
Abstract
Published studies of silks focus on processed fibres or the optimum conditions for their production. Consequently, the effects of the environment on the physical properties of the cocoon are either poorly understood or kept as closely guarded industrial secrets. In this study, we test the hypothesis that silkworms as ectothermic animals respond to environmental conditions by modifying their spinning behaviour in a predictable manner, which affects the material properties of the cocoons in predictable ways. Our experiments subjected spinning Bombyx mori silkworms to a range of temperatures and relative humidities that, as we show, affect the morphology and mechanical properties of the cocoon. Specifically, temperature affects cocoon morphology as well as its stiffness and strength, which we attribute to altered spinning behaviour and sericin curing time. Relative humidity affects cocoon colouration, perhaps due to tanning agents. Finally, the water content of a cocoon modifies sericin distribution and stiffness without changing toughness. Our results demonstrate environmentally induced quality parameters that must not be ignored when analysing and deploying silk cocoons, silk filaments or silk-derived bio-polymers.
Similar content being viewed by others


Explore related subjects
Discover the latest articles, news and stories from top researchers in related subjects.Avoid common mistakes on your manuscript.
Introduction
Silk production is a feature unique to the arthropods with approximately 98 % of Lepidoptera species producing some form of silk [1]. Silks are formed inside but perform outside the body, requiring specialisations to both internal processing and external climatic impact [2]. As silkworms are ectothermic (i.e. follow the outside temperature), the environment during spinning plays a crucial role in both physiology and behaviour, with consequences for the properties and performance of the silks.
The larvae of the domesticated Chinese mulberry silkmoth, Bombyx mori construct a protective cocoon before undergoing metamorphosis. Spinning takes place over several hours as the larva draws a continuous silk thread from labial glands in its head in a figure-of-eight fashion [3]. As a material, the cocoon is a random-fibre non-woven composite [4, 5]. It consists of two principle proteins, heavy and light chain fibroin (which form the fibre) and at least five sericin ‘gum’ proteins (which coat and bind the fibres together and account for 20–30 % of the cocoon mass) [6–8]. Environmental conditions contribute towards the properties of the spun fibre through the silkworm’s behaviour (i.e. processing) as well as through direct interaction with the material itself. At higher ambient temperatures the rate of spinning is faster than at lower ones [9]; and at very low temperatures silkworms fail altogether to spin cocoons [10]. Spinning behaviour has been studied in some detail within individuals [11] and between strains [3] and it may be manipulated internally by hormone treatment [10], by the administration of drugs, or by surgical procedures [12]. When tested individually, silk fibres show considerable variation on intraspecific and interspecific scales and the rate of spinning has been shown to affect fibre structural and mechanical properties [13–17] and in particular the effect of degumming prior to use [18]. Beyond individual fibres, mechanical tests on the cocoon have been performed between cocoons produced by an individual silkworm [19], across different dimensions of the cocoon [15] and between individual layers of the cocoon [15, 20, 21].
This study aims to determine the effects of environment on spinning by measuring the effects of relative humidity (RH) and temperature on the physical properties of the cocoon of B. mori. Ninety silkworms, divided into nine groups, constructed cocoons under three temperature and three humidity conditions in a factorial design. Temperature and humidity treatments were chosen to represent a spread around optimum conditions, taken as 25 °C and an intermediate relative humidity (RH) of approximately 65–75 % [8, 19, 22]. We assert that this bio-centric approach can provide valuable and novel insight into Nature’s ways to control, as well as constrain, its composite materials.
Materials and methods
A single batch rearing of B. mori silkworms derived from a 4 way poly-hybrid cross of 2 Japanese and 2 Chinese strains in the fifth, final instar and raised on mulberry leaves in controlled conditions in the laboratory (23 ± 2 °C 60–70 % RH) were used for testing. Silkworms about to start spinning were placed in individual, pre-weighed 50 ml plastic tubes with holes drilled in the lid to allow for the circulation of air. Nine Perspex containers with a volume of 3.75 l were filled with ten tubes each, arranged in two rows, and sealed to maintain a constant RH independent of the outside atmosphere.
Each Perspex container (and thus the silkworm within) was randomly assigned a combination of temperature and humidity conditions. RH was controlled by placing a wide plastic tub alongside the falcon tubes. In containers assigned a low RH (10 %), the tubs were filled with desiccated silica gel. In containers assigned a high RH (100 %), the tubs were filled with 200 ml of Type 1 (ultra-purified) water. Those assigned an intermediate humidity contained tubs filled with 200 ml of saturated glucose solution, demonstrated to maintain a constant RH across the temperature range used, 15–35 °C [23]. Conditions were monitored using a temperature and humidity monitor (HOBO instruments UK), and the glucose solution was shown to maintain an intermediate relative humidity of 85 % (±5 % error), close to standard spinning conditions. Each box was then sealed and temperature controlled in either incubators (15 and 35 °C) or air conditioning (25 °C). All boxes were stored in the dark for consistency, and left undisturbed for five days to allow the silkworms to spin cocoons.
After five days, the tubes were weighed and photographed. The length and diameter of the cocoons were recorded using a digital vernier calliper (accuracy ± 0.01 mm). The cocoons were cut open circumferentially with a razor blade and the silkworms removed. The state of the silkworms was noted, as not all silkworms had begun to pupate. Cocoons were then divided into sections to provide experimental samples (see Fig. S3 in supplementary materials). A hole punch was used to punch two 6-mm discs, 5 mm apart, from each half, with the section in-between serving as the ‘bone’ for tensile testing. Separate discs were used to obtain mass, colouration, number of layers and water content. Tweezers were used to peel layers of the disc apart under a Nikon dissection microscope and the number of layers was recorded. For sericin distribution analysis sections from intermediate layers of cocoons were sputter coated (SC7620, Quorum Technologies Ltd) for 300 s at 18 mA with an 80:20 gold palladium target producing a coating of approximately 25 nm, then imaged using a scanning electron microscope (SEM) (Neoscope 2000, Nikon Instruments UK) at ×100 and ×200 magnification at 10 keV.
Mechanical testing was conducted using an Instron Tensile Tester with a 500 N load cell (model 5512, Instron, UK) on at least two samples per cocoon. The thickness and width of each ‘bone’ segment was measured using a vernier calliper to determine the area of the cross-section of the sample at its narrowest point and was assumed to be rectangular for stress calculations. The humidity and temperature of the room at time of testing was also recorded. Samples were clamped at a gauge distance of 6 mm and the clamps moved apart at a rate of 2.4 mm/min, and hence at a strain rate of 0.067 s−1. The cue to end the test was prompted when the load had dropped by 90 %. Video of the silk samples’ breaking was captured using a JVC ccd camera and a customised Matlab program (courtesy of A. Baker). These files were used to ensure that samples had broken correctly (i.e. at the centre of the sample, rather than at the clamps— Fig. S4 in supplementary materials) and exclude defective samples from analysis. Audio files were recorded by a modified computer microphone with Audacity version 1.2.6. These audio files were used in further analysis to show the breaking of silk fibres in the sample, a method not previously described in this area. Young’s modulus was calculated as the gradient of the curve from 2–5 % strain, instead of the standard 0–0.2 % strain [24], to minimise the effects of any initial curvature of the sample due to the surface curvature of the cocoon.
There was considerable variation in cocoon coloration. To quantify colour differences among individual cocoons, a white grid with a black background was printed, onto which one disc from each cocoon was positioned. The grid was lit by fibre lamps and photographed with a Canon A640 digital camera. To analyse the colour differences across the grid, ImageJ (http://rsbweb.nih.gov/ij/) was used to obtain RGB histograms of 5-mm-diameter circular cross-sections of each photographed disc. Of the RGB histograms, the blue channel was used as an indicator of the level of discolouration of the silk and used to calculate a standard measure of tanning by subtracting the blue value of each sample from the blue value of the least discoloured (i.e. palest) of all the samples.
To quantify water content, discs from 37 cocoons, chosen randomly from the sample set to represent each group, were used for Thermo-Gravimetric Analysis (TGA, Q50, TA Instruments UK). The sample mass was continually recorded, whilst discs were individually heated in pans for 80 min to 150 °C.
The effects of temperature and humidity on the physical properties of the cocoon were simultaneously analysed using general linear models in Minitab 15.1. p-values for significant factors (boundary for significance: p = 0.05) calculated from ANOVA (analysis of variance) are displayed where appropriate.
Results
Overall, the proportion of silkworms surviving each temperature treatment was consistent with recommended conditions for sericulture [9, 22]. The highest proportion of larvae survived to produce cocoons at 25 °C, with a notable exception that within this group mortality was highest at 85 % RH at 25 °C, which we are currently unable to account for (see Fig. S1 in supplementary materials). However, taken as a whole and considering the extremes of our test environments, the group exposed to 100 % RH and 35 °C had the lowest survival score yet 90 % of the larvae survived and successfully produced cocoons at 10 % RH and 15 °C, suggesting that silkworms are less tolerant of high RH and temperature treatments during spinning.
The physical properties of the cocoons varied across the treatment combinations. Silkworms produced longer, thinner cocoons at higher temperatures (p < 0.0005) (Fig. 1). With the increasing RH, the ease with which fibres of the disc cut from the cocoon could be peeled apart increased, but the distinction between individual layers decreased. Whilst there was no significant variation in cocoon thickness (p = 0.163, p = 0.719 for temperature and RH, respectively), the mass of discs cut from the cocoon varied significantly with RH (p < 0.0005) and temperature (p = 0.003), with the greatest disc mass occurring at the intermediate temperatures (Fig. S2 in supplementary material).

Environmental effects on morphological properties of cocoons. Effects of temperature on shape with length:diameter ratios all significantly different at p < 0.0005. (n = 69). Error bars show ±1 SEM. Photographs are representative cocoons spun at 10 % RH and A 15 °C, B 25 °C and C 35 °C. Scale bar is 4 cm
SEM micrographs show cocoon samples from both extreme RH treatments at the control temperature of 25 °C (Fig. 2). There are two striking differences between the structures of the two cocoons. Firstly, individual fibres produced at low humidity are clearly separate threads whereas at high humidity the distinctiveness seems to disappear. We observe that at high RH the sericin coating of the fibres has spread and thus immersed multiple fibres and diffused the cocoon layer. The failure mechanisms of the cocoons as a result of humidity can be qualitatively determined by the degree of sericin fragmentation as layers were peeled apart in order to prepare samples for SEM. At low RH layer separation resulted in fragmentation at the fibre sericin interface, suggesting a more brittle material whereas at higher RH these deposits were not visible and the fibres had a smoother appearance. This observation of material differences is supported by the use of sound recordings during tensile testing (insets (i) and (ii) in Fig. 2). Samples from cocoons spun in the lowest RH treatment show a single breaking of the fibre attachments to the sericin matrix fibres, as indicated by a single spike in the sonogram, whereas multiple breaks are recorded from cocoons spun at high RH. This is all consistent with the qualitative observations made during layer peel tests, with lower RH samples being harder to pull apart but the distinction between layers more prominent.

SEM micrographs of intermediate layers of two cocoons produced at 25 °C under 10 % (a) and 100 % RH (b). Insets (i) and (ii) show sound files for silk layers breaking over a period of 8 s under 10 and 100 % RH, respectively. Magenta rectangles highlight areas of the SEM which clearly demonstrate the difference in sericin morphology (fragmentation and distribution between fibres) as a result of humidity
In order to confirm whether these observations impacted the mechanical performance of the cocoon as a whole, samples were subjected to tensile testing. We observed that silkworm cocoons under tension were affected significantly by temperature and humidity conditions during spinning (Fig. 3). Stress–strain curves for cocoons spun at low RH showed a sudden, single break, compared to curves for cocoons spun at high RH, which displayed a more gradual decrease in stress once the material had reached its maximum stress.

Environmental effects on the tensile properties of cocoons when spun under different conditions and tested under the same (25 °C 50 % RH). a Tensile behaviour of representative cocoon samples taken from the three different humidity treatments: 10 % RH light green line, 85 % RH light blue line, 100 % RH navy line (all at 25 °C). b Curves for samples of cocoons taken from three different temperature treatments: 15 °C yellow line, 25 °C orange line, 35 °C red line (all at 85 % RH). Insets show averaged modulus data for humidity and temperature. Effects of both spinning conditions significant at p < 0.0005 for both temperature and RH (n = 62). Error bars show ±1 SEM
Young’s modulus (stiffness), the breaking energy (toughness), the strain at maximum stress and maximum strain all showed variation across the treatments. Young’s modulus varied significantly with temperature and RH (p < 0.0005 for both) (Fig. 3, Table 1). Interestingly, the lowest modulus was observed in the cocoons spun at the intermediate temperature. Stiffer cocoons were produced at 15 °C and the stiffest at 35 °C. Cocoons spun in higher humidity treatments had lower average moduli, and Young’s moduli showed a strong negative correlation with the mass of the disc cut from a cocoon (Pearson’s correlation coefficient: −0.547, p < 0.0005).
The average breaking energy (toughness) for the cocoon samples was lower for cocoons spun at higher temperatures (p < 0.0005) (Table 2). However, breaking energy remained constant across humidity treatments. This might be attributed to a trade-off between stiffness and degree deformation whereby increasing the humidity decreased the stiffness but increased the maximum strain resulting in a consistent toughness in the experimental RH range (Fig. 3a).
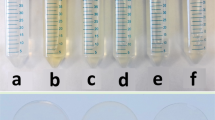
Considerable variation in the colour of the cocoons was observed from the creamy white colour typical of B. mori cocoons to a darker, tanned colour (Fig. 4). Humidity had a strong effect on the average discolouration of the cocoon disc (p < 0.0005), although there was no significant effect of temperature. The discolouration was most evident in cocoons spun under the highest RH conditions.

Effects of humidity on cocoon colouration (tanning). Degree of tanning is measured on an arbitrary scale. p < 0.0005 (n = 69). Error bars show ±1 SEM. Photographs A-C show discs of 6 mm in diameter taken from cocoons produced by B. mori spinning at 10 % RH, 15 °C (A); at 100 % RH, 35 °C (B); and the wild silkmoth larva, Atticas atlas, (C). Photos taken under controlled lighting conditions
Due to the significant influence of RH on morphological and mechanical properties of cocoons, thermogravimentric analysis was used to determine the percentage water content by taking the mass of discs at 21 °C and then again after heating to 150 °C (n = 37, Table 3). Water content was shown to be highly dependent on humidity across all treatments (p < 0.0005), and at 150 °C, the masses of all discs were largely invariant (temperature p = 0.07 and humidity p = 0.801). This indicates that water was responsible for the difference in mass and the amount of silk protein used in cocoon construction in response to different environmental conditions does not change.
Discussion
Our data clearly demonstrate how key environmental conditions during spinning affect both the morphological and the mechanical properties of B. mori cocoons.
The influence of ‘climate’ on cocoon morphology can be separated into two categories; overall shape (affected by temperature) and cocoon colour (affected by humidity). Larvae produced longer, thinner cocoons at higher temperatures (Fig. 1). Given that the silkworm spins from its head yet is attached to the substrate by its abdominal pro-legs, there is a direct causal link between body length and the shape of the cocoon [3]. At higher temperatures the silkworms may be able to extend their bodies further, leading to longer cocoons, which may in turn be used to regulate heat dissipation. A long, thin cocoon has a higher surface area to volume ratio than a short, round one, hence an ability to vary cocoon shape as a response to different temperature conditions during spinning could help maintain a suitable temperature range (and by extension also different internal vapour pressures [25]) for metamorphosis. The effects of humidity on the cocoon were visibly more pronounced. Higher humidities during spinning led to a gradual discolouration of cocoons from white to a golden or light brown colour after several days (Fig. 4). Silkworm faeces or bacterial infection are highly unlikely to have been responsible for this discolouration considering the even distribution of colour across the surface of the cocoon and the antibacterial properties of the sericin protein [26]. A possible cause of discolouration would be the presence of tanning agents as the colour is akin to that found in some wild silkmoth cocoons (e.g. Atticas atlas). Brunet and Coles reported that Antheraea pernyi cocoons showed discoloration from white to brown under high humidity conditions. They reported that moisture in the silk enables enzymatic cleavage and oxidation of endogenous tanning phenols which in turn both changes the cocoon’s colour and crosslinks protein chains, the latter having a strong effect on the mechanical properties of single silk fibres [27]. Whilst previous studies have used B. mori as a control for the presence of tanning [28] our results indicate that through careful modification of spinning conditions it may be possible to determine the agents and effects this discolouration has on the silkworm cocoon. These observations are of particular importance to agriculture as the quality and grading of cocoons is largely dependent on both size and purity [29–31].
Humidity and temperature had differing and combinative effects on the mechanical properties of the cocoon (Fig. 2). Broadly speaking, temperature modified the stiffness and strength of the cocoon through either increased spinning rate (35 °C) or sericin curing time (15 °C). Humidity altered the stiffness (pliability) and the way in which a cocoon broke, but did not alter the overall toughness. Silkworms have been shown to increase their rate of spinning at higher temperatures [9] and forced-spun silkworms show an increase in fibre strength and stiffness with increased reeling rate [17, 32]. Analysis of our SEM images of cocoons spun at different temperatures shows a negative correlation between fibre thickness and temperature, with fibres spun at 35 °C being at least 25 % thinner than those spun at 15 °C, consistent with observations of diameter decrease with increased spinning rate in silkworms [32] and spiders [33, 34]. Therefore it is most likely that the fibre properties in cocoons spun at higher temperatures explain the higher stiffness and strength than those spun at 25 °C. A means to test this hypothesis would be to degum, unravel and subsequently test single fibre properties. This is an area of ongoing study, although recent work has highlighted potentially confounding influences of the degumming process in such an assessment [18, 35]. However, surprisingly at lower temperatures, there is also an observed increase in strength and stiffness of the cocoon upon comparison to 25 °C. This we believe could be attributed to the role of the other constituent of the cocoon, the sericin. In order for the cocoon to have any form at all, it is crucial that the fibres are adequately bound together, which occurs as the sericin coating of the fibres dries/cures. We propose that at lower temperatures the sericin takes longer to cure and as such forms stronger connections between fibres, leading to a greater overall structural integrity, a hypothesis consistent with our current understanding of cocoon mechanical properties [4, 5, 36].
The role of humidity during construction of the cocoon is also readily accounted for. Our data indicate that the water content of the cocoon is dependent upon the environmental conditions at point of spinning and not the subsequent storage environment (as all samples were kept in the same environment post cocoon construction, Table 3). Therefore the significant differences in hydration reported are either the result of the retention of solvent water during cocoon construction, or a tendency for a specific cocoon type to absorb more atmospheric water during storage than another [25]. Regardless of the source of the water its influence may be seen in the morphological differences in the distribution of sericin (Fig. 2) and the definition of layers in the cocoon. This observation suggests that methods aiming to distinguish individual cocoon ‘layers’, may not be transferrable across a wide range of environmental conditions [15, 20, 21]. An explanation for the differences in mechanical properties lies within the sericin. Sericin readily absorbs water [26], and the increased water content of the binder acts as a plasticiser and leads to a reduced stiffness and strength of the cocoon, as evidenced by our tensile data (Fig. 3), the reduction in sericin fragmentation (Fig. 2) and the ease at which individual fibres could be pulled from the cocoon. Therefore the distinction of layers may be dependent on the environmental drying time and the speed of the animal as it puts down additional layers. Not only does trapped water alter the stiffness and strength of the cocoon but also the mechanism by which it fails, a novel observation revealed here through the introduction of sonic analysis (Fig. 2). However, despite these changes in the properties of the cocoon, the breaking energy (toughness) remains constant across humidities. The toughness of a material corresponds to its capacity for energy dissipation and is therefore the most biologically relevant mechanical property of a cocoon as it determines the resilience of the cocoon to the environment [37]. Given that B. mori cocoons show mechanical behaviour comparable to wild silkmoth cocoons [4] it seems that the mechanical toughness of the cocoon could still be relevant in B. mori, despite a long history of domestication in this species. To place this into a biological context, during the periods of the year in which silkworms naturally spin their cocoons, it is far more likely to have environmental variations in seasonal humidity than temperature. Hence a greater tolerance for humidity in maintaining the toughness of the cocoon is crucial to enable the cocoon to withstand attacks from predators or parasitoids whilst providing an optimum internal environment for pupation [25].
This study explored the crucial relationship between the environmental spinning conditions of silkworms and the properties of the cocoons produced. Combining classical biological experiments with analytical techniques from engineering and material sciences allows us to better comprehend the selection pressures on the cocoon phenotype. The novel observation of environmentally determined ‘tanning’ in B. mori cocoons opens the field for study into potential causes, and their apparent suppression in commercial silk production. Furthermore, the results of tensile testing reveal the dependence of behaviour and mechanical properties on temperature and to some extent their tolerance of humidity in spite of the huge variations in water content of the cocoon. Evidently the environmental conditions during spinning play an important role in the silkworm’s construction of the cocoon and must be integrated into future assessment of the sources of variation in experiments with silk, from single fibre tests to reconstituted feedstock production [38].
References
Craig C (1997) Evolution of arthropod silks. Ann Rev Entomol 42:231–267
Vollrath F, Porter D, Holland C (2013) The science of silks. MRS Bull 38(01):73–80. doi:10.1557/mrs.2012.314
Kiyosawa M, Ito E, Shirai K, Kanekatsu R, Miura M, Kiguchi K (1999) Cocoon spinning behavior in the silkworm, bombyx mori: comparison of three strains constructing different cocoons in shape. Zoolog Sci 16:215–223
Chen F, Porter D, Vollrath F (2012) Structure and physical properties of silkworm cocoons. J R Soc Interface. doi:10.1098/rsif.2011.0887
Chen F, Porter D, Vollrath F (2012) Silk cocoon (Bombyx mori): multi-layer structure and mechanical properties. Acta Biomater 8(7):2620–2627
Sprague KU (1975) The Bombyx mori silk proteins: characterization of large polypeptides. Biochemistry 14(5):925–931
Suzuki Y (1977) Differentiation of silk gland. A model system for the study of differential gene action. In: Beermann W (ed) Results and problems in cell differentiation. Springer, Heidelburg, pp 1–44
Sehnal F (2008) Prospects of the practical use of silk sericins. Entomol Res 38:S1–S8. doi:10.1111/j.1748-5967.2008.00168.x
Ramachandra YL, Bali G, Rai SP (2001) Effect of temperature and relative humidity on spinning behaviour of silkworm (Bombyx mori.L). Indian J Exp Biol 39(1):87–89
Sehnal F, Akai H (1990) Insect silk glands: their types, development and function, and effects of environmental factors and morphogenetic hormones on them. Int J Insect Morphol Embryol 19(2):79–132
Miura M, Hoshi H, Nishioka T (1990) Analysis of the spinning behaviour of silkworms. J Seric Sci Jpn 59:118–126
Wg VDK, Cm W (1954) Cocoon construction by the Cecropia silkworm: III. the alteration of spinning behavior by chemical and surgical techniques. Behaviour 6:233–255
Perez-Rigueiro J, Elices M, Llorca J, Viney C (2001) Tensile properties of silkworm silk obtained by forced silking. J Appl Polym Sci 82(8):1928–1935
Reed EJ, Bianchini LL, Viney C (2012) Sample selection, preparation methods, and the apparent tensile properties of silkworm (B. mori) cocoon silk. Biopolymers 97(6):397–407. doi:10.1002/bip.22005
Zhao HP, Feng XQ, Yu SW, Cui WZ, Zou FZ (2005) Mechanical properties of silkworm cocoons. Polymer 46(21):9192–9201
Shao ZZ, Vollrath F (2002) Surprising strength of silkworm silk. Nature 418(6899):741–741
Mortimer B, Holland C, Vollrath F (2013) The forced reeling of Bombyx mori silk: separating behaviour and processing conditions. Biomacromolecules 14(10):3653–3659
Perea GB, Solanas C, Marí-Buyé N, Madurga R, Agulló-Rueda F, Muinelo A, Riekel C, Burghammer M, Jorge I, Vázquez J, Plaza GR, Torres AL, del Pozo F, Guinea GV, Elices M, Cenis JL, Pérez-Rigueiro J (2016) The apparent variability of silkworm (Bombyx mori) silk and its relationship with degumming. Eur Polymer J 78:129–140. doi:10.1016/j.eurpolymj.2016.03.012
Huang SQ, Zhao HP, Feng XQ, Cui W, Lin Z, Xu MQ (2008) Mechanical properties of cocoons constructed consecutively by a single silkworm caterpillar, Bombyx mori. Acta Mechanica Sinica 24(2):151–160. doi:10.1007/s10409-008-0141-6
Zhao HP, Feng XQ, Cui WZ, Zou FZ (2007) Mechanical properties of silkworm cocoon pelades. Eng Fract Mech 74(12):1953–1962
Zhang J, Kaur J, Rajkhowa R, Li JL, Liu XY, Wang XG (2013) Mechanical properties and structure of silkworm cocoons: a comparative study of Bombyx mori, Antheraea assamensis, Antheraea pernyi and Antheraea mylitta silkworm cocoons. Mater Sci Eng C 33(6):3206–3213. doi:10.1016/j.msec.2013.03.051
Aruga H (1994) Principles of sericulture. CRC Press
Winston PW, Bates DH (1960) Saturated solutions for the control of humidity in biological research. Ecology 41:232–237. doi:10.2307/1931961
Shackelford JF (2005) Introduction to materials science for engineers, 6th edn. Pearson Education, Inc., Upper Saddle River, NJ
Horrocks NPC, Vollrath F, Dicko C (2013) The silkmoth cocoon as humidity trap and waterproof barrier. Comp Biochem Physiol A 164(4):645–652. doi:10.1016/j.cbpa.2013.01.023
Zhang YQ (2002) Applications of natural silk protein sericin in biomaterials. Biotechnol Adv 20(2):91–100
Brunet PCJ, Coles BC (1974) Tanned silks. Proc R Soc London Ser B-Biol Sci 187(1087):133–170
Raven DJ, Earland C, Little M (1971) Occurrence of dityrosine in Tussah silk fibroin and keratin. Biochimica et Biophysica Acta (BBA)—Protein. Structure 251(1):96–99. doi:10.1016/0005-2795(71)90065-1
Sonwalkar TN (1993) Handbook of silk technology, 1st edn. New Age International, New Delhi
Gu G, Jiang L (2002) Changes in the grading standards and prices of Chinese silkworm cocoons in China. Silk 11:44–47
Guan J, Porter D, Vollrath F (2013) Thermally induced changes in dynamic mechanical properties of native silks. Biomacromolecules 14(3):930–937. doi:10.1021/bm400012k
Mortimer B, Guan J, Holland C, Porter D, Vollrath F (2015) Linking naturally and unnaturally spun silks through the forced reeling of Bombyx mori. Acta Biomater 11:247–255. doi:10.1016/j.actbio.2014.09.021
Madsen B, Shao ZZ, Vollrath F (1999) Variability in the mechanical properties of spider silks on three levels: interspecific, intraspecific and intraindividual. Int J Biol Macromol 24(2–3):301–306
Vollrath F, Madsen B, Shao Z (2001) The effect of spinning conditions on the mechanics of a spider’s dragline silk. Proc R Soc Biol Sci 268(1483):2339–2346
Jiang P, Liu H, Wang C, Wu L, Huang J, Guo C (2006) Tensile behavior and morphology of differently degummed silkworm (Bombyx mori) cocoon silk fibres. Mater Lett 60(7):919–925. doi:10.1016/j.matlet.2005.10.056
Chen F, Porter D, Vollrath F (2010) Silkworm cocoons inspire models for random fiber and particulate composites. Phys Rev E 82(4):041911
Porter D, Vollrath F (2009) Silk as a biomimetic ideal for structural polymers. Adv Mater 21(4):487–492
Boulet-Audet M, Holland C, Gheysens T, Vollrath F (2016) Dry-spun silk produces native-like fibroin solutions. Biomacromolecules. doi:10.1021/acs.biomac.6b00887
Acknowledgements
We thank Tom Gheysens, Fujia Chen and David Porter for assistance with mechanical testing and discussion. We thank the Department of Zoology and Magdalen College, Oxford University, the US-AFOSR (FA9550-12-1-0294), the European Research Council (SP2-GA-2008-233409) and the EPSRC (EP/K005693/1).
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflicts of interest
The authors declare they have no conflicts of interest.
Electronic supplementary material
Below is the link to the electronic supplementary material.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made.
About this article

Cite this article
Offord, C., Vollrath, F. & Holland, C. Environmental effects on the construction and physical properties of Bombyx mori cocoons. J Mater Sci 51, 10863–10872 (2016). https://doi.org/10.1007/s10853-016-0298-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-016-0298-5