
Abstract
The effects of T6 solution treatment on tensile, impact and fracture properties of cast Al–12Si–1Mg–1Cu piston alloys with trace of zirconium were investigated. Cast alloys were given precipitation strengthening treatment having a sequence of homogenizing, solutionizing, quenching and ageing. Both cast and solutionized samples are isochronally aged for 90 min at different temperatures up to 300 °C. Tensile and impact properties of the differently processed alloys have been studied to understand the precipitation strengthening of the alloys. Fractograpy of the alloys were observed to understand the mode of fracture. It is observed that the improvement in tensile properties in the aged alloys through heat treatment is mainly attributed to the formation of the Al2Cu and Mg2Si precipitates within the Al matrix. Solution treatment improves the tensile strength for the reason that during solution treatment some alloying elements are re-dissolved to produce a solute-rich solid solution. Impact energy decreases with ageing temperature due to formation of GP zones, β′ and β precipitates. The fractography shows large and small dimple structure and broken or cracked primary Si, particles. Microstructure study of alloys revealed that the solution treatment improved distribution of silicon grains. The addition of Zr produces an improvement in the tensile properties as a result of its grain refining action and grain coarsening resistance in the matrix at a higher temperature.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Al–Si is a 4xxx series alloy, which is basically non-heat treatable. Usually, magnesium and copper are added to achieve the age hardening properties [1]. This type of alloys are used for the manufacturing of automobile parts due to their superior mechanical properties, castability, weldability and machinability. The optimum properties of aluminium are achieved by alloying additions and heat treatments [2, 3]. Heat treatment procedure consists of three major steps: solution treatment, quenching and ageing. Solution treatment involves keeping the alloy on temperature higher than solvus temperature but less than liquidus temperature for a period of time to get homogeneous one phase of the solid solution, where the solute atoms are dissolved completely in the solution. Rapid cooling or quenching of the solid solution is carried out in a medium like water, oil or even air. During this step, the solute atoms are not allowed to move and form α-phase, so they stay dissolved in a supersaturated phase. Finally, during the ageing stage, the alloy hardness starts to increase when the solute atoms start to diffuse as clusters that distort and strengthen the material. Alloying elements are selected based on their effects and suitability. The alloying elements may be classified as major and minor elements, microstructure modifiers or impurities; however, the impurity elements in some alloys could be major elements in others [4, 5]. Major elements (Si, Cu, Mg), minor elements (Ni, Sn), microstructure modifier elements (Ti, Zr, Sc, B, Sr, Be, Mn,Cr) and impurity elements (Fe, Zn) impact on microstructures and mechanical properties of aluminium alloys. When Zr is added to aluminum alloys, formation of Al3Zr phase is usually much finer and coherent with the matrix. It is a kind of very effective strengthening dispersoid, which can inhibit recrystallization, refine the microstructure and increase the recrystallization temperature and strength of the matrix alloys [6, 7]. Only a few studies are available on subject of the effects of Zr on cast Al–Si alloys.
In this work a systematic study is made to see the effect of Zr on the cast structure of Al–12Si–1Mg–1Cu piston alloy and its property. The effect of solutionizing treatment is also studied.
Experimental Details
Melting was carried out in a resistance heating furnace under the suitable flux cover (degasser, borax etc.). First, the commercially used aluminium pistons were melted in a clay-graphite crucible which was used as the master alloy. Two heats were taken for developing Al–12Si–1Mg–1Cu base alloy and Al–12Si–1Mg–1Cu alloy containing Zr. Zirconium was taken in the form of powder (99.98% purity) within a cover of aluminium foil and was then added by plunging. The final temperature of the melt was always maintained at 750 ± 15 °C. Casting was done in cast iron metal mould preheated to 200 °C. Mould size was 16 × 150 × 300 mm. The alloy was analysed by wet chemical and spectrochemical methods simultaneously. The chemical composition of the alloy is given in Table 1. A portion of the cast alloy was homogenized in a muffle furnace at 400 °C for 18 h and air cooled to relieve internal stresses. The homogenized samples was solutionized at 530 °C for 2 h followed by salt ice water quenching to get a super saturated single phase region. The cast and solutionized alloys were subjected to isochronal ageing for 90 min at different temperatures up to 300 °C. Tensile testing was carried out at room temperature in an Instron testing machine using cross head speed to maintain the strain rate of 10−3/s. The samples used were according to ASTM specification. For impact test, standard sized specimen of 10 × 10 × 55 mm having a V-shaped notch, 2 mm deep with 45° angle were used. Testing was performed in accordance with ASTM E23. Tensile and Impact toughness were determined using five test pieces for each test. Specimens of the cast and heat treated alloys were subjected to optical metallographic studies. The specimens were polished with alumina, etched with Keller’s reagent and observed under a Versamet-II Microscope. Fractographic observations of the surfaces fractured by tensile testing were carried out by a Jeol Scanning Electron Microscope type of JSM-5200.
Remarks
-
Alloy 1(AC)—Al–12Si–1Mg–1Cu (as cast)
-
Alloy 2(AC)—Al–12Si–1Mg–1Cu–0.024Zr (as cast)
-
Alloy 1(ST)—Al–12Si–1Mg–1Cu (solution treated)
-
Alloy 2(ST)—Al–12Si–1Mg–1Cu–0.024Zr (solution treated)
Results and Discussion
The variation of ultimate tensile strength, yield strength and percentage elongation under various ageing conditions of the Al–12Si–1Mg–1Cu cast Alloy 1(AC), trace Zr added Al–12Si–1Mg–1Cu cast Alloy 2(AC), solution treated Al–12Si–1Mg–1Cu Alloy 1(ST) and solution treated trace Zr added Al–12Si–1Mg–1Cu Alloy 2(ST) are shown in Figs. 1, 2 and 3. It can be found from Fig. 1 that the double ageing peaks are present for all the alloys and attain the higher strength. In the ageing process of the alloys, GP zones and metastable phases can effectively strengthen the alloys and lead to the ageing peak. In the early stage of ageing, fine and profuse GP zones homogeneously distribute in the matrix and then their effects on strengthening are significant. On the other hand, metastable phases formed at the inter-mediate stage of ageing and kept semi-coherent with the matrix are effectively resistant to the movement of dislocation, thus have certain strengthening effect. The intermediate softening of the alloy may be due to dissolution of the GP zones before the formation of the intermediate intermetallic phases [8]. Another reason behind the softening may be due to differential precipitation of Al–Cu, Al–Mg–Si and Al–Zr intermentallics, which need further investigation for any definite conclusion. Therefore, these plate-like metastable phases nucleate and grow up on dislocation at the expense of fine and uniformly dispersed GP zones. In the stage of transition from GP zones to metastable phases, the number of GP zones decreases significantly for dissolution, while the metastable precipitates do not grow up and the size of them are too small to effectively resist the movement of dislocation. Therefore, the ageing effect of alloy must be low at this stage and it can be presumed that the stage of GP zones dissolution should be responsible for the ageing value between two ageing peaks of the alloys. At the final stage of ageing the strength decreases due to over ageing as well as precipitation coarsening. The precipitation sequence of this type of alloys during artificial ageing can be reported to be: α supersaturated solid solution (SSS) → GP-I zones → metastable needle-like β″ precipitates (or called GP-II zones; formed through the transformation of GP-I as nuclei) → metastable rod-like (or lath -like) β′ precipitates → stable β phase [8].

Variation of ultimate tensile strength with ageing temperature of the alloys isochronally aged for 90 min

Variation of yield strength with ageing temperature of the alloys isochronally aged for 90 min

Variation of percent elongation with ageing temperature of the alloys isochronally aged for 90 min
Figure 2 clearly delineates that improvement in yield strength of the alloys due to ageing is more than that for ultimate strength. Thus with the progress of ageing yield tensile ratio increases. Material toughness is related to this ratio. It is known that yield strength is a structure sensitive property of the material and hence formation of fine precipitates is more responsive to yield strength. The occurrence of ductility minima at the peak aged condition is easily understandable. This is reflected in the form of minimum percentage elongation of the alloys aged whence the density of fine precipitates are maximum (Fig. 3). However, the solution treated alloy shows higher strength. During solution treatment at 530 °C for 2 h, some alloying elements are re-dissolved to produce a solute-rich solid solution. It is to maximize the concentration of strengthening elements including copper, zinc, magnesium, silicon etc. in the solid solution. On the other hand the cast alloys are slowly cooled from an elevated temperature; alloying elements precipitate and diffuse from solid solution to concentrate at the grain boundaries, small voids, on undissolved particles, at dislocations and other imperfections in the aluminum lattice [1, 9]. Both the trace Zr added as cast and solution treated alloys show the relatively higher strength at higher ageing temperature. Zr additions form the L12-ordered Al3Zr phase which lead to the formation of coherent strengthening particles that stabilise alloy microstructure over a wide range of temperatures by slowing recrystallization kinetics. The Al3Zr trialuminide particles, which are very stable against coarsening and against redissolution, cause a more uniform distribution of dislocations and pin grain boundaries [10].
Figure 4 shows the impact toughness properties of the alloys at different ageing temperature. It is observed that the impact energy decreases with ageing temperature. This observation may be attributed to the precipitation of both Al2Cu and/or Al2CuMg and Mg2Si phases, that is formation of GP zones and metastable phases leading to a significant increase in the matrix strength at the expense of ductility. The absorbed energy decrease maximum due to the precipitation of intermetallic phases at peak aged condition. The variation impact strength of cast Alloy 1(AC) and trace Zr added cast Alloy 2(AC) are very small with increase in ageing due to lower volume fraction of precipitates. The maximum decrease in absorbed energy for solutionized Alloy 1(ST) and trace Zr added solutionized Alloy 2(ST) were observed in the peak aged condition because of higher volume fraction of precipitates. The impact energy increases significantly from peak aged to overaged due to microstructure softening at over ageing temperature [11]. At the initial stage the cast Alloy 1(AC) and trace Zr added cast Alloy 2(AC) show the minimum energy because alloying elements precipitate and diffuses from solid solution to concentrate at the grain boundaries during solidification at natural environment. These particles on the grain boundaries lead to brittle fracture [12]. In as cast and solutionizing the trace added Alloy 2(AC) and Alloy 2(ST) relatively show the minimum energy. Trace Zr refines the grain structure and formations of Al3Zr precipitates make the alloy more brittle [10]. During ageing the cast alloys contain the minimum percentages of precipitates in the Al matrix and maximum in grain boundary. At the dissolution stage of ageing the grain boundary can absorb the maximum strength which shows the higher impact energy of the cast alloys.

Variation of fracture toughness with ageing temperature of the alloys isochronally aged for 90 min
The optical microstructure of cast Alloy 1(AC), trace Zr added cast Alloy 2(AC), solution treated Alloy 1(ST) and solution treated trace Zr added Alloy 2(ST) aged at 225 °C for 90 min are shown in Fig. 5a–d respectively. The microstructures of these alloys include alpha phase (aluminum), eutectic silicon and particles of the intermetallic compounds. In the as-cast alloy, the eutectic silicon of thin plates and the large particles of the intermetallic compounds mainly exist between the aluminum grain boundaries or the dendrite arms. After T6 treatment, the eutectic Si becomes clearly fragmented and more spherical in shape. The inter-particle spacing becomes longer in distance and the sizes of the particles of the intermetallic compounds slightly decrease. However, they still exist at the grain boundaries. As observed in a previous work, it contains uniformly distributed silicon particles in the Al matrix of fine equiaxed grains [12]. After artificial ageing treatment at 225 °C for 90 min, precipitation occurs within the matrix but the precipitates cannot be revealed by optical microstructure. Trace Zr added alloys show relatively finer grains and uniform distribution of intermetallics. With a trace Zr concentration, Al3Zr particles formed from the melt as primary phase during rapid solidification and act as nuclei for solidification of Al, and thus Zr can perform as a grain refiner of Al-alloys [13].

Microstructure of Al–12Si–1 Mg–1Cu piston alloy aged at 225 °C for 90 min a cast Alloy 1(CA), b trace Zr added cast Alloy 2(CA), c solution treated Alloy 1(ST) and d solution treated trace Zr added Alloy 2(ST)
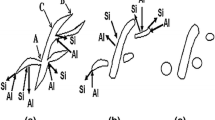
Figure 6a–d shows the fracture surface of the alloys aged at 225 °C for 90 min of cast Alloy 1(CA), trace Zr added cast Alloy 2(CA), solution treated Alloy 1(ST) and solution treated trace Zr added Alloy 2(ST) respectively. The fracture surfaces appear as mixed (ductile and brittle) fracture for the alloys at peak aged condition. This indicates that the fracture was ductile in the Al matrix and brittle in the primary Si particles. The dimples are neither uniform nor circular in shape. The matrix-intermetallic particles decohesion is also observed for the alloys. The fracture mechanism is ductile, involving the nucleation, growth, and coalescence of voids in the matrix around the intermetallic particles. The voids grow under both the applied load and the influence of local plastic constrain until a coalescence mechanism is activated and this followed by the total failure of the alloys. The solution treated Alloy 1(ST) and Alloy 2(ST) show relatively small dimple structure and broken or cracked primary Si, particles. After solution treatment, the silicon particles were rounded but agglomerated [14]. The trace Zr added alloys show relatively finer and uniform fracture surface. It is obvious that the Zr addition to the alloy could refine and promote the precipitation of the alloy, resulting in uniformly distributed precipitates [6].

SEM fractograph of Al–12Si–1 Mg–1Cu piston alloy a cast Alloy 1(CA), b trace Zr added cast Alloy 2(CA), c solution treated Alloy 1(ST) and d solution treated trace Zr added Alloy 2(ST) aged at 225 °C for 90 min and tensile tested at strain rate of 10−3 s−1
Conclusion
The double ageing peaks are present for all the alloys due to GP zones and metastable phases can effectively strengthen the alloys. Impact energy decreases with ageing temperature due to formation of GP zones, β’ and β precipitate. Solution treatment improves the strength of Al–12Si–1Mg–1Cu alloy because during solution treatment some alloying elements are re-dissolved to produce a solute-rich solid solution. The eutectic silicon was clearly fragmented and more spherical in solution treated alloy. The fractography shows large and small dimple structure and broken or cracked primary Si particles. Trace zirconium improve the tensile strength at higher ageing temperature due to formations of Al3Zr precipitates which develop a coarsening resistance and high thermal stability of the Al–12Si–1Mg–1Cu piston alloy. The trace Zr added alloys show the relatively finer and uniform fracture surface since the Zr addition to the alloy refines and promotes the precipitation of the alloy.
References
J.R. Davis, ASM Specially Handbook, Aluminum and Aluminum Alloys (ASM International Publications, Materials Parks, 1993)
M. Gupta, S. Ling, Microstructure and mechanical properties of hypo/hyper-eutectic Al–Si alloys synthesized using a near-net shape forming technique. J. Alloys Compd. 287, 284–294 (1999)
L. Pedersen, L. Arnberg, The effect of solution heat treatment and quenching rates on mechanical properties and microstructure in AlSiMg foundry alloys. Metall. Mater. Trans. A 32A, 525–532 (2001)
R.S. Rana, R. Purohit, S. Das, Reviews on the influences of alloying elements on the microstructure and mechanical properties of aluminum alloys and aluminum alloy composites. Int. J. Sci. Res. Publ. 2(6), 1–7 (2012)
M.M. Hamasha, A.T. Mayyas, A.M. Hassan, M.T. Hayajneh, The effect of time, percent of copper and nickel on naturally aged Al–Cu–Ni. J. Miner. Mater. Charact. Eng. 11(2), 117–131 (2012)
J. Zhang, D. Ding, W. Zhang, S. Kang, X. Xu, Y. Gao, G. Chen, W. Chen, X. You, Effect of Zr addition on microstructure and properties of Al–Mn–Si–Zn-based alloy. Trans. Nonferrous Met. Soc. China 24, 3872–3878 (2014)
Y. Hideo, B. Yoshio, The role of zirconium to improve strength and stress-corrosion resistance of Al–Zn–Mg and A–Zn–Mg–Cu alloys. Trans. Jpn. Inst. Metals 23, 620–630 (1982)
R.X. Li, R.D. Li, Y.H. Zhao, L.Z. He, C.X. Li, H.R. Guan, Z.Q. Hu, Age-hardening behavior of cast Al–Si base alloy. Mater. Lett. 58, 2096–2101 (2004)
P. Cavaliere, E. Cerri, P. Leo, A study of the response of a Zr-modified 2014 aluminium alloy subjected to fatigue loading. Mater. Forum 28, 172–177 (2004)
A. Waheed, G.W. Lorimer, Pinning of subgrain boundaries by Al3Zr dispersoids during annealing in Al–Li commercial alloys. J. Mater. Sci. Lett. 16, 1643–1646 (1997)
T. Croucher, Quenching of aluminum alloys: what this key step accomplishes. Heat Treat. 14(5), 20–21 (1982)
A. Ma, N. Saito, I. Shigematsu, K. Suzuki, M. Takagi, Y. Nishida, H. Iwata, T. Imura, Effect of heat treatment on impact toughness of aluminum silicon eutectic alloy processed by rotary-die equal-channel angular pressing. Mater. Trans. 45(2), 399–402 (2004)
S.I. Park, S.Z. Han, S.K. Choi, H.M. Lee, Phase equilibria of Al-3(Ti, V, Zr) intermetallic system. Scr. Mater. 34(11), 1697–1704 (1996)
A. Hossain, A.S.W. Kurny, The effects of Ni on tensile properties of Al–6Si–0.5Mg cast alloys during precipitation hardening. Chem. Mater. Eng. 2, 9–13 (2014)
Acknowledgements
This work is supported by CASR of Bangladesh University of Engineering and Technology and is part of project “Effect of trace zirconium on the chemical, electrical, mechanical and physical properties of cast and heat treated aluminium–silicon piston alloy”. Thanks to Department of Glass and Ceramics Engineering for providing the laboratory facilities.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Kaiser, M.S. Solution Treatment Effect on Tensile, Impact and Fracture Behaviour of Trace Zr Added Al–12Si–1Mg–1Cu Piston Alloy. J. Inst. Eng. India Ser. D 99, 109–114 (2018). https://doi.org/10.1007/s40033-017-0140-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40033-017-0140-5