
Abstract
The development of new manufacturing technologies opens up new perspectives for the production of propellers (diameter < 5 m), especially since the use of the established sand casting process as a technology is only partially competitive in today’s market. Therefore, different applications of generative manufacturing methods for the implementation into the production process were investigated. One approach is the mould production using additive manufacturing processes. Investigations showed that especially for large components with high wall thicknesses available systems and processes for sand casting mould production are cost-intensive and conditionally suitable. With our development of a large-format FDM printer, however, the direct production of large-format positive moulds for, for example, yacht propellers up to 4 m in diameter is possible. Due to the comparatively low accuracy requirements for the mould, the focus is on the durability of the drive system and the rigidity of this FDM printer. Equipped with simple linear technology in portal design and cubic design of the frame structure with rigid heated print bed, the aim is to achieve maximum material extrusion via the print head. The production of plastic models not only facilitates handling during the moulding process, but also allows considerable time and cost savings to be made during the running process. A further step in our development is the direct production of the components using WAAM. A possible concept for robot-supported build-up welding for the production of new innovative propeller geometries is presented using the example of a hollow turbine blade for a tidal power plant.
You have full access to this open access chapter, Download conference paper PDF
Similar content being viewed by others

Keywords
1 Introduction
Additive manufacturing technologies (AM) have not only developed rapidly due to their ability to produce near-net-shape components with complex geometry, but also offer various advantages over conventional processes in the area of individual component production. In addition to the geometric and design freedom, production times, material consumption and, as a result, costs can be reduced enormously for small batch sizes. Thus, the development of new manufacturing technologies opens up new perspectives for the production of components of maritime systems [3].
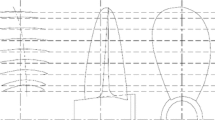
Due to the complexity of the components, the sand casting process has been established especially for propellers and components of the propulsion train. Figure 1 shows the conventional production process of maritime components using the example of a fixed pitch propeller with focus on the casting process.

Conventional production process using the example of a fixed pitch propeller
Based on the technical casting adaptation of the CAD model through additional machining allowance (consideration of shrinkage during the casting process), an external production of a wooden model takes place. The positive molds, each consisting of a wing and hub segment, have very long production and delivery times. Provided with an additional coating is the manual molding of the wooden model with cement molding compound separately for top and bottom. The repeated rotation of the model around the hub axis creates the shape of the ship's propeller. After each rotation, alignment of the model on the propeller rotation axis is required. The exact positioning and alignment of the wing models during molding requires a great deal of effort. Handling the solid wood models weighing more than several 100 kg is only possible using crane systems. Afterwards, the mold must dry out depending on the surfaces present in the mould cavity. Casting and cooling are followed by measurement, on which the generation of the functional surfaces of the conical transverse press-fit and the finishing of propeller blade geometry by grinding to final dimensions are based. With a total duration of approx. 3 months, the production process is characterized by long service lives (drying and cooling times) and frequent machine changes.
Particularly in the production of small diameter propellers (D < 5 m), the established sand casting process can only partially be used as a competitive technology by European industry in today's market. In addition, the production of small propellers can be more complex than that of large propellers. Between the blades, there is a limited space for the mould construction and the later final contour machining. Therefore, the use of partially high-grade molding material and more complex molds is currently necessary. This leads to a further increase in manufacturing costs.
2 State of the Art and Related Work
Additive manufacturing is in use along the entire value chain, starting with the production of sample parts (rapid prototyping) and the manufacture of tools (rapid tooling) through to the production of fully functional components (rapid manufacturing). With the focus on a traditional application area, the shipbuilding industry, where most actions are based on experience and tradition, selected studies and applications are presented below. Taşdemir and Nohut [8] lists a variety of applications and Ludwig et al. [4] presents the need for AM processes and steps for implementation in the maritime industry.
Investigations of additively manufactured molding sand models of a propeller cap show the disadvantages for a cost-effective and timesaving alternative to traditional model making, especially for large-format castings such as propeller molds with wall thicknesses of up to 500 mm. To comply with strict environmental and worker protection regulations, inorganic binder systems such as water-based alkali silicate binders are increasingly in use. Inorganic binder systems require additional post-curing at high temperatures. The preferred microwave drying is possible for sand molds with a maximum wall thickness of approx. 40 mm. This leads in particular to a low storability of the moulds, a strong tendency to cracking and brittleness of the moulding material. Additional process fluctuations in the additive production of large, thick-walled molds and its post-treatment increased the scrap rate.
Another possibility is positive mold production from thermoplastics by fused deposition modeling. For example, patterns made of polylactide (PLA) and acrylonitrile butadiene styrene (ABS) for mold making serve for the production of miniature propellers or rudder segments [6]. The production of samples of newly developed customer-specific components within 24 h significantly shortens the overall product development time and ensures the fastest possible product changeover. This process is currently only used to produce sample components for mold making or to validate individual product properties of small series and is limited to small component dimensions due to the available systems.
For final products, the suitability of buildup welding for additive manufacturing of nickel-aluminum-bronze components is significant in the maritime sector. In Ding et al. [2], the authors investigated buildup welding of thin-walled structures with a focus on material behavior. In another joint research project [7] the optimization of the Wire-Arc-Additive-Manufacturing (WAAM) process for the production of large-format components for maritime applications was investigated. In Damen Shipyards Gorinchem [1], an additively manufactured ship's propeller was produced in 298 layers and is a welded solid propeller with subsequent complex finishing by manual grinding. Another research project [5] shows a demonstrator for hollow stainless steel propeller blades weighing 300 kg. An evaluation of the demonstrator in terms of fatigue, corrosion, residual stresses, material properties, and geometry shape accuracy is not available in Damen Shipyards Gorinchem [1] and NAVAL Group [5].
3 3D-Printed Mouldings for Sand Casting
A further approach for the integration of generative manufacturing processes into the existing production process is direct positive mould manufacturing by means of Fused Deposition Modeling (FDM). The first step is to develop an FDM printer for the additive manufacturing of large-format components. Subsequently, the existing production process must be adapted to implement the new manufacturing option. Finally, validation of the process and the printer is required using selected components.
3.1 Development of a Large Format FDM-Printing System
Based on the positively evaluated results from preliminary investigations of scaled propeller blades, Fraunhofer IGP developed a large-volume 3D printer with a working space of eight m3 in cooperation with Mecklenburger Metallguss GmbH, shown in Fig. 2. The FDM printer additively manufactures ship propeller models with a diameter of up to four meters in addition to propeller hoods and special designs.

Development of a large format 3D printer
The casting production process achieves accuracies of between 100 and 1000 µm in the manufacture of ship propellers. In comparison, the achievable accuracies for milling are 10–100 µm and for sintering even 2–10 µm. The comparatively low accuracy requirements justify the elimination of cost-intensive precision linear technology in the development of the large-format FDM printer. The focus is on the durability of the drive system as well as the rigidity and dimensional accuracy of the entire system. Accuracy requirements limit standard linear guides in terms of maximum length. Due to the long travel of the print head within one axis, the deflection of the linear guides is a major challenge. By means of FEM simulations and tolerance analyses of the individual components and its adjacent construction, the permissible deformations and natural frequencies of the overall system were optimized. The frame structure of the printer is cube-shaped and is equipped with highly rigid aluminum profiles to withstand the stress of sudden changes in extruder direction. Additional elements in the corner points of the frame structure support the rigidity of the overall system. In the center of the system, there is a non-moving printing bed. Individual setscrews align the four precision-milled aluminum plates on the frame substructure to within tenths of a millimeter. Silicone heating mats installed on the underside heat the printing bed to a maximum of 110 °C. An external control for the heating elements monitors the even heating of the printing bed. The X and Y-axes in the Cartesian gantry system move the filament extruder above the print bed. Due to the very rigid basic structure and the desired parallelism of the axes, it is possible to operate the X and Y-axes with only one motor each. Closed belts transmit forces and motion from the stepper motors to the roller carriages on rails. Despite the travel distances of 2000 mm in X and Y direction, the deviations of the nominal to the actual contour of the component to be printed are only a few tenths of a millimeter. The movement of the X/Y portal and the extruder in the build-up direction is implemented by ball screws. Stepper motors control four ball screws on two sides of the frame structure. Additional guide rails in the frame structure support the dimensionally accurate movement of the extruder. Due to the minimal movement in the direction of assembly, motors are additionally equipped with holding brakes. Filament spools wound on the top frame ensure easy unwinding and insertion into the extruder. The system is equipped with a typhoon® filament extruder for the processing of thermoplastic material. The heating power of 400 watts and maximum printing temperature of 500 °C implement maximum material extrusion of 200 mm3/s (0.9 kg/h), one of the highest flow rates for 2.85 mm filament. Usable with different die sizes up to max. 2.5 mm, the extruder can melt many times more material than standard 3D printers can with standard 0.4–1.2 mm dies. This is an important basic requirement for the additive production of large-format components. In order to determine the optimum process parameters, a defined test specimen was additively manufactured from different geometric elements (cuboid, sphere, inclined walls). In the statistical experimental design, the printing speed, layer height, printing temperature and infill are the factors to be investigated. The final visual inspection and verification of quality characteristics (dimensions, defects, overhangs) of the test specimens resulted in the following parameters in Table 1.
In order to check the positioning accuracy of the extruder and thus the relative dimensional accuracy of the printed object, the comparison of nominal and actual position is one way to evaluate. A large selection (n = 50) of randomly determined positions in the workspace of the 3D printer are used to check pose and repeat accuracy. A laser tracker Leica AT960LR measures the current position of the extruder and compares it to the specified mapped position in three-dimensional space. The evaluations result in an accuracy of ±1.5 mm. Causes for the deviations can be step angle errors and deviations of the step errors of the motors due to friction of the running rails or due to the belt drives. With regard to the component and process tolerances, this accuracy is sufficient.
3.2 Implementation in the Production Process
A typical application for the additive production of a positive casting model at MMG is the MMG-escap®. This is a propeller cap to protect the shaft lock nut from seawater behind the propeller. The fin design, specifically adapted to the propeller, untwists the hub angle and reduces torque loss. The optimized flow behavior reduces cavitation at the rudder and hull, reduces wear and tear and increases both overall efficiency and operating time.
Figure 3 shows the adapted production process for a hybrid mould production using the example of a selected propeller cap. Fixed basic bodies exist for certain cap sizes, but for each propeller there are fins with different geometries. In the combined model setup, the basic bodies and cores are made of wood and the fin inserts of plastic. Starting with the CAD data from the propeller design, the geometries are adapted to production requirements in the pre-process. On the one hand, casting technology adjustments are necessary, mostly an additional machining allowance to take into account shrinkage during the casting process. On the other hand, transport holes must be defined and lifters must be specified for handling the mould. The user defines essential parameters for the fin bodies in the FDM process while the external pattern maker manufactures the base body. The Simplify3D software simulates the printing process for each component and generates the machine-specific code to start the fully automatic printing process. Once all printed parts are finished, the post process starts. In the first step, the operator removes any support structures, deburrs the component edges and fills any defects with filler. Alternating sanding and coating with a 2-component coating creates a smooth over surface. Prior to assembly, the employee assembles lifters and drawing belts. A final optical measurement of the model or later castings verifies compliance with the tolerance specifications.

Left: propeller and propeller cap; right: customized process chain
3.3 Validation and Results
The model production of fixed pitch propellers and propeller caps primarily uses the process. Process recordings, calculations and cost estimates document important parameters in the production process. Based on the collected production data, a comparison between conventional model making and mold making with additively manufactured components is possible.
The Fig. 4 shows the detailed costs and expenses for fin inserts of a propeller cap. Quotation prices and delivery times represent conventional model production by an external model maker. Printing time and post-processing processes are the main times in additive manufacturing. Additional non-productive times, e.g. for loading and unloading the jigs and fixtures, filament changes, transport times are included in the time recordings. The costs for additive model production include material and manufacturing costs. The manufacturing costs include energy costs, room costs, imputed depreciation and interest as well as production wages.

Comparison of costs and process times between conventional and additive manufacturing for fin inserts of the propeller cap PH00459
In addition to cost reduction (from 1500 € to 1120 €) and production time reduction (67%), the focus is on weight reduction of up to 60%. Plastic models of 20–25 kg are much easier to handle than comparable wooden models with a weight of approx. 60 kg. Above all, the assembly of the propeller canopy is more user-friendly. The data refer to the production of one fin insert. Since the propeller caps have several fin inserts, the cost, manufacturing time and weight savings for the entire model are many times greater. Thin-walled plastic models with optimized infill for fixed-pitch propellers reduce not only costs but also above all weight compared with solid wood models. The weight reduction makes it easier to handle the models during the moulding process.
The GOM Atos Triple Scan fringe light projection system then measures the components, see Fig. 5 the measurement of propeller cap PH00459 after casting. With a measuring field of 2000 × 2000 mm2, the measuring accuracy is a few tenths of a millimeter. The best-fit process uses a CAD model to virtually align the resulting model in a defined configuration. Especially in the area of the fins, good dimensional accuracy and small deviations from the target geometry are given. Allowances of up to max. 5 mm allow an economical mechanical finishing of the freeform surfaces.

Measurement results to illustrate the deviations of the casting surface from the planned one
4 Robot-Supported Machining for the Additive Manufacturing of Maritime Components with Hollow Structure
In order to continue the path towards an effective manufacturing of small series of smaller propellers the direct component production using additive manufacturing processes has been investigated as an alternative to the casting process. Due to the relatively high deposition rate, small installation space restrictions as well as low investment and operating costs, arc-welding processes, especially WAAM, are predestined for the additive manufacturing of large structures. However, the main challenges are the large component dimensions in conjunction with the high accuracy requirements and the guarantee of freedom from defects as well as homogeneous mechanical-technological properties over the entire component. Figure 6 shows an experimental setup for conducting preliminary tests. An additional rotating and positioning device extends the working range of the 6-axis jointed-arm robot. The turning device can fix prefabricated cast work pieces so that buildup welding onto the intended base material is possible. The system also includes Fronius welding equipment, which is used in the standard arc process to build up the component layer by layer. The welding torch is located on the TCP of the robot, which connects wire feed hoses and connection hose packages with the TPSi 600 welding power source and the wire feed unit.

Left: test setup for the build-up welding, right: welded demonstrator blade with mechanical finishing
After the successful execution of initial joining tests and the production of test specimens for subsequent material tests, a model of a tidal power plant turbine blade was produced by build-up welding as a hollow blade. Current production possibilities for marine tidal turbines and hollow propellers are limited to casting processes or the construction of fiber composites. The use of heavy and stiff turbine blades in cast design requires high flow velocities and reduces the number of possible application locations. The use of fiber-reinforced plastics such as carbon fiber reinforced polymer (CFRP) has the disadvantage that they are not resistant to cavitation and are not yet fully recyclable. To reduce these disadvantages, the additive manufactured demonstrator is made of a copper–aluminum alloy, as good corrosion resistance to seawater, good weldability and high mechanical parameters characterizes it. The wing is part of a 3-blade turbine with a diameter of 4 m. With the aid of topology optimization and consideration of the manufacturing restrictions, the hollow demonstrator is 50% lighter than a solid casting (150 kg) with the same external shape.
The following investigations focus on hybrid machining strategies. A tool changing system on the robot provides the appropriate tools for the alternating additive and subtractive manufacturing steps. For hollow structures in particular, it is important to machine the inner surfaces in order to ensure that the components are also free of internal notches. Additional peripherals such as a line-cut sensor or arc camera monitor the production process. Together with the documentation of the welding parameters, the system detects weld seam irregularities. Continuous temperature measurements monitor the interpass temperature of the buildup welds. Due to the high thermal loads resulting from the layer-by-layer buildup, optimized welding strategies are essential for distortion-optimized path planning.
5 Conclusion and Future Work
The investigations and developments made so far show the possibilities of introducing additive manufacturing methods in the casting process. Especially the application of complex geometries of ship propellers and energy saving caps with their fin systems show a high potential for reducing process costs as well as processing time. Beside these quantitative advantages, the resulting weight reduction in case of 3D-printed moulding patterns gives further benefit in terms of assembly and handling these components.
The use of direct printing methods for sand moulding does so far not satisfy the requirements for large-scale moulds. Here further work must be established in enhancing the process towards increased wall thickness and moulding size. Furthermore, the cost side of this possible process needs reduction measures to ensure an applicability under commercial considerations.
However, the direct metal printing approach based on the WAAM process appears more promising especially to be applied for medium size propellers and similar components. The main advantage here is in the complete skipping of any model and mould making process steps. Based on this omission of related costs an overall cost benefit can be gained. A clear antagonist for this possible overall cost reduction is the cost factor for the material. The difference between raw material costs as used for the casting process and the wire costs for the WAAM process strongly triggers the economical maximum size of components. Here further works is needed to push the limits towards larger component sizes as e.g. the development of manufacturing hollow components. Beside the positive influence on the material usage, additional functionality can be realised with benefit for the product.
References
CJR Propulsion Ltd. https://www.cjrprop.com/products/cjr-propellers/. Accessed 19 Mar 2019
Damen Shipyards Gorinchem. https://www.da-men.com/en/news/2017/11/worlds_first_class_approved_3d_printed_ships_propeller_unveiled. Accessed 10 Apr 2019
Ding, D., Pan, Z., van Duin, S., Li, H., Shen, C.: Fabricating superior NiAl bronze components through wire arc additive manufacturing. Materials 9(8) (2016). https://doi.org/10.3390/ma9080652.
Greitsch, L., Klötzer, C.: Neue Fertigungstechnologien in der maritimen Produktion, 8. Zukunftskonferenz: Wind & Maritim, Rostock (2019)
Ludwig, I., Loock, J., Kosubek, T., Steinmeier, O., Franke, C.: Bedarfsermittlung von additiven Fertigungsmethoden mit Fokus auf die maritime Wirtschaft in der erweiterten Metropolregion Hamburg, im Auftrag des Maritimen Clusters Norddeutschland e.V., Hamburg (2019)
NAVAL Group. https://www.naval-group.com/en/news/the-worlds-first-hollow-propeller-blade/. Accessed 17 Apr 2019
Queguineur, A., Rückert, G., Cortial, F., Hascoët, J.Y.: Evaluation of wire arc additive manufacturing for large-sized components in naval applications. Weld World 62(2), 259–266 (2018). https://doi.org/10.1007/s40194-017-0536-8
Taşdemir, A., Nohut, S.: An overview of wire arc additive manufacturing (WAAM) in shipbuilding industry. Ships Offshore Struct. (2020). https://doi.org/10.1080/17445302.2020.1786232
Author information
Authors and Affiliations
Corresponding author
Editor information
Editors and Affiliations
Rights and permissions
Open Access This chapter is licensed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license and indicate if changes were made.
The images or other third party material in this chapter are included in the chapter's Creative Commons license, unless indicated otherwise in a credit line to the material. If material is not included in the chapter's Creative Commons license and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder.
Copyright information
© 2022 The Author(s)
About this paper

Cite this paper
Klötzer, C., Wanner, MC., Flügge, W., Greitsch, L. (2022). Implementation of Innovative Manufacturing Technologies in Foundries for Large-Volume Components. In: Schüppstuhl, T., Tracht, K., Raatz, A. (eds) Annals of Scientific Society for Assembly, Handling and Industrial Robotics 2021. Springer, Cham. https://doi.org/10.1007/978-3-030-74032-0_19
Download citation
DOI: https://doi.org/10.1007/978-3-030-74032-0_19
Published:
Publisher Name: Springer, Cham
Print ISBN: 978-3-030-74031-3
Online ISBN: 978-3-030-74032-0
eBook Packages: Intelligent Technologies and Robotics