
Abstract
Apart from conventional uses of polysaccharide materials, such as food, clothing, paper packaging and construction, new polysaccharide products and materials have been developed. This paper reviews life cycle assessment (LCA) studies in order to gain insight of the environmental profiles of polysaccharide products (e.g. viscose or natural fibre polymer composites) in comparison with their conventional counterparts (e.g. cotton or petrochemical polymers). The application areas covered are textiles, engineering materials and packing. It is found that for each stage of the life cycle (production, use phase and waste management) polysaccharide-based end products show better environmental profiles than their conventional counterparts in terms of non-renewable energy use (NREU) and greenhouse gas (GHG) emissions. Cotton is an exception, with high environmental impacts that are related to the use of fertilisers, herbicides, pesticides and high water consumption. The available literature for man-made cellulose fibres shows that they allow to reduce NREU and GHG emissions in the fibre production phase. No study has been found for the fabric production and the use phase of man-made cellulose textiles.
Similar content being viewed by others

Introduction
Polysaccharides are among the most important renewable resources for mankind. They have been widely used for a long time for food (starch), clothing (cotton, flax, and jute), communication (paper), packaging (paper and board), and construction (wood). Next to these traditional usages, other non-food products have been developed to partly replace conventional products which are either based on non-renewable resources or based on traditional polysaccharide materials. For instance, starch polymers are used for packaging films and loose fills; and natural fibre reinforced polymer composites substitute glass fibre-reinforced polymer composites in automobile components. Table 1 lists the production volumes of some bulk polysaccharide products.
Bio-based materials are generally considered to be more sustainable than conventional petrochemical materials because they are made from renewable instead of non-renewable raw materials [6]. The purpose of this paper is to obtain insight into the environmental impacts of polysaccharide products in comparison to their counterparts, which are either petrochemical products or conventional polysaccharides. The most widely accepted method to assess environmental impact is the method of life cycle assessment (LCA). In this paper, we review readily available LCA studies or environmental assessment studies for polysaccharide-based textile products, natural fibre composites, and thermoplastic starch. The most traditional usages of polysaccharides, such as food, wood, pulp, paper prints and paper packaging products, are not included in this review.
Life Cycle Assessment
Life cycle assessment has been standardised by the International Standardisation Organisation (ISO) in the ISO 14040 series. There are four ISO standards which address the various areas of LCA, namely [7]:
-
ISO 14040: 1997—Principles and framework
-
ISO 14041: 1998—Goal and Scope definition and inventory analysis
-
ISO 14042: 2003—Life Cycle Impact assessment
-
ISO 14043: 2003—Interpretation
The two most commonly used systems chosen in LCA studies are cradle-to-factory gate and cradle-to-grave. A cradle-to-factory gate LCA study includes all steps from the extraction of raw materials and fuels, followed by all conversion steps up and until the product is delivered at the factory gate. Cradle-to-factory gate analyses are often published by material producers. The system cradle-to-grave covers all steps of the system cradle-to-factory gate and in addition, also the usage and the disposal phase. Cradle-to-grave analyses have the advantage of covering all phases of the life cycle. Since waste management differs by country and not all waste treatment options can be taken into account, cradle-to-grave analyses for a given product can lead to very different results depending on the type of waste management. If comparisons across the various waste management options are not available, cradle-to-factory gate analyses can provide first insight into the environmental impacts.
The results in LCA studies can be presented in different forms. In most studies the so-called mid-point level results are presented. Here, the life cycle inventory data, which represents the various types of emissions and the raw material requirements, are converted into environmental impact categories, such as the contribution to global warming or to acidification. End-point level results are calculated by aggregating different impact categories with weighting factors, leading to an overall environmental score for a product. Analyses leading to end-point level results are also referred to as single score analyses. They involve subjective judgement when determining the weighting factors for the various impact categories. In a comparative LCA study, sometimes mid-point results are sufficient to draw conclusions, e.g. when one product is clearly better than the other for all impact categories (or when it is comparable with the other option for all categories). If, on the other hand, the environmental impacts are larger for some impact categories and lower for others, judgements need to be made about the relative importance of each impact category. For this purpose, it is a rather common to apply single score methods (examples are Eco-Indicator 99 [8], EPS 2000 [9], IMPACT2002 [10, 11] and EDIP [12, 13]).
We focus on primary non-renewable energy use (NREU) and greenhouse gas (GHG) emissions. For these indicators, data are more readily available from environmental assessments than for other impact indicators and therefore offer a wider basis for comparison across alternative options. Non-renewable energy use (NREU) represents the total of fossil energy and nuclear energy, of which fossil energy usually dominates. Fossil energy requirements from cradle to factory gate, also referred to as cumulative fossil energy demand, has been proven to be a good indicator for environmental performance of a given product or service [14]. This is because in many cases materials and processes are strongly energy-related. However, for impacts with less energy-dominated activities, for example, when involving the use of toxic compounds, energy provides an incomplete picture and environmental impacts should be extended by other, more specific indicators.
Textiles
In general, the object of study in an LCA should be as close as possible to an end product (such as a shirt or a pair of trousers). However, many data in LCA studies are available for fibres, which are the starting material for fabrics (e.g., by weaving or knitting). Table 2 shows an overview of NREU for the production of fibres and fabrics, and the energy recovery from waste incineration. As Table 2 shows, the NREU for fibre production differs very substantially across the different types of fibres; in contrast, the energy use of fabric processing is less dependant on the type of the raw material and instead, primarily depends on the type of processing, which determines the final functions and qualities.
In this chapter, we discuss the results of comparative LCA studies for fibres and end products (but not for fabrics) made from cotton, polyester, and man-made cellulose fibres. For cotton and polyester, the available LCA studies allow us to compare results for both fibres and end products; while for man-made cellulose fibres, the comparison is only possible at the level of fibres. In the following sections, we first provide results for the system “cradle-to-factory gate”; we then proceed with the system “cradle-to-grave” including use phase and incineration with energy recovery.
Cradle-to-factory Gate, Fibres and End Products
Per kg Fibre
For fibre production, we found that the polysaccharide-based fibres have lower NREU (non-renewable energy use) than petrochemical-based fibres. As shown in Table 3, man-made cellulose fibres have the lowest NREU requirements among all the fibres reviewed. Viscose fibres require 10–30% less NREU than cotton fibres and 50–80% less NREU than petrochemical-based fibres.
Per Piece and Per kg End Product
Table 4 presents the NREU for two end products, namely a sofa cover and a hotel bed sheet. The results are presented firstly per piece and secondly for 1 kg of the respective material. It can be seen that the NREU of 1 kg end product made from cotton and PET is practically identical (160 and 159 MJ/kg, respectively [16]). However, because of the higher density of cotton, which causes higher material demand for the cotton products, the cotton products have a higher NREU per piece of end product than the polyester products (796 MJ/piece cotton cover versus 568 MJ/piece PET cover in [16]).
From Table 4 it can also be seen that much more energy is required per kg cotton used for sofa covers (160 MJ/kg [16]) than per kg cotton used for bed sheets (94 MJ/kg [17]). This implies that the production of the dyed cotton sofa cover requires more energy than the bleached-only cotton bed sheets. This again demonstrates that the energy requirement of fabric manufacturing strongly depends on the type and function of the final textile products and is relatively independent from the type of fibres (see also Table 2).
Use Phase
The environmental impact from the use phase of textiles is dominated by the maintenance of the textile products, particularly cleaning and drying [15]. Dahllöf report 54% higher energy consumption for the cotton sofa cover than for the PET sofa cover during the use phase [16]; for the hotel bed sheet, Kalliala and Nousianinen report 20% higher laundering energy use for the cotton sheet than for the 50/50 cotton/PET sheet [17]. We can conclude from these data that cotton products require more energy for cleaning and drying than polyester products. One reason is that the heavier mass weight of cotton fabrics increases the washing load [16]. Another reason is the high water absorption capacity of cotton; as a consequence, more water is needed for washing and therefore, more energy is needed to heat water. Also, the amount of energy required to dry the textiles increases in proportion to the amount of water evaporated, under the condition that an electric dryer is used rather than simple drying in air [15]. No LCA data is available for the maintenance of cellulose products.
Incineration with Energy Recovery
Incineration with energy recovery is seen as a common end of life management for textile products [16]. Contrary to the use phase, it is rather simple to capture the advantages of energy recovery in waste incineration. To this end, we use the indicator “net NREU”. It is defined as the NREU of production (energy spent) minus the energy recovered from waste incineration (energy gained; due to the complexity involved, we exclude the use phase). In Table 5, this indicator is compared across different fibres at an energy recovery rate of 50%Footnote 1 and a theoretical recovery rate of 100%. It is found that polysaccharide fibres have less net NREU requirements than petrochemical fibres, even the calorific values of natural fibres is much lower than that of petrochemical fibres (Table 5). Viscose fibres have lower net NREU values than cotton for both 50 and 100% recovery rates (Table 5). However, a thorough literature review did not yield energy consumption data for the viscose fabric production. Assuming that the energy use for textile production from fibres does not differ substantially across the various types of polymers, it can be concluded that the viscose fibre is the preferred textile material for the system cradle-to-grave excluding the use phase (due to lack of data) but including the waste management stage (incineration with energy recovery). This conclusion is based on the assumption that the end products can be compared on a mass basis (identical functionality of 1 kg fibre material).
In contrast, Dahllöf [16] compared a 3.56 kg PET sofa cover with a 4.99 kg cotton sofa cover. The comparison includes production, the use phase and incineration with 100% heat recovery. Although cotton has a lower calorific value compared to PET (calorific value: 16 MJ/kg cotton and 22 MJ/kg PET), the higher weight of the cotton sofa cover results in a similar energy recovery as the PET sofa cover (energy recovered: 81 MJ per cotton cover and 78 MJ per PET sofa cover). Thus, Dahllöf concludes that from cradle to grave the cotton sofa cover is a less favourable choice compared to the PET sofa cover [16]. This finding differs from the conclusion drawn based on Table 5 (see preceding paragraph) and hence shows the importance of the amount of material required per end product.
Discussion
We have so far only discussed energy use but there are environmental impacts which are not related to energy consumption. For example, cotton production causes several impacts during cultivation, namely, water consumption for irrigation and processing, fertiliser use and herbicides/insecticides use [15, 16]. Based on the studies reviewed, we identify two general problems which arise when assessing the environmental impacts related to textile fibres.
The first problem is the data quality, namely old data and geographically differing agriculture practices. In some literature sources, data for cotton growing are 20–40 years old [17]. The use of dated information is not a problem if the agriculture practice of cotton cultivation has not changed much in the last decades, which might be the case in some parts of the world. Moreover, location-dependent agriculture practices cause inaccurate estimates of water consumption, fertiliser use and herbicides/insecticides use. According to [15], huge differences of these agriculture practices not only exist between regions, but also within the same region/country. For example, the amount of insecticides used in Spain is in general 300% higher than in Brazil. Within Spain, the amount of insecticides used for cotton growing can differ by a factor of seven from one farm to another, causing difficulties in obtaining a generic dataset.
The second problem is a lack of toxicity assessment for the production of polysaccharides. In particular, a quantitative analysis of the toxic effects of cotton cultivation, viscose production, and N-Methylmorpholine-N-oxide (NMMO) solvent in Lyocell production (which is another type of man-made cellulose fibre) would be of interest. However, the lack of harmonised and consistent methodologies for the toxicological assessment in LCAs and the incompleteness of the databases with regard to toxicological information pose serious problems (compare [24] and [25]).
Natural Fibre Composites
In this section we discuss natural fibre composites made of plant fibre-reinforced thermoplastic polymers. The commonly used fibres are flax, hemp and abaca. Natural fibre composites have been used in automotive components as substitutes for glass fibre composites. For both environmental and economic reasons, natural fibres are becoming more and more attractive as reinforcing agent for composite materials. Compared to glass fibre, natural fibres require less energy to manufacture (Table 6). In addition, natural fibre composites reduce the weight of vehicles and therefore improve the fuel economy. According to FNR [30], currently German car manufacturers used on average 3.5 kg natural fibre per passenger car, especially in medium and upper classes. Assuming that the average natural fibre used in a European passenger car is 1.5–3.5 kg, this amounts to 22–51 kton per year natural fibre demand in automotive industry in EU 15 (in 2004 passenger car production in EU15 was 14.7 million units according to VDA [31]).
In the next section, we will review several studies of natural fibre composites materials used in automotive components (three studies) and for transportation pallets (one study). In these studies, NREU and GHG emissions for production phase, use phase and waste management are discussed (“Automotive and Transportation Components” section). In addition, an LCA study, which links environmental impacts (single scores) and composites material properties [32], is reviewed in section “A Stiff Beam Made from Flax Fibre Composites”.
Automotive and Transportation Components
Four LCA studies on natural fibre composites are reviewed in the application area of automotive and transportation components. In these studies, the natural fibres chosen are flax, hemp and china reed; the matrix materials are mainly PP (polypropylene) and EP (epoxy resin). The applications are interior panels of a car and a transportation pallet. We separately discuss the results for the production phase, the use phase and waste management.
Production Phase (Cradle-to-factory Gate)
Tables 7 and 8 show the energy and GHG savings per component (panel or pallet) and per kg composites. It can be seen that all the studies show benefits of natural fibre composites in terms of NREU saving; moreover, a higher fibre fraction results in less NREU. The cradle-to-factory gate NREU are mainly determined by the matrix material, since the production of 1 kg natural fibre requires approximately 7–10 MJ/kg (Table 6) while the NREU of the natural fibre composites amounts to 60–90 MJ/kg (Table 8). In most cases natural fibre composites show advantages for GHG emissions over glass fibre composites (Tables 7 and 8). As an exception, according to study [29], one kg hemp/EP has a higher GHG emission than ABS copolymer (see Table 8) due to the strong impact from the production of the epoxy resin. However, per piece of panel, the hemp/EP panel leads to less GHG emissions than the ABS panel (see Table 7).
Use Phase
The use phase of natural fibre composites, especially as a component in transportation systems (panel and pallet), entails a more important environmental benefit than the production phase [27, 29, 32]. At least 95%Footnote 2 of the production energy can be saved during the use phase according to [27] and [29] (see Table 9); for long distance transportation, the energy savings can be as high as 300%Footnote 3 of the energy required to produce a new pallet.
End of Life
In the disposal phase, incineration with energy recovery reduces the net NREU of natural fibre composites (compared to cradle-to-factory gate), whereas, for glass fibre, it leads to an increase by 1.7 MJ/kg glass fibre due to the extra energy required in waste incineration [27]. Due to the low calorific value of natural fibres, the energy credit from waste incineration is small for natural fibres (the calorific value of flax fibre is 16 MJ/kg [22], while the calorific value of ABS and PP is around 40–45 MJ/kg [22]). However, the overall energy saving of natural fibre composites is dominated by the fuel saving during the use phase (see section “Use Phase”). Hence, from cradle-to-grave, natural fibre composites allow to save considerably more NREU than glass fibre composites and petrochemical polymers.
Besides incineration, recycling is an alternative disposal option. The recycling rate is a critical factor for the extent to which environmental impacts can be reduced [27]. A further disposal option is landfilling. However, due to changed legislation, landfilling is not an option anymore in many countries especially in EU.
A Stiff Beam Made from Flax Fibre Composites
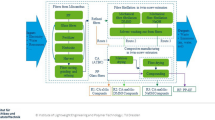
Bos [32] studied the environmental impacts of beams and ties which were made from natural fibre composite materials and were designed based on stiffness-limited criteria. Stiffness is one of the most important mechanical requirements for engineering materials. Typical examples of stiffness-determined products are a beam and a tie (other important functions are, for example, shaft, plate and column). In Bos’ study there are six hypothetical unidirectional composite materials which have the same level of stiffnessFootnote 4 and are made from three types of matrices, EP (epoxy), UP (unsaturated polyester) and PP, reinforced with either glass fibre or flax fibre with different fibre weight fractions (0.2, 0.4, 0.6 and 0.8). The system boundary is cradle-to-factory gate. The environmental impact is expressed using the single score method EcoIndicator 95 (see Fig. 1).

Cradle-to-factory gate environmental impacts of a stiff beam made from the six hypothetical composites, data rearranged from [32]
It can be seen from Fig. 1 that the higher the fibre weight fraction, the lower the single score, except for the glass fibre/PP composite, for which the fibre content does not have significant influence on the environmental impact of the composites. Furthermore, for both flax and glass fibres, the PP composites are significantly better than the EP and the UP composites from an environmental point of view. Bos also studied the relationship between beam weight and fibre fraction since weight reduction is considered to be a major advantage of natural fibre composites (especially if applied for moved parts). Figure 2 shows that the beam weight of the flax fibre composites is lower than the beam weight of the glass fibre composites at all fibre contents (see Fig. 2); and particularly, the beam weight reduction at high fibre contents is significant.

The weight of a stiff beam made from six hypothetical composite materials, as a function of fibre weight fraction, data rearranged from [32]
Besides the LCA studies of a stiff composite, Bos also presented an LCA study for a strong tie for tensile loadingFootnote 5 made from the above six hypothetical materials. It was found that because of the low strength of flax fibres in comparison with glass fibres, the element becomes much thicker and consequently a relatively larger amount of matrix resin is required than the glass fibre composites. Since the matrix material has strong influence on the final environmental impact, the environmental impact of a strong tie made from the flax composites is clearly higher than the glass fibre composites. Therefore, it is concluded that flax fibre reinforced composites are a better choice from an environmental point if stiffness is required in combination with limited strength.
Starch Polymers
Thermoplastic starch (TPS) is produced from natural starch, destructurised in the presence of specific amount of plasticizers and under certain extrusion conditions. The type of starch polymer varies from 100% pure starch to different kinds of blends with different shares of petrochemical copolymers. In this review, we mainly present the results of the review by Patel et al. [6] and a comparative LCA study by James and Grant [36]. Patel et al. [6] presented a review of six LCA studies for end products from starch polymers, namely, starch pellets, loose fills, films and bags. James and Grant [36] conducted a comparative LCA of biodegradable grocery bags made from starch polymers/blends, paper, cotton and petrochemical plastics.
All LCA studies that were available to us report that, per kg, starch polymers require less NREU than petrochemical polymers (see Table 10). According to Patel et al. [6], the energy saving of starch polymers ranges from 23 to 52 MJ/kg (±15% depending on LDPE or LLDPE is chosen as Refs. [43, 46]). However, due to the low density of starch polymers, usually larger amounts of them (in mass terms) are needed to produce a final product that fulfils a same function (e.g., as loose fills, packaging films and bags) than their petrochemical counterparts (see Table 11). For the cases studied, TPS is nevertheless at least comparable to petrochemical products and in some cases, the NREU savings are even substantial (for example, the TPS film requires half of the energy to produce the PE film, see Table 11).
As shown in Table 12, starch polymers have lower calorific values than petrochemical LDPE; therefore, less energy can be recovered from TPS by incineration. This could mean that for the system cradle-to-grave, the inclusion of waste incineration with energy recovery could invert the energy saving benefit for starch polymers. However, as Table 12 shows, when comparing TPS to petrochemical LDPE, the net NREU (cradle-to-factory gate NREU minus energy recovered from incineration) of starch polymers is still by far smaller than that of the pure petrochemical products (note that the net NREU as defined here excludes the use phase, see also section “Incineration with Energy Recovery”; due to lack of detailed data the values refer to plastic pellets and not to end products).
In terms of GHG emissions, 1 kg TPS leads to lower GHG emissions than petrochemical plastics. Patel et al. [6] reported that the GHG emission saving of TPS is 1.2–3.7 kg CO2 eq./kg, ±15% (depending on whether LDPE or LLDPE is Refs. [43, 46]); James and Grant [36] reported that the GHG emission saving of TPS is about 1.1–2.1 kg CO2 eq./kg depending on whether HDPE or LDPE is chosen as reference (Table 10). Per functional unit of an end product, the GHG emission savings of TPS is partially compensated by the higher weight [6, 36] of TPS products compared to petrochemical plastics. For the functionally fully comparable cases (e.g. comparison of single use petrochemical grocery bags with single use bio-based bags), the bio-based polymers are better than the petrochemical based polymers. But the single-use bio-based grocery bags cannot compete with multi-use petrochemical bags.
It should be considered in this context that the high share of landfilling as assumed in most of the cases leads to an advantage for the GHG profile of petrochemical polymers because the fossil carbon embodied in the polymers is not released, while for bio-based polymers biodegradation may lead to methane emissions with high global warming potential (unless the landfill is operated with methane capture); in contrast, full or predominant incineration (practically absent from Table 11) would result in a GHG advantage for bio-based polymers because the carbon embodied in the polymers has been extracted earlier from the atmosphere and therefore does not represent a net addition.
So far the comparisons refer to virgin petrochemical polymers as conventional counterparts. One of the sources reviewed compared loose fill packaging material made of starch polymers with loose fill made of recycled petrochemical polymers. In this case, starch polymers can hardly compete with petrochemical polymers from an environmental point of view [39]. This finding may well be representative also for other products.
Conclusions
In this paper we reviewed LCA studies for polysaccharide products including textile products, natural fibre composites and starch polymers. In the review we chose non-renewable energy use (NREU) and greenhouse gas (GHG) emissions as important indicators for environmental profiles of products. The conclusions of this review are:
-
1.
From cradle to factory gate, the comparisons per kg material show that polysaccharides can offer important potentials for NREU savings and GHG emission reduction. In the application area of textiles, man-made cellulose fibres can save about 10–30% NREU relative to cotton and up to 50–80% NREU relative to PET if the comparison is made on a kg basis. As engineering materials, natural fibre composites can save about 25–30% NREU and reduce 3–40% GHG emissions compared to glass fibre composites on a kg basis. Also, the higher the fibre content in natural fibre composites, the lower NREU and GHG emissions are. For packaging materials, on a kg basis, TPS can save about 25–75% NREU and reduce 20–70% GHG emissions compared to virgin petrochemical polymers (±15% depending on whether HDPE, LDPE or LLDPE is the reference).
Making use of results for individual products we estimated to which extent polysaccharide-based products have already offered savings of NREU and GHG emissions in the EU-25 today. As shown in Table 13 (first and second column from the right) a total of around 30 PJ (26–34 PJ) non-renewable energy have been saved and approximately 0.1–1.2 million tonnes CO2 emissions have been avoided. Man-made cellulose fibres, due to their large production volume, account for about 80% of the total energy savings and almost 70% of the total GHG emission reduction.
-
2.
Because polysaccharide materials have lower density than petrochemical polymers, the material (in mass terms) required to fulfil the same end use is usually higher than that of petrochemical products. Consequently, cotton offers neither NREU savings nor GHG emission savings compared to PET textile products; no data is available for the production of man-made cellulose textiles (end products). In contrast, natural fibre composites, from cradle to factory gate, do offer savings of NREU and GHG emissions when the comparison is made with conventional composites at the level of the end product. Also in the case of packaging products, TPS offers NREU and GHG emissions savings over petrochemical polymers. There are two exceptions for this conclusion. First, single-use TPS products cannot compete with multi-use petrochemical products. Second, (virgin) TPS can hardly compete with recycled petrochemical polymers.
-
3.
For the use phase, the NREU and the GHG emissions of polysaccharide products strongly depend on the application. For textiles, due to the higher density, cotton requires more energy for washing than polyester and hence, the polysaccharide product is disadvantageous during the use phase; no data is available for the use phase of man-made cellulose textiles. Natural fibre polymer composites can enable weight reduction in vehicles and therefore strongly improve the fuel economy during the use phase. For packaging, there is no significant difference during the use phase between starch polymers and petrochemical polymers, because the weight difference is minimal while the volume is the limiting factor for transportation (e.g. capacity of a lorry).
-
4.
For waste treatment at the end of life, incineration with energy recovery is a common option for both polysaccharide and petrochemical products. Although the calorific values of polysaccharides are much lower compared to many petrochemical polymers (e.g. compared to PE or PA while the difference is marginal for PET), polysaccharide materials show a lower net NREU than petrochemical polymers if the comparison is on a kg basis. Landfilling without CH4 capture, which is another common waste treatment in some regions, can cause higher GHG emissions for starch polymer products than for petrochemical products due to the methane emissions from bio-degradation.
To summarise, it is not possible to generalise with absolute certainty that polysaccharide-based products are better than their petrochemical based counterparts from an environmental point of view, but important advantages do exist. The overall conclusion can be drawn that from cradle to grave, in terms of non-renewable energy requirements and GHG emissions, the polysaccharide products are better than their conventional counterparts, which are mostly petrochemical-based materials. Cotton is the exception because its cultivation requires a relatively high amount of water and chemicals. Up-to-date information on the production and use of man-made cellulose textiles is rarely available, calling for further studies on the environmental impact assessment covering the overall life stages of production, use and waste management.
Notes
This energy recovery rate refers to the recovery of primary energy. For example, let’s assume a waste incineration plant which generates 0.175 GJ electricity from 1 GJ (gigajoule) of waste. This amount of electricity can be translated back to primary energy by dividing by the efficiency of generating grid power from primary fuels. If we assume an efficiency of 35%, this translates to a yield of 0.175 GJ/35% = 0.5 GJ primary energy equivalents. Dividing this value by the energy content of the waste incinerated (1 GJ) gives an energy recovery rate of 50% in primary energy terms.
From Table 9, Hemp/EP composites used for side panel: 71 MJ/73 MJ = 97%.
From Table 9, China-reed composites used for transportation pallets: 2300 MJ/717 MJ = 320%.
The functional unit is defined as “a deflection beam, width 100 mm and length 1 m, with variable thickness, designed to give a maximum deflection of 10 mm at a load of 1,000 kN” [32].
When bearing loads, a strong tie requires strength and it may show elastic property and hence bend (imagine a plastic film), while a stiff tie does not change its shape (imagine a bookshelf).
References
Lenzing AG (2006) Lenzing annual report 2005, download from http://www.lenzing.com/en/media/lag_ar_2005_complete.pdf. Accessed on 7 July 2006
JCFA (Japanese Chemical Fibre Association) (2006) 2005 World fibre production and Japanese chemical fibre production estimated by JCFA. http://www.jcfa.gr.jp/english/index_e.html
European Bioplastics (2007) Personal communication with Dr. Harald Kaeb, 16 January 2007
Markarian J (2005) Plastic additives & compounding, Sep/Oct 2005, 20–26
Trex Company Inc. (2006) About Trex Company: history and overview. http://www.trex.com/about/default.asp#topnav. Accessed on 7 July 2006
Patel M, Bastioli C, Marini L, Geookol, Würdinger E (2003) In: Steinbüchel A (ed) The encyclopedia biopolymers, vol 10. Wiley-VCH, pp 409–452
International Standardisation Organisation (ISO) (1996–2001) ISO 14001:1996, Environmental management systems—Specification with guidance for use; ISO 14040:1997, Environmental management—Life cycle assessment—Principles and framework; ISO 14041:1998, Environmental management—Life cycle assessment—Goal and scope definition and inventory analysis; ISO 14042:2000, Environmental management—Life cycle assessment—Life cycle impact assessment; ISO 14043:2000, Environmental management—Life cycle assessment—Life cycle interpretation; ISO 14049:2000, Environmental management—Life cycle assessment—Examples of application of ISO 14041 to goal and scope definition and inventory analysis; ISO 14048:2001, Environmental management—Life Cycle Assessment—LCA data documentation format
Goedkoop M, Spriensma R (2001) The Eco-indicator 99: a damage oriented method for life cycle impact assessment—methodology report, Nr.1999/36A,.PRé consultants b.v., Amersfoort, the Netherlands. www.pre.nl
Steen B (1999) A systematic approach to environmental strategies in product development (EPS). Version 2000—General system characteristics, CPM report 1999:4. Centre for Environmental Assessment of Products and Material Systems (CPM). www.cpm.chalmers.se
Pennington DW (2003) Ecotoxicol Environ Safety 56:238–250
Pennington DW, Margni M, Ammann C, Jolliet O (2005) Environl Sci Technol 39(4):1119–1128
Wenzel H, Hauschild M, Alting L (1997) Environmental assessment of products: methodology, tools and case studies in product development. Institute for Product Development, Technical University of Denmark
Hauschild M, Wenzel H (1998) Environmental assessment of products: scientific background. Institute for Product Development, Technical University of Denmark
Huijbregts MAJ, Rombouts LJA, Hellweg S, Frischknecht R, Hendriks AJ, Van de Meent D, Ragas AMJ, Reijnders L, Struijs J (2006) Environ Sci Technol 40:641–648
Laursen SE, Hansen J, Bagh J, Jensen OK, Werther I (1997) Environmental assessment of textiles, Environmental Project No. 369, Report. Ministry of Environment and Energy, Denmark, Danish Environment Protection Agency
Dahllöf L (2004) Methodological issues in the LCA procedure for the textile sector—a case study concerning fabric for a sofa, ESA-Report 2004:7, ISSN: 1404–8167. Environmental Systems Analysis (ESA) Chalmers Tekniska Högskola, Göteborg
Kalliala E, Nousiainen P (1999) AUTEX Res J 1:8–20
IKARUS (1994) Unpublished study on synthetic chemical fibres. Fraunhofer Institute for Systems and Innovation Research (Fraunhofer-ISI), Karlsruhe, Germany
Eibl M, Mangeng B, Alber S (1996) Ökobilanz von Lenzing Lyocell: Eine Stoff- und Energiebilanz, Zweites Internationales Symposium, Schloß Heidecksburg in Rudolstadt, Deutschland, 4 und 5 September 1996
Boustead I (2005) Eco-profiles of the European Plastics Industry: PET amorphous, Data last calculated March 2005. PlasticsEurope, Brussels, Belgium. www.plasticseurope.org
Lenzing AG (2002) Lenzing technical bulletin 01: biodegradability, Rev.01, download from http://www.lenzing.com/nonwovens/de/media/nw_biodegradability.pdf. Accessed on 7 July 2006
Patel M, Crank M, Dornburg V, Hermann B, Roes L, Hysing B, van Overbeek L, Terragni F, Recchia E (2005) Medium and long-term opportunities and risks of the biotechnological production of bulk chemicals from renewable resources—the BREW project. Prepared under the European Commission’s GROWTH Programme (DG Research), downloadable from http://www.jrc.es/home/pages/detail.cfm?prs=1343
Boustead I (2005) Eco-profiles of the European Plastics Industry: Polyamide 66 (Nylon 66), Data last calculated March 2005, PlasticsEurope, Brussels, Belgium. www.plasticseurope.org
Pant R, Hoof van G, Schowanek D, Feijtel TCJ, De Koning A, Hauschild M, Pennington DW, Olsen SI, Rosenbaum R (2004) Int J LCA 9:259–306
Dreyer L, Niemann A, Hauschild M (2003) Int J LCA 8:191–200
Diener JSU (1999) Angew Makromol Chem 272:1–4
Corbiere-Nicollier T, Gfeller Laban B, Lundquist L, Leterrier Y, Manson JAE, Jolliet O (2001) Resour Conserv Recycl 33:267–287
Joshi SV, Drzal LT, Mohanty AK, Arora S (2004) Compos Part A: Appl Sci Manuf 35:371–376
Wotzel KWR, Flake M (1999) Angew Makromol Chem 272:121–127
FNR (Fachagentur Nachwachsende Rohstoffe e.V.) (2006) Datensammlung “Formpressen und Spritzgießen mit Naturfasern”, Gülzow, Germany, 24 August 2006
Verband der Automobilindustrie (VDA) (2006) Update: automobile production. http://www.vda.de/en/aktuell/statistik/jahreszahlen/automobilproduktion/index.html. Accessed on 30 September 2006
Bos H (2004) The potential of flax fibres as reinforcement for composite materials. PhD thesis, Technische Universiteit Eindhoven, the Netherlands
Rebitzer G, Schmidt WP (2003) Design for environment, March 17, pp 1–4
De Vegt OM, Haije WG (1997) Comparative environmental life cycle assessment of composite materials, ECN-I-97–050. Energy Research Centre of the Netherlands (ECN), Petten, The Netherlands
PlasticsUSA.com (2006) Specific gravity of major polymers. http://www.plasticsusa.com/specgrav2.html. Accessed on 7 July 2006
James K, Grant T (2005) LCA of degradable plastic bags. Centre for design at RMIT (Royal Melbourne Institute of Technology) University, Melbourne, Australia
Patel M (1999) Closing carbon cycles: carbon use for materials in the context of resource efficiency and climate change. PhD thesis, University Utrecht
Dinkel F, Pohl C, Ros M, Waldeck B (1996) Ökobilanz stärkehaltiger Kunststoffe (Nr. 271) 2 volumes. BUWAL (Bundesamt für Umwelt, Wald und Landschaft), Bern, Switzerland
Würdinger E, Wegener A, Roth U, Peche R, Reinhardt GA, Detzel A, Giegrich J, Möhler S, Borken J, Patyk A, Fehrenbach H, Vogt R, Mühlberger D, Wante J, Klein M, Straver FCM (2001) Kunststoffe aus nachwachsenden Rohstoffen—Vergleichende Ökobilanz für Loosefill-Packmittel aus Stärke bzw. aus Polystyrol Interim report. Bayrisches Institut für angewandte Umweltforschung und-technik, Augsburg (BIFA; project leader), Institut für Energie- und Umweltforschung, Flo-Pak GmbH, Heidelberg, Germany
Estermann R, Schwarzwälder B, Gysin B (2000) Life cycle assessment of Mater-Bi and EPS loose fills. Study prepared by COMPOSTO for Novamont, Novara, Italy
Estermann RSB (1998) Life cycle assessment of Mater-Bi bags for the collection of compostable waste, Study prepared by COMPOSTO for Novamont, Novara, Italy
Boustead I (2005) Eco-profiles of the European plastics industry: HDPE. PlasticsEurope, Brussels, Belgium. www.plasticseurope.org
Boustead I (2005) Eco-profiles of the European plastics industry: LDPE resin, Data last calculated March 2005. PlasticsEurope, Brussels, Belgium. www.plasticseurope.org
Boustead I (2005) Eco-profiles of the European plastics industry: polystyrene (Expandable) (EPS), Data last calculated March 2005. PlasticsEurope, Brussels, Belgium. www.plasticseurope.org
Kopf N (1999) Kunststoffe aus nachwachsenden Rohstoffen—Polyhydroxybutyrat und Stärkekunststoffe—Abschätzungen zum kumulierten Energieaufwand und zu CO2—Emissionen, student report. Fraunhofer Institute for Systems and Innovation Research (FhG-ISI), Karlsruhe for Engler-Bunte-Institut at Karlsruhe University, Karlsruhe, Germany
Boustead I (2005) Eco-profiles of the European plastics industry: LLDPE resin, Data last calculated March 2005. PlasticsEurope, Brussels, Belgium. www.plasticseurope.org
Acknowledgement
This research was funded by the EU-Network of Excellence—European Polysaccharides Network of Excellence (www.epnoe.org).
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Shen, L., Patel, M.K. Life Cycle Assessment of Polysaccharide Materials: A Review. J Polym Environ 16, 154–167 (2008). https://doi.org/10.1007/s10924-008-0092-9
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10924-008-0092-9