
Abstract
X3/R is a new large-scale free-piston-driven dual-mode shock expansion tube, developed and operated collaboratively by the University of Queensland (UQ) and Australia’s Defence Science and Technology Group (DSTG). The facility can be converted between a long-duration reflected shock tunnel (RST), a super-orbital expansion tube (X-mode), and a non-reflected shock tube (NRST). In RST mode, the facility is currently capable of producing 600 mm diameter Mach 7 test flows at 25–50 kPa dynamic pressure for more than 10 ms. In expansion tube mode, the facility can reach enthalpies up to 80 MJ/kg for test times on the order of 500–1000 \({\mu }\)s. This paper presents the new facility, summarizes its current operational capabilities, and discusses key the technical challenges overcome during its development.
Similar content being viewed by others


1 Introduction
The modern hypersonic ground test facility seen around the world today has taken a common design basis—the shock tube—which energises a finite amount of test gas using a shock wave to produce a hypersonic test flow; and adapted it to suit a variety of niche testing capabilities, each with their own strengths and weaknesses.
The simplest impulse facility is the non-reflected shock tube (NRST), whereby the shock-processed test gas can be used directly for experimentation. Due to the associated temperature rise, however, the hot post-shock test flow of the NRST can never rise above supersonic Mach numbers in the laboratory frame of reference. Ignoring the influence of the vehicle body behind the shock, the NRST can provide a close simulation of the shock wave on a full scale flight vehicle at its stagnation point, and has proven useful for studying chemical kinetics and radiation transport across the bow shock of planetary entry spacecraft (for example, Jacobs et al. (2015); Brandis et al. (2017)).
The most common type of impulse facility—the reflected shock tunnel (RST)—utilises a ’closed end’ condition (except for a small opening to a diverging nozzle) to produce a reservoir of high temperature and pressure test gas, which is expanded to hypersonic Mach numbers. The RST was originally developed at Cornell Aeronautical Laboratory in the 1950 s, and was the first ground test facility to produce an hypersonic test flow for aerodynamic experimentation (Krehl 2009). The RST can produce a relatively steady, long-duration, hypersonic test flow, and has become the work horse of hypersonic ground testing since its invention. A detailed description of RST operation is provided by Hannemann et al (2016a).
Since the RST stagnates the test gas at the nozzle supply region, however, the facility must structurally contain the test gas at its stagnation pressure and temperature. Experience has shown that this becomes prohibitively difficult for stagnation pressures above a few hundred megapascals (Bakos and Erdos 1995), and, in practise, structurally limits RSTs to simulation of flight Mach numbers of around Mach 10 for terrestrial flight applications (Chinitz et al. 1994). RSTs are also limited to stagnation temperatures of around 5000 K, beyond which nozzle throat melting becomes increasingly problematic (Bakos and Erdos 1995; Itoh 2002), especially as facility scale and test time increases. When pursuing high enthalpy test flows, exposure to such extreme nozzle supply conditions affects the chemical composition of the test gas, which limits RSTs to sub-orbital speeds, and even at lower enthalpies, causes increasing levels of contamination of the test gas with high temperature air reactants as the Mach number approaches 10 (Chinitz et al. 1994).
The expansion tube (X-tube) overcomes these limitations of the RST by avoiding test gas stagnation (Resler and Bloxsom 1952), instead using a low-pressure ‘acceleration tube’ to unsteadily expand the shock-processed test gas to hypersonic conditions, increasing its total pressure and temperature prior to its arrival at the test article. Since the shock wave is no longer the only mechanism to energise the test gas, the flow chemistry and composition issues encountered in the RST-type facilities can be avoided (Morgan 2001). The penalty of increased test gas stagnation properties, however, is reduced test time, since only a small downstream portion of the test gas is processed to the test condition. A detailed description of expansion tube operation is provided by Gildfind et al. (2016).
Considering these three facilities—the NRST, the RST, and the X-tube—there is significant overlap in the components required for operation, principally:
-
A shock tube to contain and shock-process the test gas;
-
A high performance driver to generate a strong shock wave through the test gas;
-
A test section to locate the model and instrumentation;
-
An evacuated dump tank to expand the initially high pressure gases to sub-atmospheric pressure by the end of the experiment;
-
A pumping system and gas manifold;
-
High speed instrumentation and data acquisition equipment;
-
And a large laboratory space to house the facility.
Despite the overlap in required hardware and core functionality, the majority of international impulse facilities are dedicated RSTs, for example: T4 in Brisbane (Hannemann et al. 2016b); T5 in California (Hannemann et al. 2016b); HEG in Göttingen (Hannemann et al. 2016b); TH2 in Aachen (Olivier et al. 2002); HIEST at JAXA (Hannemann et al. 2016b); LENS I in Buffalo (Holden and Parker 2002); HST2 in Bangalore (Kulkarni and Reddy 2010); HELM in Munich (Mundt 2016); and JF12 in Beijing (Jiang and Yu 2016b). Similarly, dedicated expansion tubes are typically operated where ground testing must target very high flight enthalpies and/or total pressures, for example: X2 in Brisbane (Gildfind et al. 2016); JX-1 in Tohoku (Sasoh et al. 2001); HEK-X in Sendai (Tanno et al. 2016); JF16 in Beijing (Jiang and Yu 2016a); HET in California (Dufrene et al. 2007); and LENS-XX in Buffalo (Dufrene et al. 2010). Few large scale NRSTs are operated, however the NASA EAST facility is one important example (Brandis et al. 2017) and the X2 expansion tube has been operated in this mode by temporarily substituting its normal shock and acceleration tubes with a single larger diameter aluminium tube (Jacobs et al. 2015). Expansion tubes can readily be operated as NRSTs by simply removing the secondary film diaphragm and running a continuous tube from the primary diaphragm to the test section; however, optimal performance will often require mitigation of tube-wall viscous Mirels effects (Mirels 1962) by shortening the shock tube and/or increasing its diameter.

Current operating configuration of the X3/R in reflected shock tunnel mode

Current operating configuration of the X3/R in super-orbital expansion tube mode, adapted from Stennett et al. (2020)
Adapting an impulse facility to multi-mode operation has the clear potential benefit of dramatically expanding its operating envelope. As far back as 1997, NASA developed a reflected shock tunnel operating mode for its detonation-driven HYPULSE expansion tube, referring to the new machine as the HYPULSE SET (Hypersonic Pulse Facility Shock-Expansion Tunnel). The original expansion tube had been developed to target scramjet flight testing up to Mach 19 (Erdos et al. 1997) and provided key ground testing support to the National Aerospace Plane (NASP) program (Calleja and Tamagno 1993). However, the subsequent Hyper-X program required testing at Mach 5–10; an RST is more suitable at these lower enthalpies since it can provide an order of magnitude more test time than an expansion tube, the enthalpy is low enough to avoid significant chemical reaction in the nozzle supply region, and the required enthalpy and total pressure are well within RST operating limits (Erdos et al. 1997).
Another multi-mode facility, under development in recent years, is the Oxford T6 Stalker Tunnel (Collen et al. 2021). Work began on the approximately 20 m long T6 tunnel in 2014. This facility has paired the T3 free-piston driver, originally developed in Canberra in the 1970 s for the now decommissioned T3 RST (Stalker 1972), to Oxford’s existing gun tunnel. Initial commissioning of T6 took place in 2020 (Collen et al. 2021), and the new facility will provide combined NRST, RST, and expansion tube capabilities.
In the current paper, we discuss the development of a third multi-mode impulse facility, the large scale ‘X3/R’ shock-expansion tunnel, described in Sect. 2. ‘X3/R’ is based on the 65 m long X3 facility, which is the world’s largest free-piston driven expansion tube. X3 had been an ongoing facility development project at The University of Queensland (UQ) by Morgan and colleagues since the 1990 s (Morgan 2000; Gildfind et al. 2016), and had been designed to enable super-orbital ground testing of large scale atmospheric entry probe geometries, testing high Mach (\(M>10\)) scramjet engine combustion studies, as well as other high enthalpy fundamental scientific studies. In 2014, UQ began a collaboration with Australia’s Defence Science and Technology Group (DSTG) to add a RST operating mode to X3, leading to its new designation as ‘X3/R’ (which it will be referred to for the remainder of this paper). X3/R’s large scale provided the opportunity to establish an RST that could test much larger models, for a significantly increased test time, as compared to UQ’s T4 facility (Hannemann et al 2016a) (previously the largest RST in the region). The target flight Mach for RST operation was in the range of 5–9, for model sizes of around 0.5 m diameter and 1 m length, and for test times of the order of 10 milliseconds.
The development of the RST operating mode for X3/R has posed new challenges for facility development, and ran in parallel to work to upgrade X3/R’s expansion tube performance (discussed in more detail in Sect. 3). X3/R’s existing free-piston driver was designed to generate the very strong shock waves required for super-orbital operation. This places the severe requirement for an extremely high driver sound speed at the moment the steel primary diaphragm ruptures, achieved by compressing the driver gas to a small volume in order to reach temperatures approaching 5000 K; however, because of the extremely high speed of the downstream flow processes, the driver for an X3/R-scale facility operating in expansion tube mode need only sustain these conditions for the order of 1 millisecond. In contrast, one of the key aims for X3/R operating in RST model was to achieve RST test times of between 10 milliseconds or more, which requires an order-of-magnitude increase in the ‘hold’ time of the driver (the duration of time that high pressure and temperature are sustained after primary diaphragm rupture).
A 10 millisecond RST test time is commensurate with similar scale international free-piston driven RST facilities such as HEG and HIEST (Hannemann et al 2016a). A key achievement in the X3/R RST mode development process has been to achieve this driver performance with a 14.5 m long driver, as compared to, for example, the 33 m and 42 m drivers of HEG and HIEST (Hannemann et al 2016a) respectively. This has required significant advancement in free-piston driver modelling capability and experimental diagnostics, which will be discussed in Sect. 4 of this paper. While X3/R’s 50 MPa stagnation pressure limit is lower than HEG (200 MPa) and HIEST (150 MPa) (Hannemann et al 2016a), it is sufficient for the Mach 5–9 range required for terrestrial hypersonic flight simulation. Higher enthalpies and total pressures can then be accessed using X3/R in expansion tube mode.
Following X3/R’s conception in 2014, the necessary facility hardware and operating conditions were developed from 2015 onwards, until operational capability was achieved in 2019. The upgraded facility is now operated in dual shock-expansion mode at DSTG’s Brisbane site (Stennett et al. 2020). Development of an RST operating mode for the previous X3 facility has allowed Australia to develop X3/R’s RST capability much more rapidly and economically than would ever have been possible through commissioning of an entirely new national ground test facility.
This paper provides an overview of the upgraded X3/R facility, will summarise its current testing capability in both expansion tube and reflected shock tunnel modes, and outline key technological developments required to reach this stage.
2 The X3/R facility
2.1 Facility history
X3/R began its life in 2000 as the 65 m X3 super-orbital expansion tube (Morgan 2000), which, at the time of its commissioning, was the largest free-piston driven expansion tube in the world. The facility featured a 25 m dual-piston compression tube; a 12.5 m long shock tube; and a 24 m long acceleration tube (Gildfind et al. 2016). A dual-piston driver design was initially pursued to avoid the cost of procuring a single high-pressure, thick-walled driver tube, however came at the expense of performance and increased complexity of the facility design and day-to-day operation (Dann et al. 2012).
In 2004, the driver was upgraded to utilise a single-stage 200 kg aluminium piston arrangement based around a 500 mm compression tube; a new diverging Mach 10 nozzle; and a larger 1200 mm diameter test section (Dann et al. 2012). In 2011, a ‘lightweight’ 100.8 kg aluminium piston was designed, allowing higher performance to be achieved from the single-stage driver, and generation of higher enthalpy test flows (Gildfind et al. 2015b).
In 2014, UQ and DSTG began a collaboration to fund the design and commissioning of a reflected shock tunnel mode for X3, designated ‘X3R’ (Morgan and Gildfind 2014). The facility’s relatively low driver-to-shock tube length ratio compared to other RSTs made condition design challenging. Ultimately, the new RST operating conditions required the design and manufacture of a new 547 kg ‘heavy’ piston, and an extended dump-tank to delay test flow termination from the reflected shock within the test section.
Concurrent with X3/R’s RST-mode development, additional works were undertaken to enhance the facility’s X-tube capabilities. The design of a new Mach 12 nozzle was commenced in 2016 by Toniato et al. (2016), and was commissioned in 2019 for the successful testing of a Mach 12 scramjet (Toniato 2019; Toniato et al 2020). In the same year, the installation of a reservoir extension increased the reservoir volume by approximately 50% (Andrianatos et al. 2016), increasing the driver performance and allowing the facility’s operating envelope to be further expanded (Andrianatos 2020).
Following the successful commissioning of RST mode in 2019, the collaborative agreement between UQ and DSTG was extended to facilitate relocation and recommissioning of the tunnel to DSTG’s new Brisbane site, where improved infrastructure would better support the facility. As part of the relocation, the shock tube was bored out to 200 mm diameter, to remove the step-change in area which introduced confounding wave processes. Additionally, noting the acceleration tube length was leading to excessive boundary layer effects (Toniato 2019), the acceleration tube was shortened to 16 m.
The X3/R facility hardware was successfully moved to the new Brisbane site in February 2020, with the first re-commissioning experiment in RST mode being completed in July 2020. Expansion tube mode was later re-commissioned at the beginning of 2021. As of December 2023, X3/R has completed over 450 experiments at its new Brisbane site.
2.2 Current hardware configuration
Depending on the target test flow conditions, X3/R can be configured in a variety of ways. Schematics of X3/R in its reflected shock tunnel (RST-mode) and super-orbital expansion tube configurations (X-mode) are indicated in Figs. 1 and 2 respectively.
In both X-mode and RST-mode, the facility utilises the same reservoir, compression tube, test section and dump tank. The reservoir consists of a main reservoir tube supplemented by a 300 L reservoir extension, approximately doubling the reservoir capacity (Andrianatos 2020). In RST-mode, the secondary driver tube and shock tube are combined into a single long shock tube. In X-mode, the facility can be run with separate secondary driver and shock tubes (SD-mode); with a single long shock tube (by combining the secondary driver and shock tubes, LST-mode); or with a short shock tube (by using the secondary driver tube as the shock tube, and connecting the shock tube to the acceleration tube, SST-mode). The current facility geometry and configuration options are summarised in Table 1.
In X-mode, the acceleration tube may be run with a steel extension (direct-connect mode, per Table 1), or a Mach 10 or 12 ‘internal’ nozzle; whereby the nozzle is located inside the test section during an experiment, and a seal is produced around the nozzle collar/throat. Toniato designed the Mach 12 nozzle to have instrumentation ports mounted in the nozzle walls (Toniato et al 2019). In RST-mode, the facility was originally commissioned with an ‘internal’ Mach 7 nozzle, however this design was superseded by a 3D-printed aluminium ‘external’ design, designated ’Mach 7b’; whereby the nozzle is located outside of the test section, and a seal is produced near the nozzle exit. The current nozzle hardware available to the facility are summarised in Table 2.
The facility features a number of sensor tappings along its constituent tubes, which are used to measure pressure along the tunnel during an experiment. The abundance of sensor tappings allows for accurate tracking of phenomena within the facility, such as the shock waves and resultant pressure rises, and the addition of a compression tube tapping allows diaphragm burst pressure to be determined. A list of sensor names, positions and their usage mode is provided in Table 3.
The facility currently supports five pistons designs, of masses ranging between 100 kg (Fig. 6) and 547 kg (Fig. 19), the details of which have been summarised in Table 4. The 194 kg to 547 kg pistons are capable of accepting up to two 40 kg steel inserts, providing a suite of piston masses between 194 and 627 kg in 40 kg increments. The 100 kg piston does not support additional mass inserts, and is 100 mm shorter. Lower mass pistons are typically utilised more in X-mode to maximise piston velocity, shock speed and enthalpy (Gildfind et al. 2015b); while higher mass pistons are utilised more in RST mode to maximise piston momentum, driver supply time and test time (Stennett 2020).
During the commissioning of RST mode at UQ, a new large cruciform Pitot rake was designed and manufactured to quantify the larger coreflow generated by the Mach 7 nozzle (Fig. 3). This new Pitot rake has capacity for 57 sensors (14 in each cardinal direction + 1 centre) spaced 25 mm apart, allowing data capture of flows up to 700 mm diameter. The East/West blades of the rake are offset an additional 10 mm, allowing data capture at a higher resolution than is achievable with equal sensor spacing. The Pitot cap and barrel design was also updated from the previous Pitot rake design, to enable use of both Kulite and PCB brand pressure transducers, while producing a reliable seal and facilitating easier hardware access for installation or replacement (Stennett 2020).

X3/R’s new large cruciform Pitot rake, positioned in the test section at the exit of the facility’s original fibreglass, internal Mach 7 nozzle
As part of the continuous improvement of operational safety, repeatability and reliability, the facility was upgraded with a programmable logic controller (PLC) system during its relocation to the new site. The PLC allows the tunnel’s status to be viewed, and its filling and firing sequence to be controlled via a graphical user interface.
3 Expansion tube mode
3.1 Driver requirements for superorbital operation
As noted in Sect. 2, in the late 2000 s, operational and performance considerations led to X3/R being upgraded from a dual-piston driver to a more conventional single-stage free-piston driver. This new driver had a much larger diameter (500 mm) than the compression tube (200 mm), thus introducing a performance-increasing area change at the primary diaphragm (Gildfind et al. 2016). Initial commissioning was performed with a 200 kg aluminium piston, which was first used to generate a new Mach 10 scramjet test condition, previously detailed by Gildfind et al (2018a); Gildfind et al. (2018b). While initial commissioning efforts related to scramjet ground testing, work was also underway to develop X3/R’s superorbital capability, which places different requirements on the driver.
In order to generate a strong shock wave through the test gas for superorbital operation, driver gas sound speed must be maximised. This can be achieved by using a low molecular weight driver gas–typically helium since it is safer to operate than hydrogen and will not chemically react through the required range of driver temperatures of \(\mathcal {O}(1000-10,000 \text{ K})\)—and then applying significant compression ratios of \(\lambda =30\) or more to raise the gas temperature accordingly. As a result, when the diaphragm ruptures, the length of this hot, high sound speed, slug of driver gas can be relatively small; \(<0.5\) m in the case of X3/R for \(\lambda >30\), which compares to a driven tube length of over 30 m for X3/R in expansion tube mode.
When the compressed driver gas slug is this short in relation to the driven tube, it is necessary to operate a ‘tuned’ free-piston driver (Stalker and Besant 1959; Stalker 1967). Here, the piston is operated at a sufficiently high speed that in the moments following diaphragm rupture, the piston face displaces more mass of driver gas than vents across the ruptured diaphragm to the driven tube (\(\beta > 1\), per Fig. 4). As a result, the driver pressure continues to rise after diaphragm rupture. The high pressure driver gas is rapidly decelerating the piston during this time, such that the piston is soon going too slow to sustain this ‘over-drive’ effect (Itoh 2002); however, it can nevertheless extend the duration at which the driver gas is held at high pressure by an order of magnitude compared to slower piston operation (Gildfind et al. 2011).

Effect of piston velocity at rupture on driver pressure, adapted from Gildfind (2012)
Tuned operation must be combined with a ‘soft-landing’ (Itoh 2002) for practical free-piston driver operation; here, the balance of gas-dynamic forces on the piston brings it to rest at a carefully placed buffer just ahead of the driver area change, and furthermore, the resultant pressure force must then keep it safely pressed against the buffer to avoid any secondary rebound impact (per Fig. 5). High enthalpy operation is especially challenging because the tuned piston speed becomes increasingly higher—typically over 200 m/s for X3/R’s driver area ratio— to match venting of high sound speed driver gas to the driven tube. The combined requirements of both over-driving the piston and achieving a soft landing considerably reduce the range of suitable operating conditions which can be achieved for a given free-piston driver configuration, and piston mass becomes a critical parameter (Gildfind et al. 2011).

Possible piston velocity profiles (left), piston location histories (right), adapted from Itoh et al. (1998)
Earlier work on the smaller X2 facility (Gildfind et al. 2011) demonstrated that tuned operation for high enthalpy expansion tube operation required that piston mass be minimised, for two reasons. Firstly, for a given reservoir pressure, this would maximise the speed which the piston would reach during its stroke; secondly, for a given primary diaphragm rupture pressure, it would minimise the piston stopping distance and therefore maximise the allowable compression ratio of the driver gas; these two factors would allow tuned operation for a high driver sound speed while ensuring a soft landing. In X2 it was possible to design a 10.5 kg piston from high strength 7075-T6 (Gildfind et al. 2011). In X3/R, a similar design methodology was applied using 6061-T6 alloy, which has been detailed by Gildfind et al. (2015b). The piston assembly, shown in Fig. 6, had a resulting mass of 101 kg.

X3’s 101 kg lightweight piston, adapted from Gildfind et al. (2015b)
The development of new driver conditions with X3/R’s lightweight piston aimed to match the performance of X2 with its 10.5 kg piston (Gildfind et al. 2011, 2015a). This has proven difficult, however, for three key reasons:
-
1.
Whereas X2’s lightweight piston was machined from 7075-T6 billet, only 6061-T6 billet was available at the 500 mm diameter required for X3/R. As a result, X3/R’s piston had to be designed for a significantly lower yield stress than X2 (nominally 241 MPa vs. 469 MPa), and its piston is correspondingly heavier than would be possible with the stronger alloy.
-
2.
As noted in Sect. 2, X3/R’s reservoir—based on the old reservoir from the T4 RST—is located beneath its compression tube and requires that the high pressure air be internally directed through a series of slots which introduce significant total pressure losses. Furthermore, the reservoir is a significantly smaller diameter than the driver (230 mm vs. 500 mm). In contrast, X2’s reservoir is a larger diameter than its compression tube (316 mm vs. 257 mm), and there is only one set of slots along the compressed air flow path. While it is difficult to directly compare the performance of both drivers, for a given reservoir fill pressure X3/R’s current reservoir is essentially less effective than X2’s, meaning it must be operated at much higher pressures for equivalent performance. The maximum pressure rating of X2 (10 MPa) vs. X3 (14 MPa) means that, in practise, X2 can currently achieve higher piston speeds than X3/R, despite its shorter compression tube (4.5 m vs. 14.5 m).
-
3.
The driver area ratio of X3/R (6.25:1) is less than X2 (9.1:1), so that, for a given driver gas sound speed, a higher piston speed is required for tuned operation.
These three factors mean that it has not been possible to completely match the high enthalpy performance of X2, however, the performance gap has been minimised by operating at higher reservoir and driver pressures, and through extensive numerical optimisation to extract maximum performance from the driver. The performance of X3/R with the new lightweight piston is now discussed in Sects. 3–3.2.
3.2 Development of X-tube driver operating conditions
Figure 7 shows a schematic diagram outlining key wave processes in a free-piston driven expansion tube. Following diaphragm rupture, between the piston face and the driver area change, the approximately stagnated state 4 driver gas is accelerated to choked (\(M=1\)) state 4\('\) \('\) across the area change. During this process the piston is still moving and the volume of the driver is therefore reducing. Stalker (1967) derived a reference piston speed, \(U_r\) (Eq. 1), which, in the ideal case, would reduce the driver volume at exactly the required rate to maintain a constant density and temperature despite mass loss across the driver area change:

Idealised distance–time (x–t) diagram showing flow processes for a basic expansion tube
In Eq. 1, \(\gamma _4\) is the ratio of specific heats of the driver gas; A is the driver tube cross-sectional area; \(A_*\) is the minimum cross-sectional area across the area-change; \(R_4\) is the driver specific gas constant; \(T_{4,0}\) is the initial driver gas temperature before piston compression; and \(\lambda \) is the driver compression ratio.
Figure 8 shows \(U_r\) plotted in terms of \(\lambda \) for X3/R’s driver geometry, its lightweight piston, and for a selection of different driver gas compositions. Driver gas composition is normally a combination of helium and argon; this is because the two monatomic gases have an equal and high \(\gamma \) which maximises the temperature rise for a given compression ratio, and both gases are non-reactive within the range of normal driver operation. For a given compression ratio, driver performance will be maximised by increasing the helium fraction. However, Fig. 8 shows that the reference piston speed increases markedly with higher helium fraction. It can be seen that tuned operation of X3/R’s driver with 100% helium driver gas will require piston speeds well in excess of 300 m/s for typical compression ratios.

Piston velocity at rupture to match the gas outflow from the compression tube
As the compression ratio increases, the piston’s available stopping distance (following diaphragm rupture) reduces. Furthermore, the speed from which the piston must be decelerated increases with increasing helium fraction. A more extensive analysis based on Stalker (1967) (fully detailed in Andrianatos (2020)) shows that as compression ratio and/or helium fraction are increased, an ever higher driver pressure is required to stop the piston before it hits the end of the compression tube. The three pressures plotted on each curve in Fig. 8—\(-\)17.5 MPa, 23.6 MPa. and 35.0 MPa—respectively represent nominal rupture pressures for the 2.0, 3.0, and 4.0 mm thick steel diaphragms used for initial X3/R driver commissioning experiments. These pressures represent the required diaphragm rupture pressure for tuned operation with a soft landing based on Stalker’s methodology (Stalker 1967). Noting that X3/R’s driver is currently limited to operation with 4 mm thick diaphragms, Fig. 8 shows that for a given driver configuration and diaphragm rupture pressure, the compression ratio must reduce with increasing helium fraction.
The analysis by Stalker (1967) makes a number of simplifications to enable an analytical solution of the driver dynamics, and it is beneficial to use higher fidelity CFD for detailed driver operating condition design. UQ uses the quasi-one-dimensional Lagrangian solver L1d (Jacobs 1994), which captures all of the key longitudinal wave processes, to time-accurately simulate the piston dynamics and shock tube flow. A recent overview of L1d’s use in impulse facility simulation is provided by Gildfind et al (2018a); of key relevance is that the impulse facility is discretised axially into fixed-mass cells which each span the full internal duct diameter. This requires that the actual facility be modelled as a single in-line duct, and all changes in diameter must be introduced gradually. This model construction generally represents the facility downstream of the piston well; however, this is in contrast to the highly three-dimensional and discontinuous geometry of key components in X3/R’s driver upstream of the piston.
Figure 9 shows a photograph of X3/R’s reservoir and piston launcher, and Fig. 10 shows CAD of the internal geometry. In Fig. 10 the complex geometry of the flow path in the launcher manifold is highlighted by the red and blue circles, and the geometry of the piston launcher is highlighted by the green circle. In L1d, X3/R’s complex and three-dimensional internal geometry was modelled as a two-step process:
-
1.
Each section of the reservoir and launcher geometry was located at an axial position representative of the geometric flow path distance to the back face of the piston, while the duct is sized to correctly model the axial distribution of total volume.
-
2.
Gas losses due to obstructions along the flow path were then accounted for with the addition of a pipe head ‘loss region’ at the end of the launcher. As a cell passes through a loss region, the momentum equation extracts \(Q_{\text {momentum}}\) as defined by Eq. 2 (Jacobs 1998). In Eq. 2, K/L is the loss per unit length, which is typically calibrated by comparison to reference experimental driver pressure results.

X3 reservoir and piston launcher arrangement (note: image is distorted to increase field of view)

CAD model with cutaway showing the internals of X3’s launcher assembly
This process resulted in the duct geometry shown in Fig. 11. Development of the model is detailed by Andrianatos (2020); L1d loss factors were determined by calibration of the model to driver ‘blanked-off’ experiments. Here, the rupturing diaphragm is replaced with a thick steel plate which will not rupture. When the facility is fired, the piston follows the nominal trajectory up until the moment when rupture would normally occur. However, in the blanked-off experiment the diaphragm does not rupture, and as a result the piston continues to compress the driver gas until it stops, after which it is then accelerated upstream by the high driver pressure. Oscillatory motion then takes place until the piston comes to rest in a position along the driver tube where the reservoir and driver gas forces are balanced across it. As long as the peak driver pressure does not exceed the facility limit, the benefit of the blanked-off test is that it safely provides an exact measurement of driver pressure up until the point of rupture, which can then be used to calibrate a numerical model of the same experiment. A key characteristic of the new X3/R L1d model has been its good ability to predict facility response across a wide range of operating conditions without recalibrating loss factors, which is attributed to the above mentioned systematic modelling of the reservoir and launcher geometry.

Geometry used for the model of X3’s reservoir and launcher assembly in L1d
Initial driver commissioning aimed to baseline X3/R’s superorbital performance against an existing 10.2 km/s X2 Hayabusa condition developed by Fahy et al. (2021). This crossover condition would enable the previous subscale X2 experiments to be replicated in X3/R, prior to testing of a full scale Hayabusa geometry—for the first time—in the larger X3 facility. The process to develop the new X3/R driver operating condition is detailed by Andrianatos (2020); in summary, a new condition was developed in L1d based on a 3 mm thick primary diaphragm. It was found that the specific batch of 3 mm diaphragms used for these experiments were rupturing at approximately 29 MPa, which closely matched the rupture pressure of the 2 mm diaphragms used for the X2 experiments (Fahy et al. 2021).
Noting Fig. 8, and following preliminary modelling with the calibrated L1d model, it was found that a tuned soft landing condition for the 101 kg piston could only be achieved with a 100 % argon driver gas composition, which could not match the performance of the 100 % He X2 condition (Fahy et al. 2021). It was previously shown by Gildfind et al. (2015a) that for a given driver condition, the helium fraction could be increased by introducing a contraction at the driver-to-shock-tube area change. Such a contraction is schematically shown in Fig. 12.

Flow states through a free-piston driver with orifice plate installed (Gildfind et al. 2015a, Fig. 3)
During normal operation of a free-piston driver with a driver-to-shock-tube area change, steady choked flow develops at the area change (state \(4^*\) in Fig. 12) which essentially decouples unsteady wave processes between the driver and shock tubes during the critical period following diaphragm rupture. Considering the dynamics of the piston, which is upstream of the area change, Gildfind et al. (2015a) showed that the helium composition of a helium/argon driver gas mix could be increased—without changing the piston dynamics—by incorporating an appropriately sized orifice plate (contraction) at the driver-to-shock-tube area change. The requirement was to size the orifice to maintain the same volumetric flow rate across area change (i.e. preserve \(u\cdot A\) between different choked diameters, where \(u=a\) for sonic choked flow and A is the cross-sectional area at the location of choked flow). Considering a baseline facility configuration (configuration ‘D, 1’) where tuned piston dynamics and a soft landing have already been achieved:
where it is assumed that there is no additional contraction, such that choked flow arises at the entrance to the shock tube where area and diameter are given by \(A_d\) and \(D_d\) respectively. \(\gamma _D\) and \(T_D\) are the driver gas ratio of specific heats and instantaneous temperature, and \(R_{D,1}\) is the specific gas constant for whatever is the baseline helium/argon driver gas mix.
Considering a second otherwise identical facility configuration (configuration ‘D, 2’), an increase in the helium fraction will increase the driver gas constant, given by \(R_{D,2}\). Assuming a calorically perfect driver gas and enforcing the requirement that piston dynamics is preserved between configurations, since \(\gamma _D\) remains unchanged then instantaneous \(T_D\) will also be unchanged through equivalent stages of the piston compression process. In order to preserve the volumetric flow rate out of the driver, and noting that the increased helium fraction will increase the driver gas sound speed, an orifice is introduced to reduce the cross-sectional area at the location of choked driver gas flow. Volumetric flow rate for configuration ‘D, 2’ is then given by:
where \(A^*\) and \(D^*\) represent the area and diameter of the orifice plate.
Equating Eqs. 3 and 4, the required orifice plate diameter to preserve piston dynamics for an increased helium fraction is as follows:
Considering Fig. 12, introduction of an additional contraction at the driver-to-shock-tube area change introduces an additional steady expansion between the contraction diameter (\(D^*\)) to the shock tube diameter (\(D_d\)), producing supersonic state \(4\) \('\) \('\). State \(4\) \('\) \('\) can be characterised by modelling the expansion between \(D^*\) and \(D_d\) as a de Laval nozzle.
The technique summarised in Eq. 5 was implemented in X3/R with the 100 % argon driver condition. Table 5 summarises the different driver gas compositions and orifice plate diameters tested for this study. The orifice plate diameter of 200 mm represents an orifice with equal diameter to the shock tube; this is the baseline condition for the 100 % argon driver gas. Subsequent rows show the progressively smaller orifice plates required to achieve equivalent piston dynamics with ever higher helium fractions. It can be seen that 100 % helium driver gas required the orifice area to be reduced to 31.6 % of the shock tube tube, representing a significant contraction.
Figure 13 shows transient driver pressure histories for the different driver gas compositions listed in Table 5. The red curves represent the computed driver pressure from L1d simulations; the blue curves represent typical experimental pressure measurements. Experimental data has been filtered with a 5th order Butterworth filter with 100kHz cutoff. Time is referenced to diaphragm rupture, with the horizontal axis being offset to capture the final stages of the piston compression process.

Compression tube pressures for all driver gas compositions for the 3 mm diaphragm
Three key observations can be made from Fig. 13. Firstly, the numerical and experimental pressures show very good agreement, indicating that the L1d code is effective at simulating the driver response.
Secondly, the transient profiles of each operating condition are generally similar, and furthermore, it is noted that a soft piston landing was observed for each condition. This validates Eq. 5 and the methodology originally presented by Gildfind et al. (2015a).
Thirdly, it can be seen that the traces become ‘smoother’ as helium fraction is increased. This reflects the fact that while sound speed of the driver gas is increasing as helium fraction is increased, the piston dynamics remain approximately unchanged. Therefore the instantaneous speed of the piston becomes ever slower compared to the speed at which axial waves are transmitted through the driver gas, such that the pressure rise occurs through a series of more frequent but lower strength waves. This manifests itself as a ‘smoother’ compression process (which has a positive impact on the subsequent shock tube and test flow quality); while the configurations with higher helium fraction more closely reflect the ideal isentropic compression underpinning the methodology developed by Gildfind et al. (2015a), the general shape of each driver trace, and the consistent soft landings achieved across each of these conditions, show that the assumption of an isentropic compression has worked well even when relatively strong compression waves are observed during the driver compression process.
The driver performance depends on the driver gas sound speed, its pressure, the presence and size of a driver-to-shock-tube area change, and whether an orifice plate is used. In addition to these parameters, the timing of axial wave processes—including those due to the piston dynamics—and processes such as primary or secondary diaphragm rupture and any facility-specific idiosyncratic flow paths, make it difficult to directly compare driver performance between two different facilities. However, one practical way to do so is to simply measure the driven shock speed through the same initial test gas composition and fill pressure. This can provide a direct comparison between different driver conditions in the same facility, and also allow comparison to an entirely different facility. This is the approach now used to compared X3/R’s new expansion tube driver condition.
Figure 14 shows shock speeds measured along the length of X3/R’s shock tube for the different driver conditions detailed in Table 5. The shock tube fill pressure and composition were set equal to the baseline Fahey et al. Hayabusa X2 condition, where the test gas is air at an initial pressure of 13.5 KPa (Fahy et al. 2021, Table 1). Note, the average shock speed measured during the Fahey et al. experiments was 4,738 m/s, which thus represents the target shock speed in X3/R.

Shock speed along the shock tube for 3 mm thick diaphragms with different driver gas compositions
Referring to Fig. 14, the different colors represent the different driver configurations in Table 5. The dashed lines represent predicted shock speeds based on state-to-state calculations in accordance with the methodolody detailed by James et al. (2018); these are idealised estimates which assume constant driver pressure and temperature after diaphragm rupture and do not account for non-isentropic wave processes across the driver area change. The solid curves with hollow square markers represent axially-resolved shock speeds based on L1d numerical calculations; these calculations account for unsteady axial wave processes, but still neglect 2-dimensional and 3-dimensional flow processes. Finally, the solid curves with solid circlular markers represent actual spatially-resolved experimentally measured shock speeds between tube wall transducer pairs.
The first observation from Fig. 14 is that the use of orifice plates to increase helium fraction produces a corresponding increase in shock speed. Considering Fig. 12, while the use of smaller orifice plates increases the Mach number of the flow entering the shock tube, thus reducing the total pressure and enthalpy gain in the unsteady expansion, this comparative drop in the state \(4\) \('\) \('\) expanded driver gas pressure (due to a larger area ratio between the sonic throat and the shock tube diameter) is more than compensated for by the increased driver gas sound speed made possible by the orifice plate and the associated increase in helium concentration. However, in all cases, Fig. 14 also shows that experimental shock speeds are less than both state-to-state and L1d predictions. The discrepancy, \(\Delta \), is highlighted in the figure using the curly brackets. It is evident that as helium fraction is increased, \(\Delta \) also generally increases. Previous CFD analyses (for example (Gildfind et al 2018a, Fig. 8) or (Stennett et al 2018, Section IV)) suggest that non-isentropic flow processes, such as the development of a shock train downstream of the driver-to-shock-tube area change, introduce total pressure losses which become more significant with larger contraction ratio. While Fig. 14 shows that the 100 % He driver condition will, theoretically, approximately achieve the target of 4,738 m/s from Fahey et al., the actual measured shock speed at the exit of the shock tube falls well below this in practise (\(\approx 3500\) m/s). However, it represents a significant increase from the original 100 % argon driver condition (\(\approx 2400\) m/s); the 100 % helium condition is now used to characterise the current performance of X3/R in expansion tube mode in Sects. 3–3.3.
3.3 X-Tube performance envelope with new driver
As a result of the unsteady expansion process, an expansion tube such as X3/R provides two key capabilities which differentiate it from other aerodynamic ground testing facilities:
-
1.
High total pressure: a free-piston driven expansion tube can generate test flows with total pressures of \(\mathcal {O}(1-10)\) GPa or higher (Gildfind et al. 2014).
-
2.
Superorbital velocity: a free-piston driven expansion tube can generate an aerodynamic test flow with velocities up to or exceeding 20 km/s (James et al. 2020).
Considering X3/R’s high total pressure capability, this is very relevant to simulation of terrestrial flight beyond Mach 10, such as scramjet access-to-space. Since most of the test flow total pressure increase is achieved through the unsteady expansion process, these test conditions are not especially demanding in terms of the absolute driver performance; for example, a flight Mach range of 10–15 requires test gas shock speeds of 1.5–2 km/s (Gildfind 2012), which can be achieved with the lowest performance driver described in Sects. 3–3.2. Instead, the first challenge is tuning the driver to ensure that the free-piston driver can sustain these flow processes for the longer time scales associated with these (relatively) lower speed test conditions (Gildfind et al. 2011). Other key challenges for ground testing are accommodating large models and achieving sufficient test time, which are both achieved in X3/R due to its large scale. X3/R thus has full high Mach ground testing capability for most foreseeable flight simulation requirements. A recent example is the testing of a Mach 12 REST scramjet engine in X3/R (Toniato et al. 2018; Toniato 2019); for these experiments a Mach 12 nozzle was developed which produced a core flow diameter of 400 mm (Toniato et al 2020). The initial test condition produced a Mach 11 test flow with a test time of 1.3 ms and stagnation pressure of 223 MPa (Toniato 2019).
In contrast, for superorbital testing the upper bounds of the facility performance envelope of an expansion tube are largely determined by the absolute driver performance. The highest performance driver detailed in Sects. 3–3.2 (with 100 % helium driver gas composition) thus determines the performance limit—at the time of writing—of X3/R for high enthalpy ground testing, and the corresponding performance envelope is now computed in this section. An equilibrium chemistry flow solver has been used (James et al. 2018), which models the expansion tube facility as a series of state-to-state flow processes. The code models the free-piston driver using driver simulation parameters experimentally tuned against experimental shock speeds in accordance with Gildfind et al. (2015a).
For these calculations, shock tube fill pressure was varied from 1 kPa to 316 kPa (i.e. between \(10^3\) and \(10^{5.5}\) Pa) and acceleration tube fill pressure was varied from 1.3 Pa to 500 Pa (i.e. \(10^{1.1}\) and \(10^{2.7}\) Pa). Both pressures were incremented evenly in log-space which provides a more relevant distribution of points through the operating envelope. These pressure ranges extend across most of the entire useful operating envelope of an expansion tube. The test flow was then computed for all combinations of these shock and acceleration tube fill pressures.
In expansion tube mode, X3/R can be operated with or without a nozzle. Without a nozzle, the maximum model diameter which can be used is typically approximately half the acceleration tube diameter, corresponding to an approximate model diameter of 100 mm. When a nozzle is used, it expands the useful test core flow to a larger diameter and higher Mach number, which allows testing of larger diameters (typically 200 mm and 400 mm respectively for X3/R with its Mach 10 and Mach 12 fully diverging expansion tube nozzles).
A limitation of using an expansion tube nozzle is that each nozzle is designed to expand the test flow between a specific pair of inlet and exit flow Mach numbers, as well as assuming a specific inflow boundary layer profile. The initial design of a geometric nozzle contour involves parametric optimisation with high fidelity viscous CFD to minimise flow centreline disturbances and produce a shock-free core flow of maximum diameter which is non-diverging and has uniform flow properties (Toniato et al 2020). While the resulting nozzles designed by this technique have historically proven to perform reasonably well off-design, development of new test conditions should aim to match the design inflow Mach number (\(M=7.3\) for the current X3/R nozzles). This requirement considerably constrains the design space for development of new experiments as will be seen in the results below.
Superorbital atmospheric entry experiments typically involve high Mach number blunt body flowfields, and except where the actual flight vehicle is quite small, most experiments must use sub-scale models. In order to achieve reasonable similitude to the full-scale flight vehicle, a key goal of these experiments is typically to match the following similarity parameters:
-
Post-shock binary scaling parameter, \(\rho _s\)-L; for flows such as Earth re-entry, which are dominated by forward dissociation reactions, this similarity parameter is important to match non-equilibrium chemical reactions through the shock layer (Anderson 2006).
-
Total enthalpy, \(H_t\); this ensures that post-shock stagnation temperature is matched, which is necessary to induce the same high temperature gas effects as in true flight.
-
Post-shock Reynolds number, \(Re_s\); this ensures that post-shock viscous effects, including transition to turbulence, are representative of the full scale flight vehicle.
-
The Mach number independence principle arises from the fact that the non-dimensionalised Euler equations become Mach independent as \(M_{\infty }\rightarrow \infty \)(Anderson 2006). This Mach independence is observed for blunt body flows for \(M_{\infty }>5\); in practice this represents the entire practical operating envelope of an expansion tube, and therefore can be assumed to be satisfied for all superorbital conditions computed below.
While a nozzle increases the size of model which can be tested—with corresponding practical benefits in terms of model size and instrumentation—the associated reduction in test flow density (very approximately proportional to \(D^2\)) is greater than the increase in model size (proportional to the tube/nozzle internal diameter D). This results in a reduction of the maximum binary scaling parameter, \(\rho \)-L, achievable through the nozzle, and should be taken into account during the design of experiments if \(\rho \)-L requirements cannot otherwise readily be met.
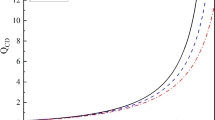
Figure 15 shows \(H_t\) vs. \(\rho _s\)-L, and Fig. 16 shows \(H_t\) vs. \(Re_s\), where \(Re_s\) is based on post-bow-shock flow properties and the maximum model diameter (i.e. either 100 mm, 200 mm, or 400 mm for these facility configurations). Each datapoint represents an individual facility calculation. Note, any design point operating more than 10% above or below the nozzle design Mach (for configurations using a nozzle) has been excluded. The main impact of applying this constraint is to reduce coverage at lower Reynolds numbers; however, the excluded conditions could be restored if new nozzles were designed for the corresponding specific Mach numbers. It is important that the nozzle is operated at its design Mach number to achieve a reasonable quality test flow.

X3/R expansion tube performance envelope, \(H_t\) vs. \(\rho \)-L

X3/R expansion tube performance envelope, \(H_t\) vs. \(Re_s\)
It can be seen that the maximum enthalpy is approximately 80 MJ/kg with the current highest performance driver, which corresponds to a maximum test velocity of approximately 12.5 km/s. This enthalpy can be achieved in both tube mode (no nozzle and 100 mm diameter model) or with the Mach 12 nozzle (400 mm diameter model), and is within the range of Mars-return speed (expected to be within the range of 11–15 km/s (Rivell 2006)). Further increasing the maximum enthalpy will require developing a lighter piston for X3/R. This will allow the maximum piston speed to be increased, which in turn will make it possible to achieve tuned driver operation at a higher compression ratio and therefore a higher driver sound speed, leading to a stronger primary shock wave. Conversely, these enthalpies can be achieved at lower \(\rho _s\)-L and \(Re_s\) by operating one of the lower performance drivers detailed in Sects. 3–3.2 with lower initial fill pressures in the shock and acceleration tubes.
It is finally noted that these are approximate calculations based on analytical techniques; the performance of the facility at each operating point can only be accurately and conclusively characterised through actual experimentation, which will provide detailed insight into the impact of viscous effects, transient wave processes, and so forth, on, for example, the test flow properties, core flow diameter, test flow steadiness, and test flow duration.
4 Reflected shock tunnel mode
4.1 Initial RST condition development
The test flow condition selected during RST mode development targetted Mach 7, 50 kPa dynamic pressure for 10 ms duration.
It is noted that X3/R features a relatively short driver-to-shock-tube length ratio compared to other reflected shock tunnels worldwide; while RST facilities are typically designed with the driver tube at least twice as long as the shock tube, X3/R’s driver tube was only 64% of its shock tube length (Table 6). While the use of orifice plates and careful piston tuning would allow the steady driver-supply time to be increased, ultimately this combination of tube geometries accelerates arrival of test-terminating \(u+a\) expansion waves from the driver, due to the shorter driver gas slug. This significantly affected the steady period of nozzle supply pressure that could be achieved in X3/R.
Ultimately, test times in excess of 10 ms were able to be achieved through (1) extensive simulation and optimisation of the free-piston driver condition to maximise driver gas ‘supply time’ using an iterative design process; (2) implementation of a novel condition scaling technique; and (3) fine-tuning and optimisation of the piston dynamics, using experimental piston motion diagnostics.
4.1.1 Iterative condition design and piston dynamics optimisation
As part of the condition design process, the gas composition and dynamics of the free-piston driver were extensively explored using iterative analytical and computational techniques. Initially, the shock tube fill conditions and required incident shock speed were determined using first principles shock tube analysis, working upstream from the desired nozzle exit flow condition. These analytical relations are well understood for impulse facilities and are described extensively in the literature Anderson (2003).
Next, a range of analytical driver conditions were generated, theoretically capable of generating the required incident shock using various compositions of helium and argon. In order to ‘tailor’ the operating conditions, an analytical pressure-equality relation was implemented across the contact surface Wittliff et al. (1959), which while not the modern sound-speed equality accepted in the literature, achieves quasi-tailored operation and provides an easy-to-identify means to determine whether the condition is over- or under-tailored.
This process produced a range of tailored operating conditions capable of generating the desired Mach 7, 50 kPa dynamic pressure test flow (Table 7), however these conditions were created using purely analytical relations and did not consider longitudinal or volumetric limitations. These effects are critical in the operation of impulse facilities and have a direct effect on test time.
To capture these effects and determine the effect of driver composition on the usable test time, analytical free-piston driver relations were then integrated into the analysis (Hornung 1988; Itoh et al. 1998). The free-piston dynamics were optimised to ensure continued compression of the driver gas slug following diaphragm rupture—‘piston overdrive’, per Fig. 4—and tuned to achieve a ‘soft-landing’ trajectory, where the piston comes to rest momentarily and can be caught using appropriate length buffers (as shown previously in Fig. 5). Such overdriven, tuned operation allowed the ‘driver supply time’ —the period of quasi-steady driver gas properties, which drive the downstream flow processes—to be maximised, delaying generation of strong \(u+a\) expansion waves off the piston face and thus increasing the useful test time, as shown in Fig. 17.
Piston tuning required the implementation of an appropriately sized ‘orifice plate’ at the primary diaphragm station to restrict the driver gas mass flow into the shock tube (as previously indicated in Fig. 10) and thus control the piston trajectory. It is noted, however, that implementing an orifice plate to tune the piston dynamics introduces a steady expansion, which results in a reduction in driver performance (ie. shock speed) compared to a larger driver area ratio.
As a result, the following iterative condition design process was implemented:
-
1.
Design a driver condition capable of generating the target nozzle supply condition using analytical techniques;
-
2.
Tune the piston dynamics using analytical techniques, and implement an appropriate orifice plate;
-
3.
Adjust the driver condition to overcome the performance loss introduced by the orifice plate;
-
4.
Repeat the piston dynamics tuning and driver adjustment process until the condition is tailored, tuned and generates the desired nozzle exit flow condition.
Using this iterative condition design process, theoretical operating conditions were generated for a range of helium-argon driver gas compositions, all of which were predicted to achieve a soft-landing trajectory (Stennett 2020).

RST x–t diagram indicating effect of tuned piston dynamics on test time. Wave processes are simplified, not all phenomena present. Adapted from Gildfind et al. (2011)
It is important to note, however, that while piston tuning maximises the driver gas supply time for a given driver compression ratio (and therefore compressed gas slug length), it does not increase the available volume of driver gas. In addition to optimising the piston dynamics, maximising the length of the driver gas slug at the time of diaphragm rupture was pivotal in delaying arrival of strong \(u+a\) expansion waves and prematurely terminating the test flow.
While the target nozzle supply conditions could be theoretically achieved by a range of helium-argon driver gas mixtures, the resultant driver gas supply time was heavily dependant on the driver gas composition. Utilising a higher percentage (partial pressure) of argon required a greater compression ratio to drive the required incident shock, whereas a higher percentage of helium required lower compression. The high compression ratio of argon therefore reduced the driver gas volume and significantly reduced driver gas supply time. Conversely, the very low compression ratios required of high helium composition mixtures meant the piston dynamics were very complicated and the accelerations could not be realised, and furthermore, the high helium consumption per experiment would prove to be very expensive.
One-dimensional computational simulations were used to generate a range of facility driver conditions that achieved tuned piston operation and soft-landing trajectories (using the maximum available piston mass at the time of 274 kg, nominally 280 kg), across a range of helium-argon driver gas compositions (Table 8). The resultant nozzle supply pressure traces, indicative of the useful test time, for these conditions are presented in Fig. 18. A 70% helium, 30% argon driver gas ratio was selected to maximise the driver supply time, and limit helium consumption. However, even with this extended period of driver supply, the usable test time at the downstream nozzle supply region was less than the desired 10 ms for the target 50 kPa dynamic pressure condition. It was concluded that the test flow duration was fundamentally limited, due to the required driver and reservoir pressures, and the piston momentum provided by the 274 kg piston mass (Stennett 2020).

Nozzle supply pressure for tailored, tuned free-piston 1D X3/R RST simulations. Legend describes driver gas % helium to % argon mixtures by partial pressure (Stennett 2020, Fig. 6.13)
4.1.2 Operating condition scaling
Noting the inability to achieve the required test time for a 50 kPa dynamic pressure test flow with the 274 kg piston, a lower 25 kPa dynamic pressure target was selected and the condition design process was repeated. The lower target dynamic pressure reduced the performance demands of the free-piston driver, allowing an operating condition to be created with the 274 kg piston that achieved the desired 10 ms of test time. Theoretically, the original target 50 kPa dynamic pressure and the 10 ms nozzle supply time could be achieved if this 25 kPa operating condition could be scaled up.
The theory was evaluated mathematically using ideal reflected shock tunnel equations (Anderson 2003), and free-piston dynamics equations (Hornung 1988). Direct pressure scaling does not affect the pressure or temperature ratios of the fundamental normal shock equations, resulting in the shock speeds and temperatures of the unscaled condition to be replicated, with only net pressure throughout the facility increasing by the scaling factor (Eqs. 6 and 7). Equal scaling factors applied to the mass and pressure terms of Hornung’s pre- and post-rupture piston equations cancelled algebraically (Eqs. 8, 9, and 10), confirming the piston dynamics were unaffected during condition scaling. This condition scaling theory is valid assuming that thermo-chemical equilibrium gas effects are not significant.





The theory behind this condition scaling technique recognises that the processes inside a free-piston reflected shock tunnel are driven (in simplified terms) by the pressures, forces and masses inside the tunnel (Stennett et al 2019). Theoretically, the force balance across the piston throughout its stroke (and thus its dynamics), as well as the incident and reflected wave speeds (and thus the pressure and temperature ratios across them), should be maintained when the system pressures and mass are equally scaled. This allows a given facility response, including piston dynamics, driver supply time and usable test time, to be reproduced at a higher or lower dynamic pressure, as long as the pressures and masses throughout the facility are scaled directly. The scaling technique provides a useful way to scale up Reynolds number and dynamic pressures to match specific flight path points of interest at the same enthalpy, and also provides a safe way to generate piston soft-landing conditions at low pressures and piston kinetic energy levels before scaling up to full facility capability.
Implementing the condition scaling proved relatively straightforward for the typical input variables of an impulse facility experiment. Shock and driver tube fill pressures are directly scaled (driver gas mixture ratio must be maintained); diaphragm burst pressure was scaled through selection of an appropriate diaphragm configuration (defined by the material, thickness and score depth); and piston mass was adjusted by redesign using a different material, adjusting geometry, and/or utilising mass inserts. This allowed the mass, momentum and energy ratios throughout the internal processes of the facility to be conserved, and test flow dynamic pressure to be scaled accordingly.
However one critical factor was that the change in piston mass induced a respective change in the facility recoil. In order to conserve the external facility dynamics, the facility mass must also be scaled, which, depending on the facility scale and mass, would typically be considered impractical. As a result, the facility mass was left unchanged, and therefore facility recoil increased in accordance with the proportional increase in piston mass.
Ultimately, the two factors found to limit operating condition scaling were identified as the maximum allowable recoil of the facility, and the maximum reservoir operating pressure. It should also be noted that, while the ratios of the system are maintained during condition scaling, the absolute loads scale directly. It is important to ensure that the facility can safely operate under the scaled loading conditions before any experiments are attempted.
The condition scaling was successfully applied to produce an operating condition which achieved the original design brief using a (nominally) 560 kg piston mass: a Mach 7, 50 kPa dynamic pressure test flow for a duration of 10 ms. A new 547 kg steel piston was designed and manufactured for the experiments, as shown in Fig. 19.

X3/R’s 547 kg steel piston, on upgraded cradle (Stennett et al. 2020, Fig. 4)
4.1.3 Experimental optimisation using piston diagnostics
Another technical challenge encountered during the condition design process was operating the driver without the use of piston brakes. The various free-piston dynamics theories derived by Stalker (1967), Hornung (1988) and Itoh et al. (1998) isolated analysis of the piston response to the period up to and immediately after diaphragm rupture, where the piston trajectory is driven by the forces of the driver and reservoir gases, and mass flow into the shock tube. In a reflected shock tunnel, however, the reflected shock inevitably returns up the shock tube and arrives at the piston, shock processing the gas in front of it. This sudden increase in pressure ahead of the piston causes a step-change in the force balance across it, dramatically affecting the piston dynamics. A piston initially on an ideal soft-landing trajectory may be accelerated upstream into a high velocity rebound-impact trajectory, due to this additional force. As such, precise characterisation and tuning of the piston dynamics was necessary to mitigate the inevitable impact with the buffers.

X3/R piston accelerometer package hardware, shown fully disassembled. Adapted from Gildfind et al. (2019)
This piston response optimisation utilised a custom-built piston accelerometer package as shown in Fig. 20. The package was capable of capturing acceleration data up to ±2000 g at a rate of 28 kHz during an experiment using an onboard accelerometer. It additionally used an optical waypoint system to correct for integration drift, allowing the full piston trajectory to be accurately reconstructed. The accelerometer’s ±2000 g acceleration limit was sufficient for the initial commissioning of X3/R’s RST mode, where the relatively high masses and low reservoir pressures induced lower accelerations than X-tube mode, where accelerations can reach on the order of 10,000 g (Gildfind et al. 2011).

Piston velocity profiles over full driver tube for X3/R RST-mode commissioning experiments (25 kPa dynamic pressure condition) (Stennett 2020, Fig. 7.10)
Figure 21 shows the reconstructed piston velocity profiles over the full driver tube length, for a series of X3/R RST-mode commissioning experiments with a range of increasing reservoir pressures. Although it may appear that the conditions are poorly tuned due to the rebound impact trajectories, upon closer inspection of the dynamics near the end of the driver tube (Fig. 22), it becomes clear that for shots x3s712-x3s715, the piston was following well-optimised ‘soft-landing’ trajectories before the reflected shock caused the piston to reverse its motion and eventually re-accelerate forward to the buffers at a high velocity. Referring to Fig. 22, as reservoir pressure was increased, the piston’s inflection point was pushed closer to the buffer location, reducing the available ‘run-up’ for the rebound impact and the resultant impact velocity. This relationship between reservoir pressure and impact velocity appears counter-intuitive, but is clearly supported by the data provided by the accelerometer.

Piston velocity profiles at end of driver tube for X3/R RST-mode commissioning experiments (25 kPa dynamic pressure condition) (Stennett 2020, Fig. 7.11)
Ultimately, due to the complex dynamics, increasing the reservoir pressure by 20% resulted in a decrease in the piston’s kinetic energy at impact by 68% (Stennett 2020), which proved an important result in minimising buffer damage and optimising the piston trajectories without the use of brakes. The accelerometer package proved pivotal to the precise understanding of the piston behaviour in the tunnel, allowing on-the-fly changes to be applied and further improving facility performance, test time and buffer longevity.
4.2 Performance of new RST operating mode
Figure 23 presents stagnation pressure traces for the 25 kPa and 50 kPa dynamic pressure flow conditions, and has been Butterworth filtered at 250 kHz (the PCB pressure transducer resonant frequency). The target test flow stagnation pressures of 4.16 MPa and 8.32 MPa for the respective conditions are indicated, in addition to 10% pressure deviation values, indicating the limit of acceptable stagnation conditions and the end of the useful nozzle supply period.

Experimental stagnation pressure traces for 25 kPa and 50 kPa dynamic pressure operating conditions. (Stennett et al. 2020, Fig. 9)
The nozzle supply pressures are maintained above the 10% pressure decay limit for a period of approximately 12.5 ms, for both conditions, beginning approximately 2.5 ms after test flow stagnation. Although below the target pressure, the initial 2.5 ms of flow is associated with nozzle start-up and initializing the test flow over the model. It is noted that low-frequency wave processes are observed during the nozzle supply period, due to the propagation of strong expansion and compression waves from the driver. This was unavoidable in the pursuit of such long duration test flows, due to the facility geometry and relatively slow, long-duration piston dynamics, and allows quasi-steady properties to be maintained for extended periods, given an acceptable pressure decay limit. Recent implementation of a ‘baffle plate’ in the buffer assembly, sized such that is does not constrict gas flow more than the installed orifice plate, slightly reduced the effects of these waves.
Pitot pressure and normalized Pitot pressure (the ratio of Pitot pressure to stagnation pressure) are presented for a 50 kPa dynamic pressure experiment completed with X3/R’s cruciform Pitot rake, in Figs. 25 and 24 respectively. The signals were low-pass filtered at 25 kHz, due to the presence of both Kulite and PCB pressure transducers within the rake. Note that the data for the 25 kPa dynamic pressure condition has been excluded from this analysis, as at the time of the experimental campaign, the cruciform Pitot rake had not yet been manufactured.

Normalized Pitot pressure for 50 kPa dynamic pressure operating condition experiment (Stennett et al. 2020, Fig. 10)

Pitot pressure for 50 kPa dynamic pressure operating condition experiment
Referring to Fig. 24, extended periods of steady normalized Pitot pressure are successfully observed, achieving the target value of 0.0112, as defined for X3/R’s Mach 7 de Laval nozzle (Chan et al. 2018). Disturbances arise after approximately 18 ms and end the period of steady normalized Pitot pressure, due to arrival of the reflected nozzle-starting shock from the back of the dump tank. It is important to note that although long periods of stable normalized pressure are observed, the useful test period is set by the free-stream flow conditions. Referring to Fig. 25, the target Pitot pressure of 92.66 kPa is successfully produced, and taking a 10% decay limit of the centremost Pitot pressure traces, a usable test time of approximately 11.5 ms is achieved. This indicates that the maximum achievable test flow duration is approximately 18 ms due to the dump tank geometry, but the usable test flow finishes prematurely (after 11.5 ms) due to perturbing waves from the driver expanding the nozzle supply conditions away from the target properties.
A spatial Pitot pressure distribution, produced by the cruciform Pitot rake for a 50 kPa dynamic pressure experiment, is provided in Fig. 26. The Pitot pressure data for each probe was averaged over the useful period indicated in Fig. 23, following the initial 2.5 ms of test flow establishment. The uncertainty bars indicate two standard deviations from the mean of the measured data during the test period, with larger deviations being measured by the PCB transducers compared to the Kulites.

Normalized Pitot pressure distribution over nozzle exit diameter (50 kPa dynamic pressure operating condition experiment). Uncertainty bars indicate two standard deviations of data during the test time (Stennett et al. 2020, Fig. 11)
As indicated, the experimental results closely reproduce the computationally-predicted nozzle-exit flow profile generated during X3/R’s Mach 7 de Laval nozzle design (Chan et al. 2018). A usable coreflow of approximately 600 mm diameter is observed, with some pressure decay present at the outer regions of the Pitot rake. This is likely caused by the rake’s position within the test section, as space restrictions during installation meant that the rake was located approximately 320 mm behind the nozzle exit plane during the test flow due to facility recoil. This positions the rake within the contracting portion of the coreflow diamond, which may explain the lower-than-predicted pressure measurements from the outermost Pitot probes.
Overall, the original design brief for X3R was successfully achieved using the iterative analytical-computational-experimental condition design process. Quasi-steady Mach 7 test flow were successfully supplied and maintained for periods exceeding 10 ms at the respective dynamic pressures.
5 Conclusion
The X3/R dual-mode shock expansion tube is a newly upgraded large-scale free-piston driven hypersonic impulse facility, designed to increase Australia’s hypersonic ground testing capability and compete with other large-scale facilities worldwide. The facility, which has seen many upgrades since its original commissioning in the year 2000, is now capable of generating test flows suitable for both atmospheric re-entry studies in super-orbital expansion tube (X-tube) mode, and hypersonic flight studies in reflected shock tunnel (RST) mode.
X3/R in X-tube mode has been successfully commissioned with a lightweight 100 kg piston and can achieve flight enthalpies up to 80 MJ/kg. Further increases to max enthalpy will require faster piston operation and can be achieved in future once a lighter piston is developed. With a Mach 12 nozzle, the corresponding test time is around 500-1000 \(\mu \)s, with a core flow diameter of around 400 mm.
X3/R’s RST capability was successfully commissioned, overcoming the technical challenge of working within the design constraints of a facility with pre-existing hardware. An iterative condition design procedure was developed to produce candidate operating conditions capable of producing the target Mach 7 test flow; a novel condition scaling technique was applied to overcome the fundamental performance limitations of the facility hardware; and a piston accelerometer package was utilised to experimentally optimise the piston dynamics without the use of piston brakes.
Availability of data and materials
Raw experimental data used to generate the results presented in this manuscript are available upon request.
References
Anderson J (2003) Modern compressible flow with historical perspective, 3rd edn. McGraw-Hill
Anderson JD (2006) Hypersonic and High-Temperature Gas Dynamics, 2nd edn. A.I.A.A, Education Series, American Institute of Aeronautics and Astronautics, Reston, Va
Andrianatos A (2020) Ground testing at superorbital flight conditions in a large scale expansion tube. PhD Thesis, The University of Queensland
Andrianatos A, Gildfind D, Morgan R (2016) Preliminary development of high enthalpy conditions for the X3 Expansion Tube. In: 20th Australasian Fluid Mechanics Conference, The University of Western Australia, Perth
Bakos R, Erdos J (1995) Options for enhancement of the performance of shock-expansion tubes and tunnels. 33rd Aerospace Sciences Meeting and Exhibit, Jan 9-12, Reno, NV, AIAA 95-0799 https://doi.org/10.2514/6.1995-799
Brandis A, Johnston C, Cruden B et al (2017) Equilibrium radiative heating from 9.5 to 15.5 km/s for earth atmospheric entry. J Thermophys Heat Transf 31(1):178–192. https://doi.org/10.2514/1.T4878
Calleja J, Tamagno J (1993) Calibration of HYPULSE for hypervelocity air flows corresponding to flight mach numbers 13.5, 15, and 17. Tech. Rep. NASA CR 191578, NASA Langley Research Center
Chan WYK, Jacobs PA, Gildfind DE, et al (2018) Flowpath design of an axisymmetric Mach 7.0 nozzle for X3R. Research Report 2018/01, School of Mechanical & Mining Engineering
Chinitz W, Erdos J, Rizkalla O et al (1994) Facility opportunities and associated stream chemistry considerations for hypersonic air-breathing propulsion. J Propul Power 10(1):6–17. https://doi.org/10.2514/3.23705
Collen P, Doherty LJ, Subiah SD et al (2021) Development and commissioning of the T6 Stalker Tunnel. Exp Fluids. https://doi.org/10.1007/s00348-021-03298-1
Dann AG, Morgan RG, Gildfind DE, et al (2012) Upgrade of the X3 Super-orbital Expansion Tube. In: 18th Australasian Fluid Mechanics Conference
Dufrene A, Sharma M, Austin J (2007) Design and characterization of a hypervelocity expansion tube facility. J Propuls Power 23(6):1185–1193. https://doi.org/10.2514/6.2007-1327
Dufrene A, MacLean M, Parker R, et al (2010) Characterization of the New LENS Expansion Tunnel Facility. 48th AIAA Aerospace Sciences Meeting Including the New Horizons Forum and Aerospace Exposition, 4–7 January, Orlando, Florida, AIAA 2010-1564 https://doi.org/10.2514/6.2010-1564
Erdos JI, Bakos RJ, Castrogiovanni A (1997) Dual mode shock-expansion/reflected-shock tunnel. In: 35th Aerospace Sciences Meeting and Exhibit, 6–9 January, Reno, NV, https://doi.org/10.2514/6.1997-560
Fahy EJ, Buttsworth DR, Gollan RJ et al (2021) Experimental and computational fluid dynamics study of Hayabusa Reentry Peak Heating. J Spacecr Rockets 10(2514/1):a34863
Gildfind DE (2012) Development of High Total Pressure Scramjet Flow Conditions using the X2 Expansion Tube. PhD Thesis, The University of Queensland
Gildfind DE, Morgan RG, McGilvray M et al (2011) Free-piston driver optimisation for simulation of high Mach number scramjet flow conditions. Shock Waves 21:559–572. https://doi.org/10.1007/s00193-011-0336-9
Gildfind DE, Morgan RG, Jacobs PA et al (2014) Production of High-Mach-Number Scramjet flow conditions in an expansion tube. AIAA J 52:162–177. https://doi.org/10.2514/1.j052383
Gildfind DE, James CM, Morgan RG (2015) Free-piston driver performance characterisation using experimental shock speeds through helium. Shock Waves 25:169–176
Gildfind DE, Morgan RG, Sancho J (2015b) Design and Commissioning of a New Lightweight Piston for the X3 Expansion Tube. In: 29th International Symposium on Shock Waves 1, pp 367–372, https://doi.org/10.1007/978-3-319-16835-7_57
Gildfind DE, Morgan RG, Jacobs PA (2016) Expansion Tubes in Australia. In: Igra O, Seiler F (eds) Experimental methods of shock wave research, vol 9. Springer International Publishing, p 399–431, https://doi.org/10.1007/978-3-319-23745-9_13
Gildfind DE, Jacobs PA, Morgan RG et al (2018) Scramjet test flow reconstruction for a large-scale expansion tube, Part 1: quasi-one-dimensional modelling. Shock Waves 28:877–897. https://doi.org/10.1007/s00193-017-0785-x
Gildfind DE, Jacobs PA, Morgan RG et al (2018) Scramjet test flow reconstruction for a large-scale expansion tube, Part 2: axisymmetric CFD analysis. Shock Waves 28:899–918. https://doi.org/10.1007/s00193-017-0786-9
Gildfind DE, Hines T, Jacobs PA et al (2019) Use of acceleration and optical waypoint measurements to estimate piston trajectory in an impulse facility. Shock Waves 29:873–899. https://doi.org/10.1007/s00193-018-0877-2
Hannemann K, Itoh K, Mee D, et al. (2016a) Free Piston Shock Tunnels HEG, HIEST, T4 and T5, 1st edn., Springer, Switzerland, book section 5, pp 181–264. https://doi.org/10.1007/978-3-319-23745-9_7
Hannemann K, Itoh K, Mee DJ, et al. (2016b) Free Piston Shock Tunnels HEG, HIEST, T4 and T5. In: Igra O, Seiler F (eds) Experimental Methods of Shock Wave Research. Springer International Publishing, Cham, p 181–264, https://doi.org/10.1007/978-3-319-23745-9_7,
Holden MS, Parker RA (2002) LENS Hypervelocity Tunnels and Application to Vehicle Testing at Duplicated Flight Conditions. In: Lu FK, Marren D (eds) Advanced Hypersonic Test Facilities. American Institute of Aeronautics and Astronautics, chap 4, p 73–110, https://doi.org/10.2514/5.9781600866678.0073.0110
Hornung HG (1988) The Piston Motion in a Free-Piston Driver for Shock Tubes and Tunnels. GALCIT Report FM88-1, Graduate Aeronautical Laboratories, California Institure of Technology, Pasadena, California
Itoh K (2002) Characteristics of HIEST and its Applicability for Hypersonic Aerothermodynamic and Scramjet Research. In: Lu FK, Marren D (eds) Advanced Hypersonic Test Facilities. American Institute of Aeronautics and Astronautics, chap 8, p 239–253, https://doi.org/10.2514/5.9781600866678.0239.0253
Itoh K, Ueda S, Komuro T et al (1998) Improvement of a free piston driver for a high-enthalpy shock tunnel. Shock Waves. https://doi.org/10.1007/s001930050115
Jacobs C, McIntyre T, Morgan R et al (2015) Radiative heat transfer measurements in low-density titan atmospheres. J Thermophys Heat Transf 29(4):835–844. https://doi.org/10.2514/1.t4519
Jacobs PA (1994) Quasi-one-dimensional modelling of a free-piston shock tunnel. AIAA J 32(1):137–145. https://doi.org/10.2514/3.11961
Jacobs PA (1998) Shock tube modelling with L1d. Research Report 13/98, Department of Mechanical Engineering, The University of Queensland
James CM, Gildfind DE, Lewis S et al (2018) Implementation of a state-to-state analytical framework for the calculation of expansion tube flow properties. Shock Waves 28(2):349–377. https://doi.org/10.1007/s00193-017-0763-3
James CM, Gildfind DE, Morgan RG et al (2020) Experimentally simulating giant planet entry in an expansion tube. J Spacecr Rockets 57:656–671. https://doi.org/10.2514/1.a34457
Jiang A, Yu H (2016a) Development and calibration of detonation-driven high-enthalpy and hypersonic test facilities, 1st edn., Springer, Switzerland, book section 9, pp 285–313. https://doi.org/10.1007/978-3-319-23745-9_9
Jiang Z, Yu H (2016b) Development and calibration of detonation-driven high-enthalpy and hypersonic test facilities. In: Igra O, Seiler F (eds) Experimental Methods of Shock Wave Research, Shock Wave Science and Technology Reference Library, vol 9. Springer, p 285–313, https://doi.org/10.1007/978-3-319-23745-9_9
Krehl POL (2009) History of Shock Waves, Explosions, and Impact-A Chronological and Biographical Reference. Springer-Verlag, Berlin, Heidelberg,. https://doi.org/10.1007/978-3-540-30421-0
Kulkarni V, Reddy K (2010) Accelerometer-based force balance for high enthalpy facilities. J Aerosp Eng 23(4):276–280. https://doi.org/10.1061/(asce)as.1943-5525.0000040
Mirels H (1962) Test time in low pressure shock tubes. Tech. Rep. TDR-169(3230-12)TN-5, Aerodynamics and Propulsion Research Laboratory, Commander Space Systems Division, United States Air Force, https://doi.org/10.1063/1.1706887
Morgan R (2000) Development of X3, a superorbital expansion tube. In: 38th Aerospace Sciences Meeting and Exhibit, Reno, NV, United States, https://doi.org/10.2514/6.2000-558,
Morgan RG (2001) Free-piston driven expansion tubes. In: Ben-Dor G, Igra O, Elperin T (eds) Handbook of Shock Waves, vol 1. Academic Press, p 603–622, https://doi.org/10.1016/b978-012086430-0/50014-2
Morgan RG, Gildfind DE (2014) X3 reflected shock tunnel for extended flow duration. In: The 2014 Asia-Pacific International Symposium on Aerospace Technology, Shanghai, China
Mundt C (2016) Development of the new piston-driven shock-tunnel HELM. In: Igra O, Seiler F (eds) Experimental Methods of Shock Wave Research. Springer International Publishing, Cham, p 265–283, https://doi.org/10.1007/978-3-319-23745-9_8,
Olivier H, Zonglin J, Hongru R, et al (2002) Detonation-driven shock tubes and tunnels, 1st edn., American Institute of Aeronautics and Astronautics, Reston ,VA, book section 6, pp 135–203. Progress in Astronautics and Aeronautics, https://doi.org/10.2514/4.866678
Resler E, Bloxsom D (1952) Very high mach number flows by unsteady flow principles. Cornell University Graduate School of Aeronautical Engineering, Limited DistributionMonograph, Tech. rep
Rivell T (2006) Notes on earth atmospheric entry for mars sample return missions. Tech. Rep. NASA/TP2006-213486, NASA Ames Research Center, Moffet Field
Sasoh A, Ohnishi Y, Ramjaun D et al (2001) Effective test time evaluation in high-enthalpy expansion tube. AIAA J 39(11):2141–2147. https://doi.org/10.2514/3.14978
Stalker RJ (1967) A study of the free-piston shock tunnel. AIAA J 5(12):2160–2165. https://doi.org/10.2514/3.4402
Stalker RJ (1968) Development of a hypervelocity wind tunnel. Aeronaut J 76(738):374–384. https://doi.org/10.1017/S000192400004327X
Stalker RJ, Besant RW (1959) A method for production of strong shock in a gas driven shock tube. Tech. Rep. GD-81, National Research Council, Ottowa, Canada
Stennett SJ (2020) Development of an Extended Test Time Operating Mode for a Large Reflected Shock Tunnel Facility. PhD thesis, The University of Queensland, The University of Queensland, St. Lucia, Australia, https://doi.org/10.14264/uql.2020.925
Stennett SJ, Gildfind DE, Jacobs PA, et al (2018) Performance Optimization of X3R: A New Reflected Shock Tunnel Mode for the X3 Expansion Tube. https://doi.org/10.2514/6.2018-3563
Stennett SJ, Gildfind DE, Jacobs PA, et al (2019) The X3R reflected shock tunnel: A new, long-duration operating mode for the X3 expansion tube. In: Asia Pacific International Symposium on Aerospace Technology (APISAT), Gold Coast, QLD, Australia
Stennett SJ, Gildfind D, Jacobs P, et al (2020) The X3R Free-Piston Reflected Shock Tunnel: Australia’s New Large-Scale, Long-Duration Hypersonic Testing Capability. In: 23rd AIAA International Space Planes and Hypersonic Systems and Technologies Conference, https://doi.org/10.2514/6.2020-2447,
Tanno H, Komuro T, Sato K, et al (2016) Basic characteristics of the free-piston driven expansion tube JAXA HEK-X. In: 32nd AIAA Aerodynamic Measurement Technology and Ground Testing Conference, https://doi.org/10.2514/6.2016-3817,
Toniato P (2019) Free-jet testing of a Mach 12 scramjet in an expansion tube. PhD Thesis, The University of Queensland, https://doi.org/10.14264/uql.2019.342
Toniato P, Gildfind DE, Jacobs PA, et al (2016) Extension of the X3 expansion tube capabilities for Mach 12 scramjet testing: flow condition development and nozzle optimisiation. In: 20th Australasian Fluid Mechanics Conference
Toniato P, Gildfind DE, Andrianatos A, et al (2018) Full Free-stream Mach 12 Scramjet Testing in Expansion Tubes. In: Applied Aerodynamics Conference, Atlanta, Georgia, https://doi.org/10.2514/6.2018-3818,
Toniato P, Gildfind DE, Jacobs PA et al (2019) Optimization and Design of a Fully Instrumented Mach 12 Nozzle for the X3 Expansion Tube. In: Sasoh A, Aoki T, Katayama M (eds) 31st International Symposium on Shock Waves 2. Springer International Publishing, Cham, pp 863–871
Toniato P, Gildfind D, Jacobs P et al (2020) Expansion tube nozzle design using a parallel simplex algorithm. Shock Waves 30:185–199. https://doi.org/10.1007/s00193-019-00930-2
Wittliff CE, Wilson MR, Hertzberg A (1959) The tailored-interface hypersonic shock tunnel. J Aerosp Sci 26(4):219–228. https://doi.org/10.2514/8.8016
Zhixian B, Bingbing Z, Hao Z, et al (2018) Experiments and Computations on the Compression Process in the Free Piston Shock Tunnel FD21. In: 5th International Conference on Experimental Fluid Mechanics (ICEFM), Munich, Germany
Acknowledgements
The authors would like to acknowledge The University of Queensland and Australia’s Defence Science and Technology Group, especially Ms. Kim Lamb, Prof. David Mee, and Prof. Ross McAree for the continued support and funding throughout the ongoing collaboration; and Prof. Allan Paull, who instigated the original RST modification of X3 in 2014 in his previous role at DSTG. The authors would also like to thank the technical staff of UQ including Frans de Beurs, Neil Duncan, Keith Hitchcock; and DSTG’s Research Engineering (RE) Division, formerly Scientific Engineering Services (SES), including Tim Fletcher, Bruce Robinson, Richard Andrews, Andrew Papantoniou, Kalon Heintze, Tony Jacob and Mario Veeser; for their assistance with the original conversion and commissioning of RST-mode, recommissioning of the facility at DSTG, and their continued efforts to maintain consistent high quality output from the tunnel while ensuring its continuous improvement. The authors would like to dedicate this paper to the memory of the late Dr. Noel Morris, without whom the dual-mode capability of X3/R would not exist. He is sorely missed.
Funding
Modifications to X3 reported in this paper were funded by Australia’s Defence Science and Technology Group. The authors also acknowledge the Smart State Research Facilities Fund, and the ongoing support and funding provided by the Australian Research Council for the development of the X3 facility. Samuel Stennett was a recipient of the Australian Government Research Training Program (RTP) Scholarship and the Space Environment Research Centre (SERC Limited) Top-Up Scholarship.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Ethical Approval
Not applicable.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Stennett, S., Gildfind, D., Andrianatos, A. et al. Large-scale free-piston-driven multi-mode shock expansion tunnel. Exp Fluids 65, 16 (2024). https://doi.org/10.1007/s00348-023-03756-y
Received:
Revised:
Accepted:
Published:
DOI: https://doi.org/10.1007/s00348-023-03756-y