
Abstract
The present research considers a wide number of specimens of chemical strengthened glass (CSG) produced in an industrial factory between 2001 and 2014 during the standard production and some experimental cycles. 391 specimens of 4 mm clear float glass 100 mm \(\times \) 100 mm were considered. The DoP and SC measures were carried out on each specimen by non-destructive tests and the same specimen was tested in bending according to EN 1288-5 (Glass in building-Determination of the bending strength of glass—coaxial double ring test on flat specimens with small test surface areas, 2000) (double ring test-R45). The experimental investigation on CSG was supported considering a parallel investigation on float glass (FG) 4 mm thick. The experimental tests were carried out with the aim to evaluate the increase of strength due to chemical strengthening.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
Introduction
Chemically strengthened glass (CSG) has been up to now widely used in the shipping sector although recently also the automotive and the architecture fields seem more and more interested in it. This interest is essentially related to the increasing request of bent glazed surfaces in design projects. Actually the use of fully glazing is now a trend: this is often the best architectural choice to emphasize the already most known qualities of glass. The use of CSG is also increasing in the field of furniture as well as in the field of hardware devices (flat screen, tablets, mobile phones etc.) representing a market with a very high growth potential and many types of possible scenarios.
This kind of glass in all the above mentioned applications must face to complex loading, including dynamic pressure, thermal loading, impacts, and vibration. This is the reason why CSG could be considered as a suitable product linking together optical properties and glass strength.
On the other hand failures generally have dangerous consequences, so the main challenge that producers have to face is to manage the more sensitive CSG production parameters in order to guarantee its maximum strength. Standard specifications represent an essential reference support even if, till now, they remains quite general (EN 12337-1:2000 2000).

Stress profile in CSG

Profile of potassium penetration in CSG
Cooperation between SSV (Glass Research Centre) and Viraver Technology S.r.l. (A glass transformation Italian Company) was finalized to measure the most suitable characteristic parameters, to compare them and to characterize the product in order to provide information about the best conditions to improve production process.
An appropriate mechanical strength is required to chemically strengthened glass (CSG) by EN 12337; therefore the definition and the check of process parameters are important to obtain suitable depth of penetration (DoP) and surface compression (SC) values, which influence mechanical strength (MS) in bending.
The present research considers a wide number of specimens produced in Viraver during the standard production and in some experimental cycles, considering 391 specimens of 4 mm clear float glass 100 mm x 100 mm. For each specimen the following data were recorded:
-
Bath temperature \((395; 410; 425; 430\,^\circ \hbox {C})\);
-
Bath time (cases from 1.5 to 128 h).

SC measurement—tin side versus air side

DoP measurement—tin side versus air side

DoP measurement by micro XR- tin side versus air side

a SC versus DoP; air side. b SC versus DoP, tin side

a SC versus time of bath for specific temperature of treatment: air side. b SC versus time of bath for specific temperature of treatment: tin side

a DoP versus time of bath for specific temperature of treatment: air side. b DoP versus time of bath for specific temperature of treatment: tin side

a SC and DoP versus temperature of bath for specific time of treatment: air side. b SC and DoP versus temperature of bath for specific time of treatment: tin side
Chemical strengthening process
The process of chemical strengthening is done by glass immersion in a salt molten bath \((\hbox {KNO}_{3})\) to induce a permanent surface compression.
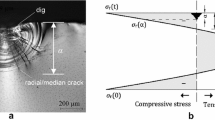
In soda lime silicate glass, the surface compression layer is chemically obtained by immersing the pane in a molten bath of \(\hbox {KNO}_{3}\) in order to allow the exchange of Na+ with K+ ions, at a temperature that is lower than transition temperature, for a suitable amount of time. An ion exchange between the salt bath of alkali ions and the glass host alkali ions results in surface stuffing of ions. An elastic and plastic expansion of interstitial sites occurs, resulting in a large surface compression and an internal tension of balancing according to the elastic compatibility criteria (Fig. 1).
The beneficial stress so generated may relax due to the viscous flow, when the ions exchange temperature is raised close to or beyond the glass transition temperature, or decrease because of a permanent densification of the network (Varshneya and Spinelli 2009). Fundamental parameters to guarantee the efficiency of the process are temperature and duration of bath immersion.
The permanent surface compression stress is due to the potassium deep penetration on the all exposed surfaces; in this way the process “neutralizes” a bigger amount of pre-existing micro-cracks.
The penetration depth is defined as the depth at which the decreasing compression magnitude essentially reaches zero stress, changing to a tension at greater depths (Fig. 2)
The principles of chemically strengthened glass should be found in several publications (Rawson 1991; Varshneya 2006; Scarinci et al. 1977). Different processes to produce chemical strengthening by means of molten bath of salt are widely described in the scientific literature (Gy 2008; Karlsson and Jonson 2010).
Research in this field is in progress with the aim to guarantee the consistency of mechanical strength reducing the deviation of experimental data. The strength of CSG is affected by the presence of surface crack bigger than the DoP. To define minimum values for surface compression stress and penetration depth is fundamental in order to guarantee the product performance: this purpose should be reached taking care of the process parameters i.e. temperature and time of bath, always bearing in mind the cheapness of final product.
Investigation procedure
The present investigation results by a collaboration between SSV and Viraver Technology s.r.l. with the aim to characterize its CSG production. The research started in 2001 and it is still in progress.
The specimens for the research were produced between 2001 and 2014 during the standard production and some experimental cycles. The total amount is 391 specimens of 4 mm clear float glass 100 mm x 100 mm, processed recording for each specimen the following data:
-
Bath temperature \((395; 410; 425; 430\,^\circ \hbox {C})\);
-
Bath time (cases from 1.5 to 128 h).
For each specimen the SC and DoP were measured by a specific instrument (Mognato et al. 2014) at Viraver production site. The instrument was validated by SSV supervision, comparing the recorded values of some specimens with specific analysis carried out at SSV Laboratories:
-
Potassium penetration by of electron probe micro analyzer (EPMA) measuring the intensity of the potassium line \(\hbox {K}_{\upalpha } (\hbox {K}_{\mathrm{K}\upalpha })\) starting from the outer edge of the pane towards the interior;
-
Surface compression by means of linear differential stress refractometer (LDSR).
292 specimens, chosen from the whole population, were tested in bending according EN 1288-5 (2000) (double ring test—R45) (Mognato et al. 2015).
SC and DoP correlation
The first step was the correlation between SC and DoP on a wide number of specimens with a non destructive test by means of the instrument measurements.
The difference of mechanical strength considering “air” or “tin” glass side placed on the tensile side is well known (see paragraph 5). For that reason the differentiation of the two side (air and tin) was taken into account from the beginning of the research. In fact the different chemical composition of glass surfaces may influence the ions \(\hbox {K}^{+}\) penetration and amount.
In graph of Figs. 3 and 4 the SC and DoP respectively are plotted considering “tin” side versus “air” side.
Although the specimen number is not yet exhaustive some samples exhibit a difference in DoP between tin side and air side, which may show itself in a different level of SC. Considering a ions \(\hbox {K}^{+}\) penetration slightly lower in the tin side with respect to the air one, considered as a “physiological” phenomenon confirmed by analytical techniques (Fig. 5), it can be assumed that the amount of superficial tin due to the float process is not always constant or that it may vary according to production periods of the glass in the same float factory, from a factory to another.
The instrument shows underestimation of both SC and DoP values on the tin surface, which is slightly more pronounced for the value of DoP. The offset of SC (Fig. 3) is about 3 % while the DoP (Fig. 4) reaches values lower of 12 %. This value may indicate that the process of chemical strengthening does not seem to have the same effects on the two surfaces. In order to verify this observation SSV performed a cross-check of 35 specimens by means of microanalysis X-ray fluorescence method with energy dispersion spectrometry (EDS). Measures show a penetration 3 % lower on tin surface, as showed in Fig. 3.
Influence of temperature and time on SC and DoP
Considering the total amount of 397 specimens and the differences recorded between air and tin side, the correlation of SC versus DoP was investigated by a linear interpolation of the experimental data, as reported in Fig. 6a, b, for the range of recorded values. The correlation is effective considering a DoP ranging from 10 to \(50~\upmu \hbox {m}\).
The correlation is linearly decreasing (Fig. 6a, b): increasing the DoP the corresponding values of surface compression decrease. The correlation is very poor for the specimens produced with the lower bath temperature \((395\,^\circ \hbox {C})\), at which corresponds high SC and low DoP. The correlation is better considering a DoP ranging from 10 to \(50~\upmu \hbox {m}\).
Effect of production parameters on SC and DoP
A correlation between values of SC and DoP and the conditions of Temperature and Time in molten salt bath was investigated considering all specimens.
Firstly the data were subdivided in function of bath temperature (395, 410, 425, \(430\,^\circ \hbox {C}\)) to investigate the effect of time respect SC (Fig. 7a, b) and DoP (Fig. 8a, b) reporting the mean value of samples treated for the same time at the specific temperature. The ln regression seems to be the most suitable to correlate the SC or DoP vs time. The worst situation is recorded for the specimens treated at \(395\,^\circ \hbox {C}\) at which there is the lowest number of samples.

Photo of bending test set up
The values of DoP are more suitable to determine forecasting curves, but also the SC values related to bath time may be interesting.
It is evinced that the increment of treatment time, as bath temperature, induces an increment of DoP, whereas reduces the SC. This aspect is related to the exchange process that takes time for the migration of ions but at the same moment the high temperature of bath can induce a relaxation of surface compression stress. The trend of the phenomenon seems not to be linear.
Secondly the data were subdivided in function of bath time \((\hbox {t }\le 24\hbox { h}, 24\hbox { h} <\hbox { t }\le 48\hbox { h}, 48\hbox { h} <\hbox { t }\le 72\hbox { h}, 72\hbox { h} <\hbox { t } \le 96\hbox { h})\) to investigate the effect of temperature respect SC (Fig. 9a) and DoP (Fig. 9b) reporting the mean values of samples treated for the same temperature at the specific time. The linear regression seems to be the best way to correlate the SC or DoP vs temperature.
The different correlation of SC and DoP as regards temperature of treatment is similar to that evinced for the same characteristics respect to time of treatment: the increment of temperature induces a reduction of SC against an increment of DoP in function of time.
This aspect is of great interest because the aim to reach a high SC goes against the aim to obtain high DoP. The process has to be suited for the specific product as for its application.
The correlations of Fig. 9a and b may be useful to optimize the chemical strengthening process defining the temperature and the time at which SC and DoP are at the best level (that means it is not the highest value)
Mechanical Strength and correlation with Sc and DoP
Bending test according EN 1288-5: 2000 (2000) was carried out on a population of 292 samples already subjected to non-destructive measurements of SC and DoP. The bending test was performed with double concentric rings with the equipment and the methodology described in the Standard. The number of samples available for the execution of this test was lower than the total number of samples used for SC and DoP measurements because a part of the glasses were no more suitable for evaluating the mechanical strength. They were used for other verifications and tests, as well as for chemical and physical analysis.
The test was performed using dynamometer universal model Tiratest TT 2750 in which the double concentric rings system was placed to execute the bending test excluding the edge strength: this test set up considers the loading on a small area (the radius of the external ring—supporting ring is 45 mm whereas that one of the internal ring—loading ring is 9 mm). See photo in Fig. 10.
Test parameters were increasing stress rate \((2 \pm 0.4\hbox { N/mm}^{2}\cdot \hbox {sec})\); environmental conditions (\(23 \,\pm 5\,^\circ \hbox {C}\) and 40 % \(\le \hbox {RH }\le 70\,\%\)).
Stress at rupture \((\sigma _{bB})\) was calculated from equations given in point 9 of EN 1288-5:2000 (2000):
where \(K_{2} = 1.04\) (according to EN 1288-1 (2000)),\(F_{max}\) is the breaking measured load (N), h is the specimen thickness (mm).
As mentioned in the Standard EN 1288 the mechanical strength evaluated by EN 1288-5 (2000) is overestimated compared to values obtained according EN 1288-3 (2000); this aspect is related to the smaller area of glass surface in tension. For the specimens used for the testing, the strength increment factor ranges between a minimum of 1.4 times to a maximum of 2.7 times: mean value indicative 2.05 (EN 1228-1). The test method specified by EN 1288-5 (2000) is a very useful technique to exclude the edge effect and to consider a biaxial stress on glass surface in tension.
Evaluation of mechanical strength
Only 210 specimens were considered (72 % of 292 specimens) for the mechanical strength analysis and correlation because their origin was inside the loading ring (Schmitt and Blank 1983). The correlation between strength values at breakage and values of SC and DoP of the same specimens was carried out by means of Weibull distribution according to ASTM C1239:2013 (2013).
Moreover 40 specimens of 4 mm annealed float glass were tested to evaluate the increment of strength before and after chemical strengthening process. In this case only 26 fracture origins were reached inside loading ring.
In Table 1 a summary of significant data is reported, whereas the probability of failure according to Weibull Statistics is reported in Fig. 11.

Probability of Failure vs Fracture Stress: all tested specimens
Effect of production parameters on mechanical strength
The next step was to carry on with a similar statistical evaluation of the samples processed at different temperatures identifying this parameter as the more representative for the specimen population subjected to the bending test. The discrimination between “air” and “tin” side was not considered. Three cases of temperature were considered to obtain a number of samples appropriate for a statistical analysis. The following classes were identified: 395–410, 425 and \(430\,^\circ \hbox {C}\).

Probability of Failure vs Fracture Stress: tested specimens divided by process temperature

Probability of failure versus fracture stress: tested specimens (@\(430\,^\circ \hbox {C}\)) divided by DoP
The data elaborated by Weibull analysis are reported in Table 2, whereas the probability of failure according to Weibull Statistics is reported in Fig. 12.
The diagrams of Fig. 12 show an unexpected result: the characteristic strength of the samples processed at a lower temperature \((395\div 410\,^\circ \hbox {C})\) is higher. These samples are characterized by an average DoP lower but an average SC higher. Anyway the data of the first group should be handled more carefully since the number of samples is markedly lower (13 units, against 46 in the group of \(425\,^\circ \hbox {C}\) and 151 in the group of \(430\,^\circ \hbox {C}\)).
Looking to Figs. 7a, b, 8a and b, it is evident that the samples processed at \(425\,^\circ \hbox {C}\) and \(430\,^\circ \hbox {C}\) are similar considering SC and DoP. This aspect is confirmed by the probability failure curves (Fig. 12). On the contrary the samples processed at \(395\,^\circ \hbox {C}\) and \(410\,^\circ \hbox {C}\) are more spread, so that the relation between mechanical strength and process temperature has to be verified with more samples for each temperature (separately at \(395\,^\circ \hbox {C}\) and \(410\,^\circ \hbox {C}\)). At this stage it seems that the SC has a bigger effect in terms of mechanical strength increasing.
Considering the opportunity to tighten the field of investigation to a population as homogeneous as possible but with adequate number of statistical units, the focus was carried on samples processed at \(430\,^\circ \hbox {C}\) (151 samples). Referring to said samples, a grouping into 6 families had been done having the same number of samples. The splitting criterion applied was based on the values of DoP. The 6 families with similar values of DoP are reported in Table 3, showing the data concerning the Weibull analysis performed for each family, whereas the probability of failure according to Weibull Statistics is reported in Fig. 13.
The characteristic Weibull strength firstly increases increasing the DoP and reaching a maximum value at DoP \(=\, \sim 21\, \upmu \hbox {m}\) whereas, after that, it starts to decrease. In fact the contribution of DoP is partially lost by the simultaneous decrement of SC.
Correlation between DoP, Sc and \(\widehat{\sigma _{\theta }}\)
The correlation between the CSG characteristics for samples treated at 430 was investigates based on Weibull statistical analysis putting in relation the mechanical strength respect DoP and SC. All times and temperatures of treatment were considered in any family.
The statistical values are grouped as shown in Tables 4 and 5 referring to DoP and in Fig. 14a, b also to SC.

a \(\widehat{\sigma _{\theta }}\) versus DoP and SC: air side. b \({\sigma _\theta }\) versus DoP and SC: tin side
Conclusions
A difference between tin side and air side is evinced in term of DoP and SC: the values are higher at the air side than the tin side with different percentage (3 % for SC and 12 % for DoP). This aspect is confirmed by microanalysis. The ions \(\hbox {K}^{+}\) penetration is slightly lower in the tin side respect the air one.
The experimental results evinced an inverse correlation between DoP and SC: the increment of DoP produces a decrement of SC by a linear relationship. The level of DoP and SC is governed by the parameters of chemical treatment: temperature and bath time. The increment of treatment time, as of bath temperature, induces an increment of DoP, whereas reduces the SC. This aspect is related to the exchange process that take time for the migration of ions; at the same moment the high temperature of bath can induce a relaxation of surface compression stress.
The aim to reach a high SC goes against the aim to obtain high DoP so that the production has to be suited to the characteristics requested for the specific application. The process of optimization has to define the temperature and the time of the chemical strengthening process at which SC and DoP are the best ones.
Considering the mechanical strength, it increases till a certain level of DoP while over this level the strength decreases due to effect of surface compression decreasing. The highest mechanical strength is not necessary reached with the highest DoP and SC. Anyway the mechanical strength is also related to crack critical depth.
These experimental-data behaviors seem to confirm previous theories and theoretical forecast already reported into other papers existing in literature (Aben and Guillemet 1993).
References
Aben, H., Guillemet, C.: Photoelasticity of Glass. Springer, Berlin, 35–43 (1993)
ASTM C1239:2013: Standard practice for reporting uniaxial strength data and estimating Weibull Distribution parameters for advanced ceramics (2013)
EN 1288-1:2000: Glass in building—determination of the bending strength of glass—fundamentals of testing glass (2000)
EN 1288-3:2000: Glass in building—determination of the bending strength of glass-est with specimen supported at two points (four point bending) (2000)
EN 1288-5:2000: Glass in building—determination of the bending strength of glass—coaxial double ring test on flat specimens with small test surface areas (2000)
EN 12337-1:2000: Glass in building—chemically strengthened soda lime silicate glass—definition and description (2000)
Gy, R.: Ion exchange for glass strengthening. Mater. Sci. Eng. B 149, 159–165 (2008)
Karlsson, S., Jonson, B.: The technology of chemical glass strengthening—-a review. Glass Technol. Eur. J. Glass Sci. Technol. A 51(2), 41–54 (2010)
Mognato, E., Schiavonato, M., Barbieri, A., Pittoni, M., Alfonso, R.: Chemically strengthened glass: correlation between potassium profile, count surface and compression mechanical strength. In: Oral presentation at 12 th ESG conference, Parma, Italy, 23 rd (2014)
Mognato, E., Schiavonato, M., Pittoni, M.: Chemically strengthened glass: correlation between surface compression, potassium profile. mechanical strength and production parameters, pp. 411–415, GPD Conference, Tampere, Finland (2015)
Rawson, H.: Glasses and Their Application, pp. 81—83. The Institute of Metals, USA (1991)
Scarinci, G., Toninato, T., Locardi, B.: Vetri, Collana Quaderni di chimica applicata. In: Mariani E., pp. 67–68. Casa Editrice Ambrosiana: Milano (1977)
Schmitt, R.W., Blank, K.: Experimental stress analysis for the double ring method, pp. 397–405, Sprechsaal 116, No. 5, and printing error correction in Sprechsaal, pp. 669, 116 (1983), No. 8, (1983)
Varshneya, A.K.: Fundamentals of Inorganic Glasses. Society of Glass Technology, Sheffield (2006)
Varshneya, A.K., Spinelli, M.: High-strength, large-case-depth chemically strengthened lithium aluminosilicate glass. American Ceramic Society Bullettin 88(5), 27–33 (2009)
Acknowledgments
The authors would like to acknowledge A. D’Este, M. Silvestri and A. Marchioro for important support and cooperation.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Mognato, E., Schiavonato, M., Barbieri, A. et al. Process influences on mechanical strength of chemical strengthened glass. Glass Struct Eng 1, 247–260 (2016). https://doi.org/10.1007/s40940-016-0019-0
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40940-016-0019-0