
Abstract
In an increasingly technological world, energy efficiency in manufacturing is of great importance. While large manufacturing corporations have the resources to commission energy studies with minimal impact on operations, this is not true for small and medium enterprises (SME’s). These businesses will commonly only have a small number of laser processing cells; thus, to carry out an energy study can be extremely disruptive to normal operations. Since rising global energy costs also have the largest impact on small businesses who lack the benefit of economies of scale, they are simultaneously the most in need of improvements to energy efficiency, while also facing the strongest practical barriers to implementing them. In this study, a laser processing energy analysis methodology was designed to run simultaneously with normal operation and applied to a laser shim-cutting cell in a UK-based SME. This paper demonstrates the methodology for identifying operating states in a production environment and Specific Energy Consumption and Scope 2 CO2 emissions results are analysed. The Processing state itself was the most impactful on overall energy performance, at 55% for single sheets of material, increasing to 71% when batch processing. Generating idealised data in this production environment is challenging with restrictions to isolating variables, these “real-world” limitations for conducting system energy analysis simultaneously with live production are also discussed to present recommendations for further analysis.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
Industrial laser processing faces a challenge in energy efficiency and sustainability. Energy costs are steadily growing, and increasing awareness of resource depletion and environmental impact drives increased interest in energy saving [1]. Given the significant growth rate of the laser market, expected to reach a global value of $14.52 billion by 2026 [2], the scale of this challenge will only increase.
1.1 Energy Saving in Laser Processing
Lasers are often presented as a low-energy alternative to other manufacturing processes. For example, Lisco et al. showed that laser processes have the capability to save energy in the thermal annealing of thin-film photovoltaic panels [3]. The use of lasers in additive manufacturing is well-known for its ability to promote energy and cost savings, as described by Ford et al. [4] along with material optimisation in design. Although Peng et al. [5] have recognised that more work is required to fully realise the sustainability potential of additive manufacturing. Therefore, in the first instance, the adoption of laser-based processes can itself be understood as an energy-saving measure.
When investigating laser processing, energy-saving studies have historically focused on optimising the beam-material interaction via several different approaches. The use of preheated wires to reduce energy consumption in laser welding achieved energy reductions of 16% [6]. Other experiments have investigated wire shaping in laser Directed Energy Deposition (DED) by Goffin et al. [7], and laser beam shaping by Wellburn et al. [8] and Mok et al. [9]. There have also been many system-level investigations of different laser processes. Kellens et al. investigated laser cutting [10], by identifying the major sub-systems involved (laser, cooling, motion, exhaust). They measured these independently and evaluated their environmental impact, generating a map of the environmental impact of specific cuts and recommendations for improvement. Ouyang et al. [11] took a similar approach and applied this assessment to laser cleaning, with an intercomparison of several different types of laser cleaning systems. In this case, the energy modelling of the sub-systems was related directly to Scope 2 CO2 emissions.
Sub-system breakdowns of laser systems are application-specific. For example, analyses of powder-bed additive manufacturing by Baumers et al. [12] included powder-recoating systems, which are not relevant for laser cutting. For Direct Laser Metal Deposition (DLMD), Selicati et al. [13] demonstrated a complete sub-system exergy-based analysis that included capturing the mass balance of blown powder.
1.2 Previous Industrial Case Studies in Manufacturing Energy Saving
Energy audits have played a significant role in identifying barriers to energy efficiency. For example, Chiaroni et al. [14] evaluated the entire operations of an American home appliances company. A large amount of electricity was saved by replacing older lightbulbs with low-power LED versions, upgrading to more efficient motors and adding thermal insulation to presses to reduce warm-up time. Their method allowed the quantification of energy saving and the economic viability of the recommended measures, which helped to overcome barriers such as lack of interest, prioritisation and even how to identify inefficiencies in the first place. A review of industrial case studies by Worrell et al. [15] looked at energy savings measures in a number of different manufacturing industries: food, building materials, steel, paper, chemicals and textiles. This study evaluated energy savings and productivity improvements, with an average energy payback period of 4.2 years, which was reduced to 1.9 years once non-energy benefits were accounted. While these studies were effective, they were aimed at facility-wide systems, such as air conditioning, lighting and thermal insulation. They did not include a detailed energy analysis of the manufacturing processes themselves.
More specific case studies have been conducted where manufacturing energy analysis has been applied to manufacturing processes. Like the energy modelling discussed earlier, these have evaluated various approaches. Cai and Lai [16] conducted a sustainability analysis of mechanical manufacturing systems in an industrial facility to address an apparent gap in the literature regarding sustainability benchmarking for these types of systems. This benchmarking approach was then successfully applied to a small manufacturing enterprise in China.
Gadaleta et al. [17] modelled the physical placement of industrial robots within an automotive manufacturing facility to minimise their energy requirements. This involved computational modelling of the capabilities and energy usage of the specific robots (Kuka, in this case) under consideration and culminated in physical testing, which gave energy savings of approximately 20%. Modern Computer Integrated Manufacturing tools have assisted with this; for example, Vatankhah et al. [18] used digital twinning to optimise the tool paths of a Kuka robot, reducing energy consumption by 7.7%, and Le et al. [19] carried out energy monitoring of injection moulding and metal stamping. For injection moulding, only about 1/3 of the energy was used for creating products. 63% was used for other states; warm-up, idle, start-up, switch-off and pump heating. For metal stamping, this is reversed, with 62% of energy being used for stamping and 38% unproductive (idle/off). Subsequently, Madan et al. [20] developed a guideline for the energy performance evaluation of injection moulding, incorporating the process state and accounting for the performance of individual sub-systems. Their work also included the development of a graphical user interface (GUI) to assist the user.
A comparison was carried out between additive-subtractive “hybrid” manufacturing and traditional subtractive machining by Liu et al. [21] to enable selection between them. Selection depended on where in its lifecycle the part consumed the most energy. The best way to optimise the carbon footprint for a part manufactured by the hybrid method was in design, e.g. via lightweighting. By contrast, the optimal way to optimise the carbon footprint for subtractive machining was by material recycling or some other method of reducing the energy of producing the raw material.
Industrial case studies have also been carried out specifically for laser processing. Morrow et al. [22] investigated the potential environmental benefits of laser-based Directed Energy Deposition (DED) processes for manufacturing tools and dies. They found that while the trade-offs were complicated, and DED was not beneficial in all cases, improvements were driven by the solid:cavity ratio, with DED having advantages when the ratio was low with minimal finishing required. Design improvements allowed by DED processes were also found to give potential benefits for moulds in use, reducing cycle time by 10–40%. Following this, Guarino et al. [23] compared the environmental impact of laser cutting vs selective laser melting (SLM) for manufacturing stainless steel washers. This included manufacturing the source material, powder for SLM and rolled sheet for laser cutting. Overall, SLM gave superior mechanical strength but inferiority in every other category, with an environmental impact approximately 2.5 times greater than laser cutting.
The use of metrics and models for Material Removal Rate and Specific Energy Consumption have been used in experimental studies of mechanical machining [24,25,26]. However, there is no single established methodology for energy efficiency improvement in machine tools. It has been identified that these metrics can be used to produce benchmark-based energy assessment of manufacturing [27, 28]. These analyses have not been applied to laser based manufacturing processes.
A limitation of manufacturing energy studies is that previously it has been assumed that the machine under investigation is available for study. This is true in larger manufacturing facilities; however, it does not necessarily apply to Small and Medium-sized Enterprises (SMEs), which may be unable to take a machine offline to carry out specialised energy investigations or even have a single machine. Since many laser companies in the UK are SMEs (around 400 individual companies with a total annual turnover of £500 million [29]), this is a significant issue to address. Bjørnbet et al. [30] reviewed manufacturing case studies and identified two primary needs for industry. Firstly, there is a need for a solid empirical research base and the ability to quantify the effects. Secondly, there is a need to report failures and limitations of studies and not limit reporting only to success stories.
1.3 Investigation Objectives
The research question under consideration is “How does the energy consumption of laser cutting in an industrial environment differ from that in a research environment?”. This question will address limitations identified in the literature through the following two objectives:
-
1.
Include other operating states in the investigation beyond Processing covered previously and identify the transition of states and variables that impact industrial energy performance that were not apparent in a laboratory environment.
-
2.
Develop analysis from energy (e.g. kJ) to output CO2 emissions (e.g. kg CO2). While energy is the variable being measured, emissions reduction is the ultimate requirement.
2 Method
The method used to generate this laser-cutting case study was not developed from a design of experiment to evaluate specific parameters but uses existing procedures and equipment from an in-use commercial system. This was chosen to address the recommendations of Bjørnbet et al. [30]., however, this creates a more constrained experimental environment but provides industrially relevant data. Successful and unsuccessful aspects are presented, along with recommendations for future studies. These limitations provide valuable insights.
2.1 Industrial System and Measurement Equipment
An SME manufacturing job shop that specialises in laser cutting processes was used for this case study. The chosen process measured was the precision laser cutting of thin sheet (0.2–0.5 mm thickness) material. This is a common process for laser cutting equipment used to manufacture batches of components such as shims, washers, and spacers where higher tolerances and edge quality is often required. This company uses a single laser cutting machine to produce these products for customers, and the experiment would measure the energy consumption of this system over a single day of production.
The manufacturing system was a Trumpf TruLaser Cell 3000, equipped with a 2 kW disk laser, wavelength 1030 nm (see Fig. 1a). This comprised three distinctly powered pieces of equipment: The laser source, which would account for all electrical input to the laser required to produce the optical output; the laser chiller, which provided coolant water to the laser source and electrical input was used to power separate pump and refrigerator components; the cell incorporated the computer control, CNC motion, motion cooling, extraction and safety sub-systems.

Image showing a the external view of the TruLaser Cell 3000, 3 phase power connection to b laser source (power phases labelled), c laser chiller, and d cell
A MultiCube 950 energy monitor (NewFound Energy Limited, UK) was used to measure the power of each of these three connections simultaneously. Current transformers were attached to the individual phases of each piece of equipment (see Fig. 1b–d). The energy monitor is capable of measurement rates of up to 1 data point per second, calculated from 1200 individual sub-samples per second, with a maximum current of 50 A and a maximum voltage of 230 V on each phase. The device was specified as Class 0.25 for kW and kVA measurements according to BS EN 60688:2013, giving an accuracy of ± 0.25%.
Over the course of the planned observation period, six distinct products were produced using the laser cutting equipment. Although each product has its own characteristics, they all involve laser cutting of thin sheet material, making them a comparable set of cutting operations in a real-world scenario. Images of a selection of the individual products are given in Fig. 2. For commercial reasons, it was not possible to photograph all products but all products are 2D geometry cut from the thin sheet, and energy monitoring data was collected for the six products. Details of each product are given in Table 1. In all cases, laser power was set at 300 W. Each run produced a number of components manufactured from a single sheet of material loaded into the machine.

Images showing a Product 1, b Product 2, c Product 3, and d Product 5. Note that images of products 4 and 6 are not included due to the commercial nature of the parts
2.2 Energy Analysis
A methodology for measuring and calculating the Specific Energy Consumption (SEC) (J/kg) for a laser process which incorporates the direct energy-consuming sub-systems and operating states of a complete laser system has been developed and demonstrated in a research environment [31, 32]. The subject of this paper is the adaption of that existing methodology to an industrial case study.
The following operating states were identified for the system and the power consumption of each sub-system will be determined at each state.
-
Off: All sub-systems are inactive and drawing no power.
-
Warm-up: Request for all sub-systems to be active. There may be a period when first turned on for sub-systems to become operational.
-
Idle: All sub-systems active, with the system ready to process but not performing its cutting function.
-
Processing: All sub-systems active, with the system performing its cutting function.
The manufacture of the six products will be monitored for the duration of the process. The duration of each operating state will also be recorded by an observer so that the events can be attributed to the energy data. The data from the energy meter will be combined into a single plot of the electrical power for the entire laser system. The power consumption of each operating state will be compared to assess the overall efficiency of the machine.
To evaluate the productivity of the process, firstly, the SEC will be calculated for the six products:
where Poperating states is the apparent power of each operating state, toperating states is the time of each operating state, and mc is the mass of material cut.
The mass was determined by the removed volume:
where d is the depth of the cut equal to the material thickness, k is the kerf width, l is the total length of the cut, and ρ is the density. Density was assumed to be 7700 kg/m3 for all samples.
Secondly, the processing rate, PR, in kg/h can be calculated:
where tc is the total cutting time.
Previous research [33, 34] has shown an empirical relationship between SEC and PR that follows an inverse curve relationship. Equation 3 presents the unit process energy consumption model
where C0 and C1 are process-specific constants. C1 represents the effective work done by the machine and will be proportional to the processing parameters. Co is independent of processing parameters and represents the basic energy required for running the system by all operating states. Equation 5 represents the contribution of the operating states to the process-specific constants in the unit process energy consumption model.
where n is the number of times that each operating state appears for each individual process.
Processing is the only operating state associated with the PR. Other states contribute to the system SEC but do not contribute to production. IBM SPSS was used to perform an inverse curve regression analysis to determine the process-specific constants. This was performed to determine if there was a valid relationship and to compare this process to others reported in the literature [35].
The electrical power measured can be converted to evaluate the Scope 2 indirect carbon emissions from the cutting process. Different electrical generation technologies generate different levels of carbon emissions. The average carbon intensity of electricity generation covering the entire national electrical generation mix for the UK in 2021 was 0.21016 kg CO2/kWh [36]. The energy used can be converted by 5.84 × 10–5 kg CO2/kJ.
3 Results
The power consumption was monitored for this system over a complete day of work, 16 h, to identify each sub-system’s operating states and power consumption. The manufacture of 6 products was monitored during this time period. The overall apparent power draw for the six products is shown in Fig. 3. These were individually analysed to identify the power of each operating state and sub-system consumption.

Apparent Power for the six observed products
In the industrial SME context, the system is only off when the business is closed and for any servicing of the machinery, which was not observed. Alterations to the Off operating state, therefore, would require consideration of the organisational structure and scope of the business and were considered outside the scope of this investigation.
The Warm-up state represents a transition from Off to Idle, occurring once per shift cycle. Like the Off state, it is not directly responsible for producing any product but does consume energy. However, the Warm-up state for this specific laser source lasts 10 min, compared to the total time of 16 h for the Idle and Processing states, representing only 1% of the total.
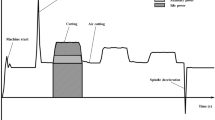
Figure 4 shows an example plot of the combined power draw of the complete system when manufacturing a product, with the individual sub-systems labelled. It was necessary to separate the power draw of the laser chiller and CNC chiller into their base load of pumping and the additional power consumption when cooling. The key identified features
-
Activation spike: An initial power spike was measured for both the cell and the laser chiller when activated.
-
CNC chiller cooling: The CNC system in the cell had its own individual chiller. This chiller created a small additional power draw when it was actively cooling, as opposed to only pumping the coolaroundound the system.
-
Laser chiller cooling: This generated a significant additional power draw when the laser chiller was actively cooling, vs. simply pumping coolant round the system.
-
Laser source + CNC motion + chiller pumping + computer control + extraction + safety: The rest of the sub-systems provide a constant load to the system. During the Processing operating state, the system cutting speed was so fast that it switched between motion only (repositioning between cuts) and motion and cutting together more quickly than the energy monitor could capture. This appears as a small amplitude higher frequency fluctuation in the measurement data.

Plot of overall system power for Product 3 Processing state with identification of individual sub-systems
The two states of primary interest were the Idle state and the Processing state. The system was found to be Idle for three reasons:
-
Configuring: A new job is started. This requires the operator to remove the old materials and load new ones and load the new program
-
Change-over: Within a given job, more than one sheet may be used. This requires the operator to unload and load new material.
-
Waiting: This covers idle time where the operator is absent, e.g. for lunch breaks, meetings etc.
This lead to the operating state flowchart in Fig. 5. Thus, for an individual laser cutting job, the Off and Warm-up states would not be expected to occur at all, there would be one initial Idle (configuring) state to set the job up, and then multiple recurring Processing and Idle (change-over) states, until the job is complete, dependent on the number of individual sheets required.

Flowchart of operating states in industrial laser cutting, showing how they interact and the different types of Idle state
4 Productivity Analysis
Four initial operating states were identified for this system, adapting the states identified by Goffin et al. [31], derived from operating states defined in BS ISO 14955–1:2017 [37]. Table 2 shows the average machine power and energy draws when changing material or loading a new job. Since the system is in the same power state on both occasions, the Overall system energy requirement or consumption is dependent on the time taken.
The energy use of the Idle state compared to the Processing state is therefore dependent not only on the relative times and power draws of the different states but also on the number of times the state occurs within a given process. The Idle (configuring) state occurs only once per product type, but could occur several times over a single shift, whereas the Idle (change-over) could be expected to occur multiple times per product type in order to reload the machine is material to produce an increased number of product.
To analyse this energy use, Fig. 6 shows the relative energy draws of the Idle (configuring), Idle (change-over) and Processing states when only a single sheet of raw material is required and when a 5-sheet batch of raw material is required. This analysis compares the experimental data from a single sheet and calculates the estimated energy usage if a larger quantity of product was ordered. This analysis compares the relative percentage of each operating state and estimates their effective change with an increase in production volume. The increased number of sheets increases the relative proportions of the Idle (change-over) energy and Processing energy, and the Idle (configuring) energy decreases.

Relative energy requirements for products using 1 sheet of material and an estimated production job requiring 5 sheets of material to be loaded into the system
While the overall trend is similar to previous work [38], in that it is an inverse curve, the correlation is much weaker. This is reflective of the fact that whereas the previous research was carried out in a laboratory environment with a variety of parameters for each individual process, each of the cutting processes here also used different materials, thicknesses, kerf widths and geometry. The inverse curve model has previously been shown to be good at providing a relationship between parameters on the same process but not valid for estimating different process, which in this case are different material substrates (Table 3).
Figure 7 compares the productivity plot for industrial laser cutting against the previously published data for laboratory-based laser welding [32] (Sig.: C1 = 0.000, C0 = 0.000). The industrial laser cutting data has less statistical significance than the previous lab-based laser welding work, primarily to the much lower quantity of data (6 data points compared to 24). However, Fig. 7 shows similarity when the two are plotted together. The Processing rates for the two processes overlap, while the Specific energy consumptions are within 0.5 orders of magnitude. This suggests that while the industrial data is a smaller sample compared to than the lab-based data, there is similarity between the two.

Processing rate compared to Specific energy consumption for this industrial laser cutting analysis and previous lab-based laser welding analysis
5 Emissions Analysis
This emissions data was used to calculate the emissions output of the different cutting processes, for both 1 sheet and a batch of 5 sheets. The results are shown in Fig. 8.

Carbon emissions from cutting products for a single sheet and batch of five sheets
In all cases, the majority of emissions come from the cutting state, which is proportional to process time, both per sheet and with the number of sheets. Table 4 shows that the ratio between Processing emissions and Idle (changeover) emissions stays fixed, independent of the number of sheets used, whereas the proportion of the Idle (configuring) state reduces when the number of sheets increases.
Both Idle states are process dependent since their proportion of the total emissions output changes according to the specific process. However, the Idle (configuring) state is also affected by process time since this state occurs only once per process. Therefore, as the Processing time increases, both the Processing and Idle (change-over) states multiply, but the Idle (configuring) state does not and proportionally reduces as a result.
6 Discussion
This work has further extended and developed the welding energy modelling work previously published to industrial laser cutting, now accounting for various operating states and adding consideration of Scope 2 CO2 emissions.
6.1 Energy Consumption
In this work, the statistical modelling derived by Goffin et al. [32] was applied to an industrial laser cutting process. The most immediate consequence of this was a significant reduction in the number of available data points for statistical analysis from 21 to 6. The productivity analysis showed that when the industrial data from this case study was plotted on the same axes as the previous laboratory-based data, their processing rates overlapped, with the specific energy consumptions within 0.5 orders of magnitude of each other. This shows that the case study data is realistic, even if not of sufficiently high quantity for a full statistical analysis.
Previous welding research selected a single welding process with a specified material and tool path and then investigated an array of parameters. In this case study, multiple cutting processes were studied, representing different products and materials, at individual fixed parameters. This large range of different products, with their individual total cut lengths, geometries and sub-geometries, as shown in Fig. 2, explains the low level of statistical significance. Table 4 shows that the statistical variation is heavily contributed to by the Idle C0 constants, which both have large coefficients of variation. At the present time, the standard deviation in the results is too large, and the p-value too small, for the model to be statistically meaningful.
In Fig. 9 a detailed comparison can be observed between the laser system productivity analysis and other manufacturing processes. The comparison presents a contrast between traditional manufacturing techniques and the latest data generated. The mean and range SEC and PR values for the laser cutting system have been superimposed on the original manufacturing process analysis by Gutowski et al. [19]. This further demonstrates that the system is processing material at the expected rate for its specific energy consumption. Laser processing is situated within the constant gradient portion of Gutowski et al.’s analysis. Often lasers are assumed to be substantially more efficient than the conventional processes they are replacing but the high specific energy requirements of the whole system when accounting for more than just the Processing state shows that they may have high material feed rates but are energy intensive. This demonstrates the useful potential for a consistent machine benchmarking tool [27].

Copyright 2009 American Chemical Society
Processing rate compared to specific energy consumption various manufacturing processes. Adapted with permission from Gutowski et al. [35] with original legend and citations.
The research carried out here demonstrated the ability to gather a snapshot of the overall range within which the process operates, which is consistent with previous research that showed a negative correlation and an approximate 2-orders-of-magnitude range in results. However, more complete data is required to establish the statistical significance of the productivity equation and use it predictively. The next logical step would be to gather data specific to individual processes at ranges of different parameters.
Work carried out in R&D contexts often treats process states as a linear progression from start to finish, as with Ouyang et al. [39] for laser decoating. In an industrial context, as shown in Fig. 5, the relationships between the states are not linear; some states occur more than once, and others have minimal practical impact. The Off and Warm-up states can be expected to occur rarely (e.g., once per shift or after downtime), with Idle and Processing states alternating multiple times. This means that there are four states of primary interest to the investigator; Idle (configuring), Idle (change-over), Idle (waiting) and Processing. Process setup only occurs once, so the energy proportion of this state reduces as the process gets longer. The Idle (change-over) and Processing states increase together as the number of sheets increases, so the percentage of Idle (change-over) time increases at the same rate as the percentage of time for Processing.
This concurs with Kellens et al. [40], whose time study distinguished between productive and non-productive states, for power-bed additive manufacturing. When adapted to this case study, the Off, Warm-up, Idle (configuring) and Idle (waiting) states are identified as non-productive, while the Processing and Idle (change-over) states are identified as productive. Therefore, the longer the processing time per sheet, the more energy efficient the process is. There are several ways to optimise this:
-
1.
Minimisation of Idle (configuring) time: Efficient stocking of material, manual aids and other measures designed to reduce the time the machine spends idle in between processes.
-
2.
Minimisation of instances of Idle (change-over): Use of large sheets of material to reduce the number of times that material changeover is required. This is subject to the limitations of the machine, and can affect Point 1, since a larger sheet can cause loading difficulties.
-
3.
Optimisation of parts per sheet: Efficient nesting of parts on a sheet to reduce the number of sheets, another method to reduce instances of the Idle (change-over) state.
-
4.
Reduction of energy consumption during Idle states: Measures taken to reduce machine power draw during the Idle state, e.g. disable or reduce coolant pumps.
-
5.
Optimisation of processing parameters: Previous research has shown that maximising process parameters can be optimised to reduce the energy input per unit of processed mass. This acts to reduce the energy consumption of the Processing state.
The scope of the energy investigation can be set by defining states as either Operational or Physical; Physical states being those driven by the laser process itself, and Operational states driven by the way the organisation operates. In this investigation, Operational Idle states were not investigated, but have been identified as required for inclusion. Identification of the cause is important to account for the difference between scheduled (e.g., lunch break) and unscheduled (e.g., equipment failure) time. Overall Idle (Waiting) would then be depreciated amongst the individual Processing states, so each processing state has an assigned proportion of the Idle (Waiting) time. This would allow the effect on the productivity of the Idle (Waiting) state to be characterised.
For operational states, measures will be organisational. There will be differences in the duration of certain operating states dependent on individual operators. For example, the idle operating states will be unique to operators based on how they perform this function. The time for change-over operations should be kept to a minimum, but due to the limited observation window for this study of a single machine and operator, no variance in this procedure has been captured by this analysis and should be included in further studies. Larger periods of time the machine spends idle during lunch breaks will depend on the length of lunch breaks and whether there are operators who can keep the machine operating during that time. When the machine is Off, it is producing no product but also consumes no energy. To be reactivated, it has to go through its warm-up state again, therefore Off and Warm-up can be paired since they always occur together. The energy cost of leaving the machine idle can be compared to the energy cost of deactivating and then reactivating.
From Table 2, Idle power is 5.64 kVA. Total energy for the Warm-up state is 2600 kJ. This implies that if Idle states are to exceed 7 min 41 s it is more energy efficient to shut down the machine and reactivate it when needed. From an operational standpoint, this means that the machine should be left idle for activities such as correcting programming errors and collecting materials but deactivated for longer periods such as lunch breaks. Consideration would need to be given to the policies and practical measures required to implement this (e.g., for someone else to reactivate the machine 10 min before work restarts).
6.2 Emissions
In Fig. 8, the majority of emissions are generated by the Cutting State. While productivity analysis showed that minimisation of the Idle state is required to maximise process energy efficiency, emissions analysis shows that optimisation of the cutting state is also required. For an SME manufacturing facility, this cannot involve hardware changes since the cutting equipment is bought “off the shelf” from the manufacturer (in this case, Trumpf). Therefore, identifying the energy draws of the different sub-systems (as discussed in Sect. 1.1) is not of any real practical value when determining the best course of action for the machine operator to reduce the emissions of the Cutting state.
Since this was intended as a “fly on the wall” investigation to understand how to characterise process energy in an industrial context, no parameter experimentation was carried out. However, that would be the next logical step. Previous parameter experimentation [32] indicates that considerable energy savings can be realised when processing parameters are optimised for energy efficiency, with a 60% saving identified for laser welding. The potential benefits of applying such an investigation to laser cutting are therefore also considerable.
This leads to the non-technical barriers to sustainability adoption identified by Chiaroni et al. [14]. Put simply, a machine being used to optimise cutting parameters is a machine that is not in use producing parts for customers. If it is the only machine available for its specific task, an investigation could put a halt to production entirely. It becomes a business operations question, not an engineering one. As such, management buy-in is required to accept the short-term loss in order to realise the long-term gain, which could be problematic since the short-term loss and disruption is potentially significant. A potential solution is to make use of scheduled downtime to carry out investigation. Since the equipment is non-productive during this time anyway, with concomitant disruption to the usual schedule, parameter optimisation investigations can be carried out with a minimum of additional disruption.
7 Conclusions
In this investigation, a commercial laser cutting machine was investigated in an industrial setting. Building on previous work, the investigation included operating states previously discounted and expanded to incorporate Scope 2 CO2 emissions.
The following conclusions, based on the research questions, have been drawn from this work:
-
The inherent limits of the non-invasive investigation makes collection of high-quality data more difficult than in a controlled laboratory. This has a significant effect on the sample size for mathematical modelling, and greater attention should be paid to this in future work.
-
Comparison with previous work in Fig. 7 shows continuity with lab-based work, even though the quality of industrial data is reduced.
-
Industrial processes proceed through states in a non-linear fashion. Multiple different types of Idle state were identified and categorised by their context – Idle due to material change (Idle: change-over), idle due to process change (Idle: configuring), and idle due to operational events (Idle: waiting).
-
The Off state generally only applies when the business is not operating, and the Warm-up state only accounts for 1% of total processing time. These states can therefore be discounted from process state analysis.
-
The need for an Idle (waiting) state has been identified, to account for non-processing Idle time. In an R&D context, machine use is intermittent: The machine spends most of its time in the Off state, and work is carried out in individual "blocks" of time. In a continuous manufacturing environment, time used for activities such as breaks, correcting programming errors and fetching material can interfere with manufacturing and must therefore be accounted for in analysis of process states.
-
Comparison of Warm-up state energy and Idle state power allows decisions to be made regarding when to leave the machine idle vs. when to deactivate it. For this machine, the equivalence time is 7:41 (m:ss). This allows the Off state to be reintroduced to future analyses, as “Off (waiting)”, which acts as a counterpart to Idle (waiting) used here.
-
In industrial laser cutting, the bulk of emissions are generated by the Processing state (in this study, between 55 and 96%, depending on the specific process and number of sheets). This suggests that optimisation of processing parameters would provide the most effective solution for reducing emissions.
-
Processing parameter analysis has operational implications and is not necessarily easy, or even possible, in an SME. It is therefore vital to assess the short-term loss in productivity against the long-term gain in efficiency when making such a decision.
-
The Processing and Idle (change-over) states are directly proportional to each other, and both increase as the length of the process increases. The Idle (configuring) state occurs only once per process, and thus its contribution to processing emissions reduces proportionally as the process time increases. Therefore, having a smaller number of longer Processing states is more carbon-efficient than a larger number of shorter processes.
Data availability
The data underlying this article are available in the Loughborough University Repository at https://doi.org/10.17028/rd.lboro.23545758.
References
Laitner, J. A. (2013). An overview of the energy efficiency potential. Environmental Innovation and Societal Transitions, 9, 38–42. https://doi.org/10.1016/j.eist.2013.09.005
Fortune Business Insights (2020) Industrial lasers market.
Lisco F., Goffin N., Abbas A., Claudio G., Woolley E., Tyrer J. R., & Walls J. M. (2016). Laser annealing of thin film CdTe solar cells using a 808 nm diode laser. In 2016 IEEE 43rd photovoltaic specialists conference (PVSC). IEEE, pp 2811–2816. https://doi.org/10.1109/PVSC.2016.7750165
Ford, S., & Despeisse, M. (2016). Additive manufacturing and sustainability: An exploratory study of the advantages and challenges. Journal of Cleaner Production, 137, 1573–1587. https://doi.org/10.1016/j.jclepro.2016.04.150
Peng, T., Kellens, K., Tang, R., Chen, C., & Chen, G. (2018). Sustainability of additive manufacturing: An overview on its energy demand and environmental impact. Additive Manufacturing, 21, 694–704. https://doi.org/10.1016/j.addma.2018.04.022
Wei, H., Zhang, Y., Tan, L., & Zhong, Z. (2015). Energy efficiency evaluation of hot-wire laser welding based on process characteristic and power consumption. Journal of Cleaner Production, 87, 255–262. https://doi.org/10.1016/j.jclepro.2014.10.009
Goffin, N. J., Higginson, R. L., & Tyrer, J. R. (2016). Using wire shaping techniques and holographic optics to optimize deposition characteristics in wire-based laser cladding. Proceedings of the Royal Society A: Mathematical, Physical and Engineering Science, 472, 20160603. https://doi.org/10.1098/rspa.2016.0603
Wellburn, D., Shang, S., Wang, S. Y., Sun, Y. Z., Cheng, J., Liang, J., & Liu, C. S. (2014). Variable beam intensity profile shaping for layer uniformity control in laser hardening applications. International Journal of Heat and Mass Transfer, 79, 189–200. https://doi.org/10.1016/j.ijheatmasstransfer.2014.08.020
Mok, S. H., Bi, G., Folkes, J., & Pashby, I. (2008). Deposition of Ti–6Al–4V using a high power diode laser and wire, Part I: Investigation on the process characteristics. Surface and Coatings Technology, 202, 3933–3939. https://doi.org/10.1016/j.surfcoat.2008.02.008
Kellens, K., Rodrigues, G. C., Dewulf, W., & Duflou, J. R. (2014). Energy and resource efficiency of laser cutting processes. Physics Procedia, 56, 854–864. https://doi.org/10.1016/j.phpro.2014.08.104
Ouyang, J., Mativenga, P. T., Liu, Z., & Li, L. (2021). Energy consumption and process characteristics of picosecond laser de-coating of cutting tools. Journal of Cleaner Production, 290, 125815. https://doi.org/10.1016/j.jclepro.2021.125815
Baumers, M., Tuck, C., Bourell, D. L., Sreenivasan, R., & Hague, R. (2011). Sustainability of additive manufacturing: Measuring the energy consumption of the laser sintering process. Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 225, 2228–2239. https://doi.org/10.1177/0954405411406044
Selicati, V., Mazzarisi, M., Lovecchio, F. S., Guerra, M. G., Campanelli, S. L., & Dassisti, M. (2022). A monitoring framework based on exergetic analysis for sustainability assessment of direct laser metal deposition process. International Journal of Advanced Manufacturing Technology, 118, 3641–3656. https://doi.org/10.1007/s00170-021-08177-x
Chiaroni, D., Chiesa, V., Franzò, S., Frattini, F., & Manfredi, L. V. (2017). Overcoming internal barriers to industrial energy efficiency through energy audit: A case study of a large manufacturing company in the home appliances industry. Clean Technologies and Environmental Policy, 19, 1031–1046. https://doi.org/10.1007/s10098-016-1298-5
Worrell, E., Laitner, J. A., Ruth, M., & Finman, H. (2003). Productivity benefits of industrial energy efficiency measures. Energy, 28, 1081–1098. https://doi.org/10.1016/S0360-5442(03)00091-4
Cai, W., & Hung, L. K. (2021). Sustainability assessment of mechanical manufacturing systems in the industrial sector. Renewable and Sustainable Energy Reviews, 135, 110169. https://doi.org/10.1016/j.rser.2020.110169
Gadaleta, M., Berselli, G., & Pellicciari, M. (2017). Energy-optimal layout design of robotic work cells: Potential assessment on an industrial case study. Robotics and Computer-Integrated Manufacturing, 47, 102–111. https://doi.org/10.1016/j.rcim.2016.10.002
Vatankhah, B. A., Liu, X., Guo, H., & Li, Z. (2021). A digital twin-driven approach towards smart manufacturing: Reduced energy consumption for a robotic cell. International Journal of Computer Integrated Manufacturing, 34, 844–859. https://doi.org/10.1080/0951192X.2020.1775297
Le, C. V., Pang, C. K., & Gan O. P. (2012) Energy saving and monitoring technologies in manufacturing systems with industrial case studies. In Proceedings of the 2012 7th IEEE conference on industrial electronics and applications, ICIEA 2012, pp. 1916–1921. https://doi.org/10.1109/ICIEA.2012.6361042
Madan, J., Mani, M., Lee, J. H., & Lyons, K. W. (2015). Energy performance evaluation and improvement of unit-manufacturing processes: Injection molding case study. Journal of Cleaner Production, 105, 157–170. https://doi.org/10.1016/j.jclepro.2014.09.060
Liu, W., Deng, K., Wei, H., Zhao, P., Li, J., & Zhang, Y. (2021). A decision-making model for comparing the energy demand of additive-subtractive hybrid manufacturing and conventional subtractive manufacturing based on life cycle method. Journal of Cleaner Production, 311, 127795. https://doi.org/10.1016/j.jclepro.2021.127795
Morrow, W. R., Qi, H., Kim, I., Mazumder, J., & Skerlos, S. J. (2007). Environmental aspects of laser-based and conventional tool and die manufacturing. Journal of Cleaner Production, 15, 932–943. https://doi.org/10.1016/j.jclepro.2005.11.030
Guarino, S., Ponticelli, G. S., & Venettacci, S. (2020). Environmental assessment of selective laser melting compared with laser cutting of 316L stainless steel: A case study for flat washers’ production. CIRP Journal of Manufacturing Science and Technology, 31, 525–538. https://doi.org/10.1016/j.cirpj.2020.08.004
Won, J.-J., Lee, Y. J., Hur, Y.-J., Kim, S. W., & Yoon, H.-S. (2023). Modeling and assessment of power consumption for green machining strategy. International Journal of Precision Engineering and Manufacturing-Green Technology, 10, 659–674. https://doi.org/10.1007/s40684-022-00455-7
Tesic, S., Cica, D., Borojevic, S., Sredanovic, B., Zeljkovic, M., Kramar, D., & Pusavec, F. (2022). Optimization and prediction of specific energy consumption in ball-end milling of Ti-6Al-4V alloy under MQL and cryogenic cooling/lubrication conditions. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 1427–1437. https://doi.org/10.1007/s40684-021-00413-9
Li, C., Zhao, G., Zhao, Y., Xu, S., & Zheng, Z. (2022). Prediction model of net cutting specific energy based on energy flow in milling. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 1285–1303. https://doi.org/10.1007/s40684-021-00397-6
Cai, W., Zhang, Y., Xie, J., Li, L., Jia, S., Hu, S., & Hu, L. (2022). Energy performance evaluation method for machining systems towards energy saving and emission reduction. International Journal of Precision Engineering and Manufacturing-Green Technology, 9, 633–644. https://doi.org/10.1007/s40684-021-00365-0
Cai, W., Li, L., Jia, S., Liu, C., Xie, J., & Hu, L. (2020). Task-oriented energy benchmark of machining systems for energy-efficient production. International Journal of Precision Engineering and Manufacturing-Green Technology, 7, 205–218. https://doi.org/10.1007/s40684-019-00137-x
AILU, EPSRC Centre for Innovative Manufacturing in Laser Based Production Processes. (2017). Lasers for productivity—a UK strategy.
Bjørnbet, M. M., Skaar, C., Fet, A. M., & Schulte, K. Ø. (2021). Circular economy in manufacturing companies: A review of case study literature. Journal of Cleaner Production, 294, 126268. https://doi.org/10.1016/j.jclepro.2021.126268
Goffin, N. J., Jones, L. C. R., Tyrer, J., Ouyang, J., Mativenga, P., & Woolley, E. (2020). Characterisation of laser system power draws in materials processing. Journal of Manufacturing and Materials Processing. https://doi.org/10.3390/jmmp4020048
Goffin, N., Jones, L. C. R., Tyrer, J., Ouyang, J., Mativenga, P., & Woolley, E. (2021). Mathematical modelling for energy efficiency improvement in laser welding. Journal of Cleaner Production, 322, 129012. https://doi.org/10.1016/j.jclepro.2021.129012
Li, W., & Kara, S. (2011). An empirical model for predicting energy consumption of manufacturing processes: A case of turning process. In Proc Inst Mech Eng B J Eng Manuf. pp. 1636–1646. https://doi.org/10.1177/2041297511398541
Kara, S., & Li, W. (2011). Unit process energy consumption models for material removal processes. CIRP Annals Manufacturing Technology, 60, 37–40. https://doi.org/10.1016/j.cirp.2011.03.018
Gutowski, T. G., Branham, M. S., Dahmus, J. B., Jones, A. J., Thiriez, A., & Sekulic, D. P. (2009). Thermodynamic analysis of resources used in manufacturing processes. Environmental Science & Technology, 43, 1584–1590. https://doi.org/10.1021/es8016655
Department for Business Energy & Industrial Strategy. (2021). Greenhouse gas reporting - Conversion factors 2021. https://www.gov.uk/government/publications/greenhouse-gas-reporting-conversion-factors-2021.
BSI. (2017). BS ISO 14955–1:2017 Machine tools—Environmental evaluation of machine tools. BSI
Jones, L. C. R., Goffin, N., Ouyang, J., et al. (2022). Laser specific energy consumption: How do laser systems compare to other manufacturing processes? Journal of Laser Applications, 34, 042029. https://doi.org/10.2351/7.0000790
Ouyang, J., Mativenga, P., Liu, Z., Goffin, N., Jones, L., Woolley, E., & Li, L. (2022). Sankey diagrams for energy consumption and scope 2 carbon emissions in laser de-coating. Energy, 243, 123069. https://doi.org/10.1016/j.energy.2021.123069
Kellens, K., Renaldi, R., Dewulf, W., Kruth, J. P., & Duflou, J. R. (2014). Environmental impact modeling of selective laser sintering processes. Rapid Prototyping Journal, 20, 459–470. https://doi.org/10.1108/RPJ-02-2013-0018
Acknowledgements
This work has been funded by the EPSRC, Grant number EP/S018190/1 "Research on the theory and key technology of laser processing and system optimisation for low carbon manufacturing (LASER-BEAMS)"
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
On behalf of all authors, the corresponding author states that there is no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Supplementary Information
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Goffin, N., Jones, L.C.R., Tyrer, J.R. et al. Industrial Energy Optimisation: A Laser Cutting Case Study. Int. J. of Precis. Eng. and Manuf.-Green Tech. 11, 765–779 (2024). https://doi.org/10.1007/s40684-023-00563-y
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40684-023-00563-y