the evaporation of Cd and Pb, while it enhanced the removal rate of Cu and Zn [111]. It is worth noting that a higher surface area of the chlorinating agent can positively influence the efficiency of its heavy metal removal. For instance, a milled Cl donor can enhance the evaporation rate of HMs to a much greater extent than the flake forms [36]. Further, the higher the percentage of the included Cl donor, the better the heavy metals evaporation rate. Irrespective of the type of chlorinating agent and the process atmosphere (for example, oxidative, reductive or inert), the thermal treatment of fly ash in the presence of a Cl donor at a higher temperature increases the probability of metal chlorides formation. A higher evaporation rate of heavy metals is subsequently expected, as shown in Fig. 17. When the operating temperature is not sufficiently high, a low HMs evaporation rate should be expected. Xie et al. [110] proposed a molten salts (NaCl–CaCl2) thermal treatment method to enhance the stabilization of heavy metals at relatively mild conditions (600/800 °C). Compared to the traditional thermal method, the molten salts approach better enhanced the chlorination of heavy metals. This was mainly attributed to the more straightforward indirect chlorination of metal oxides in the presence of Al2O3 and SiO2. It was found that due to the good thermal stability of heavy metals in molten slats, less than 5% of heavy metals were volatilized, indicating the promising HMs stabilization of this method with a lower volume of secondary air pollution.

The volatilization rate of fly ash (from the waste-to-energy plant in Vienna, Austria) heavy metals against temperature in different atmosphere using various Cl donors [36]
One low-cost approach to enhance the chlorination of heavy metals is the inclusion of alkali or alkaline metal chlorides which can release HCl and Cl2 upon heating. Yu et al. [112] investigated the thermal treatment of a fly ash mixture from a fluidized bed incinerator (HK fly ash) and a fly ash mixture from a grate incinerator (HS fly ash) under various operating conditions. The HS fly ash contained a high content of alkali or alkaline earth metals which could act as a Cl donor for enhancing HMs evaporation. It was noted that the addition of HS fly ash could increase the melting temperature of HK fly ash which had a direct impact on better evaporation of the HMs. Figure 18 provides details on the dependency of the heavy metals evaporation rate on the HS/HK ratio as well as processing time. It was found that HMs leaching decreased notably with an increase in HS/HK ratio. The vaporization rate of Zn, Pb and Cd was affected marginally after the addition of HS fly ash, while Cu evaporation was notably promoted due to the formation of copper chlorides. The low efficiency of Zn evaporation was attributed to the formation of Zn2SiO4, ZnFe2O4 and ZnAl2O4. Yu et al. [114] performed a study to identify the mechanism of heavy metals vaporization by MgCl2.6H2O. They found that MgCl2.6H2O could release HCl during thermal treatment under oxidative, inert and reducing atmospheres. The Cl donor was able to considerably enhance the evaporation of Zn and Cu under the oxidative environment, while the vaporization of Cu was suppressed in an inert atmosphere. A higher content of the chlorinating agent improved evaporation efficiency. Moreover, the differences between fast and slow heating conditions on vaporization of the studied HMs were insignificant. Following the treatment, the HMs leaching rate was lower than the regulatory limits.

The impacts of ash mixture (HK fly ash was sampled from a fluidized bed incinerator in Wuhan city, Hubei province, China, HS fly ash was sampled from a grate incinerator in Huangshi city, Hubei province, China) and process time on the vaporization of heavy metals (in N2 atmosphere at 1000 °C) [112]
Hydrothermal process
Compared to fly ash thermal treatment methods, which are costly and energy-consuming, hydrothermal treatment can be conducted under mild conditions. It has been reported that this approach can lead to efficient stabilization of HMs as well as the decomposition of polychlorinated dibenzo-dioxins (PCDDs) and polychlorinated dibenzo-furans (PCDFs) [7]. It has been reported that the inclusion of alkali metals, as well as the use of ferric/ferrous salt with acid washing pretreatment, can enhance the effectiveness of the hydrothermal method for HMs stabilization [37]. However, Hu et al. [7] reported that hydrothermal treatment with a mixture of ferric and ferrous sulfate was only beneficial for the stabilization of As and Ni, while it adversely affected the stabilization of Zn, Pb, Cd, Ba, Cr and Cu. Qiu et al. [115], reported that the significance of influential factors defining the efficiency of the hydrothermal process was in the order reagent > concentration ≈ temperature > time > L/S ratio. As the traditional hydrothermal method is time-consuming, the microwave-assisted process has received great attention in recent years as it can considerably shorten the required processing time [116]. Hydrothermal treatment with microwave heating for just 20 min at 125 °C with an alkaline additive was reported to promote the solidification of approximately 80% of heavy metals. The use of NaH2PO4 in a separate study resulted in the solidification of fly ash HMs in only 10 min via a microwave-assisted hydrothermal process [37].
Radiation-assisted techniques
Radiation-aided thermal treatment of fly ash has received substantial interest recently [117]. Microwave irradiation is considered to be an efficient heating technique where, generally, materials with a high dielectric constant can rapidly transform microwave energy to heat [118]. Microwave treatment is introduced as a practical method for dioxin control and the destruction of PCDD in fly ash [119]. Chou et al. [120] reported that microwave treatment led to the sintering of fly ash into glass–ceramics, which could considerably hinder the leachability of heavy metals. The higher processing time was found to favour more efficient fly ash stabilization. Gong et al. [6] investigated heavy metals stabilization using microwave-assisted thermal treatment of fly ash. Both traditional and microwave-assisted thermal treatments were found to decrease the leachability of Pb, Cu and Zn at the cost of higher Cr release. The microwave-assisted approach offered a higher efficiency for treating fly ash due to improved vaporization of Pb, Cu and Zn during the thermal process. Figure 19 compares the vaporization efficiency of traditional and microwave-assisted thermal treatments for Pb and Cr. A higher temperature and longer processing time had a positive impact on the fly ash stabilization by increasing Pb vaporization.

The impacts of temperature and holding time on the vaporization rate of Pb and Cr after traditional and microwave-assisted thermal treatment of fly ash (collected from a MSW incineration plant in Chengdu, China) [6]
Nam et al. [117] employed an electron beam accelerator to investigate the impacts of irradiation on the leachability of fly ash heavy metals. It was found that electron beam irradiation considerably increased HMs leachability due to the destructive mechanism of the high energy electron beams. The higher the irradiation intensity, the higher the concentration of heavy metals, especially Pb and Zn, in the leachate. Cu leachability was almost independent of irradiation intensity. Microwave beams can facilitate HMs removal within the acidic extraction process over a shorter time frame [70, 121]. Xue et al. [29] compared traditional and microwave-assisted acid extraction for heavy metals recovery. Compared to acid extraction, the microwave-assisted process displayed a better performance in terms of Zn, Pb, Cu and Cr removal. Only Cd was removed to a greater extent during traditional acid leaching. An increase in L/S ratio for both approaches considerably enhanced the extraction efficiency.
Conclusion
The fly ash heavy metals content is primarily determined by waste composition, operating conditions and flue gas treatment facilities. The leachability of heavy metals is promoted significantly under highly acidic condition, and their release rate can be minimized provided that the pH is maintained within the range of 5–12. As well as the extrinsic conditions, fly ash properties such as CaO content, soluble chlorine (S–Cl) content and fly ash pH can considerably impact the leachability of HMs. Higher CaO and lower soluble chlorine contents imply the leaching probability of fly ash will be reduced.
Various strategies, such as leaching, thermal treatment and stabilization, can be employed to reduce the leachability of fly ash heavy metals. All these methods lead to the stabilization of fly ash via physical and chemical interactions between metal ions and the matrix, as well as possible changes in metals speciation due to the treatment. The chemical stabilization of fly ash with EDTA, and phosphate and sulfur-based stabilizers can efficiently decrease the HMs bioavailability. Despite water washing that can merely remove surface metals, acid extraction, which depends on the type and concentration of the acid, can remove the encapsulated metals with a high efficiency with metal solubility in acids decreasing in the order of HCl > HNO3 > H2SO4. The separation of HMs through EDS process with the assistance of 0.25 M ammonium citrate solution and 1.25% NH3 as an assisting agent, is also of great interest. In the case of thermal treatment methods, the great proportion of heavy metals are evaporated or encapsulated in the residue, and a higher temperature promotes the encapsulation of HMs by the ash matrix due to the formation of aluminosilicates. Compared to traditional thermal process, the microwave-assisted method can stabilize Pb, Cu, and Zn more efficiently.
It should be noted that due to the pros and cons of each fly ash treatment approach, it is challenging to keep the leachability of heavy metals below the standards’ limits by simply employing a single treatment method. While water washing cannot lead to the efficient removal of toxic HMs, its combination with other methods can be a practical strategy for the fly ash stabilization. Fly ash pre washing can enhance the efficiency of HMs removal by acid extraction by reducing the alkaline nature of fly ash. Also, water washing after acid extraction can be promising for HMs stabilization, specifically Pb. Reducing the chloride content of fly ash, water washing pretreatment can minimize the evaporation rate of Cd, Pb, Cu and Zn, as volatile metals, during thermal treatment (Cu and Pb can be stabilized more effectively than Zn and Cd). However, when the recovery of HMs is prioritized, the inclusion of chlorinated additives within the thermal treatment process is considered as one way to increase HMs volatility for better separation from the fly ash, and HMs separation efficiency by this method follows the order Cu > Zn > Cd > Pb. The HMs removal efficiency of the chlorinating agents decreases in the order of MgCl2 > CaCl2 > FeCl3 > AlCl3 > NaCl. Water washing and using an assisting agent can enhance the leachability of fly ash heavy metals, especially Cd, Zn, Cu, during the electrodialytic method. Compared to traditional acid leaching and hydrothermal fly ash treatment methods, microwave-assisted processes can facilitate HMs removal, more notably in terms of Zn, Pb, Cu. Consequently, the combinations of water washing/solidification, water washing/acidic leaching, water washing/electrodialytic separation, water washing/thermal treatment, and water washing/chemical stabilization/thermal treatment are proposed as effective approaches for highly efficient HMs removal/stabilization in accordance with the economic and environmental considerations which need to be met. However, in future studies more combinations of methods, under various conditions, should be studied to find better and more efficient FA treatment approaches. Another point that should be addressed in future works would be to consider an in-depth economic analysis of different approaches for heavy metals removal/stabilization to assess and compare the financial feasibility of the discussed methods, particularly on an industrial scale.
References
Mu Y, Saffarzadeh A, Shimaoka T (2018) Utilization of waste natural fishbone for heavy metal stabilization in municipal solid waste incineration fly ash. J Clean Prod 172:3111–3118. https://doi.org/10.1016/j.jclepro.2017.11.099
Li R, Zhang B, Wang Y et al (2019) Leaching potential of stabilized fly ash from the incineration of municipal solid waste with a new polymer. J Environ Manag 232:286–294. https://doi.org/10.1016/j.jenvman.2018.11.036
Chen L, Wang L, Cho DW et al (2019) Sustainable stabilization/solidification of municipal solid waste incinerator fly ash by incorporation of green materials. J Clean Prod 222:335–343. https://doi.org/10.1016/j.jclepro.2019.03.057
Dong J, Chi Y, Tang Y et al (2015) Partitioning of heavy metals in municipal solid waste pyrolysis, gasification, and incineration. Energy Fuels 29:7516–7525. https://doi.org/10.1021/acs.energyfuels.5b01918
Funari V, Mäkinen J, Salminen J et al (2017) Metal removal from municipal solid waste incineration fly ash: a comparison between chemical leaching and bioleaching. Waste Manag 60:397–406. https://doi.org/10.1016/j.wasman.2016.07.025
Gong B, Deng Y, Yang Y et al (2017) Effects of microwave-assisted thermal treatment on the fate of heavy metals in municipal solid waste incineration fly ash. Energy Fuels 31:12446–12454. https://doi.org/10.1021/acs.energyfuels.7b02156
Hu Y, Zhang P, Chen D et al (2012) Hydrothermal treatment of municipal solid waste incineration fly ash for dioxin decomposition. J Hazard Mater 207–208:79–85. https://doi.org/10.1016/j.jhazmat.2011.05.068
Setoodeh Jahromy S, Jordan C, Azam M et al (2019) Fly ash from municipal solid waste incineration as a potential thermochemical energy storage material. Energy Fuels 33:5810–5819. https://doi.org/10.1021/acs.energyfuels.8b04106
Dontriros S, Likitlersuang S, Janjaroen D (2020) Mechanisms of chloride and sulfate removal from municipal-solid-waste-incineration fly ash (MSWI FA): effect of acid-base solutions. Waste Manag 101:44–53. https://doi.org/10.1016/j.wasman.2019.09.033
Chen W, Kirkelund GM, Jensen PE, Ottosen LM (2017) Comparison of different MSWI fly ash treatment processes on the thermal behavior of As, Cr, Pb and Zn in the ash. Waste Manag 68:240–251. https://doi.org/10.1016/j.wasman.2017.07.011
Atanes E, Cuesta-García B, Nieto-Márquez A, Fernández-Martínez F (2019) A mixed separation-immobilization method for soluble salts removal and stabilization of heavy metals in municipal solid waste incineration fly ash. J Environ Manag 240:359–367. https://doi.org/10.1016/j.jenvman.2019.03.122
Vavva C, Voutsas E, Magoulas K (2017) Process development for chemical stabilization of fly ash from municipal solid waste incineration. Chem Eng Res Des 125:57–71. https://doi.org/10.1016/j.cherd.2017.06.021
Zhipeng T, Bingru Z, Chengjun H et al (2015) The physiochemical properties and heavy metal pollution of fly ash from municipal solid waste incineration. Process Saf Environ Prot 98:333–341. https://doi.org/10.1016/j.psep.2015.09.007
Wu H, Zhu Y, Bian S et al (2018) H2S adsorption by municipal solid waste incineration (MSWI) fly ash with heavy metals immobilization. Chemosphere 195:40–47. https://doi.org/10.1016/j.chemosphere.2017.12.068
Ahmaruzzaman M (2010) A review on the utilization of fly ash. Prog Energy Combust Sci 36:327–363. https://doi.org/10.1016/j.pecs.2009.11.003
Ko MS, Chen YL, Wei PS (2013) Recycling of municipal solid waste incinerator fly ash by using hydrocyclone separation. Waste Manag 33:615–620. https://doi.org/10.1016/j.wasman.2012.10.009
Mian MM, Zeng X, Nasry AalNB, Al-Hamadani SMZF (2017) Municipal solid waste management in China: a comparative analysis. J Mater Cycles Waste Manag 19:1127–1135. https://doi.org/10.1007/s10163-016-0509-9
Tao HC, Lei T, Shi G et al (2014) Removal of heavy metals from fly ash leachate using combined bioelectrochemical systems and electrolysis. J Hazard Mater 264:1–7. https://doi.org/10.1016/j.jhazmat.2013.10.057
Wang FH, Zhang F, Chen YJ et al (2015) A comparative study on the heavy metal solidification/stabilization performance of four chemical solidifying agents in municipal solid waste incineration fly ash. J Hazard Mater 300:451–458. https://doi.org/10.1016/j.jhazmat.2015.07.037
Huang TY, Chuieh PT (2015) Life cycle assessment of reusing fly ash from municipal solid waste incineration. Procedia Eng 118:984–991. https://doi.org/10.1016/j.proeng.2015.08.539
Kirkelund GM, Jensen PE (2018) Electrodialytic treatment of greenlandic municipal solid waste incineration fly ash. Waste Manag 80:241–251. https://doi.org/10.1016/j.wasman.2018.09.019
Kuboňová L, Langová Š, Nowak B, Winter F (2013) Thermal and hydrometallurgical recovery methods of heavy metals from municipal solid waste fly ash. Waste Manag 33:2322–2327. https://doi.org/10.1016/j.wasman.2013.05.022
Jakob A, Stucki S, Kuhn P (1995) Evaporation of heavy metals during the heat treatment of municipal solid waste incinerator fly ash. Environ Sci Technol 29:2429–2436. https://doi.org/10.1021/es00009a040
Liu Z, Yue Y, Lu M et al (2019) Comprehension of heavy metal stability in municipal solid waste incineration fly ash with its compositional variety: a quick prediction case of leaching potential. Waste Manag 84:329–339. https://doi.org/10.1016/j.wasman.2018.11.049
Yakubu Y, Zhou J, Ping D et al (2018) Effects of pH dynamics on solidification/stabilization of municipal solid waste incineration fly ash. J Environ Manag 207:243–248. https://doi.org/10.1016/j.jenvman.2017.11.042
Yao S, Zhang L, Zhu Y et al (2020) Evaluation of heavy metal element detection in municipal solid waste incineration fly ash based on LIBS sensor. Waste Manag 102:492–498. https://doi.org/10.1016/j.wasman.2019.11.010
Yue Y, Liu Z, Liu Z et al (2019) Rapid evaluation of leaching potential of heavy metals from municipal solid waste incineration fly ash. J Environ Manag 238:144–152. https://doi.org/10.1016/j.jenvman.2019.02.098
Xiong Y, Zhu F, Zhao L et al (2014) Heavy metal speciation in various types of fly ash from municipal solid waste incinerator. J Mater Cycles Waste Manag 16:608–615. https://doi.org/10.1007/s10163-014-0274-6
Xue J, Wang W, Wang Q et al (2010) Removal of heavy metals from municipal solid waste incineration (MSWI) fly ash by traditional and microwave acid extraction. J Chem Technol Biotechnol 85:1268–1277. https://doi.org/10.1002/jctb.2426
Wolffers M, Eggenberger U, Schlumberger S, Churakov SV (2021) Characterization of MSWI fly ashes along the flue gas cooling path and implications on heavy metal recovery through acid leaching. Waste Manag 134:231–240. https://doi.org/10.1016/j.wasman.2021.08.022
Liu YY, Wang JJ, Xiang L et al (2012) Microstructures and thermal properties of municipal solid waste incineration fly ash. J Cent South Univ Technol (English Ed) 19:855–862. https://doi.org/10.1007/s11771-012-1083-5
Lane DJ, Hartikainen A, Sippula O et al (2020) Thermal separation of zinc and other valuable elements from municipal solid waste incineration fly ash. J Clean Prod. https://doi.org/10.1016/j.jclepro.2020.120014
Assi A, Bilo F, Zanoletti A et al (2020) Zero-waste approach in municipal solid waste incineration: reuse of bottom ash to stabilize fly ash. J Clean Prod. https://doi.org/10.1016/j.jclepro.2019.118779
Sun CJ, Li MG, Gau SH et al (2011) Improving the mechanical characteristics and restraining heavy metal evaporation from sintered municipal solid waste incinerator fly ash by wet milling. J Hazard Mater 195:281–290. https://doi.org/10.1016/j.jhazmat.2011.08.040
Liu J, Chen J, Huang L (2015) Heavy metal removal from MSS fly ash by thermal and chlorination treatments. Sci Rep 5:1–14. https://doi.org/10.1038/srep17270
Nowak B, Frías Rocha S, Aschenbrenner P et al (2012) Heavy metal removal from MSW fly ash by means of chlorination and thermal treatment: influence of the chloride type. Chem Eng J 179:178–185. https://doi.org/10.1016/j.cej.2011.10.077
Qiu Q, Jiang X, Lv G et al (2016) Stabilization of heavy metals in municipal solid waste incineration fly ash in circulating fluidized bed by microwave-assisted hydrothermal treatment with additives. Energy Fuels 30:7588–7595. https://doi.org/10.1021/acs.energyfuels.6b01431
Wang P, Hu Y, Cheng H (2019) Municipal solid waste (MSW) incineration fly ash as an important source of heavy metal pollution in China. Environ Pollut 252:461–475. https://doi.org/10.1016/j.envpol.2019.04.082
Fan C, Wang B, Ai H et al (2021) A comparative study on solidification/stabilization characteristics of coal fly ash-based geopolymer and Portland cement on heavy metals in MSWI fly ash. J Clean Prod. https://doi.org/10.1016/j.jclepro.2021.128790
Zhang M, Guo M, Zhang B et al (2020) Stabilization of heavy metals in MSWI fly ash with a novel dithiocarboxylate-functionalized polyaminoamide dendrimer. Waste Manag 105:289–298. https://doi.org/10.1016/j.wasman.2020.02.004
Zhang L, Su X, Zhang Z et al (2014) Characterization of fly ash from a circulating fluidized bed incinerator of municipal solid waste. Environ Sci Pollut Res 21:12767–12779. https://doi.org/10.1007/s11356-014-3241-9
Shi D, Wang P, Xu X et al (2018) Effect of source-classified collection of municipal solid waste on heavy metals and pozzolanic properties of incineration residues. Int J Environ Res 12:661–670. https://doi.org/10.1007/s41742-018-0122-y
Yu J, Sun L, Xiang J et al (2013) Physical and chemical characterization of ashes from a municipal solid waste incinerator in China. Waste Manag Res 31:663–673. https://doi.org/10.1177/0734242X13485793
Zhang Z, Li A, Wang X, Zhang L (2016) Stabilization/solidification of municipal solid waste incineration fly ash via co-sintering with waste-derived vitrified amorphous slag. Waste Manag 56:238–245. https://doi.org/10.1016/j.wasman.2016.07.002
Zhang S, Chen Z, Lin X et al (2020) Kinetics and fusion characteristics of municipal solid waste incineration fly ash during thermal treatment. Fuel. https://doi.org/10.1016/j.fuel.2020.118410
Li S, Zou D, Li L et al (2020) Evolution of heavy metals during thermal treatment of manure: a critical review and outlooks. Chemosphere. https://doi.org/10.1016/j.chemosphere.2020.125962
Dahlan AV, Kitamura H, Tian Y et al (2020) Heterogeneities of fly ash particles generated from a fluidized bed combustor of municipal solid waste incineration. J Mater Cycles Waste Manag 22:836–850. https://doi.org/10.1007/s10163-020-00973-z
Kitamura H, Dahlan AV, Tian Y et al (2019) Intra- and inter-particle heterogeneity of municipal solid waste incineration fly ash particles. J Mater Cycles Waste Manag 21:925–941. https://doi.org/10.1007/s10163-019-00853-1
Kitamura H, Sawada T, Shimaoka T, Takahashi F (2016) Geochemically structural characteristics of municipal solid waste incineration fly ash particles and mineralogical surface conversions by chelate treatment. Environ Sci Pollut Res 23:734–743. https://doi.org/10.1007/s11356-015-5229-5
Zhou J, Wu S, Pan Y et al (2015) Enrichment of heavy metals in fine particles of municipal solid waste incinerator (MSWI) fly ash and associated health risk. Waste Manag 43:239–246. https://doi.org/10.1016/j.wasman.2015.06.026
Sun X, Li J, Zhao X et al (2016) A review on the management of municipal solid waste fly ash in American. Procedia Environ Sci 31:535–540. https://doi.org/10.1016/j.proenv.2016.02.079
Shi HS, Kan LL (2009) Leaching behavior of heavy metals from municipal solid wastes incineration (MSWI) fly ash used in concrete. J Hazard Mater 164:750–754. https://doi.org/10.1016/j.jhazmat.2008.08.077
Chen W, Wang F, Li Z, Li Q (2020) A comprehensive evaluation of the treatment of lead in MSWI fly ash by the combined cement solidification and phosphate stabilization process. Waste Manag 114:107–114. https://doi.org/10.1016/j.wasman.2020.06.041
Tian X, Rao F, Li C et al (2021) Solidification of municipal solid waste incineration fly ash and immobilization of heavy metals using waste glass in alkaline activation system. Chemosphere 283:131240. https://doi.org/10.1016/j.chemosphere.2021.131240
Liang S, Chen J, Guo M et al (2020) Utilization of pretreated municipal solid waste incineration fly ash for cement-stabilized soil. Waste Manag 105:425–432. https://doi.org/10.1016/j.wasman.2020.02.017
Wang Y, Xu H, Chen C et al (2021) Enhanced solidification/stabilization of lead in MSWI fly ash treatment and disposal by gelatinized sticky rice. Environ Technol (UK) 42:1531–1541. https://doi.org/10.1080/09593330.2019.1673828
Li X, Yu L, Zhou H et al (2021) An environment-friendly pretreatment process of municipal solid waste incineration fly ash to enhance the immobilization efficiency by alkali-activated slag cement. J Clean Prod 290:125728. https://doi.org/10.1016/j.jclepro.2020.125728
Chen Y, Chen F, Zhou F et al (2022) Early solidification/stabilization mechanism of heavy metals (Pb, Cr and Zn) in Shell coal gasification fly ash based geopolymer. Sci Total Environ 802:149905. https://doi.org/10.1016/j.scitotenv.2021.149905
Ye N, Chen Y, Yang J et al (2016) Co-disposal of MSWI fly ash and Bayer red mud using an one-part geopolymeric system. J Hazard Mater 318:70–78. https://doi.org/10.1016/j.jhazmat.2016.06.042
Zhou X, Zhang T, Wan S et al (2020) Immobilizatiaon of heavy metals in municipal solid waste incineration fly ash with red mud-coal gangue. J Mater Cycles Waste Manag 22:1953–1964. https://doi.org/10.1007/s10163-020-01082-7
Su Y, Yang J, Liu D et al (2016) Effects of municipal solid waste incineration fly ash on solidification/stabilization of Cd and Pb by magnesium potassium phosphate cement. J Environ Chem Eng 4:259–265. https://doi.org/10.1016/j.jece.2015.11.025
Fan C, Wang B, Qi Y, Liu Z (2021) Characteristics and leaching behavior of MSWI fly ash in novel solidification/stabilization binders. Waste Manag 131:277–285. https://doi.org/10.1016/j.wasman.2021.06.011
Huang T, Zhang S, Liu L (2019) Immobilization of trace heavy metals in the electrokinetics-processed municipal solid waste incineration fly ashes and its characterizations and mechanisms. J Environ Manag 232:207–218. https://doi.org/10.1016/j.jenvman.2018.11.051
Chen Z, Lu S, Tang M et al (2019) Mechanochemical stabilization of heavy metals in fly ash with additives. Sci Total Environ 694:133813. https://doi.org/10.1016/j.scitotenv.2019.133813
Lin X, Chen J, Xu S et al (2022) Solidification of heavy metals and PCDD/Fs from municipal solid waste incineration fly ash by the polymerization of calcium carbonate oligomers. Chemosphere 288:132420. https://doi.org/10.1016/j.chemosphere.2021.132420
Benassi L, Franchi F, Catina D et al (2015) Rice husk ash to stabilize heavy metals contained in municipal solid waste incineration fly ash: first results by applying new pre-treatment technology. Materials (Basel) 8:6868–6879. https://doi.org/10.3390/ma8105346
Chen TL, Chen YH, Dai MY, Chiang PC (2021) Stabilization-solidification-utilization of MSWI fly ash coupling CO2 mineralization using a high-gravity rotating packed bed. Waste Manag 121:412–421. https://doi.org/10.1016/j.wasman.2020.12.031
Sun Y, Zheng J, Zou L et al (2011) Reducing volatilization of heavy metals in phosphate-pretreated municipal solid waste incineration fly ash by forming pyromorphite-like minerals. Waste Manag 31:325–330. https://doi.org/10.1016/j.wasman.2010.10.011
Mu Y, Saffarzadeh A, Shimaoka T (2018) Influence of ignition of waste fishbone on enhancing heavy metal stabilization in municipal solid waste incineration (MSWI) fly ash. J Clean Prod 189:396–405. https://doi.org/10.1016/j.jclepro.2018.03.301
Meer I, Nazir R (2018) Removal techniques for heavy metals from fly ash. J Mater Cycles Waste Manag 20:703–722. https://doi.org/10.1007/s10163-017-0651-z
Weibel G, Eggenberger U, Schlumberger S, Mäder UK (2017) Chemical associations and mobilization of heavy metals in fly ash from municipal solid waste incineration. Waste Manag 62:147–159. https://doi.org/10.1016/j.wasman.2016.12.004
Nagib S, Inoue K (2000) Recovery of lead and zinc from fly ash generated from municipal incineration plants by means of acid and/or alkaline leaching. Hydrometallurgy 56:269–292. https://doi.org/10.1016/S0304-386X(00)00073-6
Nayak N, Panda CR (2010) Aluminium extraction and leaching characteristics of Talcher Thermal Power Station fly ash with sulphuric acid. Fuel 89:53–58. https://doi.org/10.1016/j.fuel.2009.07.019
Li LS, Wu YS, Liu YY, Zhai YC (2011) Extraction of alumina from coal fly ash with sulfuric acid leaching method. Guocheng Gongcheng Xuebao/Chin J Process Eng 11:254–258
Elomaa H, Seisko S, Lehtola J, Lundström M (2019) A study on selective leaching of heavy metals vs. iron from fly ash. J Mater Cycles Waste Manag 21:1004–1013. https://doi.org/10.1007/s10163-019-00858-w
Karlfeldt Fedje K, Ekberg C, Skarnemark G, Steenari BM (2010) Removal of hazardous metals from MSW fly ash—an evaluation of ash leaching methods. J Hazard Mater 173:310–317. https://doi.org/10.1016/j.jhazmat.2009.08.094
Huang K, Inoue K, Harada H et al (2011) Leaching of heavy metals by citric acid from fly ash generated in municipal waste incineration plants. J Mater Cycles Waste Manag 13:118–126. https://doi.org/10.1007/s10163-011-0001-5
Mizutani S, Yoshida T, Sakai SI, Takatsuki H (1996) Release of metals from MSW I fly ash and availability in alkali condition. Waste Manag 16:537–544. https://doi.org/10.1016/S0956-053X(96)00095-5
Hong KJ, Tokunaga S, Kajiuchi T (2000) Extraction of heavy metals from MSW incinerator fly ashes by chelating agents. J Hazard Mater 75:57–73. https://doi.org/10.1016/S0304-3894(00)00171-0
Zhang B, Zhou W, Zhao H et al (2016) Stabilization/solidification of lead in MSWI fly ash with mercapto functionalized dendrimer Chelator. Waste Manag 50:105–112. https://doi.org/10.1016/j.wasman.2016.02.001
Katsuura H, Inoue T, Hiraoka M, Sakai S (1996) Full-scale plant study on fly ash treatment by the acid extraction process. Waste Manag 16:491–499. https://doi.org/10.1016/S0956-053X(96)00091-8
Seidel A, Zimmels Y (1998) Mechanism and kinetics of aluminum and iron leaching from coal fly ash by sulfuric acid. Chem Eng Sci 53:3835–3852. https://doi.org/10.1016/S0009-2509(98)00201-2
Wu CY, Yu HF, Zhang HF (2012) Extraction of aluminum by pressure acid-leaching method from coal fly ash. Trans Nonferrous Met Soc China (English Ed) 22:2282–2288. https://doi.org/10.1016/S1003-6326(11)61461-1
Tsai SL, Tsai MS (1998) A study of the extraction of vanadium and nickel in oil-fired fly ash. Resour Conserv Recycl 22:163–176. https://doi.org/10.1016/S0921-3449(98)00007-X
Parvizi R, Khaki JV, Moayed MH, Ardani MR (2012) Hydrometallurgical extraction of vanadium from mechanically milled oil-fired fly ash: analytical process optimization by using taguchi design method. Metall Mater Trans B Process Metall Mater Process Sci 43:1269–1276. https://doi.org/10.1007/s11663-012-9709-4
Zhang Y, Huang T, Huang X et al (2017) Study on electro-kinetic remediation of heavy metals in municipal solid waste incineration fly ash with a three-dimensional electrode. RSC Adv 7:27846–27852. https://doi.org/10.1039/c7ra01327b
Pedersen AJ, Ottosen LM, Villumsen A (2005) Electrodialytic removal of heavy metals from municipal solid waste incineration fly ash using ammonium citrate as assisting agent. J Hazard Mater 122:103–109. https://doi.org/10.1016/j.jhazmat.2005.03.019
Pedersen AJ (2002) Evaluation of assisting agents for electrodialytic removal of Cd, Pb, Zn, Cu and Cr from MSWI fly ash. J Hazard Mater 95:185–198. https://doi.org/10.1016/S0304-3894(02)00138-3
Pazos M, Kirkelund GM, Ottosen LM (2010) Electrodialytic treatment for metal removal from sewage sludge ash from fluidized bed combustion. J Hazard Mater 176:1073–1078. https://doi.org/10.1016/j.jhazmat.2009.11.150
Wong G, Fan X, Gan M et al (2020) Resource utilization of municipal solid waste incineration fly ash in iron ore sintering process: a novel thermal treatment. J Clean Prod. https://doi.org/10.1016/j.jclepro.2020.121400
Peng Z, Weber R, Ren Y et al (2020) Characterization of PCDD/Fs and heavy metal distribution from municipal solid waste incinerator fly ash sintering process. Waste Manag 103:260–267. https://doi.org/10.1016/j.wasman.2019.12.028
Gu Q, Wu W, Jin B (2019) Investigation of thermal characteristics of municipal solid waste incineration fly ash under various atmospheres: a TG-FTIR study. Thermochim Acta. https://doi.org/10.1016/j.tca.2019.178402
Wang X, Ji G, Zhu K et al (2021) Integrated thermal behavior and compounds transition mechanism of municipal solid waste incineration fly ash during thermal treatment process. Chemosphere. https://doi.org/10.1016/j.chemosphere.2020.128406
Wey MY, Liu KY, Tsai TH, Chou JT (2006) Thermal treatment of the fly ash from municipal solid waste incinerator with rotary kiln. J Hazard Mater 137:981–989. https://doi.org/10.1016/j.jhazmat.2006.03.024
Chiang KY, Hu YH (2010) Water washing effects on metals emission reduction during municipal solid waste incinerator (MSWI) fly ash melting process. Waste Manag 30:831–838. https://doi.org/10.1016/j.wasman.2009.12.009
Wu S, Xu Y, Sun J et al (2015) Inhibiting evaporation of heavy metal by controlling its chemical speciation in MSWI fly ash. Fuel 158:764–769. https://doi.org/10.1016/j.fuel.2015.06.003
Gu Q, Wang T, Wu W et al (2021) Influence of pretreatments on accelerated dry carbonation of MSWI fly ash under medium temperatures. Chem Eng J. https://doi.org/10.1016/j.cej.2021.128756
Geng C, Chen C, Shi X et al (2020) Recovery of metals from municipal solid waste incineration fly ash and red mud via a co-reduction process. Resour Conserv Recycl. https://doi.org/10.1016/j.resconrec.2019.104600
Lin X, Mao T, Chen Z et al (2021) Thermal cotreatment of municipal solid waste incineration fly ash with sewage sludge: phases transformation, kinetics and fusion characteristics, and heavy metals solidification. J Clean Prod 317:128429. https://doi.org/10.1016/j.jclepro.2021.128429
Hu HY, Liu H, Shen WQ et al (2013) Comparison of CaO’s effect on the fate of heavy metals during thermal treatment of two typical types of MSWI fly ashes in China. Chemosphere 93:590–596. https://doi.org/10.1016/j.chemosphere.2013.05.077
Wei N (2015) Leachability of heavy metals from lightweight aggregates made with sewage sludge and municipal solid waste incineration fly ash. Int J Environ Res Public Health 12:4992–5005. https://doi.org/10.3390/ijerph120504992
Yu J, Sun L, Wang B et al (2016) Study on the behavior of heavy metals during thermal treatment of municipal solid waste (MSW) components. Environ Sci Pollut Res 23:253–265. https://doi.org/10.1007/s11356-015-5644-7
Hu H, Luo G, Liu H et al (2013) Fate of chromium during thermal treatment of municipal solid waste incineration (MSWI) fly ash. Proc Combust Inst 34:2795–2801. https://doi.org/10.1016/j.proci.2012.06.181
Zhu J, Zhao L, Chen M, Zhang FS (2011) Removal of heavy metals from hazardous waste incinerator fly ash by vacuum-aided heat treatment. Environ Eng Sci 28:743–748. https://doi.org/10.1089/ees.2010.0314
Hu HY, Liu H, Zhang Q et al (2016) Sintering characteristics of CaO-rich municipal solid waste incineration fly ash through the addition of Si/Al-rich ash residues. J Mater Cycles Waste Manag 18:340–347. https://doi.org/10.1007/s10163-014-0341-z
Yu J, Sun L, Xiang J et al (2013) Kinetic vaporization of heavy metals during fluidized bed thermal treatment of municipal solid waste. Waste Manag 33:340–346. https://doi.org/10.1016/j.wasman.2012.11.006
Lin KL (2006) Feasibility study of using brick made from municipal solid waste incinerator fly ash slag. J Hazard Mater 137:1810–1816. https://doi.org/10.1016/j.jhazmat.2006.05.027
Li MG, Sun CJ, Gau SH, Chuang CJ (2010) Effects of wet ball milling on lead stabilization and particle size variation in municipal solid waste incinerator fly ash. J Hazard Mater 174:586–591. https://doi.org/10.1016/j.jhazmat.2009.09.092
Sun CJ, Li MG, Gau SH, Chuang CJ (2011) Effect of the milling solution on lead stabilization in municipal solid waste incinerator fly ash during the milling processes. Waste Manag 31:318–324. https://doi.org/10.1016/j.wasman.2010.04.020
Xie K, Hu H, Xu S et al (2020) Fate of heavy metals during molten salts thermal treatment of municipal solid waste incineration fly ashes. Waste Manag 103:334–341. https://doi.org/10.1016/j.wasman.2019.12.047
Nowak B, Pessl A, Aschenbrenner P et al (2010) Heavy metal removal from municipal solid waste fly ash by chlorination and thermal treatment. J Hazard Mater 179:323–331. https://doi.org/10.1016/j.jhazmat.2010.03.008
Yu J, Qiao Y, Jin L et al (2015) Removal of toxic and alkali/alkaline earth metals during co-thermal treatment of two types of MSWI fly ashes in China. Waste Manag 46:287–297. https://doi.org/10.1016/j.wasman.2015.08.005
Nowak B, Aschenbrenner P, Winter F (2013) Heavy metal removal from sewage sludge ash and municipal solid waste fly ash—a comparison. Fuel Process Technol 105:195–201. https://doi.org/10.1016/j.fuproc.2011.06.027
Yu J, Sun L, Ma C et al (2016) Mechanism on heavy metals vaporization from municipal solid waste fly ash by MgCl2·6H2O. Waste Manag 49:124–130. https://doi.org/10.1016/j.wasman.2015.12.015
Qiu Q, Jiang X, Lu S, Ni M (2016) Effects of microwave-assisted hydrothermal treatment on the major heavy metals of municipal solid waste incineration fly ash in a circulating fluidized bed. Energy Fuels 30:5945–5952. https://doi.org/10.1021/acs.energyfuels.6b00547
Qiu Q, Jiang X, Lv G et al (2018) Adsorption of heavy metal ions using zeolite materials of municipal solid waste incineration fly ash modified by microwave-assisted hydrothermal treatment. Powder Technol 335:156–163. https://doi.org/10.1016/j.powtec.2018.05.003
Nam S, Namkoong W (2012) Irradiation effect on leaching behavior and form of heavy metals in fly ash of municipal solid waste incinerator. J Hazard Mater 199–200:440–447. https://doi.org/10.1016/j.jhazmat.2011.11.049
Yakaboylu GA, Baker D, Wayda B et al (2019) Microwave-assisted pretreatment of coal fly ash for enrichment and enhanced extraction of rare-earth elements. Energy Fuels 33:12083–12095. https://doi.org/10.1021/acs.energyfuels.9b02846
Deng D, Qiao J, Liu M et al (2019) Detoxification of municipal solid waste incinerator (MSWI) fly ash by single-mode microwave (MW) irradiation: addition of urea on the degradation of Dioxin and mechanism. J Hazard Mater 369:279–289. https://doi.org/10.1016/j.jhazmat.2019.01.001
Chou SY, Lo SL, Hsieh CH, Chen CL (2009) Sintering of MSWI fly ash by microwave energy. J Hazard Mater 163:357–362. https://doi.org/10.1016/j.jhazmat.2008.06.100
Al-Ghouti MA, Khan M, Nasser MS et al (2021) A novel method for metals extraction from municipal solid waste using a microwave-assisted acid extraction. J Clean Prod 287:125039. https://doi.org/10.1016/j.jclepro.2020.125039
Funding
Open Access funding enabled and organized by CAUL and its Member Institutions.
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Ajorloo, M., Ghodrat, M., Scott, J. et al. Heavy metals removal/stabilization from municipal solid waste incineration fly ash: a review and recent trends. J Mater Cycles Waste Manag 24, 1693–1717 (2022). https://doi.org/10.1007/s10163-022-01459-w
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10163-022-01459-w