
Abstract
Herein, a study of phosphate synthesis reactions with triethyl phosphate, phosphorous pentoxide and mixed alcohols is described. The synthesized phosphates are used as gelling agents in LPG fracturing fluids. By this study, a phosphate product with good performance has been obtain by screening different combination of alcohols and various reaction conditions including the ratios of reactants, reaction temperatures and reaction times. The LPG fracturing fluid prepared with the phosphate product we optimized maintains a viscosity of 200 mPa s for 1.5 h at 90 °C and 170 s−1 shear rate.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Shale gas is becoming a critically important component of the current and future gas supply. As an effective method for tight gas exploitation, slick water fracturing has also been widely and successfully employed in shale gas stimulation treatments [1, 2]. However, the use of slick water in shale reservoirs may result in loss of effective fracture length [3, 4]. Interaction of the slick water with the formation may result in undesirable cleanup, short effective fracture length and poor production [5, 6].
A novel fracturing fluid, which is called LPG fracturing fluid, has demonstrated quick and complete fracture fluid recovery, significant production improvements and dramatically longer effective fracture lengths [5].
An LPG fracturing fluid is typically made by this method: mixing an alkyl phosphate, an LPG liquid and an activator, preferably sodium aluminate, altogether. An alkyl phosphate, functioning as a hydrocarbon gelling agent, is one of the primary components of an LPG fracturing fluid [7].
Organophosphates have many obvious advantages, such as good solubility, emulsification, anticorrosion, low surface tension. Therefore, they are important surfactants and widely used in various fields, such as consumer chemicals, paints, metallurgy, leathers, and so on [8,9,10,11].
In view of the good properties of phosphates used as surfactants, many phosphate compounds have been developed. Of these, two novel compounds, bi-dodecyl bi-phosphate compounds (DGDP and PDP) were prepared by Haihua Fan, which are synthesized from phosphorous oxychloride, diethylene glycol (hydroquinone) and dodecanol via a two-step esterification reaction and a one-step hybridization reaction, and are purified by recrystallization in ethanol. The results of potentiometric titration show that the acid strength of the two hydroxyls in DGDP and PDP is nearly identical [12]. Two other novel Gemini phosphate surfactants are synthesized by an etherification-and-hydrolysis reaction scheme from phosphorus oxychloride and an alcohol [13].
It is well known that phosphates are widely used in the oil field. Since this discovery, phosphates have gained great attention and phosphates with various structures have been developed by different investigators. Thorne et al. reported a hydrocarbon gelling agent, which is produced by reacting triethyl phosphate and phosphorous pentoxide and a mixed alcohol. Triethyl phosphate (TEP) and phosphorous pentoxide (P2O5) are mixed at a molar ratio of 1.32:1 and reacted for 2 h at 79.4 °C. A mixture of fatty C6 to C10 linear alcohols comprising approximately 23 wt% hexanol, 42 wt% octanol and 35 wt% decanol is then added to the polyphosphate intermediate with the temperature held between 60 and 79.4 °C. In addition, the influences of different reaction conditions were investigated. The optimal reaction conditions were explored by orthogonal designs, changing the time, temperature, materials ratio and other reaction conditions. The results show that the optimal reaction conditions for the production of phosphate monoesters are as follows: the mole ratio of TEP and phosphorus pentoxide is 1.25:1; the reaction temperature is 85 °C and the reaction time is 6 h. The best reaction conditions for the production of dialkyl phosphates are the following:the mass fractions of n-butanol, n-octanol and n-octadecanol are 7.78%, 33.51%, and 58.71%, respectively; the mole ratio of the alcohol mixture and phosphorus pentoxide is 3.8:1 [14, 15].
The effect of phosphates’ structures on the properties of oil-based fracturing fluids was reported by Wang et al. where suitable crude-oil- and diesel-oil-based fracturing fluids were obtained by improving the technology of phosphate synthesis [16].
With the rapid development of unconventional reservoirs (e.g., shales, tight gas, coalbed methane), the demand for novel fracturing fluids is also growing. However, few studies have been conducted on phosphates used in liquefied petroleum gas fracturing fluids. In this paper, we successfully synthesized a series of phosphates for LPG fracturing fluids and evaluated their performance. In view of the properties of the phosphates, they should have a good potential in oilfield applications.
Experimental
Materials
Triethyl phosphate, phosphorous pentoxide, propanol, butanol, pentanol, hexanol, octanol, decanol, and hexadecanol with AR grade are purchased from Chengdu Kelong Chemical Reagent Factory, China.
The properties of liquid petroleum gas are presented in Table 1.
Synthesis of phosphates
The details are described as follows.
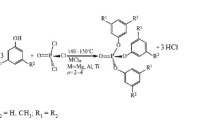
TEP and phosphorus pentoxide are added in a four-neck reaction flask without a reflux condenser and magnetic stirring at 80 °C for 2 h. A mixed alcohol is all added to a four-necked flask at once. Successively, the reaction system is heated to 120 °C in an oil bath and kept at the temperature for 2 h. After this reaction, the reaction products are gained and intended to be used as phosphates. All reactions are conducted under a nitrogen atmosphere.
TEP and phosphorous pentoxide are mixed in a mole ratio of 1.25:1.0, and a mixed alcohol and phosphorous pentoxide are mixed in a mole ratio of 3.2:1.0. To test its performance, a phosphate is mixed with LPG in a blender at a volume ratio equivalent to 4 mL of phosphate per 100 mL of LPG.
Characterization of phosphates
Liquid chromatography–mass spectroscopy is performed directly on the phosphate samples. (Thermofinnigan, Palo Alto, CA) coupled on-line with a capillary HPLC system (Agilent 1 100 capillary pump, Agilent Technologies, San Jose, CA) and nanospray source. The HPLC capillary column was made in-house by packing 5-μm Luna C18 resin (Phenomenex,St. Torrance, CA)into a 75 μm i.d. × 190 μm o.d. fused silica capillary tubing (Polymicro Technologies Inc.) by an air bomb.
Automatic potentiometric titration is performed directly on the phosphate samples too, the procedure of automatic potentiometric titration procedure is as follows.
The phosphate is dissolved in methanol solution, three drops of methyl red indicator are dripped into the solution, and then titrated with 0.1-M KOH solution. When the color of solution changed from red to yellow, the volume of consumption KOH is V1; then two drops of phenolphthalein indicator are added. When the color of solution changed from yellow to orange, the volume of consuming KOH is V2, the titration is completed. The yield of phosphates is calculated by:
Preparation of LPG fracturing fluids
When a reaction is completed, the synthesized phosphate sample is mixed with an LPG liquid in the preparation device of LPG fracturing fluids. A ferric sulfate activator is added to form an LPG fracturing fluid. When the LPG fracturing fluid is completed, MARSIII viscometer is used to measure the viscosity and maximum using temperature of the LPG fracturing fluid at a shear rate of 170 s−1.
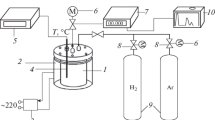
The preparation device of LPG fracturing fluids used herein is depicted in Fig. 1. Figure 1 also shows the location of all measuring sensors. The preparation device of LPG fracturing fluids comprises of one mixing tank (70 mL), one quantitative tank (10 mL), a motor and stirring rod (range 0–300 r/min), a pressure gauge and protective casing (range 0–20 MPa). It also has six valves and five joints.

The preparation device of LPG fracturing fluids. 1 Mixing tank, 2 protective casing, 3-stirring rod, 4 joint, 5 valve, 6 valve, 7 joint, 8 valve, 9 quantitative tank, 10 valve, 11 joint, 12 safety valve, 13 pressure gauge, 14 motor, 15 valve, 16 joint, 17 joint
The preparation details at room temperature and atmospheric pressure are described as follows.
- 1.
Join a nitrogen vessel to joint 4, turn on nitrogen supply, open valve 15 and valve 5 to purge air from mixing tank.
- 2.
Turn on stirring system, inject LPG in mixing tank.
- 3.
Inject 5% gelling agent and 5% crosslinking agent in mixing tank.
- 4.
When the crosslinking is completed, the pressure in mixing tank is released until the pressure is equal to atmospheric pressure.
- 5.
Close stirring system, get LPG fluid.
Results and discussion
Effect of different alcohol combinations on yields and performance of phosphates
Mixed alcohols are widely considered as important reacting components for the synthesis of phosphates to be used as a gelling agent in an LPG fracturing fluid. This is possibly attributed to their special role in the cross-linking action. Interestingly, alcohols can provide better phosphates than others. To understand the effect of alcohol mixtures on the yield and the performance of phosphates, phosphates were synthesized with different mixtures of alcohols. The respective results are listed in Table 2.
Various alcohols with different molecular weights have been employed in the reactions, and the combination of butanol, pentanol and hexanol gave the best result of 86.47% yield of phosphates. The yields of phosphates with other combinations of alcohols range from 67.47 to 84.47%.
A synthesized phosphate sample (see Fig. 2) is mixed with an LPG liquid and a ferric sulfate activator to form an LPG fracturing fluid. When the synthesis of a phosphate sample is carried out with an alcohol combination of hexanol, octanol and decanol, of decanol, octanol and hexadecanol, or of propanol, butanol and pentanol, no LPG fracturing fluid could be made with the phosphate sample (Table 2 entry 5–7). The desired maximum resisting temperature and viscosity are obtained with an alcohol combination of pentanol and hexanol (Table 2 entry 18).

Photos of some phosphate samples synthesized under different reaction conditions
Effects of different reaction conditions on yields and performance of phosphates
To screen the reaction conditions, various experiments were conducted and the relative results are shown in Table 3. The factors include the ratio between TEP and P2O5, the reaction temperature, and the reaction time. Subsequently, cross-linking experiments and performance evaluation experiments were also carried out on the products at different reaction conditions.
As it can be seen in Table 4, all of the phosphates synthesized under the conditions given in Table 3 can be well cross-linked, forming LPG fracturing fluids with moderate to good viscosity and maximum resisting temperature, among which No. 14 phosphate sample gives the best results. As shown in Fig. 3, at room temperature and pressure, the LPG fracturing fluid prepared with No.14 phosphate sample as the gelling agent is a yellow solid. The viscosity of this LPG fracturing fluid (the one prepared with no. 14 phosphate sample) while the fluid is gradually heated is presented in Fig. 4 as a function of time. The maximum resisting temperature of the LPG fracturing fluid is 120.6 °C. The viscosity curve of this LPG fracturing fluid at 90 °C and 170 s−1 is presented in Fig. 5. As it can be seen, when the LPG fracturing fluid is heated to 90 °C, under 170 s−1 shear rate for 1.5 h, the fracturing fluid could maintain a viscosity of 200 mPa s.

Photos of an LPG fracturing fluid prepared with no. 14 phosphate sample as the gelling agent at room temperature and pressure

The viscosity and temperature curves of the LPG fracturing fluid prepared with no. 14 phosphate sample as the gelling agent

The viscosity and temperature curves of the LPG fracturing fluid prepared with no. 14 phosphate sample as the gelling agent
The LC–MS (liquid chromatography–mass spectroscopy) spectra of a phosphate sample are presented in Fig. 6. As given by these spectra, the molecular weights of the phosphates are 236.80, 250.86 and 264.87, respectively, which suggest that the formula of the phosphates is as expected.

Liquid chromatography–mass spectroscopy spectra of a phosphate sample
The general structural formula of the desired phosphates is shown in Fig. 7, wherein R is an alkyl group containing one to six carbon atoms and R′ is an alkyl group containing one to five carbon atoms.

The general structural formula of the desired phosphates, wherein R is an alkyl group containing one to six carbon atoms and R′ is an alkyl group containing one to five carbon atoms
Conclusions
In summary, we have developed an effective and promising reaction scheme for synthesizing a phosphate gelling agent for LPG fracturing fluids. The LPG fracturing fluid prepared with the phosphate product we developed maintains a viscosity of 200 mPa s for 1.5 h at 90 °C and 170 s−1 shear rate. Further work is in progress in this laboratory with the aim of increasing the yield of the reaction, and the viscosity and the maximum resisting temperature of the corresponding liquefied petroleum gas fracturing fluid.
References
Paktinat J, O’apos, Neil BJ, Aften CW, Hurd MD (2011). Society of petroleum engineers spe production and operations symposium—Oklahoma city, Oklahoma, USA (2011-03-27) SPE production and operations symposium—critical evaluation of high brine tolerant additives used in shale slickwater fracs. In: Spe production and operations symposium proceedings
Magill D, Squires ST, Johnson RL, Crane B (2013) Fracturing fluid testing for design purposes and regulatory oversight in a shale gas project. Soc Pet Eng. https://doi.org/10.2118/167107-MS
Taylor RS, Lestz RS, Wilson L, Funkhouser GP, Watkins H, Attaway D (2006) Liquid petroleum gas fracturing fluids for unconventional gas reservoirs. Pet Soc Canada. https://doi.org/10.2118/2006-169
Lestz R, Wilson L, Taylor RS, Funkhouser GP, Watkins H, Attaway D (2007) Liquid petroleum gas fracturing fluids for unconventional gas reservoirs. J Can Pet Technol 46:68. https://doi.org/10.2118/2006-169
Tudor EH, Nevison GW, Allen S, Pike B (2009) 100% gelled LPG fracturing process: an alternative to conventional water-based fracturing techniques. Soc Pet Eng. https://doi.org/10.2118/124495-MS
Style Leblanc DP, Martel T, Graves DG, Tudor E, Lestz R (2011) Application of propane (LPG) based hydraulic fracturing in the McCully gas field, New Brunswick. Canada. Soc Pet Eng. https://doi.org/10.2118/144093-MS
Thorne MA, Gary A (1988) Method for preparation of hydrocarbon fracturing fluids, fluids prepared thereby, and methods related thereto. US4787994, Scherubel, St.Louis
Lv JX (2015) Study on the synthesis and properties of phosphate surfactants. Master dissertation. Shanghai University
Bohre A, Awasthi K, Shrivastava OP (2014) Immobilization of lanthanum, cerium, and selenium into ceramic matrix of sodium zirconium phosphate. Radiochemistry 56(4):385–391
Dey A, Das Gupta A, Basu D, Ambashta RD, Wattal PK, Kumar S et al (2013) A comparative study of conventionally sintered, microwave sintered and hot isostatic press sintered NZP and CZP structures interacted with fluoride. Ceram Int 39(8):9351–9359
Ilin AB, Orekhova NV, Ermilova MM, Yaroslavtsev AB (2016) Catalytic activity of lizr2(po4)3 nasicon-type phosphates in ethanol conversion process in conventional and membrane reactors. Catal Today 268:29–36
Hai-Hua F, Ye-Pu C, Feng Q, Wen-Qian LU (2007) Synthesis and characterization of bi-dodecyl bi-phosphate. Chin J Appl Chem 24:1097
Feng Q, Ye-Pu C (2005) Synthesis and characterization of gemini phosphate surfactant. Chin J Synth Chem 13:280
Huddleston A (1989) Hydrocarbon geller and method for making the same. US4877894
Yu K, Jizhe J, Han F, Bo B (2012) Indoor synthesis of phosphate gellant in oil base fracturing fluid. Petrochem Ind Appl 31(6):82–83
Bo W, Wei L (1999) Structure of oil gel fracturing fluid with phosphonate. Chem Ind Eng 16(2):99–100
Author information
Authors and Affiliations
Corresponding author
Additional information
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Chen, P., Chang, H., Xiong, G. et al. Synthesis of phosphates for liquefied petroleum gas (LPG) fracturing fluid. Appl Petrochem Res 9, 179–184 (2019). https://doi.org/10.1007/s13203-019-00236-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s13203-019-00236-5