
Abstract
Sodium alginate/titanium dioxide solid polymer composite membranes were prepared by solution casting method. The electrical, optical and thermal properties of these composite membranes are in great demand for advanced electronic device applications. The present study is aimed at the preparation of dioxide membranes to enhance the conductivity of sodium alginate. The diffraction pattern confirmed the change of sodium alginate polymer matrix structure from amorphous to polycrystalline upon dispersing TiO2 powder particles into sodium alginate solution. The surface morphology also evidenced the non-crystalline and polycrystalline (containing grains and grain boundaries) nature of formed films. The infrared spectra showed the presence of various functional groups such as –OH, C=O, O–H, C–H and Na–O. The differential scanning calorimeter (DSC) investigation revealed the existence of exothermic/endothermic peaks, melting and crystallization temperatures. Furthermore, the weight loss of all the films was described as a function of temperature. The dielectric properties highlighted the 5 wt% of TiO2 dispersed in the sodium alginate solution due to its high dielectric constant (ε′), dielectric loss (ε″) and ac-electrical conductivity (σac).
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
Polymer composite membranes continue to receive tremendous attention for their potential advanced material applications [1]. Polymer composite membranes are the polymer membranes in which small amount of powder particles are dispersed. The physical, chemical, and electrostatic interactions between the polymer and filler result in improvements of electrical, optical, mechanical, thermal properties of polymer membranes [1,2,3,4]. These are needed to meet the demand in emerging technological applications for such advanced materials. More recently, the significant development occurred in the area of flexible electronic devices.
Sodium alginate (SA) is an environmentally safe, inexpensive, nontoxic, weak acidic, anionic, and linear chained natural polysaccharide material [1]. Recently, the SA acquired more significance because of its diverse properties as well as gel forming capability with metal oxides [1]. Thus, the usage of SA revealed distinct applications in controlled drug delivery, dehydration of organic solvents, removal of metal ions from aqueous solutions, textile industries, food industries etc., [1]. In addition, the SA based polymeric specimen exhibited high ε′ which in turn responsible for potential applications in actuators, artificial muscles, and charge stored capacitors [3]. The polymers containing high ε′ can also adopt high ε″. Therefore, it promotes the electrical conductivity to larger extent. Moreover, the polymer composite membranes possessing high σac value showed extensive applications in molecular electronics [2]. In order to increase the electrical conductivity and dielectric constant in polymers, one has to disperse the ceramic powder particles with high dielectric constant into the polymer solution. In this concern, many scientists used to disperse the inorganic powder particles into the polymer solution such as SA and polyaniline [4,5,6,7,8,9,10,11]. Subsequently, biomedical, electronic device and environmental cleaning applications were obtained. Hence, the polymer composite membranes can be synthesized. In the literature [2] TiO2 fillers were added to the polyaniline for further increase of dielectric constant and electrical conductivity. At this juncture, the authors got an idea to introduce the TiO2 fillers into the SA polymer solution in order to achieve the good dielectric constant and electrical conductivity. However, in the literature very limited studies were found on SA/TiO2 polymer composite membranes [12,13,14,15].
2 Experimental procedure
2.1 Materials
Sodium Alginate (viscosity > 2000 CP) (SDFC, 99.4% purity) and TiO2 (Merck, 99.2% purity) were used as the starting materials. Double distilled water was used throughout the experiment for film casting.
2.2 Membrane preparation
The polymer composite membranes of sodium alginate dispersed with TiO2 were prepared by solution casting method. At first, 4 wt% of sodium alginate solution was prepared by continuous magnetic stirring of 4 g amount of NaAlg in 90 ml of water for 48 h. The required amount of TiO2 (5, 10, 15 wt% based on weight of NaAlg) for each sample was first dispersed in 10 ml of distilled water under ultrasonication for 2 h at room temperature. The well dispersed TiO2 then added to an aqueous of 4 wt% of NaAlg solution. Furthermore, it was magnetically stirred until completely dissolved in order to obtain a homogeneous NaAlg–TiO2 viscous solution. This solution was poured into a polypropylene petri dish and left to dry at room temperature in order to obtain free standing polymer composite membranes. The thickness of NaAlg–TiO2 films for 0, 5 10, 15 wt% concentrations of TiO2 were 0.12, 0.12, 0.13 and 0.13 mm respectively. These are indicated by SA, SA1, SA2 and SA3 respectively. These films were initially dried in vacuum. Further, the films were subjected for different characterization techniques like X-ray diffractometer (Bruker X-Ray Powder Diffractometer, CuKα, λ = 0.15406 nm), Scanning Electron Microscope (Ultra 55 SEM Carl Zeiss), FT-IR spectrophotometer (IR affinity-1, Shimadzu), Differential Scanning Calorimeter (DSC 131, Setaram), Thermo gravimetric Analyzer (TGA, Linseis STA PT 1750) and LCR HiTESTER (HIOKI 3532-50, Japan) for structural, morphological, functional group, thermal and dielectric properties respectively.
3 Results and discussion
3.1 X-ray diffraction (XRD) analysis
The diffraction patterns of all membranes along with pure TiO2 were presented in the Fig. 1. There are no crystalline phases in the diffraction pattern of SA film. But nevertheless, a weak and broad diffraction peak at 2θ = 14.92° is noted for SA film. It may be generally happened owing to the instrumental error. Therefore, as a whole, it indicates the amorphous (non-crystalline) structure of sodium alginate. In the case of TiO2, the maximum intense peak at 27.68° confirmed its rutile crystalline phase. The miller indices (hkl) (110), (101), (200), (211), (220), (002), (310), and (301) are assigned to the diffraction angles 36.3°, 41.49°, 54.53°, 56.82°, 63°, 64°, 69.23° and 70.1o respectively. As 5, 10, 15 wt% of TiO2 amounts are dispersed in SA matrix, there is no significant difference in diffraction angles found for SA/TiO2 films and pure TiO2. But indeed, the decrease in intensity of peaks with decrease in concentration of TiO2 in SA films is observed. This indicates that there is no change on morphology of TiO2 which is attributed to the favorable interaction between TiO2 and SA matrix. Hence, these results suggest successful incorporation of TiO2 particles into sodium alginate matrix. In addition, the more clarity in the crystalline phases is found for pure TiO2 when compared with the dispersed materials. This confirms a fact that with increase of SA content in the titanium dioxide the phase identification becomes much clear. Thus, the conversion from non-crystalline to polycrystalline formation is obviously observed.

XRD pattern of SA/TiO2 films
3.2 SEM analysis
SEM photographs of the surface morphology for the NaAlg/TiO2 are shown in the Fig. 2. Depending on the amount of TiO2 present in the polymer matrix, the morphology of NaAlg/TiO2 composite membranes will vary and greatly influence its properties. These images show many aggregates or chunks distributed on the top surface indicating the TiO2 particles tended to form aggregates and dispersed into NaAlg polymer matrix. From the images of pure NaAlg and NaAlg titanium dioxide composites, it was observed that the apparent roughness and whiteness (due to small particle size) increases with increase of the content of TiO2 and its dispersion in polymer matrix. In case of the distribution of grains, the homogeneous grains were seen. But these were accommodated like cluster of grains at different spots of the polymer films. Particularly, the shape of grains was almost seemed to be like stones.

SEM micrographs of SA/TiO2 films
3.3 FTIR analysis
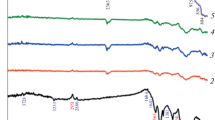
FTIR analysis (Fig. 3) is used to analyze characteristic bonds. The FTIR spectrum of TiO2 has broad absorption bands at 3371, 1596 and 1388 cm−1 that are attributed to –OH, C=O vibrations respectively. In case of polymer composite membranes, in FTIR spectrum of SA membrane, the peak at 3409, and 2815–2731 cm−1 are assigned to stretching vibrations of O–H [16,17,18] and C–H bonds [2] respectively. The strong absorption bands at 1596 and 1388 cm−1 are attributed to the asymmetric stretching vibration of (C=O) carboxylate group. The peaks at 763, 702, and 609 cm−1 attributed to Na–O bond in SA [2]. After the incorporation of TiO2 into these membranes, the FTIR spectra show the systemic increase in OH absorption with increase in concentration of TiO2. This in turn leads to increase in intensity which is determined from the interaction between TiO2 and NaAlg.

FTIR spectra of SA/TiO2 films
3.4 DSC analysis
The Fig. 4 shows DSC curves of the mixed matrix membranes. It is evident that the heat flow is first decreasing with increase of temperature up to approximately 100 °C and beyond that the heat flow started to increase till 185.76 °C. The DSC curve of SA showed sharp endothermic peak at 185.76 °C and is associated to melting temperature. This peak was shifted to higher temperature region of 218.71 °C, 218.9 °C, and 219.22 °C for SA1, SA2 and SA3 respectively when sodium alginate is incorporated with titanium dioxide. This confirmed a fact that the incorporation of inorganic filler TiO2 into sodium alginate matrix attributes to increase in the crystallization from pure SA to SA3. For further increase of temperature, the heat flow is diminished beyond 260 °C which is a usual behavior.

Variation of heat flow versus temperature
3.5 TGA analysis
In general, TGA is used to find the thermal stability of present polymer film. With increase of temperature, the thermal degradation of polymer film is observed. It is obvious from the Fig. 5 that the weight loss was decreased with increase of temperature from room temperature to 600 °C. The weight loss is found at two different temperatures. That is, the TGA curves (Fig. 5) of pure sodium alginate and sodium alginate-TiO2 membranes show the two-stage degradation behavior. The first stage corresponds to 10–15% weight loss from room temperature to 180 °C due to expulsion of moisture and residual solvent in sodium alginate. The major weight loss occurred above 180 °C. As concentration of TiO2 increases, a decrease in weight loss is noted with increase in temperature. At high concentration of TiO2, the high thermal stability is noticed. This establishes a fact that the SA1, SA2 and SA3 samples expressed almost constant trend of weight loss with increase of temperature. Therefore, it indicates the thermal stability between 250 and 600 °C.

Variation of weight loss versus temperature
3.6 Dielectric properties
The dielectric behaviour of polymer composite materials is a powerful technique for studying relaxation and conduction mechanisms in polymer material. Dielectric permittivity is complex quantity given by: ε* = ε′ − iε″, where ε′ and ε″ are the real and imaginary parts permittivities. The real part generally is referred as dielectric constant while the imaginary part is associated to the dielectric loss. The dielectric constant is calculated by using the relation: ε′ = Cd/Aεo, where ‘C’ is the capacitance, ‘A’ is area of cross section of material, ‘d’ is the thickness and permittivity of free space [19]. The dielectric loss (ε″ = ε′ tanδ) is computed using the product of dielectric constant and loss tangent [20]. Both ε′ and ε″ parameters of SA, SA1, SA2, and SA3 mainly depend on two factors such as applied temperature and frequency. These are described as follows.
3.7 Temperature dependence of ε′ and ε″
The variation of dielectric constant and dielectric loss with temperature at 1 MHz frequency is shown in the Fig. 6. The dielectric constant remained a constant value for all the samples up to 90 °C. Beyond this temperature, ε′ is increased with increase of temperature. On the other hand, the dielectric loss exhibited a slow increasing trend with temperature till 80 °C. Above this temperature, a drastic increasing manner is seen. It can be attributed to the fast response of charge carriers in the membranes [21, 22]. However, it is observed that dielectric constant and dielectric loss performed the relaxation behaviour with temperature and undergone transition. This type of relaxation behavior is attributed to the accumulation of charge carriers at the grain boundary interface. Thus, the resonance takes place and further it leads to the peaking value of both dielectric constant and loss values. The dielectric behavior of the pure polymer and membranes SA2, SA3 is same (except SA1). Among all these membranes, SA1 composite membrane shows very interesting behavior in respect of dielectric properties. The highest values of dielectric constant and dielectric loss with temperature are 0.36 and 0.06 respectively for SA1.

Temperature dependence of ε′ and ε″ of SA/TiO2 films
3.8 Frequency dependence of ε′ and ε″
Figure 7 shows the variations of the dielectric constant and dielectric loss with frequency for different concentrations of TiO2 at 311 K. The dielectric constant and dielectric loss are decreased with increase in frequency. High value of dielectric constant at low frequencies is due to space charge polarization (interfacial polarization) [23]. This value decreases which could be due to dipoles unable to follow the field variation at high frequencies. As frequency goes on increasing, the pure SA, SA2, SA3 shows similar behavior i.e. they exhibit increasing of ε′ and ε″ values at particular frequency instead of usual dielectric behavior [24,25,26]. In general, the polycrystalline materials are composed of two segments such as grains and grain boundaries. The high value of dielectric constant and loss can be attributed to the grain boundary effect. Since, the grain boundaries are more active at lower frequencies. Further at high frequencies, the grains become more active and subsequently, the ε′ and ε″ parameters will be reduced. This behavior is different for SA1 between 2 and 3 MHz. That is, ε′ and ε″ started to increase. For the further increase of frequency again the ε′ and ε″ are decreased. It can be attributed to noticeable enhancement of polarization of composites. The highest values of dielectric constant and dielectric loss with frequency are 0.56 and 0.2 respectively for SA1 at 10 kHz.

Frequency dependence of ε′ and ε″ of SA/TiO2 films
3.9 Temperature and frequency dependence of AC-conductivity
The Fig. 8 shows the variation of ac-conductivity as a function of temperature and frequency. As the temperature goes on increasing, the ac-conductivity gradually increases. This kind of manner may be acquired due to increase of hopping of charge carriers. That is, for the present samples, the ac-conductivity is almost constant up to 70 °C. This can be achieved as a result of the less response of charge carries for the provided temperature. In general, these polymer films will have less number of charges. For further increase of temperature, the ac-conductivity starts gradually increasing for all the materials. It normally implies that the dielectric relaxation becomes thermally activated and hence this can be governed by Arrhenius equation: σac = σo exp (−Ea/KBT), σo is pre-exponential factor, KB is the Boltzmann’s constant, Ea is the activation energy and T is the absolute temperature [23,24,25,26,27,28]. The high ac-conductivity achieved in this study is 3.3 × 10−8 S/cm at 369 K for SA1. The dielectric constant and dielectric loss are high at particular frequency. This variation in turn allows having high ac-conductivity at that particular frequency. The high ac-conductivity achieved in this study is 2.3 × 10−7 SA3 at 4 MHz. Therefore, this kind of high conducting polymer composite membranes may be expected for molecular electronics [2].

Temperature and frequency dependence of ac-conductivity of SA/TiO2 films
4 Conclusions
-
The SA/TiO2 polymer composite membranes were prepared by solution casting method.
-
The diffraction pattern confirmed the change of sodium alginate polymer matrix structure from amorphous to polycrystalline on dispersing the TiO2 powder particles into sodium alginate solution.
-
The SEM micrographs evidenced the non-crystalline and polycrystalline nature of formed films.
-
The FTIR spectra showed the existence of functional groups like –OH, C=O, O–H, C–H and Na–O.
-
The DSC curve of SA showed sharp endothermic peak at 185.76° and is associated to melting temperature. This peak was shifted to higher temperature region of 218.71°, 218.9°, 219.22° for SA1, SA2 and SA3 respectively.
-
The TGA analysis showed the major weight loss above 180 °C due moisture and residual solvent in sodium alginate.
-
The high dielectric constant and loss observed at 5 wt% of TiO2 dispersed in the sodium alginate solution.
-
The high σac ~ 2.3 × 10−7 noticed for SA3 at 4 MHz may be well suited for molecular electronics applications.
References
Chandrakala HN, Ramaraj B, Shivakumaraiah, Siddaramaiah (2014) Influence of lithium potassium zirconate nanoparticles on the electrical properties and structural characteristics of poly (vinylalcohol) films. J Phys Chem Solids 75:252–258. https://doi.org/10.1016/j.jpcs.2013.09.025
Mo T-C, Wang H-W, Chen S-Y, Yeh Y-C (2008) Synthesis and dielectric properties of polyaniline/titanium dioxide nanocomposites. Ceram Int 34:1767–1771
Bekin S, Sarmad S, Gürkan K, Yenici G, Keçeli G, Gürdağ G (2014) Dielectric, thermal, and swelling properties of calcium ion-cross linked sodium alginate film. Polym Eng Sci 54:1372–1382
Vasudevan P, Thomas S, Arunkumar KV, Karthika S, Unnikrishnan NV (2015) Synthesis and dielectric studies of poly (vinyl pyrrolidone)/titanium dioxide nanocomposites. IOP Conf Ser Mater Sci Eng 73:012015. https://doi.org/10.1088/1757-899x/73/1/012015
Lucic Skoric M, Milosavljevic N, Radetic M, Saponjic Z, Radoicic M, Kalagasidis Krusic M (2015) Synthesis and characterization of interpenetrating polymer network based on sodium alginate and methacrylic acid and potential application for immobilization of TiO2 nanoparticles. Polym Eng Sci 55:2511–2518
Rathna GVN, Birajdar MS, Bhagwani M, Paul VL (2013) Studies on fabrication, characterization, and metal extraction using metal chelating nonwoven nanofiber mats of poly (vinyl alcohol) and sodium alginate blends. Polym Eng Sci 53:321–333
Shi L, Xiong L, Hu Y, Li W, Chen ZC, Liu K, Zhang X (2017) Three-dimensional printing alginate/gelatin scaffolds as dermal substitutes for skin tissue engineering. Polym Eng Sci. https://doi.org/10.1002/pen.24779
Nawaz M, Moztahida M, Kim J, Shahzad A, Jang J, Miran W, Lee DS (2018) Photodegradation of microcystin-LR using graphene-TiO2/sodium alginate aerogels. Carbohydr Polym. https://doi.org/10.1016/j.carbpol.2018.07.007
Thakur S, Sharma B, Verma A, Chaudhary J, Tamulevicius S, Thakur VK (2018) Recent progress in sodium alginate based sustainable hydrogels for environmental applications. J Clean Prod. https://doi.org/10.1016/j.jclepro.2018.06.259
Chen W, Feng Q, Zhang G, Yang Q, Zhang C (2017) The effect of sodium alginate on the flotation separation of scheelite from calcite and fluorite. Miner Eng 113:1–7
Yi X, Sun F, Han Z, Han F, He J, Minrui O, Junjie G, Xiaoping X (2018) Graphene oxide encapsulated polyvinyl alcohol/sodium alginate hydrogel microspheres for Cu (II) and U (VI) removal. Ecotoxicol Environ Saf 158:309–318
Wei S, Zhang X, Zhao K, Yifan F, Li Z, Lin B, Wei J (2016) Preparation, characterization and photocatalytic degradation properties of polyacrylamide/calcium alginate/TiO2 composite film. Polym Compos 23:1292–1301
Wei S, Zhao K, Zhang X, Yifan F, Li Z, Wei J (2015) Adsorption and photocatalytic degradation of dyes on polyacrylamide/calcium alginate/TiO2 composite film. Funct Mater Lett 8:1–5
Zhao K, Feng L, Lin H, Fu Y, Lin B, Cui W, Li S, Wei J (2014) Adsorption and photocatalytic degradation of methyl orange imprinted composite membranes using TiO2/calcium alginate hydrogel as matrix. Catal Today 236:127–134
Zhao K, Feng L, Li Z, Yifan F, Zhang X, Wei J, Wei S (2014) Preparation, characterization and photocatalytic degradation properties of TiO2/calcium alginate composite film and the recovery of TiO2 nanoparticle. RSC Adv 4:51321–51329
Kothandan D, Kumar RJ, Prakash M, Naidu KCB (2018) Structural, morphological and optical properties of Ba1−xCuxTiO3 (x = 0.2, 0.4, 0.6, 0.8) nanoparticles synthesized by hydrothermal method. Mater Chem Phys 215:310–315
Kumar NS, Suvarna RP, Naidu KCB, Kumar GR, Ramesh S (2018) Structural and functional properties of sol–gel synthesized and microwave heated Pb0.8Co0.2–zLazTiO3 (z = 0.05–0.2) nanoparticles. Ceram Int 44:19408–19420
Kumar NS, Suvarna RP, Naidu KCB (2018) Sol–Gel synthesized and microwave heated Pb0.8−yLayCo0.2TiO3 (y = 0.2–0.8) nanoparticles: structural, morphological and dielectric properties. Ceram Int 44:18189–18199
Sivakumar D, Naidu KCB, Nazeer KP, Rafi MM, Rameshkumar G, Sathyaseelan B, Killivalavan G, Begam AA (2018) Structural characterization and dielectric properties of superparamagnetic Iron oxide nanoparticles. J Korean Ceram Soc 55:230–238
Kumar DS, Naidu KCB, Rafi MM, Nazeer KP, Begam AA, Kumar GR (2018) Structural and dielectric properties of superparamagnetic iron oxide nanoparticles (SPIONs) stabilized by sugar solutions. Mater Sci Pol 36:123–133
Zangina T, Hassan J, Azis RS et al (2018) Structural, electrical conductivity and dielectric relaxation behavior of LiHf2(PO4)3 ceramic powders. J Aust Ceram Soc 54:307–316
Naidu KCB, Reddy VN, Sarmash TS, Kothandan D, Subbarao T, Kumar NS (2018) Structural, morphological, electrical, impedance and ferroelectric properties of BaO–ZnO–TiO2 ternary system. J Aust Ceram Soc. https://doi.org/10.1007/s41779-018-0225-0
Kumar NS, Suvarna RP, Naidu KCB (2019) Grain and grain boundary conduction mechanism in sol–gel synthesized and microwave heated PbLa0.8−yCoyTiO3 (y = 0.2–0.8) nanofibers. Mater Chem Phys 223:241–248
Hashim M, Raghasudha M, Shah J, Shirsath SE, Ravinder D, Kumar S, Meena SS, Bhatt P, Kumar R, Kotnala RK (2018) High temperature dielectric studies of indium-substituted NiCuZn nanoferrites. J Phys Chem Solids 112:29–36
Joshi S, Kumar M (2018) Effect of Ni2+ substitution on structural, magnetic, dielectric and optical properties of mixed spinel CoFe2O4 nanoparticles. Ceram Int 42:18154–18165
Naidu KCB, Madhuri W (2018) Ceramic nanoparticle synthesis at lower temperatures for LTCC and MMIC technology. IEEE Trans Magn 54:1–8. https://doi.org/10.1109/tmag.2018.2855663
Naidu KCB, Kumar NS, Kumar GR et al (2018) Temperature and frequency dependence of complex impedance parameters of microwave sintered NiMg ferrites. J Aust Ceram Soc. https://doi.org/10.1007/s41779-018-0260-x
Aravind G, Raghasudha M, Ravinder D, Vijaya Kumar R (2016) Magnetic and dielectric properties of Co doped nano crystalline Li ferrites by auto combustion method. J Magn Magn Mater 406:110–117
Acknowledgements
The authors express thankful to Prof. T. Subba Rao, S. K. University, Anantapur, A.P., for helping in sample preparation.
Author information
Authors and Affiliations
Contributions
The work is contributed by the all authors according to the priority given in the name section. In addition, these samples are not creating any problems to the nature or living organic matter.
Corresponding authors
Ethics declarations
Conflict of interest
The authors declare that we have no conflicts of interest.
Rights and permissions
About this article

Cite this article
Padma, G.T., Rao, T.S. & Naidu, K.C.B. Preparation, characterization and dielectric properties of sodium alginate/titanium dioxide composite membranes. SN Appl. Sci. 1, 75 (2019). https://doi.org/10.1007/s42452-018-0083-y
Received:
Accepted:
Published:
DOI: https://doi.org/10.1007/s42452-018-0083-y