
Abstract
Background
Limited availability of corn stover due to the competing uses (organic manure, animal feed, bio-materials, and bioenergy) presents a major concern for its future in the bio-economy. Furthermore, biomass research has exhibited different results due to the differences in the supply of enzymes and dissimilar analytical methods. The effect of the two leading pretreatment techniques (dilute acid and alkaline) on glucose yield from three corn stover fractions (cob, stalk, and leaf) sourced from a single harvest in Uganda were studied at temperatures 100, 120, 140, and 160 °C over reaction times of 5, 10, 30, and 60 min.
Results
From this study, the highest glucose concentrations obtained from the dilute acid (DA) pretreated cobs, stalks, and leaves were 18.4 g/L (66.8% glucose yield), 16.2 g/L (64.1% glucose yield), and 11.0 g/L (49.5% glucose yield), respectively. The optimal pretreatment settings needed to obtain these yields from the DA pretreated samples were at a temperature of 160 °C over an incubation time of 30 min. The highest glucose concentrations obtained from the alkaline (AL) pretreated cobs, stalks, and leaves were 24.7 g/L (81.73% glucose yield), 21.3 g/L (81.23% glucose yield), and 15.0 g/L (51.92% glucose yield), respectively. To be able to achieve these yields, the optimal pretreatment settings for the cobs and stalks were 140 °C and for a retention time of 30 min, while the leaves require optimal conditions of 140 °C and for a retention time of 60 min.
Conclusions
The study recommends that the leaves could be left on the field during harvesting since the recovery of glucose from the pretreated cobs and stalks is higher.
Similar content being viewed by others

Background
The desire for replacement of fossil fuels with biofuels such as ethanol emanates from the latter’s production efficiency, environmental friendliness (GHG benefits), and high octane rating when blended with gasoline (Klass 1985). However, substituting fossil fuels with biofuels has encountered criticisms worldwide. For example, although the US contribution to global ethanol production is high, it has been reported that about 41% of corn (the 1st generation feedstock) produced annually is used as feedstock for bioethanol production (Maurice 2011). Moreover, over-reliance on 1st generation sources in the production of bioethanol has stimulated much debate among researchers and policy-makers since it creates competition with food for human consumption (Heyne and Harvey 2013).
Lignocellulosic biomass refers to complex biological materials that include agricultural residues (corn stover, wheat straw, sugar bagasse, rice straw, rice hull, corn cob, corn fiber, cotton stalks), fermentation by products, office waste, industrial cardboard, and forestry products (Modenbach 2013; Singh and Rakesh Kumar 2013; Vincent 2010). Several attempts are being made to convert lignocellulosic biomass from different plant sources such as corn stover (Karp et al. 2014; Li et al. 2012), corn cob (Liu et al. 2010), switch grass (Payne and Wolfrum 2015), corn leaf (Cai et al. 2016), rice straw (Karimi et al. 2006; Vani et al. 2015), wheat straw (Jin et al. 2013; Schmidt Anette and Anne Belinda 1998), soft Pinus densiflora (Lee et al. 2007), Micanthus (Obama et al. 2012; Payne and Wolfrum 2015), sugar bagasse (Manzoor et al. 2012), and some few others for bioethanol production. Among the different lignocellulosic biomass, corn stover is the most promising and widely studied biomass feedstock for bioethanol production and it is one of the abundant agricultural residues which can be used as energy source (Bengtsson et al. 2006; Kaar and Holtzapple 2000; Sahare et al. 2012). Of the residue left behind, for every ton of corn harvested, leaves constitute 20%, stalks constitute 42%, cobs constitute 14%, and husks constitute 8% by weight, the remaining 16% is made up of sheaths, shanks, tassels, lower ears, and silks (Hanway 1963). Even though corn stover is an abundant residue, its availability and the competition which comes along (organic manure, animal feed, bio-materials, and bioenergy) still remains a major concern for the future bio-economy (Scarlat et al. 2015). Furthermore, the recalcitrance of lignocellulose biomass to enzymes limits the ease with which fermentable sugars can be extracted (Uppugundla et al. 2014). In general, pretreatment helps to make the cellulose and hemicellulose contents accessible to enzymes by reducing resistance to biological, physical, and chemical breakdown (Bon Elba and Maria Antonieta 2013).
Pretreatment from technological point of view seeks to maximize yield of fermentable sugars and ethanol in the hydrolysis and fermentation steps, respectively (Amenaghawon et al. 2013; Zhu and Zhuang 2012). However, the pretreatment and the hydrolysis steps of biomass conversion to ethanol are expensive processes (Oliva and Ballesteros 2008; Vani et al. 2015). The use of an efficient pretreatment technique would lead to a decrease in expected enzymatic loading which reduces costs and improves feasibility (Anne 2014). Although several types of chemical pretreatment processes exist, the most difficult part is the identification of a cost effective and high yielding technique which can be applied on large scale (Mcaloon et al. 2000; Puri et al. 2012). According to Kang et al. (2014), DA and AL pretreatment techniques have shown a good balance between yield of fermentable sugars, waste generation, and investment cost compared to concentrated acid pretreatment.
Research on the effect of pretreatment on hydrolysis and fermentation of corn stover for ethanol production have extensively been carried out (Aden and Foust 2009; Lloyd et al. 2005; Qureshi et al. 2015). However, (Chen and Xia 2009) indicated that the research has exhibited different results due to differences in supply of cellulase enzyme and dissimilar analytical methods. In addition, although research has dealt with optimizing pretreatment conditions (chemical concentration, solid loading, temperature, and retention time) for maximum yield of fermentable sugars and ethanol from the whole corn stover, knowledge on potential of the various corn stover fractions (cobs, leaves, and stalks) as separate feedstock for bioethanol production is limited. This knowledge may be important for efficient utilization in bio-refineries without compromising on the potential utilization of the biomass for other sustainable purposes (Chen and Xia 2009). In this study, the optimal pretreatment temperature and time for enhanced glucose yield from corn cobs, stalks, and leaves obtained from a single harvest were investigated using DA and AL pretreatment techniques. Using the detergent fiber analysis method described by Van Soest (1963) which has also been followed by other researchers in similar studies (Liu et al. 2010; Saha et al. 2005; Yu et al. 2009), the effect of DA and AL pretreatment techniques on the corn stover fractions in terms of carbohydrates (cellulose and hemicellulose) and lignin present were also investigated.
Methods
Materials
The corn cobs, stalks, and leaves were obtained from a single harvest from a farm at Makerere University Agricultural Research Institute-Kabanyolo (MUARIK) in Uganda. Longe 1 which grows to a height of 240 cm, population per hector of 53,000 and maturity period of 119 days was the cultivar of corn used. This breed was obtained from Kawanda Research Station in Uganda. After harvesting the corn, the different corn stover fractions were chopped into small pieces to increase the surface area for drying, washed thoroughly with clean tap water and sun dried for approximately 1 week to attain a moisture content less than 10% dry weight. Moisture content was continuously monitored by using the oven dry method (Hames et al. 2008). The dried materials were milled to pass through a 2-mm sieve using a laboratory hammer mill. The milled samples were poured separately into black polythene bags, sealed, and stored at a temperature of 4 °C for use in all tests. Commercial cellulase enzyme from Trichoderma reesei (ATCC 26921), β-glucosidase, 3, 5-dinitrosalicyclic acid (D0550), and potassium sodium tartarate tetrahydrate were purchased from Sigma Aldrich, while all other standard chemicals including Dextrose (D-glucose), sulphuric acid (H2SO4), and Sodium hydroxide (NaOH) were kindly donated by Uganda Industrial Research Institute (UIRI) where part of the study was conducted. The enzymes were stored in a refrigerator at a temperature between 2 and 6 °C until needed. A laboratory shaker incubator, vortex mixer, hot air oven, laboratory scale hammer mill, UV spectrophotometer, and a laboratory centrifuge were the equipment used in this study.
Pretreatment
Dilute acid pretreatment
For the DA pretreatment, 15 g each of milled cobs, leaves, and stalks were poured separately into 250 mL Erlenmeyer flasks. Then, 200 mL of 2% (w/v) H2SO4 was prepared and poured into the flasks containing the samples as performed by Chen and Xia (2009) with some modifications made on the acid concentration to ensure uniform conditions with AL pretreatment. The 2% (w/v) of H2SO4 used in this study was also used by other researchers in similar studies (Behera et al. 2014; Idrees et al. 2014; Li et al. 2016). The DA pretreatment temperatures studied were 100, 120, 140, and 160 °C over pretreatment retention times of 5, 10, 30, and 60 min (Amenaghawon et al. 2013; Idrees et al. 2014; Jin et al. 2013). After incubating at a specific temperature and pretreatment time, the flasks were cooled to room temperature and the samples were filtered using Whatman no. 1 filter paper. The recovered pretreated solids were washed thoroughly in deionized water (6–10 volumes) to a neutral pH and then dried in an oven at 50 °C for 48 h. The dried samples were placed into Ziploc freezer bags and stored at a temperature of 4 °C until enzymatic hydrolysis. DA pretreatment experiments were conducted in duplicate for each stover fraction as performed in other studies (Li et al. 2016).
Alkaline pretreatment
The AL pretreatment followed the same procedure used for DA pretreatment except that NaOH was used as the pretreatment chemical. Milled corn stover fractions (15 g) were separately weighed into 250 mL Erlenmeyer flasks. Into each flask, 200 mL of 2% (w/v) NaOH was placed following procedure described in other studies (Chen and Xia 2009; Modenbach 2013). The AL pretreatment temperatures studied were 100, 120, 140, and 160 °C over retention times of 5, 10, 30, and 60 min (Amenaghawon et al. 2013; Idrees et al. 2014; Jin et al. 2013). After incubating at a specific temperature and pretreatment time, the flasks were cooled to room temperature and the samples were filtered using Whatman no. 1 filter paper. The recovered pretreated materials were washed thoroughly in deionized water (6–10 volumes) to a neutral pH and oven dried at 50 °C for 48 h. The dried samples were placed into Ziploc freezer bags and stored at a temperature of 4 °C until further enzymatic hydrolysis. AL pretreatment experiments were conducted in duplicate for each stover fraction as performed in a similar study by Li et al. (2012).
Enzymatic hydrolysis
The hydrolysis step was carried out in a 250 mL Erlenmeyer flask. It was performed using 4% solid loading adjusted to 100 mL with 0.05 M citrate buffer (pH to 4.8) and placed in a shaker incubator set at 50 °C and rotational speed of 145 rpm for 48 h (Chen and Xia 2009). Microbial infection was prevented by the addition of 100 μL of prepared 0.02% sodium azide. Furthermore, cellulase (obtained from Trichoderma reesei) was added at a low enzymatic loading of 12.5 FPU/g of biomass which as stated by (Axelsson 2011) is a more realistic dose for industrial application as opposed to higher enzymatic loading (≥15 FPU/g) applied by other researchers in similar studies. The cellulase enzyme obtained from Trichoderma reesei (74 FPU/mL) was also supplemented with β-glucosidase (10 IU/g of dry biomass) in the ratio of 1:1. The purpose of β-glucosidase was to prevent cellulose inhibition by cellobiose accumulation as stated by Xu et al. (2011). During the hydrolysis process, samples were withdrawn periodically at 0, 12, 24, 36, and 48 h for quantitative determination of glucose. The enzymatic hydrolysis tests were performed in duplicate for all samples under consideration.
Analytical method
Chemical composition of raw and pretreated corn stover fractions
The untreated corn stover fractions and recovered corn stover fractions from pretreatment were analyzed for carbohydrates (cellulose and hemicellulose), lignin, and ash contents using detergent fiber analysis method described by Van Soest (1963) which has also been followed by other researchers in similar studies (Liu et al. 2010; Saha et al. 2005; Yu et al. 2009). The neutral detergent fiber (NDF) separates the soluble and insoluble fiber thereby exposing the cell wall materials (cellulose, hemicellulose, and lignin). The residue left after the determination of NDF were used to determine acid detergent fiber (ADF) sequentially. The lignin content was determined by the estimating acid detergent lignin (ADL). The cellulose content was also determined by the difference between ADF and ADL. Hemicellulose content was obtained by subtracting ADL from neutral detergent fiber (NDF). Ash content was determined by burning a sample in a muffle furnace at a temperature of 550 °C for 6 h. Each analysis was run in triplicate. The effect of pretreatment technique on lignin removal, hemicellulose removal, and biomass weight were computed using Eqs. 1, 2, and 3, respectively.
where L u represents the lignin content in the untreated corn stover fraction and L p represents the lignin content in the pretreated corn stover fraction.
where H u represents the hemicellulose content in the untreated corn stover fraction and H p represents the hemicellulose content in the pretreated corn stover fraction.
where W u represents the weight of untreated corn stover fraction and W p represents the weight of pretreated corn stover fraction.
Enzymatic activity and glucose content in hydrolysates
The activity of the β-glucosidase quoted from Novozymes was directly used in this study. However, the cellulase activity was determined following the 3,5 dinitosalicyclic acid method (DNS-method) (Ghose 1987; Miller 1958) which has also been applied by other researchers in similar studies (Amenaghawon et al. 2013; Barten Ty and Ty Jason 2013; Shuang Shuang-Qi and Chen 2016; Zhang 2012; Zhao and Xia 2009). By definition, filter paper unit (FPU) refers to the quantity of enzyme that releases 1 μmol of glucose from Whatman no. 1 filter per minute. Whatman no. 1 filter paper of 1.0 × 6.0 cm strip (weighing approximately 50 mg) was added to a solution containing 1.0 mL of 0.05 M Na-citrate buffer (pH 4.8) in a test tube. The mixture was then incubated at 50 °C for 60 min and cooled to room temperature. After cooling, 2.0 mL DNS was added to the mix and boiled in a water bath at a temperature of 95 °C for another 5 min to terminate the enzymatic hydrolysis process. The absorbance was read in a UV spectrophotometer set at 540 nm. A standard curve of absorptivity against glucose concentration was plotted and used to determine the glucose concentration in each sample. The concentration of enzyme which releases 2.0 mg of glucose was estimated, and the enzyme activity was calculated using Eq. 4.
where [E] represents concentration of enzyme which released 2 mg of glucose.
Similarly, the concentration of the reducing sugar (in this case glucose) from the hydrolysates of the pretreated corn stover fractions was also determined using the 3,5 dinitosalicyclic acid method (Ghose 1987; Miller 1958). The procedure used is similar to the one used for determining filter paper activity except that in this case, 4 ml of hydrolysates were pipetted from each flask and centrifuged (at 4000 rpm for 25 min). After centrifugation, 1 ml of each sample was directly pipetted into a test tube and mixed with 2 mL DNS reagent before boiling and cooling to room temperature. Standard curves prepared from known concentrations of glucose were used to determine reducing glucose content in the unknown sample by extrapolation. Glucose yield was calculated as the ratio of liberated glucose during enzymatic hydrolysis to the theoretical glucose (Eq. 5) according to Chen and Xia (2009).
where:
[G] represents glucose concentration (g/L)
C s represents the amount of cellulose in substrate (g/L)
Data analysis
Experimental data were statistically analyzed using the GLM procedure embedded in Minitab 17 (Minitab Inc., State College, PA, USA) statistical package. Compositional analysis results were expressed as mean ± deviation of triplicate. A 3 × 2 × 4 × 4 factorial design with four independent variables (fraction type, pretreatment technique, temperature, and time) was used. The choice of this factorial design for determining the optimal conditions was based on previous studies (Idrees et al. 2014; Satimanont et al. 2012; Vani et al. 2015). The effect of the independent variables on glucose concentration was analyzed using ANOVA to assess if differences existed in glucose concentration. Where differences existed, Tukey-Kramer’s HSD (honestly significantly different) pairwise comparison test was used to assess all possible differences between the different combinations of pretreatment temperature and time. The significance was set at p value less than 0.05.
Results and discussion
Chemical composition of the different corn stover fractions
The major (cellulose, hemicellulose, and lignin) and the minor chemical constituents (for example, ash) prior to pretreatment of the three corn stover fractions were determined (Table 1). The data presented are averages ± standard deviations of triplicate estimations. The ANOVA results showed that significant differences existed between the various corn stover fractions. As shown in Table 1, identical letters within a row represent no significant difference in the observed data at 5% level significance.
Lignin is known to provide the rigidity in plant cell walls and protects them against microbial and physical breakdown (Hendriks 2008). The strong bond between hemicellulose and lignin generally prevents easy accessibility of the cellulose fraction during enzymatic hydrolysis (Roslan et al. 2011; Satimanont et al. 2012). In this study, the cellulose content in the untreated stalk (40.45%) was highest among the three corn stover fractions and this trend was in agreement with studies by other researchers (Cui et al. 2012; Idrees et al. 2014; Pointner et al. 2014). Also, the hemicellulose content was significantly higher in cobs (38.42%) compared to stalks (17.76% less) and leaves (13.42% less) (p < 0.05). The study by Pointner et al. (2014) observed similar trend in corn cob where the cellulose content (38.8%) was significantly lower than the hemicellulose content (44.4%). Other researchers also identified a higher content of hemicellulose in untreated corn cob as compared to the cellulose which was similar to the trend found in this study but with some slight changes in quantity (Garlock et al. 2009; Li et al. 2016). Contrary to this, the cellulose content of corn cob was reported to be higher than the hemicellulose content in similar studies (Bandikari et al. 2014; Dominguez et al. 1997; Liu et al. 2010). The variation in chemical composition could be due to the time taken for crop to mature, differences in hybrid, climatic effects, or other effects; however, the differences are not so different. In terms of lignin content, the results indicate that the lignin content in the stalk (19.75%) was significantly higher than that of leaf (14.35%) and cob (p < 0.05). A close look at the results could mean that the stalk could pose much difficulty in pretreatment and subsequent enzymatic hydrolysis due to its high lignin contents (Adney et al. 2009). Finally, the content of ash in leaf (5.7%) was significantly higher compared to the 1.39 and 2.25% found in cob and stalk, respectively. The ash content present in the leaf in this study was also higher than the 2.2% reported by Arana-cuenca et al. (2014). The higher ash content in the leaf could be due to high content of suberized and silica cells caused by the presence of many epidermal cells in leaf (Arana-cuenca et al. 2014; Jin et al. 2013). The presence of highly stable silica is also strongly impeded delignification in the leaf (Arana-cuenca et al. 2014).
Optimal pretreatment temperature and time for enhanced glucose recovery
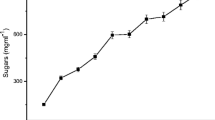
Selecting an appropriate pretreatment temperature and time combination during bioethanol production has prominent effect on biomass composition, hydrolysis, and fermentation steps of the ethanol production process (Idrees et al. 2013; Modenbach 2013). Generally, different pretreatment techniques have different impact on the yield of fermentable sugars from biomass (Gao et al. 2014). Figures 1 and 2 summarize the effect of pretreatment temperature and time on glucose concentration during enzymatic hydrolysis of DA and AL pretreated corn stover fractions, respectively. Data presented are averages ± standard deviations of duplicate experiments.

Effect of DA pretreatment temperature and time on glucose recovery at optimum pretreatment conditions (160 °C and 30 min). Asterisk, number sign, and plus sign indicate significance between the glucose concentration in DA pretreated cob, stalk, and leaf at p < 0.05. The data presented are averages ± standard deviations of duplicate experiments

Effect of AL pretreatment temperature and time on glucose recovery at optimum pretreatment conditions (160 °C and 30 min). Asterisk, number sign, and plus sign indicate significance between the glucose concentration in DA pretreated cob, stalk, and leaf at p < 0.05. The data presented are averages ± standard deviations of duplicate experiments
From Fig. 1, it can be observed that increasing the temperature of pretreatment resulted in an increase in the maximum achieved glucose concentrations for the different corn stover fractions from 100–160 °C. Another critical observation made was that, DA pretreatment at 100 °C required pretreatment time of 60 min for high yield of glucose whereas at high temperature conditions, such as for samples pretreated at 160 °C, a shorter pretreatment time of about 30 min was needed to record high glucose concentrations in all DA pretreated samples. Girisuta et al. (2008) in a similar study explained that at high temperatures, DA pretreatment requires shorter pretreatment time since a longer pretreatment time may result in a higher production of chemicals such as furfural and 5-hydroxyfurfural. In the current study, the optimal pretreatment conditions for the high glucose concentration in all DA pretreated samples occurred at pretreatment temperature of 160 °C over a time of 30 min. Under the set optimal conditions, the highest achieved glucose concentrations from the hydrolysate of the DA pretreated cob, stalk, and leaf were 18.4 g/L (66.8% glucose yield), 16.2 g/L (64.1% glucose yield), and 11.0 g/L (49.5% glucose yield), respectively. Statistically, there existed significant differences between the glucose yield from the three corn stover fractions (p < 0.05). In general, increasing the pretreatment time to about 60 min resulted in a decline in glucose concentration in all samples. The high glucose content found in DA pretreated cob could be due to high removal of hemicellulose contents compared to the stalk and leaf (Jeevan et al. 2011; Singh and Rakesh Kumar 2013). Also, the least glucose concentration found in leaf could be due to other factors such as the highly recalcitrant nature of the lignin present, which as explained in literature may be due to high content of suberized and silica cells in the leaf (Arana-cuenca et al. 2014; Jin et al. 2013). The presence of higher proportion of silica cells is strongly expected to impede delignification in the leaf (Arana-cuenca et al. 2014).
Also, the results of the AL pretreatment on corn cobs, leaves, and stalk as shown in Fig. 2 indicate that pretreatment conditions affects glucose concentration during the hydrolysis step. Data presented are averages ± standard deviations of duplicate experiments. Unlike DA pretreatment, the maximum achieved glucose concentration for the different pretreatment temperatures (100,120,140, and 160 °C) increased from 100–140 °C in all AL pretreated corn stover fractions; however, it declined for samples pretreated at 160 °C. The reduction in glucose concentration at 160 °C means that AL pretreatment at milder conditions results in higher removal of lignin; hence, a higher glucose concentration and this conclusion are consistent with findings by Karp et al. (2014). AL pretreatment at severe conditions caused condensation reactions which led to the formation of strong carbon-carbon bonds within the lignin units, thereby preventing lignin removal as indicated by Xuejun et al. (2004). In addition, extreme pretreatment temperature conditions result in high carbohydrate loss which occurs through random chain cleavage and peeling reactions, which can greatly reduce the sugar yield from the overall process (Chen et al. 2013; Hart et al. 2012.
Overall, the highest glucose concentrations were 24.7 g/L (corresponding to 81.73% glucose yield), 21.3 g/L (corresponding to 81.23% glucose yield), and 15.0 g/L (corresponding to 51.92% glucose yield) for cob, stalk, and leaf pretreated at a temperature of 140 °C. Statistically, there existed significant differences between the glucose concentrations of the three corn stover fractions (p < 0.05). In addition, the time taken for the pretreatment reaction also had significant influence on glucose concentrations in all AL pretreated samples as observed in the DA pretreatment. Other studies have also reported that time taken for AL pretreatment affects glucose yield (Idrees et al. 2014; Jeevan et al. 2011). The AL pretreatment illustrated in Fig. 2 showed that the optimal pretreatment temperature and time combination for the highest glucose concentration were 140 °C and 30 min for the cob and stalk, while the leaf required pretreatment operation condition of 140 °C and 60 min. Considering that the high temperature and longer retention time has the potential to maximize lignin removal, and therefore enhance digestibility, providing high severity pretreatment conditions may also lead to sugar loss through dissolution and degradation of hemicellulose. Jin et al. (2013) noted that, at 140 °C, high content of lignin is removed by AL pretreated corn stovers and concluded that pretreatment above this temperature may reduce the removal of lignin. Interestingly, compared to the stalk and cob, the leaf which showed a lower lignin content in its untreated form needed longer pretreatment retention time to achieve its highest concentration. Another study by Li et al. (2012) also observed that alkaline sodium sulfite pretreatment of corn stover at a relatively low temperature of 140 °C results in higher delignification. In the current study, the longer pretreatment time required for pretreating leaf indicates that the pretreatment temperature and time combination of 140 °C and 30 min were probably not enough for adequate lignin removal; hence, the longer time might have effectualized lignin removal. As explained in literature, the presence of highly stable suberized and silica cells in leaf is known to impede delignification (Arana-cuenca et al. 2014; Jin et al. 2013). As indicated in the results, the glucose concentrations obtained in the AL pretreated samples at optimal conditions were 24.0, 21.3, and 15.0 g/L from the pretreated cob, stalk, and leaf, respectively. Montross and Crofcheck (2004) observed similar trend in glucose concentration for the different fractions after applying biological pretreatment except that the concentration of glucose obtained were lower than the results obtained in this study explaining how effective this chemical pretreatment technique could be. In an experiment to optimize the variety of alkali and acids including HCl, H2SO4, C2H2(COOH)2, NaOH, H3PO4, CH3COOH, NH3OH, and H2O as a catalyst at different temperatures (thus, from 100–130 °C) and reaction time ranged (0.5–5 h) by Idrees et al. (2013), the recovery of glucose was highest in NaOH compared to the other chemicals. This proves that although other chemicals exhibit significant effect on glucose recovery, NaOH pretreatment seems to be the best option which was also proven in this study.
Effect of optimal pretreatment conditions on the composition of corn stover fractions
Using the optimal conditions obtained from the pretreatment optimization experiment (Section 3.2), the effect of the different pretreatment techniques on chemical composition and biomass weight loss were determined (Fig. 3). As reported in literature, biomass weight loss during pretreatment comes as a results of the solubilization of lignin and hydrolysis of hemicellulose (Gao and Lars 2014; Idrees et al. 2014).

Effect of pretreatment at optimum temperature and retention time on a biomass weight loss and b chemical composition. Optimum DA condition (160 °C and 30 min) and AL condition (140 °C and 30 min) were used. The data presented are averages ± standard deviations of triplicate estimations
The weight loss in DA pretreated samples was 41.3% in cob, 38.7% in stalk, and 33.3% in leaf (Fig. 3a), indicating that the leaf recorded the least weight loss after pretreatment. The weight loss observed in DA pretreated samples could have resulted from hydrolysis of hemicellulose into monomeric sugars such as xylose (Li et al. 2016; Singh et al. 2015). Furthermore, the compositional analysis performed on the raw and pretreated samples indicated that the cellulose content increased from 32.56 to 64.60% in the DA pretreated cob, from 40.45 to 57.00% in the DA pretreated stalk and, finally, in the leaf the content increased from 33.20 to 50.00%. The hemicellulose content reduced from 38.42 to 3.70% (corresponding to 90.4% hemicellulose removal) in the DA pretreated cob, from 20.66 to 2.08% (corresponding to 86.0% hemicellulose removal) in the stalk and, finally, from 25.00 to 3.50% (corresponding to 86.0% hemicellulose removal) in the leaf. Consequently, the removal of high hemicellulose content from the DA pretreated corn cob compared to stalks and leaves resulted in maximum weight loss in the cobs recovered after pretreatment. Although the initial cellulose content in the untreated corn cob was least compared to the leaf and stalk, the removal of high amount of hemicellulose increased the cellulose content to approximately 64.6%, compared to the 57.0 and 50.0% found in DA pretreated stalk and leaf, respectively. The least weight loss observed in the DA pretreated leaf could be due to inadequate removal of the hemicellulose compared to the cob which may probably be due to the rigid nature of the bonds in the cell wall structure of the leaf thereby making it more recalcitrant than the others (Jeevan et al. 2011; Singh and Rakesh Kumar 2013). The high hemicellulose removal in DA pretreated cob compared to DA pretreated stalk and leaf could have resulted in highest glucose content found in the hydrolysate of the DA pretreated cob (see Section 3.2). The lignin content also increased from 15.59 to 26.89% in the DA pretreated cob, from 19.75 to 32.26% in stalk, and from 14.35 to 25.75% in the DA pretreated leaf. Finally, as reported earlier in the results, the DA pretreated samples indicated an increase in lignin content in all samples. Modenbach (2013) also observed an increase in lignin content of about 9% in pretreated corn stover fractions. Furthermore, (Li et al. 2016) explained that the increase in lignin content in the recovered pretreated samples could mainly be due to the removal of contents other than lignin in the DA pretreated samples.
In the case of AL pretreatment at optimal conditions, the samples showed significant reduction in weight as compared to the DA pretreated samples (Fig. 3a). The results presented in Fig. 3 showed that AL pretreatment contributed to about 38–50% loss. It was evident that the overall descending order of weight loss in the AL pretreated samples at optimal conditions were cob (49.7%) > stalk (41.3%) > leaf (37.6%). As presented in the results, it was shown that AL pretreatment was able to reduce lignin content in the untreated corn cob from 15.59% to about 2.1% in the pretreated sample (representing 87% lignin removal). Therefore, lignin in cob and stalk was removed easier even under a mild condition than the leaf. Consequently, this contributed to the low solid recovery rate during the AL pretreated samples. This reduction in lignin in the AL pretreated cob is consistent with a similar study by Liu et al. (2010) who indicated that AL pretreatment removed majority of the lignin in AL pretreated corn cobs to merely 3.2%. Idrees et al. (2014) also observed a similar trend where AL pretreated cobs exhibited higher proportion of lignin removal compared to DA pretreated cob. Also, AL pretreatment at optimal conditions was able to reduce lignin content of about 19.75% in untreated stalk to about 4.81% (corresponding to 78% delignification) in the treated stalk, and finally, in leaf, the lignin content in the untreated samples was reduced from 14.35% to about 7.34% (corresponding to 49% delignification) in pretreated samples. The results suggest that the leaf had the lowest lignin removal. The content of hemicellulose also reduced from 38.42 to 27.00% (corresponding to 29.72% hemicellulose removal) in the AL pretreated cob, from 20.66 to 16.76% (corresponding to 18.88% hemicellulose removal) in the stalk and, finally, from 25.00 to 20.72% (corresponding to 17.12% hemicellulose removal) in the leaf. Among the two pretreatment techniques, the AL pretreatment applied in this study showed significant reduction in weight of the different corn stover fractions compared to the DA pretreated samples. Adney et al. (2009) pointed out that, in the process of solubilizing lignin by AL pretreatment, some hemicellulose can also be removed. Furthermore, it was explained that the simultaneous removal of lignin and hemicellulose is one way of improving hydrolysis yield of fermentable sugars compared to removing either hemicellulose or lignin only (Adney et al. 2009). In addition, Modenbach (2013) also reported hemicellulose removal of about 34% concurrently with lignin when corn stover was pretreated with NaOH. The higher reduction in weight of AL pretreated samples compared to DA pretreated samples can therefore be due to the removal of both lignin and hemicellulose in AL pretreated samples, which did not happen in the case of DA pretreated samples. Consequently, the cellulose fraction in the AL pretreated cob increased from 32.56 to 68.23% (close to about 1% more than in DA pretreated cob), the cellulose fraction in the stalk also increased from 40.6 to 65.7%, and in leaf, it increased from 33.32 to 59.34%. The cellulose content was highest in cob (68.2%), which was closely followed by stalk (65.7%) and, finally, the leaf (59.3%). Although the initial cellulose content in the cob was the least among the three fractions prior to pretreatment, the pretreated cob recorded the highest proportion of cellulose after pretreatment. These results are indicative of the fact that an increase in cellulose content has a close linkage with lignin removal which has also been proven in prior studies by other researchers (Gao and Lars 2014; Karp et al. 2014; Modenbach 2013). The AL pretreatment applied in this study was able to produce results which are consistent with the findings in prior studies (Cai et al. 2016; Garlock et al. 2009).
Comparison of AL and DA pretreated samples showed that the cellulose fraction accessible for further enzymatic hydrolysis was higher in AL pretreated samples. The cellulose fraction in the AL pretreated cob increased from 32.56 to 68.23% (close to about 1% more than in DA pretreated cob), the cellulose fraction in the stalk also increased from 40.6 to 65.7% (close to about 8.7% more than DA pretreated stalks), and in leaf, it increased from 33.32 to 59.34% (close to about 9.3% more than DA pretreated samples). In each of the pretreatment techniques applied, it was evident that cellulose recovery from pretreated samples was highest in the cob (61.60% in DA pretreated cob and 68.23% in AL pretreated cob), which was closely followed by stalk (57.00% DA pretreated stalk and 65.74% in AL pretreated stalk) and then, finally, in leaves (50.00% in DA pretreated leaf and 59.34% in AL pretreated samples). In general, the different chemical pretreatment techniques had marked effect on solid recovery and chemical composition of the different corn stover fractions after pretreatment at optimal conditions.
Conclusions
This study took a major step towards providing data on the potential glucose production from different corn stover fractions (cob, stalk, and leaf) obtained from a single harvest in Uganda. The cobs, stalks, and leaves were pretreated using dilute acid (2% w/v H2SO4) and alkaline (2% w/v NaOH) pretreatment techniques at varying temperature and time. In order to attain maximum concentration of glucose from the corn stover fractions using DA pretreatment, the pretreatment condition for cob, stalk, and leaf should be kept at a temperature of 160 °C and a retention time of 30 min. Also, for the AL pretreated samples, the optimal temperature and time settings should be kept at 140 °C over a retention time of 30 min for cobs and stalk. The leaf on the other hand requires a temperature of 140 °C just like the cob and stalk; however, the pretreatment time should be kept at 60 min. In terms of glucose recovery, the AL pretreatment enhances glucose yield from the different corn stover fractions compared to DA pretreatment technique. AL pretreated cobs and stalks gave a higher glucose content compared to the AL pretreated leaf. The choice of pretreatment technique and type of corn stover fraction have significant influence on the recovery of glucose, and it is therefore important to always select an appropriate pretreatment technique and biomass feedstock since they could play crucial role in bio-ethanol development and commercialization. Also, it is important to note that during lignocellulosic biomass conversion processes, the amount of lignin removed may not always depend on the initial lignin content prevailing in the untreated biomass since the removal may also be linked with the general structure of the carbohydrates and lignin present in the biomass. It is recommended that the leaves could be left on the field during harvesting since the glucose production efficiency observed with the use of cobs and stalks is higher. However, a thorough energy and economic assessment of a given integrated bio-refinery processes for converting corn stover fractions is still needed to determine its economic feasibility. Furthermore, research is needed to quantify the potential ethanol yield from the different corn stover fractions pretreated with DA and AL at the set optimal pretreatment conditions.
Abbreviations
- ADF:
-
Acid detergent fiber
- ADL:
-
Acid detergent lignin
- AL:
-
Alkaline
- DA:
-
Dilute acid
- DNS:
-
Dinitrosalicyclic
- FPU:
-
Filter paper unit
- GLM:
-
General linear model
- NDF:
-
Neutral Detergent Fiber
- UIRI:
-
Uganda Industrial Research Institute
References
Aden, A., & Foust, T. (2009). Technoeconomic analysis of the dilute sulfuric acid and enzymatic hydrolysis process for the conversion of corn stover to ethanol. Cellulose, 16, 535–545.
Adney, William S, Æ Michael E Himmel, David K Johnson, and Æ Mark F Davis. 2009. “Can Delignification Decrease Cellulose Digestibility in Acid Pretreated Corn Stover ?”: Cellulose, 16(4), 677–86.
Amenaghawon, A. N., et al. (2013). Statistical optimisation of dilute acid pre-treatment of corn stover using response surface methodology. Journal of Environment, 2(2), 34–40.
Anne, K. (2014). Development of pretreatment technology and enzymatic hydrolysis for biorefineries. Finland: Aalto University School of Chemical Technology.
Arana-cuenca, A., Sergio, A., Medina, M., & Octavio, L.-c. (2014). Effect of biological and chemical pre-treatment on the hydrolysis of corn leaf. bioresources.com, 9(2008), 6861–6875.
Axelsson, X. (2011). Separate hydrolysis and fermentation of pretreated spruce (pp. 1–48). Linköping: Master Thesis Linköping University. https://www.diva-portal.org/smash/get/diva2:427842/FULLTEXT01.pdf.
Bandikari, R., Poondla, V., & Obulam, V. S. R. (2014). Enhanced production of xylanase by solid state fermentation using Trichoderma koeningi isolate: effect of pretreated agro-residues. 3 Biotech, 4(6), 655–664. http://link.springer.com/10.1007/s13205-014-0239-4.
Barten Ty, J., & Ty Jason, B. (2013). Evaluation and prediction of corn stover biomass and composition from commercially available corn hybrids by.
Behera, S., Richa, A., Nandhagopal, N., & Kumar, S. (2014). Importance of chemical pretreatment for bioconversion of. Renewable and Sustainable Energy Reviews journal, 36, 91–106.
Bengtsson, O., Gorwa-grauslund, M. F., & Karin, O. (2006). Simultaneous saccharification and co-fermentation of glucose and xylose in steam-pretreated corn stover at high fiber content with Saccharomyces cerevisiae TMB3400. Journal of Biotechnology, 126, 488–498.
Bon Elba, P. S., & Maria Antonieta, F. (2013). Bioethanol production via enzymatic hydrolysis of cellulosic biomass (pp. 1–11).
Cai, D., et al. (2016). Effect of dilute alkaline pretreatment on the conversion of different parts of corn stalk to fermentable sugars and its application in acetone–butanol–ethanol fermentation. Bioresource Technology, 211, 117–124. http://linkinghub.elsevier.com/retrieve/pii/S0960852416303704.
Chen, J. Z., & Xia, L. (2009). Comparison of four different chemical pretreatments of corn stover for enhancing enzymatic digestibility. Biomass and Bioenergy, 33(10), 1381–1385. doi:10.1016/j.biombioe.2009.05.025.
Chen, Y., et al. (2013). Understanding of alkaline pretreatment parameters for corn stover enzymatic saccharification. Biotechnology for Biofuels, 6(1), 8. http://www.pubmedcentral.nih.gov/articlerender.fcgi?artid=3575303&tool=pmcentrez&rendertype=abstract.
Cui, Z., et al. (2012). Enzymatic digestibility of corn stover fractions in response to fungal pretreatment. Industrial & Engineering Chemistry Research, 51(21), 7153–7159.
Dominguez, J. M., Ningjun, C., Gongh, C. S., & Tsaoh, G. T. (1997). Dilute acid hemicellulose hydrolysates from corn cobs for xylitol production by yeast. Bioresource Technology, 61(1), 85–90.
Gao, X., & Lars, R. (2014). ABE fermentation from enzymatic hydrolysate of NaOH-pretreated corncobs. Biomass and Bioenergy, 66, 2–7. doi:10.1016/j.biombioe.2014.03.002.
Gao, et al. (2014). Research on hydrolysis and saccharification of corn stover. China Petroleum Processing and Petrochemical Technology, 16(2), 40–45.
Garlock, R. J., Chundawat, S. P., Balan, V., & Dale, B. E. (2009). Optimizing harvest of corn stover fractions based on overall sugar yields following ammonia fiber expansion pretreatment and enzymatic hydrolysis. Biotechnology for Biofuels, 2(1), 29. http://www.ncbi.nlm.nih.gov/pubmed/19930679.
Ghose, T. K. (1987). International union of pure commission on biotechnology––measurement of cellulase activities. Pure and Applied Chemistry, 59(2), 257–268. http://www.iupac.org/publications/pac/1987/pdf/5902x0257.pdf.
Girisuta, et al. (2008). Experimental and kinetic modelling studies on the acid-catalysed hydrolysis of the water hyacinth plant to levulinic acid. Biores Tech, 99(17), 8367–8375.
Hames, B., et al. (2008). Preparation of samples for compositional analysis laboratory analytical procedure (LAP) issue date : 8/06/2008 preparation of samples for compositional analysis laboratory analytical procedure (LAP). http://www.nrel.gov/biomass/analytical_procedures.html (July 29, 2015).
Hanway, J. J. (1963). Growth stages of corn (Zea Mays, L.). Agronomy Journal, 55(5), 487–492. http://www.ipm.iastate.edu/ipm/icm/2007/8-6/nutrients.html (January 10, 2016).
Hart, Peter, W., & Rudie, A. W. (2012). The bleaching of pulp (5 Thth ed.).
Hendriks, A. (2008). Pretreatments to enhance the digestibility of lignocellulosic biomass. Bioresource Technology, 100(1), 10–18.
Heyne, S., & Harvey, S. (2013). Assessment of the energy and economic performance of second generation biofuel production processes using energy market scenarios. Applied Energy, 101, 203–212. doi:10.1016/j.apenergy.2012.03.034.
Idrees, M., et al. (2013). Experimental runs optimization of dilute acid pretreatment of water hyacinth biomass for enzymatic hydrolysis and ethanol production. EXCLI Journal, 2013, 30–40.
Idrees, M., Adnan, A., & Qureshi, F. A. (2014). Comparison of acid and alkali catalytic efficiency during enzymatic saccharification of corncob and lactic acid production. Pakistan Journal of Agricultural Sciences, 51(4), 1049–1058. http://pakjas.com.pk/papers/2376.pdf.
Jeevan, P., Nelson, R., & Edith Rena, A. (2011). Optimization studies on acid hydrolysis of corn cob hemicellulosic hydrolysate for microbial production of xylitol. Journal of Microbiology and Biotechnology Research, 1(4), 114–123.
Jin, Y., Huang, T., Geng, W., & Yang, L. (2013). Comparison of sodium carbonate pretreatment for enzymatic hydrolysis of wheat straw stem and leaf to produce fermentable sugars. Bioresource Technology, 137, 294–301. doi:10.1016/j.biortech.2013.03.140.
Kaar, W. E., & Holtzapple, M. T. (2000). Using lime pretreatment to facilitate the enzymic hydrolysis of corn stover. Biomass and Bioenergy, 18(3), 189–199.
Kang, Qian, Lise Appels, Tianwei Tan, and Raf Dewil. (2014). “Bioethanol from Lignocellulosic Biomass : Current Findings Determine Research Priorities.” Scientific World Journal, 2014, 1-13.
Karimi, K., Kheradmandinia, S., & Taherzadeh, M. J. (2006). Conversion of rice straw to sugars by dilute-acid hydrolysis. Biomass and Bioenergy, 30(3), 247–253. http://www.sciencedirect.com/science/article/pii/S0961953405001996.
Karp et al. 2014. Alkaline pretreatment of corn stover: bench-scale fractionation and stream characterization. Sustainable chemistry and Engineering.
Klass, D. L. (1985). Energy and biomass and wastes: a review and 1983 update. Resources and Conservation, 11, 157–239.
Lee, J. W., et al. (2007). Biological pretreatment of softwood Pinus densiflora by three white Rot fungi.pdf. Journal of Microbilogy, 45(6), 485–491.
Li, Q., et al. (2012). Comparison of different alkali-based pretreatments of corn stover for improving enzymatic saccharification. Bioresource Technology, 125, 193–199. doi:10.1016/j.biortech.2012.08.095.
Li, P., et al. (2016). Effect of acid pretreatment on different parts of corn stalk for second generation ethanol production. Bioresource Technology, 206, 86–92. doi:10.1016/j.biortech.2016.01.077.
Lloyd, Todd A, and Charles E Wyman. (2005). “Combined Sugar Yields for Dilute Sulfuric Acid Pretreatment of Corn Stover Followed by Enzymatic Hydrolysis of the Remaining Solids.” 96: 1967–77.
Manzoor, A., et al. (2012). Dilute sulfuric acid : a cheap acid for optimization. Sci Int, 24(1), 41–45.
Maurice, Michelle L. 2011. Factors effecting ethanol fermentation via simultaneous saccharification and fermentation. Worcester Polytechnic Institute.
Mcaloon, A., et al. (2000). Determining the cost of producing ethanol from corn starch and lignocellulosic feedstocks determining the cost of producing ethanol from corn starch and lignocellulosic (National Renewable Energy Laboratory, NREL/TP-580-28893).
Miller, G. L. (1958). Use of dinitrosalicylic acid reagent for determination of reducing sugar. Analytical Chemistry, 31(3), 426–428.
Modenbach, A. (2013). Sodium hydroxide pretreatment of corn stover and subsequent enzymatic hydrolysis: an investigation of yields, kinetic modeling and glucose recovery. Lexington: University of Kentucky.
Montross, & Crofcheck, C. L. (2004). Effect of stover fraction and storage method on glucose production during enzymatic hydrolysis. Bioresource Technology, 92(3), 269–274.
Obama, P., Ricochon, G., Muniglia, L., & Brosse, N. (2012). Bioresource technology combination of enzymatic hydrolysis and ethanol organosolv pretreatments: effect on lignin structures, delignification yields and cellulose-to-glucose conversion. Bioresource Technology, 112, 156–163. doi:10.1016/j.biortech.2012.02.080.
Oliva, J. M., & Ballesteros, M. (2008). Realistic approach for full-scale bioethanol production from lignocellulose : a review (Vol. 67, pp. 874–884).
Payne, C. E., & Wolfrum, E. J. (2015). Rapid analysis of composition and reactivity in cellulosic biomass feedstocks with near-infrared spectroscopy. Biotechnology for Biofuels, 8(1), 1–14. http://www.biotechnologyforbiofuels.com/content/8/1/43.
Pointner, et al. (2014). Composition of corncobs as a substrate for fermentation of biofuels. Agronomy Research, 12(2), 391–396.
Puri, M., Abraham, R. E., & Barrow, C. J. (2012). Biofuel production: prospects, challenges and feedstock in Australia. Renewable and Sustainable Energy Reviews, 16(8), 6022–6031. doi:10.1016/j.rser.2012.06.025.
Qureshi, A. S., Zhang, J., & Bao, J. (2015). Bioresource technology high ethanol fermentation performance of the dry dilute acid pretreated corn stover by an evolutionarily adapted saccharomyces cerevisiae strain. Bioresource Technology, 189, 399–404. doi:10.1016/j.biortech.2015.04.025.
Roslan, A. M., Yee, P. L., Shah, U. K. M., Aziz, S. A., & Hassan, M. A. (2011). Production of bioethanol from rice straw using cellulase by local Aspergillus sp. International Journal of Agricultural Research, 6(2), 188–193.
Saha, B. C., Iten, L. B., Cotta, M. A., & Victor Wu, Y. (2005). Dilute acid pretreatment, enzymatic saccharification and fermentation of wheat straw to ethanol. Process Biochemistry, 40(12), 3693–3700.
Sahare Rajkumar, S., Seeta Laxman, R., & Mala, R. (2012). Effect of alkali pretreatment on the structural properties and enzymatic hydrolysis of corn cob (pp. 1806–1819).
Satimanont, Sirikarn, Apanee Luengnaruemitchai, and Sujitra Wongkasemjit. 2012. “Effect of Temperature and Time on Dilute Acid Pretreatment of Corn Cobs.” 66(4): 316–20.
Scarlat, N., Dallemand, J.-f., Monforti-ferrario, F., & Nita, V. (2015). The role of biomass and bioenergy in a future bioeconomy: policies and facts. Environmental Development, 15, 3–34. doi:10.1016/j.envdev.2015.03.006.
Schmidt Anette, S., & Anne Belinda, T. (1998). Optimization of wet oxidation pretreatment of wheat straw (Vol. 64, pp. 139–151).
Shuang-Qi, T., & Chen, Z.-C. (2016). Com dynamic analysis of bioethanol production from corn stover and immobilized yeast. Bioresources, 11(3), 6040–6049.
Singh, & Rakesh Kumar, T. (2013). Acid and alkaline pretreatment of lignocellulosic biomass to produce ethanol as biofuel. International Journal of ChemTech Research, 5(2), 727–734.
Singh, et al. (2015). Comparison of different biomass pretreatment techniques and their impact on chemistry and structure. Frontiers in Energy Research, 2(February), 1–12. http://www.frontiersin.org/Bioenergy_and_Biofuels/10.3389/fenrg.2014.00062/abstract.
Uppugundla, N., et al. (2014). A comparative study of ethanol production using dilute acid, ionic liquid and AFEXTM pretreated corn stover. Biotechnology for Biofuels, 7(1), 72. http://www.pubmedcentral.nih.gov/articlerender.fcgi?artid=4050221&tool=pmcentrez&rendertype=abstract.
Van Soest, P. J. (1963). Use of detergents in the analysis of fibrous feeds. II. A rapid method for the determination of fiber and lignin. Journal of the Association of Official Analytical Chemists, 46, 829–835.
Vani, S., Sukumaran, R. K., & Savithri, S. (2015). Prediction of sugar yields during hydrolysis of lignocellulosic biomass using artificial neural network modeling. Bioresource Technology, 188, 128–135. http://linkinghub.elsevier.com/retrieve/pii/S0960852415001030.
Vincent, M. A. (2010). Sequential saccharification and fermentation of corn stover for the production of fuel ethanol using wood-rot fungi, Saccharomyces cerevisiae and Escherichia coli K011. Civil and Environmental Engineering, 11403, 234.
Xu, J., Wang, Z., Sharma-Shivappa, R. R., & Cheng, J. J. (2011). Enzymatic hydrolysis of switchgrass and coastal Bermuda grass pretreated using different chemical methods. BioResources, 6(3), 2990–3003.
Xuejun, et al. (2004). Enhanced enzymatic hydrolysis of steam-exploded Douglas fir wood by alkali-oxygen post-treatment. Applied Biochemistry and Biotechnology, 113, 1103–1114.
Yu, H., et al. (2009). The effect of biological pretreatment with the selective white-rot fungus Echinodontium taxodii on enzymatic hydrolysis of softwoods and hardwoods. Bioresource Technology, 100(21), 5170–5175. doi:10.1016/j.biortech.2009.05.049.
Zhang, X. (2012). Pretreatment of corn stover of sugar production by using the combination of alkaline reagents and switchgrass-derived black liqour.
Zhao, J., & Xia, L. (2009). Simultaneous saccharification and fermentation of alkaline-pretreated corn stover to ethanol using a recombinant yeast strain. Fuel Processing Technology, 90(10), 1193–1197. doi:10.1016/j.fuproc.2009.05.018.
Zhu, J. Y., & Zhuang, X. S. (2012). Conceptual net energy output for biofuel production from lignocellulosic biomass through biorefining. Progress in Energy and Combustion Science, 38(4), 583–598. doi:10.1016/j.pecs.2012.03.007.
Acknowledgements
The authors acknowledge the European Union through its project (Mobility for Enhanced Training of Engineering Graduates for Africa) for providing the platform which led to the execution of this research. Also, much appreciation goes to the Regional Universities Forum for Capacity Building in Agriculture (RUFORUM) for co-financing this research. Further appreciation goes to Uganda Industrial Research Institute (UIRI) where part of the laboratory work was undertaken. The scientific responsibility is accredited to the authors.
Funding
This work was co-financed by authors and the Regional Universities Forum for Capacity Building in Agriculture (RUFORUM).
Availability of data and materials
The dataset supporting the conclusions of this article is available in the FigShare repository. [https://figshare.com/articles/GLUCOSE_RECOVERY_FROM_DIFFERENT_CORN_STOVER_FRACTIONS_DA_NB/4668436].
Author information
Authors and Affiliations
Contributions
All authors collaborated to carry out the work presented. The research theme was defined by NB, AZ, NK, JS, and IK. The laboratory experiments were carried out by DA. Data analysis and interpretation of results were undertaken by DA, RK, and JS. The final write-up was put together by DA, NK, and RK. All authors read and approved the final manuscript.
Corresponding author
Ethics declarations
Ethics approval and consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare that they have no competing interests.
Publisher’s Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional.
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution 4.0 International License (http://creativecommons.org/licenses/by/4.0/), which permits unrestricted use, distribution, and reproduction in any medium, provided you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons license, and indicate if changes were made. The Creative Commons Public Domain Dedication waiver (http://creativecommons.org/publicdomain/zero/1.0/) applies to the data made available in this article, unless otherwise stated.
About this article

Cite this article
Aboagye, D., Banadda, N., Kambugu, R. et al. Glucose recovery from different corn stover fractions using dilute acid and alkaline pretreatment techniques. j ecology environ 41, 26 (2017). https://doi.org/10.1186/s41610-017-0044-1
Received:
Accepted:
Published:
DOI: https://doi.org/10.1186/s41610-017-0044-1