
Abstract
Wollastonite can be used as cementitious material, for example in carbon capture and storage (CCS application). The interaction of wollastonite (CS) and pure CO2 in the presence of H2O at temperature (333 K) relevant to injection conditions for CCS were investigated within the joint BMWi research project CLUSTER. The reaction which describes the formation of wollastonite during metamorphism, is reversed. Wollastonite reacts in the presence of CO2-pressure under aqueous conditions to form calcium carbonate and amorphous silicon oxide. To determine the driving force for this reaction it is important to investigate the impact of CO2 pressure (p) and temperature (T). The reaction kinetics of the carbonation reaction of wollastonite is strongly dependent to temperature. At 333 K and 2 MPa CO2 the \({\bar{\text{C}}}\)CS reaction is fast (≤ 24 h). The chemical composition of wollastonite was analyzed by X-ray fluorescence. To determine the conversion rate of the reaction quantitatively powder X-ray diffraction with Rietveld method were applied. For further application, it is important to understand the specific reactions during the carbonation. Therefore, the influence of different treatments on wollastonite raw material (hydrochloric acid, acetic acid and temperature), before the carbonation experiments, on the carbonation reaction were investigated. The conversion of wollastonite, depending on temperature, was performed successfully. It could be proven, that aragonite acted as seed crystal for further aragonite formation. Furthermore, indications for the formation of aragonite out of amorphous CaCO3 were observed.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
To reduce the amount of CO2 in the atmosphere (currently 408 ppm, [19]) several possibilities must be considered. One promising technology being investigated and discussed is carbon capture and storage (CCS). The goal of CCS is reducing CO2 emissions from energy, cement and steel industry and burning of fossil fuel by storing considerable amounts in suitable deep geologic reservoirs. The reservoirs considered for injection could be on- or offshore formations which could be in part already former exploited gas fields [4, 12]. After injection, the sealing of wells in deep geologic formations being considered for CCS must be sustainable.
Therefore, the choice of a tight and durable cement, used for sealing, is critical. The material has to resist the extreme conditions at the point of injection considering pressure, temperature, pH, and the composition of aggressive fluids (chloride rich brines, supercritical (sc) CO2 accompanied with NO2 and SO2). The high amount of CO2 and the fluids will have a considerable impact on cement properties. Hence, the term carbonation is described in the literature as a post hydration reaction of cementitious materials [16, 30]. Ordinary Portland cements (OPC) cannot be used under these conditions for sealing wellbores due to their instability [16, 30].
The current study describes carbonation as a beneficial method to obtain carbonates as reaction products. Studies on the reaction of natural wollastonite with CO2 as curing method under different pressures and temperatures were investigated and presented as literature review in the present study. One of the challenges of modern construction sites are CO2 neutral building materials. Wollastonite has a Ca:Si ratio of 1:1 and therefore, during production, a better CO2 balance than conventional cements with Ca:Si ratio 2:1 and 3:1 (Table 1) [20]. Additionally, the CO2 will be consumed during the carbonation reaction, thereby improving the CO2 balance by forming carbonates. To overcome the limited natural resources, wollastonite could be produced by adapting a conventional cement rotary kiln process (T 1100 °C). The use of a CaO reduced material for reaction forms thermodynamically stable products, which are also stable in the presence of CO2.
The interaction of wollastonite and CO2 [21] was investigated within the joint BMWi (German Federal Ministry for Economic Affairs and Energy) research project CLUSTER [7, 26,27,28,29].
In nature, wollastonite is formed during metamorphism. The present study considers the back reaction by carbonation of wollastonite forming CaCO3 and SiO2 [21]. The carbonation reaction of wollastonite is described as extremely slow in absence of water at low temperatures [11]. Yet, at 333 K and ambient pressure the \(\bar{C}CS\) reaction (CaSiO3 + CO2) is fast (10 to 24 h) in presence of water [11, 27, 28]. Microstructural aspects of the carbonation were investigated by Vilani et al. [31] and Sahu and DeCristofaro [23]. Both studies showed a carbonation starting from the surface to the center of the wollastonite grains, similar to the shrinking core model [1]. Wollastonite reacts in the presence of CO2 in aqueous conditions to calcium carbonate and amorphous silicon oxide:
The chosen temperature (333 K) was defined by the project CLUSTER (2018) and equates to the conditions in deep geological formations envisaged for CCS (1600 m). Gartner and Hirao [11] and Longo et al. [17] found, that the carbonation reaction strongly depends on the presence of water. These experiments were performed under aqueous conditions, because aqueous solutions are expected to be present at the point of injection in wellbores.
CO2 has an impact on the stability of conventional hydrated cements [6, 16, 30]. The use of carbonation reactions instead of hydration reactions, or the combination of both, will consume CO2 and therefore, improve the CO2 balance. Additionally, the reactions products will be stable in CO2-rich environments. Therefore, the use of a cementitious material, based on wollastonite (CS, CaSiO3) curing in the presence of CO2 (\(\bar{C}\)), seems very promising [14, 15, 25].
A literature review describing the reaction of wollastonite with CO2 is presented. Min et al. [18] performed carbonation experiments of wollastonite at typical geological storage conditions (333 K and 10 MPa). They investigated the microstructure of the carbonated wollastonite and found, that after 20 h the reaction was controlled by the diffusion of water-bearing scCO2 across the product layer on wollastonite surfaces. A layer of amorphous SiO2 covered the surface of the wollastonite and functioned as a barrier.
Ashraf et al. [2] compared a calcium silicate-based cement (CSC), OPCs and OPCs with 20% fly ash. They investigated the effects of high temperature (723–783 K) on (CSC), OPCs and OPCs with 20% fly ash. During the experiments, the OPCs showed a reduction of stiffness (60%), an increase of porosity (30%) and a loss of mass (13–15%) higher than the CSC (stiffness: 6%; porosity: 20%; mass loss: 3%). Asraf and Olek [3] compared the carbonation behaviors of hydraulic and non-hydraulic calcium silicate phases with regards to CO2 sequestration. They found, with respect to the overall amount of CaCO3 formed, all investigated calcium silicate phases (C3S—tricalcium silicate, γ-C2S—γ-dicalcium silicate, C3S2—rankinite, CS—wollastonite) had the same efficiency level for carbonation. Longo et al. [17] showed that water has a huge impact on the carbonation reaction of wollastonite. Without water the wollastonite sample carbonated on the surface rather fast, yet after a carbonate monolayer was formed, the reaction stopped. The presence of water completely changes the reaction and causes ongoing carbonation. Daval et al. [8] investigated the carbonation reactions of wollastonite at conditions relevant to geologic CO2 sequestration in subsurface environments. They performed experiments in batch reactors at 363 K and 25 MPa. After carbonation, they found two reaction products: Calcite and amorphous silica. No other carbonate polymorph was observed.
Huijgen et al. [13] investigated the mechanisms of aqueous wollastonite carbonation, using three different grain sizes (< 38 µm, < 106 µm and < 500 µm). At short time intervals (5–60 min), a temperature range from 298 to 498 K and a pressure variation up to 4 MPa was investigated. A maximum conversion of 70% in 15 min at 473 K, 2 MPa (CO2) partial pressure and with a particle size of < 38 µm was achieved. They were able to show, that the aqueous carbonation mechanisms of wollastonite, steel slag and olivine are generally similar, although they showed, that wollastonite carbonation was rapid, relative to the carbonation rate of Mg-silicates.
Svensson et al. [26,27,28,29] investigated the cabonation of wollastonite at conditions relevant for CCS technology. They observed differences in the carbonation reaction between treated (hydrochloric acid) and untreated raw material. While using the untreated raw material for carbonation showed an unexpected formation of aragonite. In the products of previously treated (HCl, 10%) raw material aragonite was not present. Natural aragonite is formed at conditions (333 K, 500 MPa, [24], which were not reached in the steel reactors by Svensson et al. [27], 333 K, 2 MPa).
Svensson et al. [26,27,28,29] assumed that a small content of aragonite functioned as seed crystal for further metastable aragonite formation. During purification the small amount of aragonite in the raw material was removed. For a successful application of wollastonite as cementitious material in the CCS technology, the carbonation reaction has to be investigated in depth. Therefore, the presence and absence of aragonite and the overall distribution of the calcium carbonate polymorphs in the reaction products of carbonated wollastonite was investigated. The wollastonite raw material was treated differently (HCl, CH3COOH and temperature) and potential seed crystals from different sources (aragonite from Castilla–La Manche, Spain; calcite from Bavaria, germany; previously carbonated wollastonite) were added.
2 Materials and methods
To determine carbonation rates, several series of experiments were performed and different analytic techniques were applied. Educts and products were analyzed with powder X-ray diffraction (PXRD). The chemical composition of the educts was analyzed with wave length dispersive X-ray fluorescence (XRF). The used raw material was treated in different ways (hydrochloric acid, acetic acid, temperature) before the carbonation experiments took place. The used materials comply with the used materials of Svensson et al. [26,27,28,29] and so do the applied methods correspond with necessary adjustments (different treatments of the raw material, admixtures). Figure 1 illustrates the experimental workflow scheme of this study.

Experimental setup for the wollastonite raw material and treatment
2.1 Methodology
The mineralogical composition of the raw materials was measured by PXRD (Panalytical X’PERT3 Powder with Pixcel 1D detector). The PXRD measurements were carried out with 45 kV and 40 mA. As apertures 0.04 rad soller slit and fixed slits (0.125° and 0.25°) were used. Diffractograms were recorded from 10° to 70° 2Θ with 49.725 s per step and stepsize: 0.013° 2Θ. For qualitative investigation the Highscore Plus Suite [9] and for quantitative phase analysis the Rietveld method [22] with Profex-BGMN [5, 10] was used. To determine the amorphous content, 10 wt% rutile (Kronos 2900–TiO2; rutile, supplied by KRONOS TITAN GmbH) was added as internal standard. Chemical composition of the raw material was analyzed with wave length dispersive X-ray fluorescence (SRS 3000; Siemens; Rh-tube; vacuum: 200 mbar; measurement, 30 s for each line) by Svensson et al. [27], using prepared molten discs with 1 g sample material and 8 g Di-Lithium Tetraborate (FX-X100-2, FLUXANA).
Different approaches were applied to identify and quantify educts and products to investigate the degree of carbonation depending on pressure (p) and temperature (T), the contents of wollastonite accompanied by the increase of calcium carbonate and increase of the amorphous phase contents. For quantitative phase analysis, PXRD with the Rietveld method [22] was used. On selected samples differential scanning calorimetry with thermogravimetry (DSC–TG; STA 449 F3 Jupiter Netzsch) coupled with mass spectrometer (MS; QMS 403D Aeolos Netzsch; atom mass units 1 to 100 u were recorded) were used. The thermoanalytical measurements were carried out from ambient temperature (296 K) to 1273 K (1000 °C) with a heating rate of 10 K per minute. For the DSC–TG measurements ~ 20 mg sample material per measurement were used. By applying DSC–TG/MS measurements, the amount of X-ray amorphous content of CaCO3 in the product could be analyzed as well. The content of carbonate was calculated from the mass loss associated with CO2:
The experiments described, were performed on differently treated wollastonite before it was used for carbonation at 333 K and 2 MPa for 24 h (Fig. 1).
For the carbonation 5 wt% of potential seed crystals (calcite, aragonite, previously carbonated wollastonite) were added to the differently treated raw material [untreated: CaSiO3-AA (AA = Alfa Aeser); temperature (1293 K): CaSiO3-1293 K; hydrochloric acid (10%): CaSiO3-HCl; acetic acid (20%): CaSiO3–CH3COOH] and several experiments were performed (Table 2). The hydrochloric acid had a molarity of 2.87 mol/L and the acetic acid a molarity of 3.26 mol/L. Hydrochloric acid is aggressive and attacks the wollastonite as well, therefore a second, less aggressive acid (i.e. acetic acid) was chosen. As carbonates are not stable at high temperatures, temperature as third treatment for purification was chosen. The chosen temperature (1293 K) decomposed the carbonates (i.e. calcite and aragonite) but did not alter the wollastonite.
Two carbonation experiments at lower temperatures (303 K and 313 K) and longer reaction time (120 h at 303 K and 42 h at 313 K) were performed to verify and complete the conversion diagram of wollastonite (Fig. 11).
As starting conditions 1 g sample material was mixed with 5 mL H2O in the steel reactors. The pH was neutral. 20 mL CO2 (5.5 MPa) were pumped by the ISCO-pump into the steel reactor, to obtain a pressure of 2 MPa inside the reactor. The temperature in steel reactors was adjusted by placing them in a drying chamber.
To determine carbonation and reactions rates educts and products were analyzed by PXRD and DSC–TG/MS.
2.2 Used materials
For the experiments, steel reactors with Teflon liners from Büchi AG were used. The used raw material (natural CaSiO3, calcium silicate, meta, reagent grade, < 20 µm powder) was supplied by Alfa Aeser (CaSiO3-AA). The chemical composition of the used raw material is given in Table 3 and an exemplary SEM image of the raw material is shown in Fig. 2.

Exemplary SEM image of the untreated wollastonite raw material (CaSiO3-AA)
The wollastonite raw material was treated before carbonation. Exemplary SEM images of the treated raw materials are given in Fig. 3a–c.

Exemplary SEM image of the wollastonite raw material. a treated with hydrochloric acid (CaSiO3–HCl); b treated with acetic acid (CaSiO3–CH3COOH); c treated with temperature (CaSiO3-1293 K)
The pressure in the reactors was adjusted using an ISCO-pump (Teledyne ISCO, Model 500D Syring pump). CO2 was supplied by Westfalen AG and had a purity of 4.5 (99.995%).
To investigate the influence of potential seed crystals on the carbonation reaction of wollastonite, three different materials were used as admixtures in this study (Table 4 and Figs. 4, 5, 6, 7, 8, 9).

PXRD with Rietveld analysis [22] of aragonite which was used as potential seed crystals
The first material, which functioned as potential seed crystals was a natural aragonite from Castilla–La Manche, Spain. PXRD-measurements with Rietveld analysis [22] showed only aragonite as crystalline phase (~ 65 wt%) and an amorphous content of ~ 35 wt% (Table 4 and Fig. 4). DSC–TG/MS measurements showed a CaCO3 content of 98.9 wt%. Selected aragonite grains, used as potential seed crystals, are given in Fig. 5.

SEM image of aragonite grains, used as potential seed crystals
The second material, which functioned as potential seed crystals was a natural calcite from Bavaria, Germany. PXRD-measurements with Rietveld analysis [22] showed only calcite as crystalline phase (~ 84 wt%) and an amorphous content of ~ 17 wt% (Table 4 and Fig. 6). DSC–TG/MS measurements showed a CaCO3 content of 100 wt%. An exemplary SEM image of the calcite grains, used as potential seed crystals is given in Fig. 7.

PXRD with Rietveld analysis [22] of calcite which was used as potential seed crystal

Exemplary SEM image of calcite grains, used as potential seed crystals with apparent morphology
The third material, which functioned as potential seed crystals was a previously carbonated natural wollastonite (CaSiO3-AA-carb; 24 h CO2, 333 K). The raw material was supplied by Alfa Aeser. PXRD-measurements with Rietveld analysis [22] showed three crystalline phases (calcite, ~ 24 wt%; aragonite, ~ 30 wt%; wollastonite, 3 wt%) and an amorphous content of ~ 43 wt% (Table 4 and Fig. 8). DSC–TG/MS measurements showed a CaCO3 content of 54.6 wt%. The raw material was carbonated analogue to the experimental setup in this study and the work of Svensson et al. (333 K, 2 MPa, 24 h reaction time, [26,27,28,29]. An exemplary SEM image of the potential seed crystals is given in Fig. 9.

PXRD with Rietveld analysis [22] of carbonated wollastonite (carbonated at 333 K, 2 MPa, with 24 h reaction time) which was used as potential seed crystal

Exemplary SEM image of carbonated wolalstonite, used as potential seed crystals
3 Results and discussion
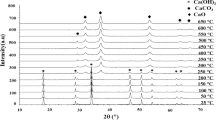
The reaction kinetics of the carbonation of wollastonite depending on temperature. Several carbonation experiments at different temperatures (296 K, 303 K, 313 K, 323 K, 333 K) were performed, to investigate the reaction kinetics of the carbonation reaction of wollastonite.
To investigate the influence of seed crystals on the carbonation reaction of wollastonite, several experiments with aragonite, calcite and previously carbonated wollastonite were performed (Fig. 1 and Table 2).
3.1 Reaction kinetics of the carbonation of wollastonite
The reaction kinetics of the carbonation of wollastonite depends on the temperature. The impact of pressure was less pronounced, considering CCS application pressure (Figs. 6, 10).

Conversion of wollastonite dependent on pressure [27]
With increasing temperature, the reaction time decreased and the conversion of wollastonite fits an exponential curve (Fig. 11). Following the shrinking core model [1] and the results of Svensson et al. [27], a full conversion of wollastonite cannot be reached within the observed experimental period. A fix point of wollastonite content (~ 10 wt%) had to be chosen to compare the different reaction times at different temperatures.

Temperature-dependency of wollastonite conversion. The reaction time, until 9 ± 1 wt% of wollastonite was reached, was 144 h at 296 K, 96 h at 303 K, 42 h at 313 K, 24 h at 323 K and 18 h at 333 K
3.2 Carbonation of differently treated wollastonite with admixtures
The raw material was treated differently before carbonation (untreated: CaSiO3-AA; temperature (1293 K): CaSiO3-1293 K; hydrochloric acid: CaSiO3–HCl; acetic acid: CaSiO3–CH3COOH). Table 5 summarizes the results of the carbonation of wollastonite (treated and untreated) using Rietveld analysis.
In Table 6 the newly formed calcite and the newly formed aragonite, measured by the Rietveld method [22], is presented. The newly formed content of calcite and aragonite was calculated subtracting the initial content from the content in the product.
As described by Svensson et al. [26,27,28,29] the purified wollastonite (acetic acid: CaSiO3-CH3COOH; hydrochloric acid: CaSiO3-HCl; temperature: CaSiO3-1293 K) showed no newly formed aragonite after carbonation (Table 6). The reference experiment, where untreated wollastonite raw material (CaSiO3-AA) was used for carbonation, showed aragonite formation (Table 6 and Fig. 12).

Newly formed aragonite (green) and calcite (magenta) during the carbonation of wollastonite
In the first set of experiments (cf. Figure 1 and Tables 2, 5) the carbonation of untreated raw material was investigated. In Fig. 13 the amount of newly formed calcite and aragonite is presented. Using potential seed crystals, newly formed aragonite was observed (Fig. 13). The highest amounts of calcite and aragonite formations were observed, using untreated wollastonite raw material (CaSiO3-AA) with no seed crystals.

Newly formed aragonite (green) and calcite (magenta) during the carbonation of untreated wollastonite
In the second set of experiments (cf. Figure 1 and Tables 2, 5) the carbonation of thermally treated (1293 K) wollastonite as raw material was investigated. Using potential seed crystals showed no newly formed aragonite (Fig. 14).

Newly formed aragonite (green) and calcite (magenta) during the carbonation of thermally treated (1293 K) wollastonite
In the third set of experiments (cf. Figure 1 and Tables 2, 5) the carbonation of wollastonite treated with hydrochloric acid as raw material was investigated. Using natural aragonite (Castilla–La Manche, Spain) and natural calcite (Bavaria, Germany) as potential seed crystals showed no newly formed aragonite (Fig. 15). However, adding previously carbonated wollastonite (24 h-CO2, 333 K, 2 MPa) as potential seed crystals showed newly formed aragonite (7.3 ± 0.7 wt%).

Newly formed aragonite (green) and calcite (magenta) during the carbonation of wollastonite, treated with hydrochloric acid (HCl, 10%)
In the fourth set of experiments (cf. Figure 1 and Tables 2, 5) the carbonation of wollastonite, treated with acetic acid as raw material was investigated. Using natural aragonite (Castilla-La Manche, Spain) and natural calcite (Bavaria, Germany) as seed crystals, no newly formed aragonite (Fig. 16) was found. However, adding previously carbonated wollastonite (24 h-CO2, 333 K, 2 MPa) as potential seed crystals showed newly formed aragonite (5.7 ± 1.1 wt%).

Newly formed aragonite (green) and calcite (magenta) during the carbonation of wollastonite (treated with CH3COOH, 20%)
Carbonation experiments on differently treated wollastonite raw material (temperature, hydrochloric acid, acetic acid) and different reaction times (24 h, 48 h, 72 h) were performed (Tables 2, 7 and Fig. 17).

Newly formed aragonite (green) and calcite (magenta) after carbonation of three differently treated wollastonite raw materials. Treatment 1: HCl, 10%—squares; Treatment 2: CH3COOH, 20%—circles; Treatment 3: temperature, 1293 K—triangles
To each treated raw material, 5 wt% of potential seed crystals of previously carbonated wollastonite was added before carbonation.
With increased reaction time the content of newly formed aragonite increased (Fig. 17, magenta), while the amorphous content decreased (Table 7 and Fig. 18). A different behavior could be observed by the raw material treated with temperature (1293 K) before adding seed crystals and before carbonation. Even after 72 h reaction time, no significant formation of aragonite was observed (Table 7 and Fig. 17, green triangles).

Comparison of formation of calcite and aragonite (Rietveld method, red) and the general formation of CaCO3 (determined by TG measurements, cyan) after carbonation of three differently treated raw materials. Treatment 1: HCl, 10%—squares; Treatment 2: CH3COOH, 20%—circles; Treatment 3: temperature, 1293 K—triangles
In Fig. 18 the amount of CaCO3 (determined by TG measurements, cyan) is compared with the sum of calcite and aragonite (Rietveld analysis, red) and the amorphous content (Rietveld analysis, black). The amount of CaCO3 measured by TG stayed more or less constant with increasing reaction time (Fig. 18, cyan). The sum of calcite and aragonite, determined by Rietveld analysis, increased with increasing reaction time (Fig. 18, red). The amount of measured X-ray amorphous content, determined by Rietveld analysis, decreased with increasing reaction time (Fig. 18, black).
4 Conclusions
This study showed the possible use of wollastonite as cementitious material in sealing boreholes in CO2-rich environments. For example, the material will be pumped directly into the borehole, where the carbonation reaction will cause the sealing of the borehole. Currently a cementitious materials based on wollastonite and rankinite is used to produce precast modules [14, 15, 23, 25]. The reaction products will be stable in CO2-rich environments and the cementitious material, based on wollastonite, will be one of the needed environmental green products, which are CO2 neutral. The production of wollastonite will, compared to the production of C3S and C2S, produce less CO2 (Table 1) [20] and during the carbonation reaction, additional CO2 will be consumed.
The conversion-diagram of wollastonite dependent on temperature was completed (Fig. 11) [27]. At temperatures below 303 K the carbonation reaction of wollastonite was rather slow (96 h to 144 h). Above 313 K the reaction rate increased strongly and the reaction time was reduced drastically (42 h to 12 h). The conversion of wollastonite follows an exponential curve.
If wollastonite will be used as cementitious material, the carbonation reactions have to be understand and investigated. Therefore, the carbonation reactions of previously treated wollastonite with and without potential seed crystals were analyzed. The use of natural aragonite as potential seed crystal did not increase the content of aragonite (Table 6 and Figs. 13, 14, 15, 16). However, using previously carbonated wollastonite as potential seed crystal led to newly formed aragonite in wollastonite raw material, treated with hydrochloric acid and acetic acid (Table 6 and Figs. 13, 14, 15, 16). Therefore, the assumption, that aragonite functioned as seed crystal could be confirmed in this study.
However, natural formed aragonite does not lead to further aragonite formation. A possible explanation for this behavior might be the conditions aragonite is formed in nature. The natural aragonite was formed at conditions (333 K, 500 MPa) [24], which did not reflect the experimental conditions in the steel reactors (333 K, 2 MPa). The aragonite formed in the reactors probably was metastable and formed only because of the presence of metastable aragonite as well. Conditions at which aragonite will form naturally were not established during the experiments. Therefore, it was assumed that, if a material should function as seed crystal, it is necessary to meet the conditions of formation. Otherwise the used material will not form new phases.
Carbonation experiments with carbonated wollastonite as admixture, different purification methods (Temperature, acetic acid and hydrochloric acid) and varied reaction times (24 h, 48 h and 72 h) showed the formation of aragonite out of the amorphous content with increasing reaction time (Table 7 and Figs. 17, 18).
References
Abbasi E, Hassanzadeh A, Abbasian J (2013) Regenerable MgO-based surbent for high temperature CO2 removal from syngas: 2. Two-zone variable diffusivity shrinking core model with expanding product layer. Fuel 105:128–134. https://doi.org/10.1016/j.fuel.2012.06.005
Ashraf W, Olek J, Atakan V, Hyungu J (2016) Effects of high temperature on carbonated calcium silicate cement (CSC) and ordinary portland cement (OPC) paste. In: Proceedings 5th international conference on durability of concrete structures
Asraf W, Olek J (2018) Elucidating the accelerated carbonation products of calcium silicates using multi-technique approach. J CO2 Util 23:61–74. https://doi.org/10.1016/j.jcou.2017.11.003
Benson SM, Orr FM Jr (2008) Carbon dioxide capture and storage. MRS Bull 33:303–305
Bergmann J, Friedel P, Kleeberg R (1998) BGMN—a new fundamental parameters based Rietveld program for laboratory X-ray sources, it’s use in qualitative analysis and structure investigations. Comm Powder Diffr Int Union Crystallogr CPD Newsl 20:5–8
Bube C, Metz V, Bohnert E, Garbev K, Schild D, Kienzler B (2013) Long-Term cement corrosion in chloride-rich solutions relevant to radioactive waste disposal in rock salt—leaching experiments and thermodynamic simulations. Phys Chem Earth 64:87–94. https://doi.org/10.1016/j.pce.2012.11.001
CLUSTER, Joint research project CLUSTER. www.bgr.bund.de/CLUSTER/. Accessed 18 Dec 2018
Daval D, Martinez I, Corvisier J, Findling N, Goffé B, Guyot F (2009) Carbonation of Ca-bearing silicates, the case of wollastonite: experimental investigations and kinetic modeling. Chem Geol 262:262–277. https://doi.org/10.1016/j.chemgeo.2009.01.022
Degen T, Sadki M, Bron E, König U, Nénert G (2014) The highscore suite. Powder Diffr 29:13–18. https://doi.org/10.1017/S0885715614000840
Döbelin N, Kleeberg R (2015) Profex: a graphical user interface for the Rietveld refinement program BGMN. J Appl Crystallogr 48:1573–1580. https://doi.org/10.1107/S1600576715014685
Gartner E, Hirao H (2015) A review of alternative approaches to the reduction of CO2 emissions associated with the manufacture of the binder phase in concrete. Cem Concr Res 78:126–142. https://doi.org/10.1016/j.cemconres.2015.04.012
Haszeldine SR (2009) Carbon capture and storage: how green can black be? Science 325:1647–1651. https://doi.org/10.1126/science.1172246
Huijgen WJJ, Witkamp GJ, Comans RNJ (2006) Mechanisms of aqueous wollastonite carbonation as a possible CO2 sequestration process. Chem Eng Sci 61:4242–4251. https://doi.org/10.1016/j.ces.2006.01.048
Jain J, Deo O, Sahu S, DeCristofaro N (2014) Solidia Cement™—part two of a series exploring the chemical properties and performance results of sustainable solidia cement™ and solidia concrete™. White Pap Solidia Technol 1–17
Jain J, Atakan V, DeChristofaro N, Jeong H, Olek J (2015) Performance of calcium silicate-based carbonated concretes vs. hydrated concretes under freeze-thaw environments. White Pap Solidia Technolog 1–8
Locher F (2000) Zement—Grundlagen der Herstellung und Verwendung. Verlag Bau + Technik GmbH, Düsseldorf
Longo RC, Cho K, Brüner P, Welle A, Gerdes A, Thissen P (2015) Carbonation of wollastonite(001) competing hydration: microscopic insights from ion spectroscopy and density dunctional theory. Am Chem Soc Appl Mater Interfaces 7:4706–4712. https://doi.org/10.1021/am508313g
Min Y, Li Q, Voltolini M, Kneafsey T, Jun YS (2017) Wollastonite carbonation in water-bearing supercritical CO2: effects of particle size. Environ Sci Technol 51:13044–13053. https://doi.org/10.1021/acs.est.7b04475
NOAA Earth System Research Laboratory (2018) Trends in atmospheric carbon dioxide. https://www.esrl.noaa.gov/gmd/ccgg/trends/. Accessed 18 Dec 2018
Pöllmann H (2015) Mineralogical strategies to reduce CO2 in the fabrication of alternative cements. Ibausil Conf Replic 1:111–129
Rice J, Ferry J (1982) Buffering, infiltration, and the control of intensive variables during metamorphism. Rev Mineral 10:263–326
Rietveld HM (1969) A profile refinement method for nuclear and magnetic structures. J Appl Crystallogr 2:65–71. https://doi.org/10.1107/S0021889869006558
Sahu S, DeCristofaro N (2013) Solidia Cement™—part one of a two-part series exploring the chemical properties and performance results of sustainable solidia cement™ and solidia concrete™. White Pap Solidia Technol 1–12
Salje E, Viswanathan K (1976) The phase diagram calcite-aragonite as derived from the crystallographic properties. Contrib Miner Petrol 55:55–67
Solidia Technologies (2019) http://solidiatech.com/. Accessed 25 Feb 2019
Svensson K, Neumann A, Pöllmann H, Menezes F, Lempp C (2017) Curing by carbonatisation of wollastonite. GDCh Monogr 52:80–83
Svensson K, Neumann A, Menezes FF, Lempp C, Pöllmann H (2018) The conversion of wollastonite to CaCO3 considering its use for ccs application as cementitious material. Appl Sci 8:304
Svensson K, Neumann A Menezes F, Lempp C, Pöllmann H (2018b) Wollastonite a CS-cement—curing by carbonation—use as well cement. In: Proceedings of 40th international conference on cement microscopy, pp 76–98
Svensson K, Neumann A Menezes F, Lempp C, Pöllmann H (2018c) Quantitative evaluation of the carbonation of wollastonite. In: Conference proceedings 20th ibausil, vol 2, p 673679
Taylor HFW (1997) Cement chemistry. Thomas Telford Publishing, London
Vilani C, Spragg R, Tokpatayeva R, Olek J, Weiss W (2014) Characterizing the pore structure of carbonated natural wollastonite. In: Proceedings 4th international conference on the durability of concrete structures, pp 262–269
Acknowledgements
The authors want to thank the German Federal Ministry for Economic Affairs and Energy (BMWi; Funding Code: 03ET7031D) for financial support. The constructive comments and helpful suggestions of two anonymous reviewers are gratefully acknowledged.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
About this article

Cite this article
Svensson, K., Neumann, A., Feitosa Menezes, F. et al. Carbonation of natural pure and impure wollastonite. SN Appl. Sci. 1, 318 (2019). https://doi.org/10.1007/s42452-019-0328-4
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-019-0328-4