
Abstract
The recently found metal casting mould from Gaj Oławski (SW Poland) was designed for the production of socketed axes typical for later stages of the Bronze Age in Poland (ca. 1100–900 bc). This unique artefact is a half of a durable, two-piece wedge-shaped mould and measures 17.5 × 7.2 × 4.0 cm. The surface of the mould is covered copper oxides and carbonates, and the remnant of beeswax was found on its inner surface. The metal forming mould consists of cored dendrites of Cu-dominated (Cu >96.5 wt%, up to 2.2 wt% Sn) and Cu impoverished (Cu ~86.0 wt%, Sn ~9.4 wt%, some Sb, As and Ag) end compositions and volumetrically subordinate α + δ eutectoid. The “as cast” structure of the metal shows that the mould was never used for molten metal casting. Since this kind of moulds was used for mass casting of metal, the Gaj Oławski one was probably never used, and the beeswax is the remain of its coating. This is the first remain of the Bronze Age beeswax described in metallurgical context in Europe.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
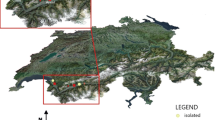
Beeswax, although considered to be commonly used in prehistory, is a rare find in archaeological contexts. The most analysed archaeological waxy samples come from cosmetic and medical products, embalming materials, seals, artistic items, candles, waxy coatings and rock paintings (e.g. Kimpe et al. 2002; Evershed and Dudd 2003; Regert et al. 2005; Ribechini et al. 2008; Charrié-Duhaut et al. 2009; Namdar et al. 2009; Baeten et al. 2010; Stacey 2011; Luo et al. 2012; David et al. 2013; Ménager et al. 2014; Rosina et al. 2014). Among them, only in one case beeswax remains were identified in metallurgical context and sampled from ceramic moulds, used in lost wax casting (Namdar et al. 2009). Beeswax remnants from prehistoric European locations are even more uncommon with only a few examples known to date (Heron et al. 1994; Frade et al. 2014). In this paper, we present the study of a unique find of a Bronze Age metal casting mould on which wax remains are preserved. The mould is a recently discovered one from Gaj Oławski in southwestern Poland (Fig. 1). The wax remnants are characterised in detail as well as phase and major element chemical composition of the mould. According to our knowledge, this is the first description of wax related to mould of the European Bronze Age as well as the first one showing both phase and bulk chemical composition of the mould.

Location of the Gaj Oławski site in SW Poland
Metal casting moulds are a fascinating group of artefacts that have been recorded in many parts of Bronze Age Europe and were designed mostly to produce only one type of artefact. Despite some examples of moulds for pins, spearhead, swords hilts and sickles, most of metal moulds were used for axe production. Various forms of metal axes have received wide interpretation from multi-purpose tools to symbols of power of newly rising elites which make them important element in studies on social transformation and technical innovations in the copper and early Bronze Age Europe (e.g. Kienlin 2010, pp. 80–117 with further references therein).
According to an opinion that is common also in Polish literature, metal casting moulds, due to their low resistance to high temperatures, were used exclusively for making wax or lead models and not for producing bronze products themselves (e.g. recently Machajewski and Maciejewski 2006). Some experimental work done as early as in 1940s proved however that the metal moulds could have been used successfully in the production of bronze artefacts and when controlled in terms of temperatures, did not get broken in the course of casting (e.g. Drescher 1957, p. 58; Mohen 1978, p. 27; Wirth 2003, p. 65 and references therein). Use of metal moulds for metal casting has been proved by some experimental work done on French, German and British artefacts (Mohen 1978, p. 28; Fleury 1991, pp. 269–270). Mohen argues the direct casting of bronze in metal forms, when controlled in terms of temperatures, was relatively uncomplicated and very much probable during the Bronze Age. Massive bronze moulds after coating with charcoals and warming up did not get broken in the course of repeated casting (Mohen 1978, pp. 28–29). Drescher (1957) reports a high durability of such moulds: after casting over 50 socketed axes in a single mould, no traces of use have been observed. Similar experiments have been done for various types of axes and sickles. The moulds were warmed up to 150–200 °C and reached 600 °C after metal was cast into them. Such simple operation slowed down the cooling of moulds and allowed to avoid inner structural tensions while pouring metal containing 6–10 % of tin and temperature ca. 1000 °C (Mohen 1978, p. 28). Recent experiments proved that bronze moulds heated to ca. 300 °C could have been successfully used in axe production; however, direct cast into a metal mould required an extremely short cast time (3 s), otherwise finished products would be incomplete in edge areas (Wirth 2003, XVI).
Metal casting moulds are very rare in most parts of Europe including Poland with only six found to date. Five of them occurred in western Poland and one was discovered recently in eastern Poland (E. Kłosińska, pers. com.), but that still does not make any deposition pattern as they are too few. Except from small concentrations in western France and England (comp. Hansen 1991, fig. 49), it seems not possible to identify any clear distribution pattern on the European level—single finds are known from the Netherlands, Spain, Czech Republic, Slovakia and Hungary (e.g. Cordier 1962; Mohen 1978; Fleury 1991, pp. 269–270; Armbruster 2000; Kuijpers 2008, p. 89; Kosařova 2009, p. 75), mostly dated to the late Bronze Age, although several middle Bronze Age moulds occur as well (Wirth 2003, p. 84).
In Poland, three moulds were bog deposits while for the other two, no information is available. The studied artefact, although a stray find, was discovered at a stream what suggests a similar original context. All the metal moulds from Poland, their contexts and possible interpretations have been recently studied (Baron et al. 2014). The chemical data on casting moulds from Poland are restricted to those of Sałat et al. (2006) who described casting mould from Rosko in western Poland, accompanying the axes deposit dated at 900–700 bc. The XRF analyses of two parts of the mould presented by Sałat et al. (2006) show significant differences (Cu 87.03 and 90.05 wt%, Sn 11.61 and 5.25 wt%, Sb 0.44 and 2.30 wt%, As 0.18 and 1.00 wt%, Pb 0.22 and 1.00 wt%, Ni 0.27 and 0.26 wt%, respectively). These differences may arise from polyphase composition of the metal and inhomogeneous distribution of phases, similar to that described by us. However, no data on microstructure and phase composition of that mould are given by Sałat et al. (2006).
The mould
During an archaeological surface survey in 2012, which took place north of Oława—a town about 30 km south-east of Wrocław in southwestern Poland, one of the archaeologists was given a half of a metal casting mould. This was an illegal discovery done by non-professional archaeologist probably with the use of metal detector. According to information provided by the founder, the artefact was discovered north-west of Gaj Oławski (Fig. 1) village in the Oława District, at the eastern edge of a ravine of a small, nameless stream. The whole area is now relatively flat and wet with a number of small streams both of natural and artificial origin. No archaeological location was previously recorded there. The surface prospection and pottery shards collecting done after the mould had been found proved Neolithic, late Bronze Age and Celtic horizons of the site use. The discussed artefact is a half of a casting mould designed for the production of socketed axes. This is an example of a durable, two-piece wedge-shaped mould. The surface is covered with a green patina and number of corrosion marks (Fig. 2) which have been recognised as copper oxide and carbonates (Baron et al. 2014). The mould measures 17.5 × 7.2 × 4.0 cm, while the axe was designed to be 15.6 cm long with a socket diameter of 3.5 cm and a maximum blade width of 4 cm (Fig. 3). The weight of the item was 629.3 g.

Metal casting mould from Gaj Oławski in southwestern Poland. The numbers refer to sampling locations. On the right side, heavy corrosion marks and two small knobs are visible. Photo by Ł. Kapa

Metal casting mould from Gaj Oławski in southwestern Poland. Drawn by N. Lenkow
On the inner side, at the negative edge, four pegs were evident, which most likely fitted into four holes in the lost part of the mould. The pegs were used to join and stabilise both elements during the casting. On the outer side, two heavily corroded knobs of unknown function occur. Perhaps they helped with tying together both elements of the mould or were used to open the still hot mould after the item had been cast. Such a function is sometimes given to outer loops, which often occur on moulds found in western Europe (e.g. Cordier 1962, fig. 1; Armbruster 2000, p. 41).
The negative shows that the mould was used to produce socketed axes of the so-called “Lusatian type”, characterised by a loop and an oval socket in cross section. This type is the most common one of socketed axes occurring mostly in deposits and dated to 1100–900 bc known from Poland (Kuśnierz 1998, p. 25). They occur mostly in Lower Silesia (southwestern Poland), with some examples from West Pomerania and western Great Poland (west Poland). A few were also found in Brandenburgia, Bohemia and Lusatia (Kuśnierz 1998, p. 31).
Analytical methods
A material macroscopically similar to the beeswax forms smooth, semi-glossy spot situated by the parallel ribs and contrasting with the oxidised mould’s inner surface (Fig. 4). It was possible to collect only small amounts of it for the Fourier transform infrared spectroscopy (FTIR) and gas chromatography/mass spectrometry (GC/MS). The investigated residue was a black, soft paste with a characteristic wax-like gloss (the spot diameter was 3–4 mm). The sample was collected by a steel scalpel and weighted and 0.2 mg was mixed with 200 mg of spectral KBr (PIKE Technologies) in an agate mortar. The mixture of the sample and KBr was pressed (10 tons) to form a 13-mm diameter pellet, which was then investigated by FTIR using a Thermo Nicolet 380 spectrometer with Omnic software. Single beam spectra (4000–400 cm−1) were obtained against air as a background, to present the spectra in absorbance units (16–64 scans) under a changing resolution, varying from 8 to 1 cm−1.

The microphotograph of the inner surface of the mould. In the centre, a black semi-glossy spot (beeswax?) is visible
After the infrared spectroscopic examination, the sample-KBr pellet was analysed with a more sensitive chromatographic method. Approximately 500 micrograms of sample was dissolved in 1 mL of dichloromethane, next extracted with 1 mL of NaHCO3 and water and centrifuged. The organic phase was dried over anhydrous sodium sulphate and next concentrated over stream of dry nitrogen to volume about 100 μl. The compounds (the fingerprint higher linear n-alkanes and alcohols) of the investigated waxes were identified using a gas chromatograph (GC) coupled to a mass spectrometer Saturn 2000 MS Varian Chrompack with ZB-1 GC (Phenomenex) column (30 m × 0.25 mm film × 0.25 mm ID). The MS was equipped with an ion-trap analyser set at 1508 for all analyses with an electron multiplier voltage of 1350 V. Scanning (1 scan s−1) was performed in the range of 39–400 m/z using electron impact ionisation at 70 eV. The analyses were carried out using helium as carrier gas at flow rate of 1.0 mL min−1 in a split ratio of 1:20 and the following programme: 60 °C at the beginning and hold 3 min; 3 °C/min to 120 °C and 15 °C/min to 300 °C. The injector and detector were held at 200 and 300 °C, respectively (Calin-Sanchez et al. 2012). Most of the compounds were identified by retention indices, GC/MS retention indices/authentic chemicals-standards and mass spectra (authentic chemicals and NST05 spectral library collection). The retention index standards used in this study consisted of a mixture of aliphatic hydrocarbons ranging from C-5 through C-27 dissolved in methanol (Szumny et al. 2010).
The X-radiographies of the mould were made on the medical instrument (Quantum Medical Imaging, Quest HF Series) in various conditions. The strength of the current was 400 mA, tube voltage was in a range 65–100 kV and exposure time was very short (10–320 mAs). The object was positioned from 0.05 to 1 m from the X-ray generator.
Two small (3–4 mm long) fragments were cut from the edges of the mould, mounted in the resin (Araldite) ring and polished. The polished surfaces were examined with reflected light petrographic microscope and studied by electron microprobe for major element composition. The choice of analytical points for electron microprobe analyses was done in the BSE (back scattered electron) image, which provided detailed microstructural and compositional information on the studied phases. The beam diameter was set at 1 μm, which corresponds to the size of the analysed spot.
The CAMECA SX100 electron microprobe at the laboratory of the Department of Lithospheric Research at the University of Vienna, Austria, was used to analyse the major element composition of mould phases. We analysed Ni, Cu, As, Ag, Sn, Sb and Pb as well as the elements which appeared not to occur in the analysed phases: Al, Si, S, Fe and Zn; this choice of elements assures full chemical characterisation of the mould phases in terms of major elements. We used typical conditions for microprobe analyses, with pure metals as standards, except Pb, Sb and As (standards, respectively: PbO, InSb, GaAs). The counting times between 20 and 40 s (peak) were used, except As, for which the peak counting time was 80 s. This assured the following detection limits (approximate values in ppm): Ni—530, Cu—2000, As—900, Ag—1200, Sn—1400, Sb—2200 and Pb—1450. We used 20 kV acceleration voltage and 10 nA sample current.
The “bulk” metal composition was determined by XRF (Spectro Midex X-ray fluorescence spectrometer with energy dispersion). The spectrometer is equipped with a molybdenum X-ray lamp with excitation energy of 44.6 kV and a Si Drift Detector (SDD) with 150 eV resolution. For calibration, references from Certified Reference Material BCR 691 of the Institute for Reference Materials and Measurements were used. The analysed spot size is ca. 0.7 mm; we analysed Ni, Cu, As, Sn, Sb and Pb plus Fe, Zn and Mn which are below detection limit (the detection limits are Fe–0.003 wt%, Zn–0.004 wt% and Mn–0.002 wt%). The fresh surfaces exposed by cutting samples for electron microprobe were analysed as well as the cleaned surfaces in the other parts of the mould. Most of the analyses (12) yield similar results and were averaged, whereas three are obviously different (Table 1).
Wax remains
The IR image of wax-like substance shows signatures of mineral substances (Fig. 5), including “bentonite” (clay, used recently mostly in metal casting), chalcosiderite CuFe6(PO4)4(OH)8·4H2O, and chrysocolla (Cu, Al)2H2 Si2 Si2O5(OH)4·nH2O (HR Inorganic, US Geological Survey). Apart from inorganic compounds, bands from the vibrations of hydrocarbons—possibly indicating natural waxes or resins—were identified (Łucejko et al. 2012). These signatures, although very weak, are visible after subtracting the spectra in the following areas: ca. 3000, 1700, 1500–1350 and 700–800 cm−1. According to macroscopic observations, the material could possibly be the beeswax. The available analyses of archaeological waxes (e.g. Bakr Mossa et al. 2005; Latuatti-Derieux et al. Lattuati-Derieux et al. 2009; IRUG Database. http://www.irug.org/ed2k/search.asp) show the beeswax IR-signals at 2955, 2918, 2849, 1462, 1737, 729 and 719 cm−1 (Kovala-Demertzi et al. 2012) and 3428, 2952, 2915, 2844, 1735, 1467, 1375, 1195, 1172, 729 and 721 cm−1 (Luo et al. 2012). Łucejko et al. (2012) argue that wax content is confirmed with a signal of 1460 cm−1. The analysed specimen gave signals at 3411, 2948–2924–2853, 1733, 1464, 1388, 1165, 730 and 709 cm−1, corresponding with the identified archaeological samples of beeswax (Fig. 6).

The FTIR spectra of the analysed sample and minerals, identified in the sample

The FTIR spectrum of the analysed wax sample. The squares indicate the beeswax signals
Regert et al. (2001, 2005) show that archaeological beeswax is a mixture of odd-numbered linear hydrocarbons (C21–C33), even-numbered free fatty acids (C22–C30), long chain palimitate esters (C40–C52) and other products of the degradation of the beeswax structure (low molecular weight phenolic compounds, both benzoic and cinnamic acid derivatives), which could be spectroscopically identified.
The hydroxyl group of alcohols is indicated by stretching vibration at 3411 cm−1; the next signals in the region of 2950–2850 and 1470–1380 cm−1 confirm the aliphatic compounds (hydrocarbon vibration in fatty acids). Long hydrocarbon chains (also esters) are identified by rocking vibration about 730 cm−1. The stretching vibrations of saturated esters are identified by peak at 1733 cm−1.
The GC-MS analysis shows the occurrence of linear saturated hydrocarbons characteristic for beeswax, such as eicosane, docosane, tricosane, tetracosane and hexacosane (Fig. 7). Moreover, free higher linear primary alcohols, such as docosanol or tetracosanol, occur in the studied sample. Because of their chemical stability, non-volatile character and resistance for oxidation process, those compounds are always found in modern beeswax (Maia and Nunes 2013; Regert et al. 2005) materials, as well as in archaeological ones (Lattuati-Derieux et al. 2008).

Part of GC-MS chromatogram of wax
The small amount of material available for analyses did not allow the full characterisation of the “wax-like” substance. Our data show that it could possibly be the altered remnant of the beeswax.
The microstructure and chemical composition of the metal
The metal is inhomogeneous, consists mostly of cored dendrites of end composition A and B. The subordinate few tens of micrometres amaeboidal inclusions of α + δ eutectoid in the dendritic groundmass have the composition C (Fig. 8). The dendrites contain sparse, single micrometre-size droplets of silver, whereas the eutectoid inclusions C contain very small (<1 micrometre) inclusions of bismuth. The size of both silver and bismuth inclusions enabled only qualitative analysis by EDS system.

Back scattered electron (BSE) images of the mould texture; two fragments cut from different parts of the mould exhibit different texture. Composition A of cored dendrites is dark grey, composition B is light grey and eutectoid C is white (see text for details). The numbers correspond to the sampling places (cf. Fig. 2)
The microstructure of the metal is variable in terms of size of individual phases; eutectoid is distributed irregularly (Fig. 8). The microstructure appears finer in the frontal (point 1 in Fig. 2) part of the mould and coarser in the back (point 2 in Fig. 2) part. BSE images (Fig. 8) reveal also some porosity. The cored dendrites indicate fast cooling of the metal, and the varying arm-spacing of dendrites shows that the rate of cooling was different in different parts of the mould at the time of metal solidification (the coarser dendrites come from the thicker part of the mould which, because of its greater mass, cooled probably slightly slower during casting). The mould preserves the primary (“as-cast”) metal structure, which suggests that it has not been subjected to high-temperature treatment, which would result in metal homogenisation. The mould metal would recrystallize if the mould was used for direct metal casting.
End composition A is mostly copper (96.5–97.9 wt%), containing small amounts of Sn (1.4–2.2 wt.%) and subordinate Sb, As, Ag and Ni (Table 1, analyses 1, 2 and 3, cf. Fig. 9). It marks the onset of dendritic crystallisation, whereas the composition B contains from 84.3 to 87.5 wt% of Cu and ca. 8.9–9.9 wt% of Sn, with significant Sb, As and Ag (Table 1, analyses 4, 5 and 6, cf. Fig. 8) marks its termination. The eutectoid contains ca. 65.4–67.0 wt% Cu and 18.8–20.0 wt% Sn and is relatively rich in Ni, As and Ag (Table 1, analyses 7, 8, 9, cf. Fig. 8). It is a homogeneous phase in the BSE images, but its composition suggests it to be the α + δ eutectoid.

a Cu-Sn, b Cu-As, c Cu-Sb, d Cu-Ag and e Cu-Ni variation diagram for the phases forming the Gaj Oławski mould
Bulk metal XRF chemical analysis (Table 1, analysis 10) shows “averaged” composition of the metal, which falls in the range defined by two-cored dendrite end compositions A and B. Since most of the analyses yield similar results, we infer that, despite of varying composition of cored dendrites, the relative proportions of dendrite parts and eutectoid forming the mould are approximately constant at the scale of analysed spots. The variation in bulk metal composition (Table 1, analyses 11 and 12) could be attributed to locally different proportion of zones of cored dendrites plus eutectoid.
The obtained X-ray image shows that the state of preservation of the mould is good and the metal core is visible, as well the corrosion layers near the surface. No cracks and splits are recognised; the metal core has some characteristic points, which could be a result of the corrosion process. Inside the mould, the shape of the axe, with characteristic grooves, was recognised (Fig. 10).

XR image of the mould
Conclusions
The earliest European evidence of beeswax comes from the Neolithic settlement at Ergolding Fischergasse in southern Germany which has been identified as discoloured deposit adhering to the surface of a potsherd (Heron et al. 1994). Another example of early use of wax comes from middle Bronze Age cemeteries from Horta do Folgão and Torre Velha 3 in southwestern Iberia observed as black greasy earth found in three hypogea. As authors demonstrated, the mixture of beeswax and propolis with a clayey earth was used to seal the chambers most likely due to its waterproofing properties (Frade et al. 2014).
Lost wax method has been considered one of the oldest hot metalworking techniques and implied in particular when casting seams are not observed of finished products (Kienlin 2010, p. 42). In the late Bronze Age, lost wax casting was applied in the production of highly elaborate objects and although use of beeswax is undisputable, its remains have never been found in metallurgical context. The waxy remnants in the presented mould do not have to suggest that it was used directly for preparing wax forms, as bronze moulds are rather considered to be designed for axe mass production which excludes use of models (see above and e.g. Drescher 1957). Moreover, the mould was design to cast a rather common type of axe which more likely would be cast directly in the mould instead of preparing a single use model.
The phase and chemical composition data of the Bronze Age casting moulds including both bulk metal and its phase chemical analyses connected with microstructural observations are rare, and the data set we present is, according to our knowledge, the first one in central Europe. Our data show that the Gaj Oławski mould metal is dominated by copper, tin and antimony and that it preserved the “as-cast” structure which was not modified by intense reheating, thus was not used for metal casting. Fired organic coatings, mostly charcoal, could have been used as a layer preventing the welding of mould with poured liquid metal, and the wax can represent the remnants of such coating. This would mean that the mould was covered with coating but never fired. Therefore, our data show that the mould, although ready to use, has never been employed in metal casting.
References
Armbruster BR (2000) Goldschmiedekunst und Bronzetechnik. Studien zum Metallhandwerk der Atlantischen Bronzezeit auf der Iberischen Halbinsel. Monographies instrumentum 15. M. Mergoil, Montagnac
Baeten J, Romanus K, Degryse P, De Clercq W, Poelman H, Verbeke K, Luypaerts A, Walton M, Jacobs P, De Vos D, Waelkens M (2010) Application of a multi-analytical toolset to a 16th century ointment: Identification as lead plaster mixed with beeswax. Microchem J 95:227–234
Bakr Mossa A, Kawiak T, Pawlikowski M, Sawlowicz Z (2005) Characterisation of 15th century red and black pastes used for wall decoration in the Qijmas El-Eshaqi mosque (Cairo, Egypt). J Cult Herit 6:351–356
Baron J, Miazga B, Nowak K (2014) Functions and contexts of Bronze Age metal casting moulds from Poland. Bulletin de la Société Préhistorique de France 111(2):325–338
Calin-Sanchez A, Szumny A, Lech K, Figiel A, Carbonell-Barrachina AA (2012) Composition of basil essential oil (Ocimum basilicum L.) as affected by drying method. Food Res Int 48:217–225
Charrié-Duhaut A, Burger P, Maurer J, Connan J, Albrecht P (2009) Molecular and isotopic archaeology: top grade tools to investigate organic archaeological materials. C R Chimie 12:1140–1153
Cordier G (1962) Quelques moules de l'Age du Bronze provenant de la Touraine et du Berry. Bulletin de la Société Préhistorique de France 59(11–12):838–849
David B, Geneste J-M, Petchey F, Delannoy J-J, Barker B, Eccleston M (2013) How old are Australia’s pictographs? A review of rock art dating. J Archaeol Sci 40:3–10
Drescher P (1957) Der Bronzeguss in Formen aus Bronze: Versuche mit originalgetreuen Nachbildungen bronzezeitlicher Gussformen aus Niedersachsen. Die Kunde 8(1–2):52–75
Evershed RP, Dudd SN (2003) New chemical evidence for the use of combed ware pottery vessels as beehives in ancient Greece. J Archaeol Sci 30:1–12
Fleury L (1991) Moules de l’âge du Bronze en France atlantique et dans les îles Britanniques : aspects techniques et culturels. In Chevillot C, Coffyn A (eds) L’Âge du Bronze atlantique : ses faciès, de l'Ecosse à l'Andalousie et leurs relations avec le Bronze continental et la Méditerranée. Actes du premier Colloque du parc archéologique de Beynac, Beynac-et-Cazenac, Association des musées du Sarladais, pp 267–276.
Frade JC, Monge Soares AM, Candeias A, Ribeiro MIM, Nunes da Ponte T, Serra M, Porfírio E (2014) Beeswax and propolis as sealants of funerary chambers during the Middle Bronze Age in the South-Western Iberian Peninsula. In: Scott RB, Braekmans D, Carremans M, Degryse P (eds) Proceedings of the 39th International Symposium for Archaeometry, Centre for Archaeological Science Leuven, pp 141–145.
Hansen S (1991) Studien zu den Metalldeponierungen während der Urnenfelderzeit im Rhein-Main-Gebiet. Habelt, Bonn
Heron C, Nemcek N, Bonfield KM, Dixon D, Ottaway BS (1994) The chemistry of Neolithic beeswax. Naturwissenschaften 81:266–269
Kienlin TL (2010) Traditions and transformations: approaches to Eneolithic (Copper Age) and Bronze Age metalworking and society in eastern central Europe and the Carpathian Basin. BAR Int Series 2184. Archaeopress, Oxford
Kimpe K, Jacobs PA, Waelkens M (2002) M ass spectrometric methods prove the use of beeswax and ruminant fat in late Roman cooking pots. J Chromatogr A 968:151–160
Kosařova Z (2009) Odlévací formy mladší doby bronzové z oblasti středního Podunají, (unpublished masters thesis), Masaryk University in Brno
Kuijpers MHG (2008) Bronze age metalworking in the Netherlands (c. 2000–800 bc). A research into the preservation of metallurgy related artefacts and the social position of the smith. Sidestone Press, Leiden
Kovala-Demertzi D, Papathanasis L, Mazzeo R, Demertzis MA, Varella EA, Prati S (2012) Pigment identification in a Greek icon by optical microscopy and infrared microspectroscopy. J Cult Herit 13:107–113
Kuśnierz J (1998) Die Beile in Polen III (Tüllenbeile). Prähistorische Bronzefunde, Abt. IX, Bd. 21. Franz Steiner Verlag, Stuttgart
Lattuati-Derieux A, Thao S, Langlois J, Regert M (2008) First results on headspace-solid phase microextraction-gas chromatography/mass spectrometry of volatile organic compounds emitted by wax objects in museums. J Chromatogr A 1187:239–249
Lattuati-Derieux A, Egasse C, Regert M, Chung Y-J, Lavédrine B (2009) Characterization and degradation pathways of ancient Korean waxed papers. J Cult Herit 10:422–427
Luo W, Li T, Wang C, Huang F (2012) Discovery of beeswax as binding agent on a 6th-century BC Chinese turquoise-inlaid bronze sword. J Archaeol Sci 39:1227–1237
Łucejko J-J, Lluveras-Tenorio A, Modugno F, Ribechini E, Colombini MP (2012) An analytical approach based on X-ray diffraction, Fourier transform infrared spectroscopy and gas chromatography/mass spectrometry to characterize Egyptian embalming materials. Microchem J 103:110–118
Machajewski H, Maciejewski M (2006) Skarb ludności kultury łużyckiej z Roska nad Notecią. In: Machajewski H, Rola J (eds) Pradolina Noteci na tle pradziejowych i wczesnośredniowiecznych szlaków handlowych. Stowarzyszenie Naukowe Archeologów Polskich. Uniwersytet Adama Mickiewicza, Poznań, pp 127–146
Maia M, Nunes FM (2013) Authentication of beeswax (Apis mellifera) by high-temperature gas chromatography and chemometric analysis. Food Chem 136:961–968
Ménager M, Azémard C, Vieillescazes C (2014) Study of Egyptian mummification balms by FT-IR spectroscopy and GC–MS. Microchem J 114:32–41
Mohen JP (1978) Moules en bronze de l’Âge du Bronze. Antiquités Nationales 10:23–32
Namdar D, Neumann R, Goren Y, Weiner S (2009) The contents of unusual cone-shaped vessels (cornets) from the Chalcolithic of the southern Levant. J Archaeol Sci 36:629–636
Regert M, Colinart S, Degrand L, Decavallas O (2001) Chemical alteration and use of beeswax through time: accelerated ageing tests and analysis of environmental contexts. Archaeometry 43(2):549–569
Regert M, Langlois J, Colinart S (2005) Characterisation of wax works of art by gas chromatographic procedures. J Chromatogr A 1091:124–136
Ribechini E, Modugno F, Colombini MP, Evershed RP (2008) Gas chromatographic and mass spectrometric investigations of organic residues from Roman glass unguentaria. J Chromatogr A 1183:158–169
Rosina P, Gomes H, Nash GH, Solomon (2014) Dating beeswax pictograms from Gode Roriso in Ethiopia. J Archaeol Sci 49:206–212
Sałat R, Warmuzek M, Kozakowski S, Krokosz J (2006) Badania metalograficzne przedmiotów brązowych pochodzących z Roska, gmina Wieleń. In: Machajewski H, Rola J (eds) Pradolina Noteci na tle pradziejowych i wczesnośredniowiecznych szlaków handlowych. Stowarzyszenie Naukowe Archeologów Polskich. Uniwersytet Adama Mickiewicza, Poznań, pp 147–151
Stacey RJ (2011) The composition of some Roman medicines: evidence for Pliny’s Punic wax? Anal Bioanal Chem 401:1749–1759
Szumny A, Figiel A, Gutierrez-Ortiz A, Carbonell-Barrachina AA (2010) Composition of rosemary essential oil (Rosmarinus officinalis) as affected by drying method. J Food Eng 97(2):253–260
Wirth M (2003) Rekonstruktion bronzezeitlicher Gießereitechniken mittels numerischer Simulation, gießtechnologischer Experimente und werkstofftechnischer Untersuchungen an Nachguss und Original. Gießerei-Institut: Forschung, Entwicklung, Ergebnisse, Bd. 40. Shaker Verlag, Aachen
Acknowledgments
This study is a part of the project of Polish National Centre for Science NCN 2011/01/B/ST10/04440.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article

Cite this article
Baron, J., Miazga, B., Ntaflos, T. et al. Beeswax remnants, phase and major element chemical composition of the bronze age mould from Gaj Oławski (SW Poland). Archaeol Anthropol Sci 8, 187–196 (2016). https://doi.org/10.1007/s12520-014-0225-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12520-014-0225-0