
Abstract
Additively manufactured Ti-6Al-4V parts may show better mechanical properties than those of cast and wrought materials. However there are significant uncertainties on the fatigue properties. In this study, a detailed analysis of Ti-6Al-4V parts was reviewed. A correlation on fatigue properties was observed based on microstructure, surface and internal quality. This relation was formulated in a developed model called MIS (Microstructure, Internal, Surface) that describes the domain of the AM part failing based on surface and internal quality. To assess the fatigue strength, correction factors are determined for two SN-curves within the limits provided.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
The field of additively manufactured or 3D printed parts has been growing rapidly as the origins of additive manufacturing is a topic for discussion. TCT Magazine [1] attributes the first patent resembling modern AM-technology to Pierre Ciraud in 1971. The patent described a method in which any geometry could be built by a focused energy source melting powdered material onto a substrate [1]. Wohlers report 2014 [2] attributes stereolitography developed by Chuck Hull in 1987 as the first modern AM-technology. This technology is based on layer-wise solidification of a UV-light-sensitive liquid polymer by means of a laser [2]. However, this technology was not suitable for manufacturing of metal materials. In the 1990’s DTM developed a method for indirect manufacturing of metal parts [1]. The technology was based on sintering a layer of polymer-coated metal particles and subsequently burn away the remaining polymer-coating. The porous part could subsequently be injected with liquid bronze to produce a solid part. According to TCT Magazine, the first technology allowing direct deposition of metal powder hit the market in 1994 with EOS’ laser-sintering based EOSINT M 250 [1], effectively launching the field of metal-AM seen today.
Until now the fatigue properties of AM parts have been investigated, especially for Ti-6Al-4V parts. However to use such materials as a load-bearing part, detailed investigations have to be carried out to verify their integrity. This has to be done with a large number of test companions under several realistic loading conditions to avoid catastrophic engineering failures. Then the fatigue behaviour can be understood to establish a representative S-N curve. When this is not possible, an S-N curve may be generated from the test results that is obtained from small-scale parts under the idealized conditions by keeping all other relevant parameters constant for the geometry that represents the critical location of the macro-component [3, 4]. If the available S-N curve does not represent the macro-component sufficiently, then the discrepancies can be corrected by scaling the fatigue strength. To achieve this, there are ways of creating an idealized design methods to control parameters, such as on surface quality, internal defects, built speed, for correcting the data from ideal to specific conditions [5,6,7,8,9].
Most of the current design methods are similar as they all scale an idealized fatigue strength to the specific conditions by using various correction factors [10]. Consequently, a synthetic representative system would help estimate fatigue strength accounting for the specific conditions of the component.
The goal of this paper is not to include all the existing studies related to AM of Ti-6Al-4V alloys but to provide an overview for researchers to understand significant and imminent research problems related to affecting factors on the fatigue properties in this area. Therefore, this review study is based on the analysis of fatigue data for AM of Ti-6Al-4V alloys, focusing parts created by powder as feed material. Specific effort has been given on the significant amount of data extraction, study on the correction factors and developing proposals of S-N curves with the limits identified. A set of correction factors are proposed that can be used to account for AM specific features affecting the fatigue life.
The paper is organised as follows. In Section 2, the state of art of the current AM technologies is presented, including the application fields and the future challenges. In Section 3, firstly the problem is defined in detail and then the fatigue data extraction is presented with the given limitations. In Section 4, an empirical relation is proposed to relate the fatigue strength and the affecting factors, where each of them are detailed in a subsection. These include factors for mean stress, heat treatment, surface roughness, built direction, and production technology. Additional subsection is given for some worked factors but resulted without a representative conclusion. Section 5 follows with the presentation of the all extracted data with the corrected S-N curves. Section 6 discusses the current results with the available literature, where special attention is given for the optimization, verification and application of the model. Lastly, Section 7 provides conclusion.

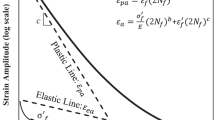
Figure collected from Fotovvati et al. [11] illustrating the parameter-groups affecting the mechanical properties of AM-materials
2 State-of-the-art
At the current point in time, AM is maturing and several different production-processes have been developed. In their 2019 review of the state of the art in AM, Fotovvati et al. [11] note that the mechanical properties of an AM part, in particular the formation of defects, are directly influenced by the build-parameters, such as energy density, melt-pool area and the thermal history of the part. These parameters are in turn influenced by process-parameters, such as laser power, laser beam size, scanning speed and scanning pattern [12].
As the technology has matured and the parameters illustrated in Fig. 1 are better understood, the collective database of various parameter-influences on quality and microstructure keeps growing [13]. This database of process understanding and parameter-interactions can then be used to manufacture components with tailored microstructures and properties.
Several process optimizations have successfully been applied with the intention to reduce and/or control the major drawbacks of most AM-processes; inherently high surface roughness and internal defects such as lack of fusion (LOF) and gas porosities. Fotovvati et al. [11] note that "despite the high potential of AM, reliable mechanical properties of the manufactured parts are a prerequisite for series production and thus need to be more deeply investigated" .
AM-processes can produce AB-specimens with static strength exceeding cast and wrought Ti-6Al-4V [14,15,16]. However, the fatigue performance includes some uncertainty and significant scatter.Despite this degree of uncertainty, several companies are looking into the possibilities brought on by AM or have already started production. Wohlers Report is a publication by Wohler Associates, a consulting firm in Fort Collins, Colorado. The report has been published annually for 24 years and tracks the trends in the AM-market [17]. Their latest report states that the overall AM-materials segment saw record growth in 2018 [18]. Wohler Associates report an increase from 135 to 177 producers of AM-systems, priced 5000$ or more, from 2017 to 2018. Furthermore, the revenues from metal-AM grew 41.9%, prolonging a five-year streak of over 40% growth each year.
In the following literature of the more important procedures taken for AM production of Ti-6Al-4V are presented.
The metallic parts in the aerospace industry are often complex, lightweight parts, that retain a good stiffness and strength. When manufactured by traditional production processes these parts have high buy-to-fly ratios, which is the amount of material bought compared to the actual weight of the part. The ratio is often at 1:10 and can be even higher, depending of the complexity of the part. [19,20,21]. Korbyn et al. [19] mention three specific examples where Directed Energy Deposition (DED) processes can reduce the ratio to near 1:1 or improve the repair process.
The first example is adding material to flat plates instead of machining the geometry from a solid block of material [19]. The parts produced like this could be bulkheads, spars, ribs and longerons. Some of these might be made of aluminium, where it can be hard to reduce costs, but when made of titanium, there is a big potential of reduced costs in both production and repairs, because of the high prices in raw material.
Secondly, the turbine engine cases can have higher buy-to-fly ratios than the aforementioned parts [19]. The cases have a varying thickness, which are caused by a small number of asymmetric, low-volume protuberances in the cylindrical section, increasing the complexity of the parts. Lastly, engine blades and vanes are a possible area where DED processes can be applied [19]. They are usually manufactured by precision die forging or investment casting, which offers low buy-to-fly ratios, thus giving a low potential for improvement. The blades and vanes undergo considerable wear and tear during their life, so they are often repaired or refurbished during maintenance. This is where DED processes could compete with existing repair processes or even make repairs possible, that could not have been done before.
The aviation programs ACARE 2020 and Flightpath 2050 request reduction in fuel consumption and emissions from airplanes in the next years [22]. To fulfil the requirements the aircraft industry needs to continue to evolve. One area of improvement is the weight, to increase the efficiency of the plane, which could be achieved by producing complex lightweight structures with Selective Laser Melting (SLM).
To implement AM into production and repair of aerospace parts, certain challenges have to be overcome. Firstly there need to be standardized production and testing procedures. Some standards for the production of AM parts have been introduced by ASTM and ISO and currently there are more in the process of being approved. Furthermore the European Union Aviation Safety Agency (EASA) and the Federal Aviation Administration (FAA) are both working on regulations that will allow the use of AM in the aerospace industry. Secondly, it is essential to have models, that can connect process parameters to the resulting material properties. As long as there is no model, each design needs to be tested individually. Alternatively an empirical database could be used to predict the material properties, but since AM is a recently developed production technology, this does not exist, as it does for traditional processes like welding or machining. Lastly, controlling the process is problematic, as there are certain defects like gas pores or lack of fusion that currently are hard to eliminate completely.
Harun et al. [23] notes that metal additive manufacturing techniques are regarded as the most promising methods for processing Ti-6Al-4V for biomedical applications. These technologies have improved interface connections of implants and host-tissue. The flexible microstructure and pores can be altered to suit numerous applications in the biomedical industry. AM in general has made it possible to manufacture various metal-materials with excellent bio-compatibility. AM allows the manufacturing of specialized net shaped Ti-6Al-4V implants, with a wide range of properties, tailored to the requirements of the individual patient [23, 24].
Fully dense titanium-alloy implants used for replacement and stabilization of damaged bone tissue can cause stress shielding leading to loss of bone mass [24]. To accelerate bone regeneration, a porous scaffold or coating on a implant should have a stiffness similar to or lower than the bone that is being replaced [25]. Thus the problem at hand is to maximize the fatigue strength for a porous structure of a fixed stiffness.
Even though metal AM has matured as a field, several challenges are still to be overcome. However, commercial and widely available AM is still relatively new, and very limited literature on the fatigue performance of AM-parts is available [26]. The static performance of parts produced by electron beam melting (EBM) is well characterized, while the fatigue properties are scattered and the underlying mechanisms less understood [27]. As-built (AB) EBM-materials often meet standard requirements for tensile properties, but often fail standard fatigue property requirements. Chern et al. [27] conclude that the widespread use of EBM-components are limited by the lack of documentation, knowledge and repeatability of the process needed for certification. AM creates challenges due to microstructural anisotropy, defects and process-inherent surface roughness. The high potential of AM can only be realized if reliable mechanical properties are demonstrated. But the largest problem is that the current reviews on the fatigue of AM Ti-6Al-4V only focus on a few fatigue issues. Therefore, due to the complexity of fatigue performance and the high number of influencing factors, a systematic assessment of the fatigue properties of AM Ti-6Al-4V produced by various processes is required.
The expectation is that the developed model explained in the following sections with the verified limited data will help explain on the above challenges.
3 Fatigue data extraction
The fatigue data was gathered from the literature including thirty-three research articles. The data points were extracted by using a shareware program called DataThief III unless otherwise data points for stress-cycle (S-N) pair were clearly tabulated. The data was subsequently loaded into MATLAB, where the points were sorted by primary or secondary slope, by defining a set cut-off point, \(N_{K}\). In other words, all the data points below \(N_{K}\), in the primary slope region, are used for the curve fitting, while the rest remains unused. It is important to note that the cut-off point was not necessarily the same as the knee point, \(N_{D}\). In fact, \(N_{K}\) has varied depending on the series, as the publications have considered different \(N_{D}\) values. The data-points were then converted into \(\log _{10}\), which created a linear correlation between the fatigue life, N, and a stress amplitude, \(\sigma _a\), and enabled to fit of a straight line with a slope of \(m_{1}\). The calculated slope and data data points were then used in Basquin equation, \(\log C=\log N-m_{1}\log \sigma _{a}\), to calculate the fatigue capacity, \(\log C\). The mean of \(\log C\) was the fatigue capacity of the primary slope of the S-N curve, \(\log C_1\). After converting the evaluated fatigue capacity-value to the non-logarithmic form, \(C_1\), it was then used in the equation \(\sigma _a=(\frac{C_1}{N})^{\frac{1}{m_1}}\), to calculate the fatigue strength at any point.
The fatigue data points often contained significant scatter. One reason of this may be that studies investigated different stress ratios. Therefore, following relation was used to calculate the amplitude taking into account the maximum applied stress,
The fatigue capacity and slope were transferred into spreadsheets to calculate the fatigue strength at a characteristic life of \(N_C = 10^5\). The document was included with the production-, material- and testing-parameters for each study. This allowed for an empirical approach to determine the correction factors, as the similar series could be identified and compared. All the important parameters, such as build direction, heat treatment, surface treatment, surface roughness, stress ratio, are tabulated in Appendix A and the corresponding studies can be found in Appendix B.
Different values of the parameters were given numbers creating a code. For example, in the case of build direction, 1, 2, and 3 was defined for vertical, horizontal, and diagonal directions respectively. This was done for the categorical variables, while the continuous variables, like surface roughness or stress ratio, were directly taken. The coded information enabled an easy application of the correction factors to the correct series and plotting selected series, e.g. all series that have a known surface roughness. It also allowed plotting of uncorrected data compared to the one with single correction factors applied, to understand whether the different correction factors reduce the spread of the data or not. The uncorrected fatigue data points are presented in Figs. 2 and 3 for the series of 1 to 66 and the series of 67 to 132, respectively, referring to the different data ranges in the life cycle.
4 The correction equation
The correction equation re-scales the idealized fatigue strength at \(N_{D}\) cycles, \(\sigma ^*_{R,D}\) to the specific fatigue strength at \(N_D\) cycles, \(\sigma _{R,D}\), for the conditions of the component analysed. Correction factors are terms accounting for the discrepancies between idealized and specific conditions in a certain parameter. The correction equation takes \(\sigma ^*_{R,D}\) in addition to correction factors as inputs and provide \(\sigma _{R,D}\) as output. Many systems, such as those developed by Budynas & Nisbett [28], FKM [29], Norton [30], Gudehus & Zenner [31] and Wittel et al. [32] use a multiplicative form for the correction equation.

Figure illustrating uncorrected datapoints from series 1 to 66. Points located on the vertical lines at \(10^7\), \(3\cdot 10^7\), \(4\cdot 10^7\) and \(5\cdot 10^7\) cycles are run-outs

Figure illustrating uncorrected datapoints from series 67 to 132. Points located on the vertical lines at \(10^6\), \(2\cdot 10^6\) and \(10^7\) cycles are run-outs
Based on the available literature, in this paper, the following form of the correction equation was considered,
Where
- \(k_{surf} =\):
-
Surface roughness correction factor
- \(k_{mean} =\):
-
Mean stress correction factor
- \(k_{size} =\):
-
Size correction factor
- \(k_{load} =\):
-
Load correction factor
- \(k_{heat} =\):
-
Heat treatment correction factor
- \(k_{prod} =\):
-
Production method correction factor
- \(k_{build} =\):
-
Build direction correction factor
- \(k_{mono} =\):
-
Monotonic properties correction factor
- \(k_{notch} =\):
-
Notch correction factor
- \(\sigma ^*_{R,D} =\):
-
Idealized fatigue strength at \(N_{D}\) cycles
- \(\sigma _{R,D} =\):
-
Fatigue strength at the critical location of a machine part in the geometry and condition of use
Any number of correction factors can be added to Eq. 4.1 in order to control over more parameters and further to reduce the scatter.
In this study, the correction factors were calculated in five steps:
-
1.
Identifying parameters correlating well with \(\sigma _R\).
-
2.
Quantifying the effect of the parameter with respect to a specific reference condition to determine the correction factor, \(k_{\textit{correction factor}} = \frac{\sigma _{\textit{effect}}}{\sigma _{\textit{reference}}}\).
-
3.
Removing the effect of the parameter in question on the fatigue strength by using \(\sigma _{\textit{no effect}} = \frac{1}{k_{\textit{correction factor}}} \cdot \sigma _{\textit{effect}}\).
-
4.
Repeating step 1 through 3 to remove additional parameter influences from \(\sigma _{\textit{no effect}}\).
-
5.
Adding \(\sigma _{\textit{no effect}}\) to reference data and use to determine S-N curves ensuring 95% probability of survival, \(\sigma _{\textit{R,Reference,95\%}}\).
This method was used to calculate the correction factors and reference S-N curves at \(N_C=10^5\) cycles.
4.1 Mean stress correction factor
Mean stress is known from traditional fatigue theory to significantly influence fatigue strength. In general negative mean stresses, occurring at a stress ratio \(R<-1\), improve fatigue resistance, as they keep cracks closed or prevent crack initiation in the compressive part of the cycle. Positive mean stresses, at \(R>-1\), have the opposite effect. For a specimen with internal defects, a higher R-ratio leads to higher stress concentrations at defects, thus reducing the fatigue performance [33]. Additionally, test specimens produced by SLM showed better fatigue performance under R = 0.1 than at R = 0.5 [16, 34].
Some of the traditional approaches for the mean stress have been used in the conventional stress-life method for correcting the fatigue strength are given in Table 1.
To the authors’ best knowledge, so far, a detail investigation on the effect of mean stress have been studied by Benedetti et al. [38] with the consideration of three different stress ratios at R = 0.1, R = -1 and R = -3. They noted that neither of the points of R ratios found to be in good agreement with the traditional Gerber and Goodman models. However, the results showed good correlation with the Smith-Watson-Topper (SWT) method and the mean stress model suggested by FKM [29, 37]. This was also verified in this study after re-analysing the data as shown in Figs. 4 and 5. The calculations were carried out for the Linear models based on the studies by Benedetti et al. [38] and Wycisk et al. [33], FKM, the modified Goodmand and SWT models [37, 38] (Figs. 6 and 7).
The points fit well with the model suggested by FKM guideline [29] which was based on a linear fit for the range of \(R\in \langle -\infty , 0]\). The slope of the linear fit is denoted as \(M_{\sigma }\). It was taken as \(\frac{M_{\sigma }}{3}\) and \(M_{\sigma }=0\) for the ranges of \(R\in \langle 0,0.5]\) and \(R\in \langle 0.5, \infty \rangle \). The fit found to be in good agreement with SWT-model, as proposed by the following equation

A linear correction between R = 0.1 and R = -3 was chosen to correct the various series of R \(\ne \) -1. Figures 4 and 5 present Haigh diagrams of the considered data. Based on the evaluations the slope was found as \(M = - 0.62\).
The relation of \(\sigma _{a,R=-1} = \sigma _{a,R\ne -1} - M\sigma _m\) was used to correct R \(\ne \) -1 and to find the appropriate stress amplitude at R = -1. Further, it was then normalised with regards to \(\sigma _{a,R\ne -1}\) to find out \(\sigma _{a,R\ne -1}\). This yielded a correction factor of the form \(\frac{1}{k_{correction}} = \frac{\sigma _{\textit{no effect}}}{\sigma _{\textit{effect}}}\). Hence,
and

Furthermore the mean stress \(\sigma _m\) could then be rewritten in terms of \(\sigma _a\) and R, as shown below.
By substitution of Eq. 4.8 into Eq. 4.4 and inverting the result, the final expression correcting R \(\ne \) -1 to R = -1 is found as

The correction factor used to determine the reference curve at \(R=-1\), \(\frac{1}{k_{mean}}\)

The correction factor used to correct the reference S-N curve from \(R=-1\) to the specific condition of the component analysed, \(k_{mean}\)
4.2 Heat treatment correction factor
Most of the research on the additive manufacturing of Ti-6Al-4V cover the effect of heat treatments on fatigue life. It has been known that heat treatment may tailor the microstructure and redefine the mechanical properties of metals. Due to high cooling-rates, specimens produced by several production-processes contain significant residual stresses, that can be relieved by heat treatment methods.
The choice of the correction factors for several heat treatments (HT) were determined in two methods.
-
1.
The comparison of \(\sigma _{R,C}\) by grouping specimens into two; one AB reference group and one group for specimens subject to the heat treatment under consideration.
-
2.
Quantifying the effect of heat treatments by correlating parameters influenced by heat treatments with \(\sigma _{R,C}\).
4.2.1 Stress relief treatment
Stress-relieving (SR) is a heat treatment frequently used for Ti-6Al-4V AM-parts, especially in the aerospace industry [39]. According to SAE Aerospace [40], the heat treatment is meant to reduce residual stresses without substantial change in microstructure. SR-treatments can be performed at different temperatures and holding times. According to the literature, the range is 380\(^{\circ }\) C for eight hours by Nicoletto et al. [41], or at 800\(^{\circ }\) C for two hours by Leuders et al. [42, 43].
Leuders et al. [42] analysed residual stresses in Ti-6Al-4V specimens produced by SLM. In the case of as-built condition, the heat treatment at 800\(^{\circ }\) C for two hours reduced the residual stresses from 200 MPa to 5 MPa. The article of Leuders et al. [42] has been considered to be a pioneering work. They have investigated the effects of post-process treatments to the fatigue resistance of SLM-materials [38]. They found that at and below 800\(^{\circ }\) C full stress relieve could be achieved in the case of for SR treatments, and thus this temperature value was used in this study too.
With residual stresses reduced or removed, the fatigue properties of polished additively manufactured Ti-6Al-4V specimens were comparable to the cast but inferior to the wrought materials [44, 45]. EBM-specimens could not be produced without significant residual stresses [27, 43, 44, 46]. Therefore, SR-treatments were not advantageous for EBM-specimens, as no significant residual stresses developed during the printing process with chamber temperature of around 600\(^{\circ }\) C [27, 46]. A subsequent SR-treatment therefore only served to coarsen the microstructure.
Baufeld et al. [39] observed no influence on fatigue performance from a SR treatment performed at 600\(^{\circ }\) C . Leuders et al. [47], on the other hand found, a slight improvement in fatigue performance after SR at 800\(^{\circ }\) C. Kasperovich & Hausmann [14] reported non-significant improvements of ductility and fatigue strength after stress relieving at 700\(^{\circ }\). This was attributed to that the defects governing fatigue performance were still present after the SR treatment. Brandl et al. [15] found that SR performed at 600 \(^{\circ }\) C for four hours increased tensile strength.
4.2.2 Annealing treatment
Literature of annealing treatment
As stated in the previous section, heat treatments performed at temperatures equal to or below 800 \(^{\circ }\) C are denoted SR-treatments. Heat treatments above 800\(^{\circ }\) C are denoted annealing treatments.
Both Baufeld et al. [39] and Brandl et al. [15, 48] found that annealing performed at 843 \(^{\circ }\) C significantly increased both tensile strength and strain to failure in their DED-specimens, resulting with mechanical properties comparable to the cast materials. Yu et al., on the other hand, found that the heat treatment performed at 920 \(^{\circ }\) C significantly improved ductility whereas it reduced \(\sigma _U\) and \(\sigma _Y\) in SLM-specimens [49]. Kasperovich & Hausmann [14] reported non-significant improvements of ductility and fatigue strengths after annealing at 900 \(^{\circ }\) C.

Furthermore, several investigations reported non- significant improvements or even a reduction in fatigue performance following AN-treatments [14, 50, 51]. Fatemi et al. [52] found that annealing may improve torsional fatigue performance by an order of magnitude. This was attributed to the defects that were still present after the annealing. Torries et al. [53] investigated two series produced by DLD, one AB and one annealed at 1050\(^{\circ }\) C. The annealed specimens showed inferior fatigue performance as compared to the AB series.
Results of annealing treatment
Table 2 presents the comparison between \(\sigma _{R,C}\) for specimen series subject to AN and AB, yields resulting ratios varying between 0.67 and 1.06. For specimens subject to annealing, the effect was found to be inconclusive due to large scatter with values on both sides of 1. The static properties for the microstructure, in absence of surface- and internal defects, correlates well with the thickness of the \(\alpha \)-laths. Thus, by quantifying the development static properties with \(\alpha \)-lath thickness as a function of heat-treatment temperature and a relation connecting static and fatigue properties, a factor accounting for the change in \(\alpha \)-lath thickness can be synthesized.

Figures 8 and 9 present the data for the highest goodness of fit by considering \(\frac{1}{\sqrt{area}}\) as dependent variable, and will be used for subsequent derivation. The fitted line shown in Fig. 9 has the following form:
According to Murakami [64], two estimates that can be used to approximate the fatigue strength of a material can be done by:
This estimate, however, is only valid for \(HV < 400\). In this study, a goodness of fit of \(R^2 = 0.37\) was calculated by averaging the two estimates and plotting the fatigue strength values with respect to \(\frac{1}{\sqrt{\alpha \text {-lath thickness}}}\), Fig. 10. Since some of the literature did not include the tensile strength, Eq. 4.10 was used. Figure 11 presents another correlation of \(R^2 = 0.42\) by averaging the two estimates and plotting the fatigue strength values with respect to \(\frac{1}{\sqrt{\alpha \text {-lath thickness}}}\) .


The Murakami estimates do not specify at which number of cycles, N, the estimate is valid for. For example, Biswal et al. [54] manufactured a series of specimens without internal defects, fatigue tested in machined condition. It was stated that the fatigue performance was governed by the microstructure in the absence of surface roughness and internal defects, [65, 66]. For the defect-free series by Biswal et al., both the \(\alpha \)-lath thickness and \(\sigma _U\) was known, therefore \(\sigma _R\) could be estimated by Eq. 4.11. Thus a ratio between the estimated and measured fatigue strength for the defect-free specimen, denoted respectively \(\sigma _{R,C,\textit{Defect-free}}\) and \(\sigma _{R,\textit{Estimated}}\) can be calculated.
By scaling the prediction line from Eq. 4.11 with \(\gamma _N=1.64\), the estimated \(\sigma _R\) \(\left( \frac{1}{\sqrt{\alpha \text {-lath thickness}}}\right) \) was calibrated to \(10^5\) cycles. The relation was subsequently normalized with regards to the highest fatigue strength, found for the lowest \(\alpha \)-lath thickness. The resulting equation was subsequently used to evaluate fatigue strength as a function of \(\alpha \)-lath thickness.

Evolution of \(\alpha \)-lath thickness with regards to the temperature of HT performed for two hours for both SLM and EBM specimens [33, 45, 49, 60, 62, 63, 67, 72, 73]. Replotted after Xu et al. [63, 72, 73]. Solid markers denote the SLM-specimens, while hollow markers denote the specimens produced by EBM. Mean AB denotes mean \(\alpha \)-lath thickness for AB EBM specimens, found in Table 4. The mean AB point is placed at 400 \(^{\circ }\) C as this is the lower limit of the evaluated temperature range

Correction factor scaling the fatigue strength from AB to HT performed at \(T \in \langle 400,950\rangle \)

Correction factor used to correct specimens subject to HT at \(T\in \left[ 400,950 \right] \) back to AB reference

Porosity-reduction by HIP and process optimization, after Kasperovich & Hausmann [14]
The fitted lines in Figs. 10 and 11 describe respectively \(\sigma _{R,C}\) using only explicitly stated \(\sigma _U\)-values, and \(\sigma _{R,C}\) also supplemented with \(\sigma _U\) from Eq. 4.10. As the fit from Fig. 11 shows the highest goodness of fit, it was chosen for the subsequent evaluation. The equation has the following form:
Lastly, a relation for the heat-treatment temperature with respect to the \(\alpha \)-lath thickness was used based on previous work [63]. Figure 12 shows the data provided by Xu et al. [63] supplemented with additional points from both SLM- and EBM-specimens (Figs. 13, 14, and 15). When fitting an exponential function to the SLM-data, a goodness of fit of 0.8 was found. The EBM fit was synthesized by constructing an horizontal line from the the average value of the three lowest \(\alpha \)-lath thicknesses, to the intersection with the line fitted for the SLM-data. Thus, the \(\alpha \)-lath thickness for EBM specimens was constant for heat treatments with \(T\le 800^{\circ }\) C.
The fitted exponential curve fitted through the data for SLM, has the following form:
Figure 12 shows the fitted curves for SLM and EBM differ for \(T\le 800^{\circ }\) C.
A correction for annealing at different temperatures can be found by evaluating the fatigue strength with respect to the change in \(\alpha \)-lath thickness.
To determine correction factor for annealing, the fatigue strength corresponding to the AB \(\alpha \)-lath thickness is compared to the \(\alpha \)-lath thickness after the annealing treatment, by using Eq. 4.13.
Substituting Eq. 4.15 into Eq. 4.16 yields the correction factors:
Where \(\alpha _{i,SLM}\) and \(\alpha _{i,EBM}\) denote the \(\alpha \)-lath thickness prior to annealing for SL and EBM determined as \(0.52 \mu m\) and \(1.28 \mu m\) from the fitted lines, respectively.
4.2.3 HIP treatment
Literature of HIP treatment
Hot isostatic pressing (HIP) is a heat treatment commonly used to reduce the size of internal defects and increase ductility of the material. HIP-treatment is usually performed at 920\(^{\circ }\) C and 100 MPa pressure in Argon atmosphere [33, 38, 43, 46, 47, 49, 62, 66, 68, 74,75,76]. A study by Li et al. [77] reviewed the mechanisms by which HIP-treatments work. They stated that HIP-treating a specimen reduces the size of internal defects. This is a statement in line with several other studies evaluating the effect of HIP on the fatigue performance of Ti-6Al-4V specimens [14, 24, 33, 38, 43, 44, 44,45,46,47, 49, 50, 62, 66, 76,77,78]. Furthermore they mention that in some cases, a HIP-treatment can reduce the internal defects below a critical limit, at which they no longer dictate fatigue life. However, as shown by Li et al. [77], HIP-treatment can also yield good fatigue performance without decreasing defects under the critical limit. They formulated a hypothesis stating that the microstructure evolves differently near defects during HIP. HIP treated specimens showed a refined microstructure around defects, supporting the hypothesis.
HIP is also used to improve the ductility of the AB-specimens in order to achieve similar static properties to wrought materials [14, 33, 38, 44, 46, 47, 49, 50, 62, 66]. HIP tends to reduce the \(\sigma _U\) and \(\sigma _Y\) of the material [14, 33, 38, 46, 47, 49, 50, 66]. As previously mentioned Benedetti et al. [38] found that in addition to shot peening, HIP also induced significant compressive residual stresses in the surface layer of the specimen. Günther et al. [43] on the other hand only found negligible absolute values of residual stresses in specimens subject to HIP.
HIP can improve the fatigue strength by up to 100% [45, 46, 49]. Chastand et al. [44] state that fatigue properties of AM Ti-6Al-4V specimens subject to HIP are comparable to wrought materials, while and Ellyson et al. [45] finds them to be superiour. Hrabe et al. [46] attribute the improvement in fatigue strength to the reduction of initiation sites through internal void and pore closure during HIP.
Some studies show that HIP does not to fully eliminate internal porosities and defects [33, 43, 62]. However, according to Günther et al. [43] and Wycisk et al. [33], these residual pores are non-critical and that crack initiation at pores no longer can be observed after HIP. Shui et al. [50] on the other hand noted that pores formed during EBM acted as crack initiation sites in the HIP samples and had a significant effect on the fatigue life. Ellyson et al. [45] also note that fatigue crack nucleation still were found at residual pores after HIP.
Benedetti et al. [75] noted that the difference in microstructure between AB- and HIP-specimens is not evident in the hardness of the specimens, but had a significant effect on the static mechanical properties. Some tensile strength was accounted for the increased ductility, also gaining improved strain hardening for the HIP-specimens. They pointed out that this may aid in redistributing stresses upon plastic deformation at the crack front.
HIP only acts on internal defects [62]. Surface roughness and micro-cracks at the surface are unaffected by HIP. Ellyson et al. [45] found that HIP treatment does not necessarily reduce the anisotropy due to building direction.
Results of HIP treatment
From the literature review it is known that HIP primarily affects the fatigue performance in two ways; it reduces or removes internal defects and coarsens the microstructure by increasing the thickness of \(\alpha \)-laths. Initially an assessment was done by identifying two groups of specimens, one in AB condition and one HIP-treated, and comparing their \(\sigma _{R,C}\). However, simply evaluating \(\sigma _{R,C}\) yielded with a significant scatter for \(\frac{\sigma _{R,C,HIP}}{\sigma _{R,C,AB}} \in \left[ 1.1, 2.1\right] \). Thus, a more theoretical approach was chosen. To correct specimens subject to HIP back to the AB reference-state, \(\sigma _{R,C}\) was scaled down to simulate the spherical gas-porosities available in specimens did not subject to HIP. \(\sigma _{R,C}\) was subsequently scaled up to correct the \(\alpha \)-lath thickness back to pre-HIP size.
Due to lack of data, only average porosity sizes for specimens produced by SLM and EBM were determined, as illustrated in Table 3.
Previous study by Beretta & Romano [80] synthesized two Kitagawa-Takahashi diagrams, one for \(R=-1\), Fig. 16 and one for \(R=0.1\), using data collected from various sources. The data-points for \(R=0.1\) were corrected to \(R=-1\) by using the mean stress correction factor in Eq. 4.8 and plotted together with the data from Fig. 16, see Fig. 17. It should be noted that the stresses in ranges, \(\Delta \sigma _{R,5\cdot 10^6}\), but amplitudes, \(\sigma _{R,5\cdot 10^6}\). Red data-points denote AM-specimens, while blue points denote specimens produced by traditional methods.\(\sqrt{area}\) denotes the size of the defect which initiated the fatigue failure. Beretta & Romano based their Kitagawa-Takahashi diagrams on the fatigue strengths calculated at \(5\cdot 10^6\) cycles. The the left side of the diagram was calibrated to the defect free series by Biswal et al. [54] by using \(\sigma _{R,5\cdot 10^6} = 501.8\) MPa.


Figure 17 shows that the data is in good aggrement when calibration was done for the El Haddad, Topper and Smith approach calibrated by the defect-free series by Biswal et al. [54]. The El Haddad, Topper and Smith approach calibrated for the defect-free series at \(N_C\) was used in the subsequent derivations. Additionally, an average \(\alpha \)-lath value was also needed with the assumption of the microstructure was coarsened the pre-HIP thicknesses to the same level regardless of the initial \(\alpha \)-lath thickness [56].
Table 4 shows the \(\alpha \)-lath thickness for both specimens, produced by SLM and EBM subject to HIP, falls close to 3 \(\mu m\). Thus 3 \(\mu m\) has been chosen as the post-HIP \(\alpha \)-lath thickness (Figs. 18, 19, 20, and 21).
The HIP-correction factor consists of two parts; one part accounting for the presence of porosities in AB-condition and one part accounting for the change in \(\alpha \)-lath thickness between AB- and HIP-conditions. Firstly, a term scaling the S-N curve downwards by simulating pre-HIP porosities was developed. The effects of porosities are estimated by using the El Haddad, Topper and Smith approach for the average defect-size for the production method in question [88]. The effect of adding porosities was determined by inverting and normalizing the El Haddad, Topper and Smith relation with regards to the fatigue strength for the defect-free samples [54].
Where \(\sqrt{area}_0 = 41.72 \mu m\) denotes the El Haddad parameter [88].

The effect of eliminating porosities, as seen in the HIP-process, \(k_{HIP,porous}\) on \(\sigma _{R,C}\)

The effect of correcting porosities back to pre-HIP condition, \(\frac{1}{k_{HIP,porous}}\) on \(\sigma _{R,C}\)

The effect of \(\alpha \)-lath growth, as seen in the HIP-process, \(k_{HIP,\alpha -lath \ thickness}\) on \(\sigma _{R,C}\)
Secondly, the effect of the coarsening of the \(\alpha \)-laths must be accounted for. This was done by comparing \(\sigma _{R,C}\) for the pre-HIP \(\alpha \)-lath thicknesses for SLM and EBM with \(\sigma _{R,C}\) for \(\alpha \)-lath thickness of 3 \(\mu m\). By using Eq. 4.13, the following relation was established.
The two sub-functions were then subsequently united to form the HIP-correction factor:
Two single-valued correction factors were determined based on the average porosities and \(\alpha \)-lath thickness of the respective production process, as seen in Tables 3 and 4, respectively;
The reciprocal of Eq. 4.21 was used to convert the points from specimens subject to HIP to the AB reference,

Figure illustrating the effect of correcting \(\alpha \)-laths back to pre-HIP condition, \(\frac{1}{k_{HIP,\alpha -lath \ thickness}}\) on \(\sigma _{R,C}\)
4.3 Surface roughness correction factor
Literature of surface roughness
Surface roughness is a parameter, known from traditional fatigue theory to strongly affect fatigue properties. The surface roughness may vary based on the production parameters used, such as production method, powder diameter and diameter-distribution, layer thickness and energy input. Fatigue cracks generally initiate from the surface defects for AB-specimens and from the internal defects, such as gas pores and LOF-defects, for machined and/or polished specimens [49, 52, 66, 89]. Surface roughness is strongly also dependent on the build direction. High surface roughness involves a high amount of surface defects, shown to be the most critical parameter for fatigue performance [44]. In line with traditional fatigue theory, decreasing surface roughness improves fatigue life also for AM-materials [90].
Pegues et al. [67] noted that crack initiation behaviour is highly sensitive to surface roughness, as all cracks in their diagonally built specimens initiated from the rough down skin surface. They argue that surface roughness introduces micro-notches along the surface, contributing to the reduced fatigue strength of AB-specimens compared to specimens with machined surfaces. Nicoletto et al. found their AB specimens to only have 30% of the fatigue strength compared to specimens subject to machining [91]. Greitemeier et al. found a far higher AB surface roughness in specimens produced by EBM compared to SLM, respectively \( R_t =110 \mu m\) and \( R_t = 214 \mu m\) [89].
The surface roughness is lower and the surface is more homogeneous for specimens produced with vertical build direction compared to diagonal [92]. For specimens produced diagonally, the highest surface roughness on the circumference was found on the side facing down, at 270\(^{\circ }\). Pérez-Sánchez et al. noted that if the roughness close to 270\(^{\circ }\) was disregarded, the specimens produced diagonally would have a mean \(R_a\)-value lower than that of the vertically produced struts.
Pegues et al. [67] found that a gage diameter higher than a critical value led to lower surface roughness for down skin surfaces. This indicated that the effect of high down-skin surface roughness could be minimized by increasing part thickness or size at diagonally built surfaces. The reduction of the surface roughness was attributed to larger solidified part volume beneath the layer edge, dissipating the supplied energy more efficiently.
Kasperovich & Hausmann [14] noted that complex components, for which the rough AB-surface could not be machined, the surface needed to be considered as a crack initiator. Günther et al. [93] investigated the fatigue properties of specimens with one, two or three internal axial channels. The outer surface was machined while the internal channels were left with AB surface. The specimens with channels were shown to have slightly lower fatigue limits compared to the solid specimens. Failures initiated mostly at the channel AB-surface and sometimes due to process induced porosity at or close to the outer machined surface. Increasing diameter of the internal channel or channels lowered fatigue life.


\(\frac{1}{k_{surf}}\) used to correct specimens with significant surface roughness to the reference with \(R_a \le 1.69 \mu m\)

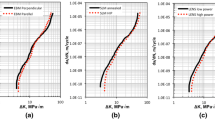
Defects observed in the powder-bed methods SLM and EBM, after Greitemeier et al. [55]

Defects observed in the wire-feed methods DMD-P and DMD-L, after Greitemeier et al. [55]
Persenot et al. [68] warn against using roughness- measurements to predict fatigue properties as these measurements do not reveal thin and deep notch-like defects. This is claimed despite good correlation between \(R_a\) and fatigue life. Even though the vast majority of papers report that surface quality is a critical parameter with regards to fatigue performance, Bagehorn et al. [90] found no correlation between a specific roughness value and fatigue life. Even though two surface treatments yielded \(R_a \le 1 \mu m\), specimens with \(R_a = 10 \mu m\) still showed better fatigue performance. This was attributed to less and smaller roughness valleys despite high \(R_a\)-values.
Results of surface roughness correction factor
The roughness correction factor was determined by identifying comparable series and plotting fatigue strength at \(N_C\) as a function of \(R_a\). The points were subsequently normalized with regards to the highest fatigue strength, before curves were fitted through the plotted points and their goodness of fit \(R^2\) evaluated. By evaluating different functions with regards to goodness of fit, an exponential function was chosen to express the relationship between surface roughness and fatigue strength, \(k_{surf,TEMP}\).
The data in Fig. 22 stem from HIP-specimens. These points were chosen as they showed the lowest scatter close to \(R_a = 0\). To penalize the HIP condition, the left side of \(k_{surf,TEMP}\) was scaled down with a factor of 1.17, corresponding to \(k_{HIP}\). This choice is further discussed in Discussion 6 (Figs. 23, 24, and 25).
Thus for correcting \(R_a\), the following function was chosen
4.4 Build direction correction factor
Literature of build direction
Build direction affects fatigue performance for specimens produced by AM, as the orientation of the component relative to the substrate determines the load direction on the layers [94]. The anisotropy is expected to be caused by porosity, microstructure and surface roughness. This strong effect is also apparent at elevated temperatures [16].
Several studies have investigated the effect of different building directions on the fatigue life. Usually orientations 0\(^{\circ }\), 45\(^{\circ }\) and 90\(^{\circ }\) relative to the building direction have been evaluated. The directions 0\(^{\circ }\), 45\(^{\circ }\) and 90\(^{\circ }\) gives superior, intermediate and inferior fatigue performance respectively [15, 45, 48, 68, 92, 95]. The orientations 0\(^{\circ }\), 45\(^{\circ }\) and 90\(^{\circ }\) are hereby denoted respectively horizontal (H), diagonal (D) and vertical (V). Specimens built horizontally exhibited higher strength and often lower ductility than materials built vertically [15, 48].
Nicoletto et al. attributed the source of anisotropy, resulting from SLM-manufacturing with different building directions, to material structure and surface roughness [41]. For specimens built diagonally, a non-uniform roughness-distribution was observed around the contour of the specimens, with the highest values on the side facing down during the build [67, 90].
The effect of build direction was found to be dependent on the presence of LOF-defects [41, 76]. LOF-defects mainly occur parallel to layer direction, between the individual layers [55]. The stress concentration could be reduced by re-orienting the crack parallel to loading direction, i.e. by changing build or loading direction. Chastand et al. [44], however, found no major differences in fatigue properties between specimens produced horizontally and vertically without presence of LOF-defects. åkerfeldt et al. found the anisotropy to diminish at higher strain ranges [95].
Results of build direction correction factor
The build direction correction factor, \(k_{build}\), was determined by comparing different series from the same authors. Production-parameters, besides build direction, were kept constant for all compared series. The horizontal correction factor was determined by comparing the stress amplitudes at \(N_C\), by \(\frac{\sigma _{R,C,V}}{\sigma _{R,C,H}}\), giving a factor that converts from horizontal to vertical.
Table 5 shows that the mean is \(\frac{1}{k_{build}}=0.86\). This yields \(k_{build} = 1.16\). All DED produced specimens are above 0.93, while the powder bed produced specimens show a larger spread from 0.66 to 0.96. This is in accordance with Chastand et al. [76], where the build direction influence was found to be dependent on LOF-defects. This was combined with Brandl et al. [48] and Baufeld et al. [39], where the wire based processes were found to have less impurities and defects, when compared to PBF-processes.
Determining the diagonal correction factor was attempted in the same way as the horizontal factor, However no conclusion was achieved. Table 6 presents the comparisons that were identified in the process.
The diagonal correction factor was deemed inconclusive for two reasons. Firstly, the number of series compared was small, with only four comparisons. Resulting in a mean value sensitive to the outlying results. Secondly, there were two comparisons above one and two below, adding to the uncertainty of this factor. Furthermore, three of the series were close to one, while the series by Persenot et al. [68] deviated significantly. These results did not allow for a clear conclusion with regards to their influence on fatigue performance.
4.5 Production technology correction factor
Literature of production technology correction factor
Additive manufacturing is a field in rapid development. Over the years, multiple technologies have been developed to produce Ti-4V-6Al parts and some of their characterizing differences.
-
Powder bed fusion (PBF): This is an additive layer manufacturing (ALM) production process, in which a laser- or electron-beam scans and melts powder on a horizontal substrate into a shape determined by a 3D-model. A new layer of powder is deposited and the process is repeated until the part is finished.
-
Direct energy deposition (DED): This is a process in which the material in powder or wire form is fed into a melt pool created by a heat source, forming a shape determined by a 3D model. Depending on the specific machine, the processes can also be used to repair damaged parts. The commercially used heat sources are a tungsten inert gas (TIG) torch, which creates a plasma-arc, a laser- or electron-beam. The different material feeds and heat sources can be combined in any way, although plasma arc and powder or electron beam and powder are not very common.
Selective Laser Melting (SLM)
SLM is known as laser powder bed fusion (LPBF) or Direct Metal Laser Sintering (DMLS). It is similar to selective laser sintering (SLS), as both processes use a laser in combination with a powder bed. The difference is that SLM fully melts the powder, creating a solid part, while SLS only sinters the powder, creating a more porous part. SLM uses a shielding gas during the process to prevent oxidation of the material.
SLM is a preferred technique for manufacturing Ti-6Al-4V with higher AB-performance, due to lower surface roughness and smaller internal pores, serving as fatigue crack initiation points [65]. Chastand et al. [76] found the effect of production process, SLM or EBM, to be negligible as both processes produces the same type of defects. Specimens produced by SLM are only be able to outperform traditional wrought materials when heat treated [26].
Electron Beam Melting (EBM)
is a PBF process using an electron beam as a heat source. A drawback of the process is, that the electron beam only can operate in vacuum. Typical scan-speeds and energy densities for EBM are higher than in other techniques such as SLM [92]. This results in higher temperatures in the melting area, inducing powder particles to adhere to the surface or be partially melted. This yields in a higher AB-roughness on EBM-specimens than other techniques such as SLM. Residual stresses are relieved during the printing process, due to high build-chamber temperatures, making a subsequent SR-treatment superfluous [27, 43, 44, 46]. Specimens produced by EBM to only be able to outperform traditional wrought materials when HIP-treated [26].
Direct Laser Deposition (DLD)
is a DED-process that uses a laser-beam to melt a powder stream being fed by up to 4 nozzles. This process has many names, such as laser engineered net shaping (LENS), direct metal deposition (DMD), direct metal laser deposition (DMLD), directed light fabrication (DLF), laser metal deposition (LMD), laser freeform fabrication (LFF) and many more [21]. The process has a higher material deposition rate and has the ability to produce much larger parts, compared to PBF-processes [98].
Wire-based processes
are differentiated by their heat sources and the associated environmental requirements. The plasma-arc processes are called shaped metal deposition (SMD), also known as direct metal deposition by plasma-arc (DMD-P), or wire plus arc additive manufacturing (WAAM). Wire-based laser metal deposition (LMD-W) is an alternation of the name LMD, that specifically uses wire. It is also known as direct metal deposition by laser (DMD-L). The laser and arc processes use different shielding gasses to prevent oxidation. Electron beam solid freeform fabrication (ESBFF) and electron beam freeform fabrication(\(EBF^3\)) are two wire-fed processes using an electron beam as heat source. The latter was developed by NASA with the perspective of being used in space in the future, as the electron beam operates in vacuum and wire does not have drawbacks in zero gravity, compared to powder [21].
Strength and ductility for specimens produced by LMD-W and SMD can reach levels comparable to their wrought counterparts [15]. LMD-W AM-processes also support high build rates and large geometries compared to other AM-processes [39]. Wire-feed production produces a material with less contaminants and impurities compared to EBM [39, 48]. Furthermore wire-feed specimens show higher strength and lower ductility compared to EBM-specimens, when tested in the same print direction and after the same heat treatments [48].
Wire-feed AM is the family of processes able to achieve the highest fatigue strength [65]. The plasma-arc wire-feed process is the only production method able to produce fatigue properties superior to traditional wrought materials without a post-process heat treatment [26]. Laser wire-feed on the other hand is only able to outperform traditional wrought materials when heat treated.
Results of production technology correction factor
The various production methods exhibit some variance in average pore size and \(\alpha \)-lath thickness, as seen in Tables 3 and 4. Thus the El Haddad, Topper and Smith and the \(\sigma _{R,C}\left( \frac{1}{\sqrt{\alpha \text {-lath thickness}}}\right) \) relation can be used to synthesize production method correction factors .
For specimens produced by SLM and EBM, the average pore size for the AB configuration was known and thus, a correction factor relating EBM to SLM could be made when porosities govered the fatigue performance.
Where \(\sqrt{area}_0 = 41.72\mu m\).
When specimens produced by SLM and EBM shows a sufficiently low surface roughness and sufficiently small internal defects, microstructure governs the fatigue performance. Thus the normalized fatigue performance from the average \(\alpha \)-lath thickness for specimens produced by SLM could be corrected down to EBM by the following relation.
The same arguments could be made for specimens produced by SMD and DLD, for which the average \(\alpha \)-lath thickness was known.
and
Thus the Eqs. 4.25, 4.26, 4.27 and 4.28 was formulated as follows, when correcting the data from the reference state to the specific conditions.
The correction factors for \(\frac{1}{k_{prod}}\) to follow from the specific condition to the reference state



4.6 Inconclusive correction factors
Some of the parameters considered from Eq. 4.1 showed low or no correlation for \(\sigma _{R,C}\). These factors are accounted for the effect of size, monotonic properties and mode of loading.
Size effect
Three selection criteria was chosen to evaluate the effect of size on fatigue strength. These were specimens subject to SR, HIP, and SR and AN.
Figures 26 and 27 present the results where blue points denote specimens manufactured vertically, red denotes diagonal, yellow denote horizontal and black denote unspecified build direction. There is no correlation found between size and fatigue life for vertical specimens. However, for diagonally built specimens, a line could be fitted through the points with a high goodness of fit.
Figure 28 shows only a limited data for HIP treatment, where there were only samples vertically manufactured fund. The plot was characterized by significant scatter and no apparent correlation was observed between gage diameter and fatigue strength.
Monotonic properties
Three selection criteria was chosen to include representative series for evaluation of monotonic properties. These were
-
1.
All HT-series, except HIP with known \(\sigma _U\), \(\sigma _Y\) and \(R_a\)-values. Data corrected for surface roughness and mean stress.
-
2.
All HIP-series with known \(\sigma _U\), \(\sigma _Y\) and \(R_a\)-values. Data corrected for surface roughness and mean stress.
-
3.
All HIP-series with known \(\sigma _U\) and \(\sigma _Y\). Also series with unknown \(R_a\)-values are included. Data corrected for surface roughness and mean stress.


Figure 29 shows that the goodness of fit for configuration 1 is very low. The scatter was significant and the fitted line did not indicate a significant correlation between \(\sigma _U\) and \(\sigma _{R,C}\). Figure 30 also show a low goodness of fit. The scatter was significant, however a weak tendency was observed for raising \(\sigma _{R,C}\) as the strain to failure increases.


The overall number of data-points was low for configuration 2 . The point supplied by Yu et al. [49] behaves as an outlier in both plots, see Figs. 31 and 32. If the outlier was removed, the goodness of fit would increase significantly and the fitted line would be close to horizontal. A close to horizontal line fitted through the points indicated that no correlation between either strain to failure or \(\sigma _U\) with \(\sigma _{R,C}\) existed.


For the last criteria 3, the goodness of fit was also low and no apparent correlation was observed, see Figs. 33 and 34.
Mode of loading
The majority of the data stems from fatigue testing under axial loading. As a result, finding representative series from both conditions is difficult.
In order to include representative series for evaluation of the effect of three point bending (TPB) versus axial loading, specimens without heat treatments, with reported \(R_a\)-values and built in vertical direction were chosen.
The data from Table 7, yielded the following correction factor
In order to evaluate the effect of rotating bending (RB) versus axial loading, series subject to annealing with \(T \in [700,740]\), with reported surface roughness and vertical build direction were chosen
The data from Table 8 yields the following correction factor
Budynas & Nisbett [28] utilized a load correction factor of respectively 1 and 0.85 for bending and axial loading. Hence, \(\sigma _{R,C,bending} > \sigma _{R,C,axial}\).
Additionally, \(\sigma _{R,C}\) for RB should be higher than for axial, as the entire cross section was equally loaded for axial loading compared to only the surface for RB. Since \(k_{load}\) should be above 1, when using axial loading as reference condition and the data shows the opposite, the correction factor was deemed inconclusive.

S-N curve for all points with reported \(R_a\). \(k_{surf}\), \(k_{HIP}\), \(k_{mean}\) and \(k_{BD}\) have been applied

S-N curve for all points with reported \(R_a\) and AB surface. \(k_{surf}\), \(k_{mean}\) and \(k_{BD}\) have been applied

S-N curve for all points with reported \(R_a\) and M or P surface. \(k_{surf}\), \(k_{HIP}\), \(k_{mean}\) and \(k_{BD}\) have been applied

S-N curve for all points with a M or P surface. \(k_{surf}\), \(k_{HIP}\), \(k_{mean}\) and \(k_{BD}\) have been applied
5 S-N curves of the corrected data
The data extracted was scaled by the determined correction factors. Selected series were plotted with S-N curves fitted to all points in the respective population. No notched series were included in the following four S-N curves:
- A:
-
All specimens with a known surface roughness, \(R_a\). \(k_{surf}\), \(k_{HIP}\), \(k_{mean}\) and \(k_{BD}\) have been applied.
- B:
-
All specimens with a known surface roughness, \(R_a\), and AB surface. \(k_{surf}\), \(k_{mean}\) and \(k_{BD}\) have been applied.
- C:
-
All specimens with a known surface roughness, \(R_a\), and M or P surface \(k_{surf}\), \(k_{HIP}\), \(k_{mean}\) and \(k_{BD}\) have been applied.
- D:
-
All specimens a M or P surface. \(k_{surf}\), \(k_{HIP}\), \(k_{mean}\) and \(k_{BD}\) have been applied.
As it was noted previously the surface roughness is the primary factor governing the fatigue performance, thus series with unknown \(R_a\)-values were not included in S-N curve A. A notch correction factor was not determined, leading to series with notches being excluded. Curve A Fig. 35 shows significant scatter of \(T_\sigma = 2.71\). This can to some degree be accounted for the different failure modes, as there were series, that in their uncorrected state had a widely varying surface roughness. For clarity, the specimens were divided by their surface treatment, under the assumption of AB specimens failed from the surface and M or P specimens failed from internal defects.
The AB specimens in S-N curve B, Fig. 36, align in a good agreement with a tightly packed scatter band, when compared to Fig. 35. The scatter coefficient of \(T_\sigma = 2.11\) is a significant improvement. The HIP correction factor was not applied, as the specimens failed from the surface and a reduction of the internal defects had negligible influence on the life.
The M and P specimens with known \(R_a\)-values are plotted in curve C, Fig. 37. The scatter coefficient \(T_\sigma = 2.77\), was higher than for the combined curve. This could be explained by the difference in slopes of the 5 % and 95 % survivability curves, caused by two different trends in the data. Most data showed a trend to a more horizontal slope, but three series had a slope, that was almost as steep as the slope, Fig. 36, for specimens with AB surface.
As the M and P specimens had a low surface roughness, a second S-N curve was made, containing all specimens with M and P surfaces. As the surface roughness was low in M and P condition, specimens were likely to failed from internal defects. S-N curve D in Fig. 38 shows that the specimens with an unknown surface roughness fit well with the specimens with a known surface roughness, since the scatter coefficient was only slightly increased to \(T_\sigma = 2.82\). The visual fit however is good, where the S-N curve was used for M and P specimens, as the increased population of data points added reliability. Thus, the curve C in Fig. 37 was disregarded.
Some of the determined correction factors was not used. \(k_{HIP,EBM}\) was found to over-correct the specimens produced by EBM and subject to HIP. \(k_{HIP,SLM}\) was deemed more appropriate for the points in question, as this reduced \(T_{\sigma }\) as opposed to \(k_{HIP,EBM}\) which increased it. \(k_{AN}\) was based on \(\alpha \)-lath thickness and was thus only valid for specimens whose fatigue behaviour was governed by microstructure. Due to lack of series explicitly failing from microstructural features, \(k_{AN}\) and \(k_{prod}\) was not applied.
5.1 Reference state
The process of determining correction factors also yielded with their inverses. These were used to scale the points with the specific parameter value back to their reference and thus supplementing the reference population. The reference population was in turn used to create S-N curves with 95% survivability. The reference state denoted a theoretical material state at which the different fatigue series and points were corrected to in order to be comparable. In this study AM materials showed three distinct failure modes, fatigue cracks initiating from surface, for internal defects and from microstructural features. However, due to lack of specimens explicitly failing from microstructural features, only two different reference states were defined. The two different reference states described the state of the points plotted in curve B and curve D, from which the correction factors could then be applied.
Parameters | Surface | Internal/Microstructure |
|---|---|---|
Material | Ti-6Al-4V | Ti-6Al-4V |
Production method | SLM | SLM |
Stress ratio, R | -1 | -1 |
Surface roughness, \(R_{a}\) | \(\le 0.1\) | \(\le 0.1\) |
Surface condition | AB | Machined |
Build direction | Vertical | Vertical |
Mode of loading | Axial | Axial |
Notches | None | None |
Slope, \(m_1\) | 3.18 | 5 |
Fatigue strength, \(\sigma _{R,D}^*\) | 209.7 | 229.1 |
5.2 Optimization
After the determination of the correction factors, the correction factors were evaluated by an optimization with regards to minimizing the scatter coefficient \(T_{\sigma }\). The optimization was used to evaluate the reliability of the determined correction factors, but also to attempt to determine the currently undetermined factors. In total three optimization sequences were performed, with the parameter-configurations illustrated in S-N curves A, B and D.

Optimized S-N curve for all points with a Ra-value with all correction factors applied
The factors or certain numbers of the equations were replaced by optimization variables, x. For the mean correction factor \(k_{mean}=\frac{1}{1-M\frac{R+1}{1-R}}\) the slope, M, was replaced with \(x_{mean}\). The other correction factors in the optimization were single numerical values and thus directly replaced. The correction factors that were not previously determined related to the production method and mode of loading. The optimization variables were used as an input for the optimization function.
The applicable correction factors were applied to all points in all series by the following relation:
where
The resulting stress amplitudes were used to determine \(T_{\sigma }\), 2. The determined \(T_{\sigma }\) based on the stresses scaled by the defined optimization variables was then used as the cost function to be minimized for the optimization:
where \(T_{\sigma }^n\), \(\sigma _{R,D,5\%}^n\) and \(\sigma _{R,D,95\%}^n\) denote the scatter coefficient and allowable stresses for 5% and 95% survivability at iteration n.
Correction factors for surface roughness, size and diagonal build direction were excluded from the cost function as they yielded either k-factors that deviated significantly from the expected values or \(\sigma _{R,D} \gg \sigma _U\). The remaining correction factors were applied to each series of the database, if possible.
\(T_{\sigma }\) was minimized by the inbuilt MATLAB function fminunc, which was designed to find the minimum of an unconstrained multivariate function. The function used a gradient based approach and the quasi-Newton Broyden-Fletcher-Goldfarb-Shanno (BFGS) algorithm.

Optimized S-N curve for all points with a Ra-value and AB surface. with all correction factors, except HIP, applied

Optimized S-N curve for all points with a M or P surface with all correction factors applied
Table 9 shows the initial values for the correction factors, previously determined, and the results of the three different optimizations.
Curve E in Fig. 39 showed a very small decrease of the scatter coefficient, while changing some of the correction factors in unrealistic ways. The factor for EBM should be lower than 1, to account for the slightly worse performance compared to SLM. Additionally the load correction factor, that corrects from rotating bending to axial, should be above 1, based on the previous Section 4.6.
Curve F in Fig. 40 showed better results compared to the first optimization, but at the same time had worse changes for the EBM correction factor. The factor for EBM was increased further above 1. A positive development was that the load correction rised above 1.
Curve G in Fig. 41 showed the best result as there was a decrease of \(T_{\sigma }\) from 2.82 to 2.57 and the correction factors changed in a reasonable way. The EBM correction factor was equal to 0.86, falling below 1. Furthermore the load correction factor was increased to 1.53, which brought it closer to the values of existing systems for wrought specimens. Lastly the correction factors for the DED processes rise above 1, which was expected, as these production methods produced specimens with fewer defects [39, 48].
6 Discussion
6.1 Correction factors
6.1.1 Mean stress correction factor
The mean stress correction factor is fundamental, with a large effect on \(\sigma _R\). Among the data collected, the paper by Benedetti et al. was the only work investigating more than two different R-ratios, where they showed the mean stress effect not to fit with Gerber or Goodman curves, but showed a better fit with SWT- [37] and FKM-approaches [29].

Datapoints and fitted line for SR-specimens for \(R=-1\) produced by Wycisk et al. [33]

Datapoints and fitted line for SR-specimens for \(R=0.1\) produced by Wycisk et al. [33]
Figure 4 and Fig. show 5 show Haigh diagram for SR specimens, where points from Benedetti et al. [38] and Wycisk et al. [33] were used to evaluate the mean stress effect. As can be seen from Fig. 42, all points for \(R=-1\) stem from \(N> 4\cdot 10^5\) cycles. As seen in Fig. 43, \(4\cdot 10^5\) cycles is likely well into the secondary slope area, with transition point at around \(N = 10^5\) cycles. By setting the slope of the points supplied by Wycisk in the Haigh diagram in Fig. 5 equal to \(M=0.62\), the S-N curve in Fig. 42 should have a stress amplitude of around 438MPa at \(10^5\) cycles. This argument fits well assuming that the cycle-range \(N \in \langle 10^5 , \infty \rangle \) in plot 43 is the secondary slope region, thus supporting the conclusion that \(M \approx 0.62\) [33, 38].
It must be underlined that the linear mean stress correction factor was only investigated for \(R \in [-3, 0.1]\). Therefore, \(k_{mean}\) was only explicitly valid in this range. If \( R \notin [-3, 0.1]\), another correction valid in this range, such as SWT [37] or FKM [29], must be applied.
6.1.2 Surface roughness correction factor
As can be seen from Fig. 22, an exponential function can be fitted to the \(\sigma _R\) - \(R_a\) plot in Fig. 23 with a goodness of fit \(R^2 = 0.95\). When determining the reference curve, the specimens with \(R_a > 1.69 \mu m\), indicated by the exponential curve, were corrected to polished condition. Upon the evaluation of specimens which were not subject to HIP, significant scatter was observed in the region close to \(R_a = 0\). This was likely due to variation in failure modes and varying defect sizes increasing their effect on the fatigue strength when transitioning from the S-domain. When using HIP-specimens, internal defects were small, if present, and \(\alpha \)-lath thickness was close to 3 \(\mu m\), and a significantly lower scatter was observed. For the selection criteria, when approaching \(R_a = 0\), the failure mode of the specimens moved from the S-domain to either the I- or the M-domain, depending on the size of residual pores remaining after HIP. Thus the left part of the surface roughness correction curve was artificially high in HIP-condition. Upon scaling the region close to \(R_a = 0\) by applying the HIP correction factor, \(k_{HIP,SLM} = 1.17\), further surface correction was effectively cut off when \(R_a <1.69 \mu m\). Coincidentally the lower \(R_a\) cut-off for the surface correction factor fell close to the lower bound of the S-I transition range. Thus, no further benefit from a finer surface was gained when surface was no longer governing fatigue performance.
\(R_a\) was not be the best measure of surface quality, as it was largely insensitive to isolated thin and deep surface defects. However, a goodness of fit of 0.95 was hard to dismiss. \(R_z\) or \(R_t\) might be better suited, as these were more sensitive to isolated, thin and deep surface defects. In the data collected, \(R_a\) was far more abundant than \(R_z\) and \(R_t\), enabling it to correct a larger bulk of the data-points to the reference state for further analysis.
The fit for the El Haddad, Topper and Smith model with empirical data was illustrated in Figs. 16 and 17. As the model, calibrated by the defect-free series by Biswal et al. [54] at \(N=5 \cdot 10^6\), showed a good fit with the empirical data collected from both AM-specimens and specimens produced by traditional methods, the model was deemed reliable. The El Haddad, Topper and Smith equation was subsequently used calibrated for the defect-free series by Biswal et al. for \(N = 10^5\) cycles.
6.1.3 HIP correction factor
The single-valued HIP correction factors were based on average porosities found in SLM- and EBM-processes. As previously mentioned, the HIP correction factor did not account for LOF-defects. Porosities and internal defects, restricting fatigue performance, were constantly subject to optimization. Thus the average porosity sizes for the respective processes were continuously decreasing. The mean values indicated that EBM tends to produce larger porosities than SLM, which was supported by the literature [66]. However, the porosities were not probably five times larger for EBM when compared to SLM, as indicated in Table 3. Using the determined \(k_{HIP,EBM}\), would scale the EBM specimens far to high. This might indicate that the unreported porosities found in the data-points plotted had a \(\sqrt{area}\) that was far lower than the 160 \(\mu m\) calculated and/or because the \(\alpha \)-lath thickness was different from the average partially based on another population. However, as shown in Table 3, the porosity-diameter for EBM-specimens had a standard deviation of 116, thus containing significant scatter and uncertainty.
The Kitagawa-Takahashi diagram was one of the halves of the HIP correction factor. However, when determining the El Haddad parameter, a location factor, \(F_W = 0.65\), corresponding to a surface crack was used, which was found to be in line with Beretta & Romano [80], the original source of the diagram. Beretta & Romano [80] explained this by the fact that most of the points in their diagram failed from the surface defects. However, the \(F_W\) was only used to calculate the El Haddad parameter for the Kitagawa-Takahashi diagram. The approximation was still accurate since the data fitted well with a \(F_W = 0.65\).


Figure 44 depicts how good is the accuracy of the Murakami estimate, \(\sigma _R = 0.5\sigma _U\). However it was observed that the precision was poor, as stated by Murakami [64]. It should be noted that Fig. 44 was based on a low degree of filtering and thus included specimens with various degrees of heat treatments, various degrees of machining and thus varying failure modes. Figure 45 illustrates the fit with the Murakami estimate for the specimens subjected to HIP. Overall, the fit of the experimental data to the Murakami estimate was fair.
\(\alpha \)-lath thickness might not be the best parameter to evaluate the microstructure. Al-Bermani et al. [56] stated that the size of \(\alpha \)-colonies was a better measure for microstructure. However, the size of \(\alpha \)-colonies were largely not reported. \(\alpha \)-colonies and -laths were grown by the same mechanisms, decreasing in size with increased cooling-rate. Using \(\alpha \)-lath thickness as correction parameter would thus likely had a similar effect to using \(\alpha \)-colony size.
It must be noted that due to lack of studies in the literature, Table 3 was limited to the specimens that were not included in the database. This cross-population comparison could be a source of error, as the averages were not entirely representative for the entries in the database, to which they were applied. The table shows the average porosities for SLM and EBM, Table 4, is also partially based on data not included in the database. However, Table 4 is based on a higher number of data-points, increasing the statistical quality. Several parameters influenced the formation of porosities, facilitating high process-to-process variation decreasing the reliability of the mean values, as it was shown by the high standard deviation for the mean porosity size of the EBM-process.
The porosity-term in the HIP correction factor only accounted for the size of spherical or close to spherical defects as several defect metrics influenced the fatigue performance. Murakami [64] introduced the following relation predicting fatigue strength as a function of Vickers hardness, the location and the size of the defects:
Benedetti et al. [100] presented a modified version of the Murakami equations.
where
and \(\alpha \) and \(\beta \) are fitting parameters.
There were several reasons why this approach was not used. Firstly, the location; surface, near-surface, or internal, was largely not reported in the literature. Secondly, \(\sqrt{area}_{\max }\) and HV were the other parameters that were rarely reported. HV could be estimated from \(\sigma _U\), however local differences along the build direction of the specimen might be present [15, 87]. The combination of location,\(\sqrt{area}_{\max }\) and HV was thus even less likely to be reported. However, Murakami & Endo [101] presented a simplified form of Eq. 6.1, giving one estimate for surface- and one for internal defects as a function of HV. In general, the Murakami Equation enabled the prediction of fatigue strengths without the need of calibration to fatigue data. However, the El Haddad, Topper and Smith approach was chosen, as a model fitted to the relevant fatigue data was available from Beretta & Romano [80]. In contrast to the Murakami equation, the El Haddad, Topper and Smith approach required a calibration by fatigue data, enabling precise curve fitting without the need to introduce additional fitting parameters.
6.1.4 Annealing correction factor
Similar arguments presented for HIP treatment are also relevant for the annealing correction factor. One of the main threats against the validity of the annealing correction factor was that it was based on the \(\alpha \)-lath evolution. The \(\alpha \)-lath evolution is only valid in the microstructure domain, and thus the annealing correction factor is also only valid for the same material. Nevertheless, the data as insufficient to differentiate between the I- and M-domain, and thus only a combined S-N curve was derived. When applying the annealing correction factor, it was often applied on specimens in the I-domain, outside its domain of validity.
The annealing correction factor described the correction needed to be applied to account for the change in \(\alpha \)-lath thickness following heat treatments performed at \(T\in \left[ 400,950 \right] \). Thus the correction factor was also valid for SR temperature ranges, but it did not account for the effect of relieving residual stresses on fatigue performance.
6.1.5 Build direction correction factor
Table 5 indicates that specimens produced by DED might not be affected as much by build direction effects when compared to that of PBF specimens. As the horizontal build direction factor for DED ranged from 0.93 to 0.99 while the factor for PBF ranged from 0.66 to 0.96, an argument could be made to split the direction factor for horizontal build direction into two - one for each production method family. The DED specimens might not need a correction at all as the factor is close to 1. More data is needed to determine these considerations.
Additional data could also determine if the diagonal build direction had an effect, as three out of four series were close to one with an outlier at 0.75 in Fig. 6. With the current amount of data, it was not clear whether there was a wider spread for the diagonal build direction or it was similar to the PBF series for the horizontal direction.
6.2 Inconclusive correction factors
There is significant variability for AM process and post processing conditions in various facilities and defect structures which affect the behaviour of the material. Some of the parameters that were evaluated showed very diffuse results and a lack of significant correlation with \(\sigma _{R,C}\). These parameters were not used as the correction factors, however they might serve as inspiration for further work.
6.2.1 Monotonic properties
For monotonic properties, three selection configurations were used to evaluate the effect on \(\sigma _{R,C}\). One of the reasons for the excessive scatter in some of the plots might be the selection of not controlling the surface conditions, thus not distinguishing between the S and I failure domains. Figs. 29, 30, 31, 30, 33 and 34 includes only limited data. The low number of plotted data-points did not result in further restriction of the selection-criterion, as the quality of the plotted relation declined with decreasing number of plotted points.
It should to be noted that even though monotonic properties directly compared to \(\sigma _{R,C}\) were deemed inconclusive, due to low correlation and excessive scatter, they were used indirectly through the \(\sigma _{R,C}\)-\(\alpha \)-lath relation.
There was a difference in intention between using the monotonic properties directly as a correction factor and indirectly as part of another correction factor. When evaluating \(\sigma _{R,C}\) against \(\sigma _U\) directly, with intention to derive a correction factor, the point-cloud was diffuse. Fitting a meaningful curve through the points was thus challenging. However, some degree of verification of the relation \(\sigma _{R,C} = 0.5 \sigma _U\) was found by observing that the center of the point cloud fell close to the prediction, as shown in Figs. 44 and 45.
6.2.2 Size correction factor
The effect of size on specimens built in vertical configuration was diffuse for all selection criteria, see Figs. 26, 27 and 28. For specimens built in a diagonal orientation, the effect was captured by a line. However, most of the results from diagonal specimens developed from a single study by Pegues et al. [67].
Smaller specimens had a lower thermal mass than larger specimens and were thus capable of higher cooling rates [56]. \(\alpha \)-lath thickness was strongly influenced by thermal history, with finer \(\alpha \)-laths being formed at high cooling rates. The estimated fatigue life increased with a decreased \(\alpha \)-lath thickness, Figs. 10 and 11. Thus, a decrease in fatigue strength should be expected, as specimen size increases, instead of an increase indicated by Figs. 26, 27 and 28.
6.2.3 Mode of loading
The correction factors for mode of loading were counter-intuitive. Budynas & Nisbett [28] stated that specimens tested axially showed inferior fatigue performance compared to rotating bending. The analysis, however, showed opposite results. Both pure bending and rotating bending was shown to yield at a lower fatigue strength than axial testing mode.
The specimens tested in rotating bending stem from Nicoletto et al. [91, 96]. Several of the specimens were used to test the effect of four different heat treatments on \(\sigma _R\). Thus, several of the data-points have received unfavourable heat-treatments. Various heat treatments along with combinations of machined and AB surfaces and the low number of series made the statistical quality of the comparison low.
6.3 Optimization
The optimization results, presented in Table 9, resulted with valuable indications about the reliability of the determined correction factors as well as their behaviour in the S- and the I/M-failure domain.
- \(x_{mean}\):
-
The mean stress sensitivity, M, was stable in all optimization configurations. However, a slightly lower value might be appropriate for specimens with AB surfaces, predominantly failing from surface, and for M or P surfaces, predominantly failing from internal defects and microstructural features.
- \(x_{HIP}\):
-
The HIP correction factor was relatively stable, and fit well for the mixed and AB optimizations. The factor had a larger influence for the specimens subject M and P, for which \(k_{HIP}\) was valid. Thus the HIP correction factor underestimated the real effect of HIP in the domain of validity. One explanation for this might be that the correction factor, due to lack of data, was based on the mean pore sizes, but the largest pores or LOF-defects more likely to initiate fatigue cracks.
- \(x_{build}\):
-
The build direction factor fit well for the M and P specimens and relatively well for the mixed optimization. The effect underestimated for the specimens with AB surface, where specimens with horizontal build direction were significantly better than the vertical ones. The correction factor was expected to have a larger positive influence for specimens subject to M and P, as it re-oriented LOF-defects and columnar grains [15, 41, 55, 76, 94].
- \(x_{rot}\):
-
The optimization indicated that the correction factor accounting for RB was close to 1 for mixed optimization and for specimens with AB surface. However, for specimens with M or P surfaces, the effect was significant. The effect might be caused by a combination of a fine surface for specimens subjected to M and P and the stress gradient found in specimens subject to RB. In RB, the surface layer experiences higher stress levels, than the internal regions of the specimen [102]. Thus, for specimens subjected to M and P, the features governing fatigue performance experiences less stresses than the surface. The surface had a lower relative effect on \(\sigma _R\) in the I/M domain, effectively improving fatigue performance.
- \(x_{EBM}\):
-
The correction factor for specimens produced by EBM was higher than 1 for the mixed and AB surface optimizations. This behaviour might be caused by the process-inherent SR seen in EBM-processes. The correction factor was however significantly lower than 1 for specimens with M or P surfaces. This might be caused by the larger mean porosities and thicker \(\alpha \)-laths for specimens produced by EBM compared to SLM.
- \(x_{SMD}\), \(x_{LMD-W}\):
-
The correction factors scaling the references from SLM to SMD and LMD-W were comparable to SLM for the mixed optimization and for specimens with AB surfaces. Both correction factors were above 1 for specimens with M or P surfaces. This might be caused by the lower amount of impurities and subsequently fewer and smaller internal defects seen in wire-feed processes [39, 48].
In general, the correction factors fluctuate depending on which predominant failure mode is currently active. The fact that \(k_{HIP}\) had a larger influence on the specimens predominantly failing from internal defects and microstructural features was expected, as it reduced or removed internal defects. The behaviour of \(k_{prod,EBM}\) was also as expected for specimens with M or P surfaces, as both the larger porosities and the higher \(\alpha \)-lath thickness were inferior to SLM.
6.4 Verification
The scatter significantly reduced for dividing the series into their respective failure modes and applying the valid inverse correction factors when compared to the uncorrected data. However, \(k_{AN}\) and \(k_{prod}\) were not applied, as the lack of data made differentiation between specimens failing from internal defects and from microstructural features impossible. Therefore \(k_{AN}\) and \(k_{prod}\) remained un-validated. For \(k_{AN}\), the correction factor was based on a high-quality fit, and would likely not deviate significantly from the actual values. \(k_{prod}\) on the other hand, is based on the mean \(\alpha \)-lath thicknesses for the various production methods in question, and might deviate from actual values.
Most AM-specimens contained porosities and internal defects, making failure from microstructural features unlikely for specimens that were not subjected to HIP. For specimens subjected to HIP, the literature was divided; some stated specimens subjected to HIP failed from microstructure [33, 43], while others observed the failure from residual defects [50].
6.5 Applications
In order to correctly apply the correction factors with its limits, a flowchart is presented in Fig. 46.

The flowchart in Fig. 46 does not make real distinction between the I- and M-domain. This was due to lack of data, specifically lack of specimens explicitly failing from microstructural features. Ideally, three S-N curves should be determined, one for specimens failing from surface defects, one for specimens failing from internal defects and one for specimens failing from microstructural features. This lack of data made it impossible to create the latter S-N curve, resulting in a mixed curve, covering both the I- and M-domain. Some studies states that HIP reduced the internal porosities so that crack initiation no longer could be observed from the internal defects [33, 43]. Other investigations also states that HIP reduced the size of internal porosities, but still observe fatigue cracks in specimens subject to HIP to initiate from residual porosities [33, 43, 62].
Due to the lack of distinction between I- and M-domain, some of the correction factors were used out of their validity-domain. Correction factors such as \(k_{AN}\) and all production correction factors, except \(k_{Prod,EBM}\) were purely based on \(\alpha \)-lath differences, and were thus only strictly valid in the M-domain. As the S-N curves did not differentiate between I- and M-domains, \(k_{AN}\) and \(k_{Prod}\) was not included in the flow chart.
Further scaling of \(\sigma _{R,C}\) ceases when \(R_a \le 1.69 \mu m\). Thus \(1.69 \mu m\) was taken as the transition value below which the influence of surface roughness on fatigue strength becomes negligible, \(R_c\). As shown in Fig. 46, the logical condition determining whether the specimen was in the S- or I-domain based on \(R_c\). This was chosen to ensure that specimens were in the I-domain contained surface roughness at the same level as the specimens in the S-domain was corrected too.
7 Conclusion
This paper includes a meta-analysis of fatigue performance of AM materials by considering the commonly produced Ti-6Al-4V parts. The correction factors have been determined to quantify the fatigue performance. Failure of the produced parts found to be governed by a hierarchical relationship based on surface- and internal defect-characteristics. The relation has been explained by MIS-model, in which the fatigue performance could be improved by reducing the surface roughness and internal defect sizes below critical values, and thereby enabling upwards movement in the pyramid. Thus, for design purposes, firstly the surface-state should be determined. If the surface cannot be machined or treated, and AB \(R_a > 1 \mu m\), only the S-domain shall be considered for the fatigue performance. If the surface can be treated or AB surface quality is good enough, with \(R_a < 1\mu m\), also correction factors, valid in the I-domain, shall be applied. If both \(R_a \le 1 \mu m\) and the size of internal defects are less than a critical value, \(\sqrt{area} \le 4.52 \mu m\), the microstructure governs the fatigue.
The goal of this paper has not been to include all the existing studies related to AM of Ti-6Al-4V alloys but to provide an overview for researchers to understand significant and imminent research problems related to affecting factors on the fatigue properties in this area.
The analysis of fatigue data for AM of Ti-6Al-4V alloys have been presented. In order to reduce the scatter due to the varying failure modes, two reference S-N curves have been presented; one describing specimens which predominately have failed due to cracks initiating at the surface, and another curve for specimens where cracks have initiated from the internal defects and microstructural features. The factors correcting the model curves have been suggested by identifying the limitations based on the level of influence on the developed MIS-model.The available data may include some variations between the material conditions since the parts were manufactured over the past years with different equipment, powders, and processing parameters. The suggestions provided in this work may be conservative compared to single test data obtained in a single experimental investigation. Therefore, more investigations on the determination of correction factors should be performed to fully understand the mechanisms governing the fatigue properties of such AM-materials. These further work shall include the inconclusive results, such as residual stress state, size effect and loading.
Abbreviations
- \(\sigma _R\) :
-
Fatigue strength amplitude
- E :
-
Youngs modulous
- \(\sigma _{R,-1}\) :
-
Fatigue strength amplitude at R = -1
- \(H_V\) :
-
Vickers hardness
- \(\sigma _{R,0}\) :
-
Fatigue strength amplitude at R = 0
- \(K_t\) :
-
Stress concentration factor
- \(\sigma _{R,D}\) :
-
Fatigue strength amplitude at knee-point
- \(K_f\) :
-
Fatigue notch factor
- \(\sigma _{R,C}\) :
-
Fatigue strength amplitude at characteritic life
- \(k_{Mean}\) :
-
Mean stress correction factor
- \(\sigma ^*_{R,D}\) :
-
Material fatigue strength amplitude at knee
- \(k_{Surf}\) :
-
Surface roughness correction factor
- \(\Delta \sigma _R\) :
-
Fatigue strength range
- \(k_{Load}\) :
-
Loading mode correction factor
- \(\sigma _{R,N}\) :
-
Fatigue strength amplitude at N cycles
- \(k_{AN}\) :
-
Annealing correction factor
- C :
-
Fatigue capacity
- \(k_{HIP}\) :
-
HIP correction factor
- N :
-
Number of cycles
- \(R_a\) :
-
Arithmetic mean roughness value
- \(N_C\) :
-
Characteristic number of cycles
- \(R_z\) :
-
Mean roughness depth
- \(N_f\) :
-
Total number of cycles
- \(R_t\) :
-
Total/maximum height of surface profile
- \(N_D\) :
-
Knee point in cycles
- \(P_S\) :
-
Probability of survival
- \(N_K\) :
-
Life cut-off point
- \(M_B\) :
-
Bending momentum
- m :
-
Negative inverse of S-N curve slope
- I :
-
Moment of intertia
- \(m_1\)/\(m_2\) :
-
Pre/post knee point slope of the S-N curve
- y :
-
Y-coordinate from area center
- R :
-
Stress ratio
- \(R^2\) :
-
Goodness of fit
- \(\sigma _{\max }\) :
-
Maximum stress in cycle
- K :
-
Stress intensity factor
- \(\sigma _{\min }\) :
-
Minimum stress in cycle
- \(K_{th}\) :
-
Stress intensity factor threshold
- \(\sigma _a\) :
-
Stress amplitude
- \(K_{1,\max }\) :
-
Maximum stress intensity factor for mode 1
- \(\Delta \sigma \) :
-
Stress range
- \(F_W\) :
-
Location factor
- \(\sigma _n\) :
-
Nominal stress
- \(\sqrt{area}\) :
-
Square root of area of defect
- \(\sigma _k\) :
-
Local stress
- \(\sqrt{area}_0\) :
-
El Haddad parameter
- \(\sigma _{rs}\) :
-
Residual stress
- \(M_S\) :
-
Phase equilibrium temperature
- \(\sigma _Y\) :
-
Yield stress
- \(M_{\sigma }\),M :
-
Mean stress sensitivity
- \(\sigma _{Y,0.2\%}\) :
-
Yield stress at 0.2 % strain
- \(T_{\sigma }\) :
-
Scatter coefficient
- \(\sigma _U\) :
-
Ultimate tensile strength
- Exp :
-
Expectation value
- T.E.:
-
Total elongation strain
- StDev :
-
Standard deviation
References
Additive manufacturing in metals (2012)
Wohlers T, Gornet T (2014) History of additive manufacturing
Segersall M, Kerwin A, Hardaker A, Kahlin M, Moverare J (2021) Fatigue response dependence of thickness measurement methods for additively manufactured E-PBF Ti-6Al-4 V. Fatigue Fract Eng Mater Struct 44(7):1931–1943
Shahsavari M, Imani A, Schaller R F, Asselin E (2022) Corrosion evaluation of Ti–6Al–4V manufactured by electron beam melting in Ringer’s physiological solution: an in vitro study of the passive film. J Appl Electrochemist
Sanaei N, Fatemi A (2020) Analysis of the effect of internal defects on fatigue performance of additive manufactured metals. Mat Sci Eng A 785:139385
Sanaei N, Fatemi A (2020) Analysis of the effect of surface roughness on fatigue performance of powder bed fusion additive manufactured metals. Theor Appl Fract Mech 108:102638
Sanaei N, Fatemi A (2021) Defects in additive manufactured metals and their effect on fatigue performance: a state-of-the-art review. Prog Mat Sci 117
Beretta S (2021) More than 25 years of extreme value statistics for defects: fundamentals, historical developments, recent applications. Int J Fatigue 151
Chern AH, Nandwana P, McDaniels R, Dehoff RR, Liaw PK, Tryon R, Duty CE (2020) Build orientation, surface roughness, and scan path influence on the microstructure, mechanical properties, and flexural fatigue behavior of Ti-6Al-4V fabricated by electron beam melting. Mat Sci Eng A 772:1387402020
Jones R, Singh Raman RK, Iliopoulos AP, Michopoulos JG, Phan N, Peng D (2019) Additively manufactured Ti-6Al-4V replacement parts for military aircraft. Int J Fatigue 124:227–235
Fotovvati B, Namdari N, Dehghanghadikolaei A (2019) Fatigue performance of selective laser melted Ti6Al4V components: state of the art. Mat Res Exp 6(1)
Fotovvati B, Wayne SF, Lewis G, Asadi E (2018) A review on melt-pool characteristics in laser welding of metals. Adv Mat Sci Eng 2018:1–18
Agius D, Kourousis K, Wallbrink C (2018) A review of the as-built SLM Ti-6Al-4V mechanical properties towards achieving fatigue resistant designs. Metals 8(1):75
Kasperovich G, Hausmann J (2015) Improvement of fatigue resistance and ductility of TiAl6V4 processed by selective laser melting. J Mat Process Technol 220:202–2142015
Brandl E, Baufeld B, Leyens C, Gault R (2010) Additive manufactured Ti-6Al-4V using welding wire: comparison of laser and arc beam deposition and evaluation with respect to aerospace material specifications. 5:595–606
Jiao ZH, Xu RD, Yu HC, Wu XR (2017) Evaluation on tensile and fatigue crack growth performances of Ti6Al4V alloy produced by selective laser melting. Procedia Struct Integr 7:124–132
Wohlers report 2019, (2019)
Wohlers report, (2019)
Kobryn P A, Ontko N R, Perkins L P, Tiley J S (2006) Additive manufacturing of aerospace alloys for aircraft structures. pages 1–14. Defense Techincal Information Centre
Woods D (2009) Additive layer manufacturing at Airbus - reality check or view into the future? TCT magazine 2009; 17; June; 23-27, page 4, jun 2009
Gibson I, Rosen D, Stucker B (2015) Additive manufacturing technologies. Springer, New York, 2nd ed. edition
Uhlmann E, Kersting R, Klein T, Cruz M F, Borille A V (2015) Additive manufacturing of titanium alloy for aircraft components. vol 35, pp 55–60. Elsevier B.V
Harun WSW, Manam NS, Kamariah MSIN, Sharif S, Zulkifly AH, Ahmad I, Miura H (2018) A review of powdered additive manufacturing techniques for Ti-6Al-4V biomedical applications. Powder Technol 331:74–97
Dallago M, Fontanari V, Winiarski B, Zanini F, Carmignato S, Benedetti M (2017) Fatigue properties of Ti6Al4V cellular specimens fabricated via SLM: CAD vs real geometry. Procedia Struct Integr 7:116–123
Ghouse S, Babu S, Nai K, Hooper PA, Jeffers JRT (2018) The influence of laser parameters, scanning strategies and material on the fatigue strength of a stochastic porous structure. Additive Manufac 22(April):290–301
Li P, Warner DH, Fatemi A, Phan N (2016) Critical assessment of the fatigue performance of additively manufactured Ti-6Al-4V and perspective for future research. Int J Fatigue 85:130– 143
Chern AH, Nandwana P, Yuan T, Kirka MM, Dehoff RR, Liaw PK, Duty CE (2019) A review on the fatigue behavior of Ti-6Al-4V fabricated by electron beam melting additive manufacturing. Int J Fatigue 119(September2018):173–184
Budynas R G, Nisbett J K (2015) Shigley’s mechanical engineering design. McGraw Hill Education, New York, 10th edition
Rennert R, Kullig E, Vormwald M, Esderts A, Siegele D (2012) Analytical strength assessment of components. VDMA Verlag, Frankfurt am Main, 6th edition
Norton R L (2000) Machine design, an integrated approach. Prentice Hall, 2nd edition
Gudehus H, Zenner H H (2004) Leitfaden für eine Betriebsfestigkeitsberechnung. Stahleisen, 4th edition
Wittel H, Muhs D, Jannash H, Voissiek J (2013) Roloff/Matek Maschinenelemente. Springer, 21st edition
Wycisk E, Siddique S, Herzog D, Walther F, Emmelmann C (2015) Fatigue performance of laser additive manufactured Ti-6Al-4V in very high cycle fatigue regime up to 109 cycles. Front Mat 2(December):2–9
Carrion PE, Shamsaei N, Daniewicz SR, Moser RD (2017) Fatigue behavior of Ti-6Al-4V ELI including mean stress effects. Int J Fatigue 99:87–100
Radaj J, Sonsino C M, Fricke W (2007) Fatigue assessment of welded joints by local approaches. Woodhead Publishing, 2nd edition
Schijve J (2004) Fatigue of structures and materials. Springer, 2nd edition
Smith P, Topper KN, Watson TH (1970) A stress-strain function for the fatigue of metals (stress-strain function for metal fatigue including mean stress effect). J Mat 5(January 1970):767–778
Benedetti M, Fontanari V, Bandini M, Zanini F, Carmignato S (2018) Low- and high-cycle fatigue resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting: mean stress and defect sensitivity. Int J Fatigue 107(August 2017):96–109
Baufeld B, Brandl E, Van Der Biest O (2011) Wire based additive layer manufacturing : comparison of microstructure and mechanical properties of Ti - 6Al - 4V components fabricated by laser-beam deposition and shaped metal deposition. J Mat Process Tech 211(6):1146–1158
AMS G Titanium and Refractory Metals Committee (2003) "Heat treatment of titanium and titanium alloys" SAE standard AMSH81200A. SAE International, rev. 2003 edition-query
Nicoletto G (2017) Anisotropic high cycle fatigue behavior of Ti-6Al-4V obtained by powder bed laser fusion. Int J Fatigue 94:255–262
Leuders S, Thöne M, Riemer A, Niendorf T, Tröster T, Richard HA, Maier HJ (2012) On the mechanical behaviour of titanium alloy TiAl6V4 manufactured by selective laser melting: fatigue resistance and crack growth performance. Int J Fatigue 48:300–307
Günther J, Krewerth D, Lippmann T, Leuders S, Tröster T, Weidner A, Biermann H, Niendorf T (2017) Fatigue life of additively manufactured Ti-6Al-4V in the very high cycle fatigue regime. Int J Fatigue 94:236–245
Chastand V, Tezenas A, Cadoret Y, Quaegebeur P, Maia W, Charkaluk E (2016) Fatigue characterization of Titanium Ti-6Al-4V samples produced by additive manufacturing. Procedia Struct Integr 2:3168–3176
Ellyson B, Chekir N, Brochu M, Brochu M (2017) Characterization of bending vibration fatigue of WBD fabricated Ti-6Al-4V. Int J Fatigue 101:36–44
Hrabe N, Gnäupel-Herold T, Quinn T (2017) Fatigue properties of a titanium alloy (Ti-6Al-4V) fabricated via electron beam melting (EBM): effects of internal defects and residual stress. Int J Fatigue 94:202–210
Leuders S, Lieneke T, Lammers S, Tröster T, Niendorf T (2014) On the fatigue properties of metals manufactured by selective laser melting - the role of ductility. J Mat Res 29(17):1911–1919
Brandl E, Leyens C, Palm F (2011) Mechanical properties of additive manufactured Ti-6Al-4V using wire and powder based processes
Yu H, Li F, Wang Z, Zeng X (2018) Fatigue performances of selective laser melted Ti-6Al-4V alloy: influence of surface finishing, hot isostatic pressing and heat treatments. Int J Fatigue 120(November 2018):175–183
Shui X, Yamanaka K, Mori M, Nagata Y, Kurita K, Chiba A (2017) Effects of post-processing on cyclic fatigue response of a titanium alloy additively manufactured by electron beam melting. Mat Sci Eng A 680(October 2016):239–248
Sterling AJ, Torries B, Shamsaei N, Thompson SM, Seely DW (2016) Fatigue behavior and failure mechanisms of direct laser deposited Ti-6Al-4V. Mat Sci Eng A 655:100–112
Fatemi A, Molaei R, Sharifimehr S, Shamsaei N, Phan N (2017) Torsional fatigue behavior of wrought and additive manufactured Ti-6Al-4V by powder bed fusion including surface finish effect. Int J Fatigue 99:187–201
Torries B, Sterling AJ, Shamsaei N, Thompson SM, Daniewicz SR (2016) Utilization of a microstructure sensitive fatigue model for additively manufactured Ti-6Al-4V. Rapid Prototyp J 22(5):817–825
Biswal R, Zhang X, Khadar Syed A, Awd M, Ding J, Walther F, Williams S (2019) Criticality of porosity defects on the fatigue performance of wire + arc additive manufactured titanium alloy. Int J Fatigue
Greitemeier D, Dalle Donne C, Schoberth A, Jürgens M, Eufinger J, Melz T (2015) Uncertainty of additive manufactured Ti-6Al-4V: chemistry, microstructure and mechanical properties. Appl Mech Mat 807:169–180
Al-Bermani SS, Blackmore ML, Zhang W, Todd I (2010) The origin of microstructural diversity, texture, and mechanical properties in electron beam melted Ti-6Al-4V. Metall Mater Trans A Phys Metall Mater Sci 41(13):3422–3434
Murr LE, Quinones SA, Gaytan SM, Lopez MI, Rodela A, Martinez EY, Hernandez DH, Martinez E, Medina F, Wicker RB (2009) Microstructure and mechanical behavior of Ti-6Al-4V produced by rapid-layer manufacturing, for biomedical applications. J Mech Behav Biomed Mater 2(1):20–32
Hrabe N, Quinn T (2013) Effects of processing on microstructure and mechanical properties of a titanium alloy (Ti-6Al-4V) fabricated using electron beam melting (EBM), Part 2: Energy input, orientation, and location. Mater Sci Eng A 573:271–277
Zhai Y, Galarraga H, Lados D A (2015) Microstructure evolution, tensile properties, and fatigue damage mechanisms in Ti-6Al-4V alloys fabricated by two additive manufacturing techniques. In Procedia Engineering, vol 114, pp 658–666. Elsevier B.V
Xu Y, Lu Y, Sundberg KL, Liang J, Sisson RD (2017) Effect of annealing treatments on the microstructure, mechanical properties and corrosion behavior of direct metal laser sintered Ti-6Al-4V. J Mater Eng Perform 26(6):2572–2582
Rafi HK, Karthik NV, Gong H, Starr TL, Stucker BE (2013) Microstructures and mechanical properties of Ti6Al4V parts fabricated by selective laser melting and electron beam melting. J Mater Eng Perform 22(12):3872–3883
Molaei R, Fatemi A, Phan N (2018) Significance of hot isostatic pressing (HIP) on multiaxial deformation and fatigue behaviors of additive manufactured Ti-6Al-4V including build orientation and surface roughness effects. Int J Fatigue 117(April):352–370
Xu W, Sun S, Elambasseril J, Liu Q, Brandt M, Qian M (2015) Ti-6Al-4V additively manufactured by selective laser melting with superior mechanical properties. Jom 67(3):668–673
Murakami Y (2002) Metal fatigue: effect of small defects and nonmetallic inclusions. Elsevier Science, Oxford
Cao F, Zhang T, Ryder MA, Lados DA (2018) A review of the fatigue properties of additively manufactured Ti-6Al-4V. Jom 70(3):349–357
Greitemeier D, Palm F, Syassen F, Melz T (2017) Fatigue performance of additive manufactured TiAl6V4 using electron and laser beam melting. Int J Fatigue 94:211–217
Pegues J, Roach M, Williamson RS, Shamsaei N (2018) Surface roughness effects on the fatigue strength of additively manufactured Ti-6Al-4V. Int J Fatigue 116(April):543–552
Persenot T, Burr A, Martin G, Buffiere JY, Dendievel R, Maire E (2019) Effect of build orientation on the fatigue properties of as-built electron beam melted Ti-6Al-4V alloy. Int J Fatigue 118(April 2018):65–76
Xu W, Brandt M, Sun S, Elambasseril J, Liu Q, Latham K, Xia K, Qian M (2015) Additive manufacturing of strong and ductile Ti-6Al-4V by selective laser melting via in situ martensite decomposition. Acta Mater 85:74–84
Seifi M, Dahar M, Aman R, Harrysson O, Beuth J, Lewandowski J J (2015) Evaluation of orientation dependence of fracture toughness and fatigue crack propagation behavior of as-deposited ARCAM EBM Ti-6Al-4V. Jom 67(3)
Seifi M, Salem A, Satko D, Shaffer J, Lewandowski JJ (2017) Defect distribution and microstructure heterogeneity effects on fracture resistance and fatigue behavior of EBM Ti-6Al-4V. Int J Fatigue 94:263–287
Vilaro T, Colin C, Bartout JD (2011) As-fabricated and heat-treated microstructures of the Ti-6Al-4V alloy processed by selective laser melting. Metal Mater Trans A: Phys Metal Mater Sci 42(10):3190–3199
Vrancken B, Thijs L, Kruth JP, Van Humbeeck J (2012) Heat treatment of Ti6Al4V produced by selective laser melting: microstructure and mechanical properties. J Alloys Comp 541:177–185
Vayssette B, Saintier N, Brugger C, Elmay M, Pessard E (2018) Surface roughness of Ti-6Al-4V parts obtained by SLM and EBM: effect on the high cycle fatigue life. Proced Eng 213:89–97
Benedetti M, Cazzolli M, Fontanari V, Leoni M (2016) Fatigue limit of Ti6Al4V alloy produced by selective laser sintering. Procedia Struct Integr 2:3158–3167
Chastand V, Quaegebeur P, Maia W, Charkaluk E (2018) Comparative study of fatigue properties of Ti-6Al-4V specimens built by electron beam melting (EBM) and selective laser melting (SLM). Mater Charact 143(February):76–81
Li P, Warner DH, Pegues JW, Roach MD, Shamsaei N, Phan N (2018) Investigation of the mechanism by which hot isostatic pressing improves the fatigue performance of powder bed fused Ti-6Al-4V. Int J Fatigue 120(October 2018):342–352
Qian M, Xu W, Brandt M, Tang HP (2016) Additive manufacturing and postprocessing of Ti-6Al-4V for superior mechanical properties. MRS Bulletin 41(10):775–783
Fatemi A, Molaei R, Sharifimehr S, Phan N, Shamsaei N (2017) Multiaxial fatigue behavior of wrought and additive manufactured Ti-6Al-4V including surface finish effect. Int J Fatigue 100:347–366
Beretta S, Romano S (2017) A comparison of fatigue strength sensitivity to defects for materials manufactured by AM or traditional processes. Int J Fatigue 94:178–191
Giglio M, Beretta S, Mariani U, Ratti G (2010) Defect tolerance assessment of a helicopter component subjected to multiaxial load. Eng Fract Mech 77(13):2479–2490
Oguma H, Nakamura T (2010) The effect of microstructure on very high cycle fatigue properties in Ti-6Al-4V. Script Mater 63(1):32–34
Nalla RK, Boyce BL, Campbell JP, Peters JO, Ritchie RO (2002) Influence of microstructure on high-cycle fatigue of Ti-6Al-4V: bimodal vs. lamellar structures. Metall Mater Trans A 33(13):899–918
Léopold G, Nadot Y, Billaudeau T, Mendez J (2015) Influence of artificial and casting defects on fatigue strength of moulded components in Ti-6Al-4V alloy. Fatigue Fract Eng Mater Struct 38(9):1026–1041
Wycisk E, Solbach A, Siddique S, Herzog D, Walther F, Emmelmann C (2014) Effects of defects in laser additive manufactured Ti-6Al-4V on fatigue properties. Phys Proced 56(C):371–378
Gong H, Rafi K, Starr T, Stucker B (2012) Effect of defects on fatigue tests of as-built Ti-6Al-4V parts fabricated by selective laser melting
Baufeld B, Van Der Biest O, Gault R, Ridgway K (2011) Manufacturing Ti-6Al-4V components by shaped metal deposition: microstructure and mechanical properties. IOP Conf Ser Mater Sci Eng 26(1)
El Haddad MH, Topper TH, Smith KN (1979) Prediction of non-propagating cracks. Eng Fract Mech 11:573–584
Greitemeier D, Donne CD, Syassen F, Melz T, Eufinger J (2015) Effect of surface roughness on fatigue performance of additive manufactured Ti-6Al-4V. Mater Sci Technol 32(7):629–634
Bagehorn S, Wehr J, Maier HJ (2017) Application of mechanical surface finishing processes for roughness reduction and fatigue improvement of additively manufactured Ti-6Al-4V parts. Int J Fatigue 102:135–142
Nicoletto G, Maisano S, Antolotti M, Dall’Aglio F (2017) Influence of post fabrication heat treatments on the fatigue behavior of Ti-6Al-4V produced by selective laser melting. Procedia Struct Integr 7:133–140
Pérez-Sánchez A, Yánez A, Cuadrado A, Martel O, Nuño N (2018) Fatigue behaviour and equivalent diameter of single Ti-6Al-4V struts fabricated by electron bean melting orientated to porous lattice structures. Mater Des 155:106–115
Günther J, Leuders S, Koppa P, Tröster T, Henkel S, Biermann H, Niendorf T (2018) On the effect of internal channels and surface roughness on the high-cycle fatigue performance of Ti-6Al-4V processed by SLM. Mater Des 143:1–11
Edwards P, Ramulu M (2014) Fatigue performance evaluation of selective laser melted Ti-6Al-4V. Mater Sci Eng A 598:327–337
Åkerfeldt P, Pederson R (2016) Antti M L (2016) A fractographic study exploring the relationship between the low cycle fatigue and metallurgical properties of laser metal wire deposited Ti-6Al-4V. Int J Fatigue 87:245–256
Nicoletto G (2018) Efficient determination of influence factors in fatigue of additive manufactured metals. Procedia Struct Integr 8(2017):184–191
Walker KF, Liu Q, Brandt M (2017) Evaluation of fatigue crack propagation behaviour in Ti-6Al-4V manufactured by selective laser melting. Int J Fatigue 104:302–308
Turichin G, Klimova-Korsmik O (2018) Theory and technology of direct laser deposition. In: Shishkovsky Igor (ed) Additive manufacturing of high-performance metals and alloys - modelling and optimization, chapter 4. IntechOpen
Borrego LP, Ferreira JAM, Costa JDM, Capela C, de Jesus J (2018) A study of fatigue notch sensibility on titanium alloy TiAl6V4 parts manufactured by selective laser melting. Procedia Struct Integr 13:1000–1005
Benedetti M, Santus C (2018) Notch fatigue and crack growth resistance of Ti-6Al-4V ELI additively manufactured via selective laser melting: a critical distance approach to defect sensitivity. Int J Fatigue 121(December 2018):281–292
Murakami Y, Endo M (1994) Effect of defects, inclusion and inhomogenities on fatigue strength. Fatigue 16
Pedersen M M (2018) Introduction to metal fatigue. Department of Engineering, Aarhus University. Denmark. 91 pp. - Tehcnical report ME-TR-11, Aarhus
Rawlings J O, Pantula S G, Dickey D A (2005) Applied regression analysis - a research tool. Springer, second edition
Orzetto (2010) Coefficient of determination
Radaj D, Vormwald M (2007) Ermüdungsfestigkeit. newblock Springer, 3rd edition
Stephens R I, Fatemi A, Stephens R R, Fuchs H O (2000) Metal fatigue Eng. newblock John Wiley and Sons Inc., second edition
Donachie MJ (2000) Titanium: a technical guide. ASM International, 2nd edition2000
Ducato A, La Cascica M, Fratini L, Mazzola G (2013) An automated visual inspection system for the classification of the phases of Ti-6Al-4V titanium alloy In Wilson R et al editor, Computer Analysis of Images and Patterns, page 9. Springer Verlag Berlin Heidelberg
Funding
Open access funding provided by Royal Danish Library, Aarhus University Library.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of Interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Recommended for publication by Commission XIII - Fatigue of Welded Components and Structures.
Appendices
Appendices
1.1 A Data table
Below, a simplified version of the specimen database and an abbreviation-key can be found
- Heat:
-
Heat treatment
- Surf:
-
Surface quality
- AB:
-
As-built
- G:
-
Ground
- M:
-
Machined
- P:
-
Polished
- T:
-
Tribofinished
- ProdM:
-
Production method
- Or:
-
Build direction
- V:
-
Vertical
- D:
-
Diagonal
- H:
-
Horizontal
- Diam:
-
Gage diameter
- Fail:
-
Failure mode
- S:
-
Surface defect
- I:
-
Internal defect
- M:
-
Microstructure
- U:
-
Undetermined or mixed failure mode
- Mod:
-
Loading mode
- A:
-
Axial
- RB:
-
Rotating bending
- PBON:
-
Pure bending on notch. Tension on notched side
- PBUN:
-
Pure bending un-notched. Tension on un-notched side
- TPB:
-
Three-point bending
- \(\alpha \)-lath:
-
\(\alpha \)-lath thickness
Name | Heat | Surf | ProdM | Or | Diam | Fail | \(R_a\) | Mod | \(\sigma _U\) | \(\alpha \)-lath | R | \(\sigma _{R,\cdot 10^5}\) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Bagehorn 1.1 | SR+HIP | AB | SLM | V | 5.64 | S | - | A | - | - | 0.1 | 179.1 |
Bagehorn 1.2 | SR+HIP | M | SLM | V | 5.64 | I | - | A | - | - | 0.1 | 356.0 |
Bagehorn 1.3 | SR+HIP | SB | SLM | V | 5.64 | S | - | A | - | - | 0.1 | 278.2 |
Bagehorn 1.4 | SR+HIP | VP | SLM | V | 5.64 | S | - | A | - | - | 0.1 | 247.1 |
Bagehorn 1.5 | SR+HIP | MM | SLM | V | 5.64 | S | - | A | - | - | 0.1 | 232.1 |
Baufeld 1.1 | AN | P | LMD-W | H | 1.5 | - | - | A | 941 | - | 0.1 | 407.2 |
Baufeld 1.2 | AN | P | LMD-W | V | 1.5 | - | - | A | 951 | - | 0.1 | 381.5 |
Benedetti 1.1 | SR | TR | SLM | - | 4 | S | 4.95 | A | 1092 | - | -1 | 454.6 |
Benedetti 1.2 | SR+HIP | TR | SLM | - | 4 | S | 5.07 | A | 962 | - | -1 | 459.9 |
Benedetti 2.1 | SR | AB | SLM | V | 4 | - | 6.83 | A | 1090 | - | -1 | 306.1 |
Benedetti 2.2 | SR+AN | AB | SLM | V | 4 | I | 6.83 | A | 950 | - | -1 | 209.4 |
Benedetti 2.3 | SR | E | SLM | V | 4 | S | 0.54 | A | 1090 | - | -1 | 355.2 |
Benedetti 2.4 | SR | SP | SLM | V | 4 | I | 3.36 | A | 1090 | - | -1 | 575.6 |
Benedetti 2.5 | SR | AB | SLM | V | 4 | - | 6.83 | A | 1090 | - | -3 | 463.3 |
Benedetti 2.6 | SR | AB | SLM | V | 4 | - | 6.83 | A | 1090 | - | 0.1 | 179.9 |
Benedetti 3.1 | SR | M | SLM | V | 5.4 | - | - | A | - | - | -1 | 223.0 |
Benedetti 3.2 | SR | M | SLM | V | 5.4 | - | - | A | - | - | -1 | 227.3 |
Benedetti 3.3 | SR | M | SLM | V | 5.4 | - | - | A | - | - | -1 | 266.7 |
Benedetti 3.4 | SR | M | SLM | V | 5.4 | - | - | A | - | - | -1 | 340.9 |
Biswal 2.1 | AB | P | SMD | V | 5 | M | 0.5 | A | 859 | 2 | 0.1 | 380.0 |
Biswal 2.2 | AB | P | SMD | V | 5 | I | 0.5 | A | 859 | 2 | 0.1 | 344.8 |
Biswal 2.3 | AB | P | SMD | V | 6 | I | 0.5 | A | 842 | 2 | 0.1 | 257.6 |
Borrego 1.1 | SR | P | SLM | - | 5 | - | - | A | 1147 | - | -1 | 416.2 |
Borrego 1.2 | SR | P | SLM | - | 4 | I | - | A | 1147 | - | -1 | 259.8 |
Brandl 1.1 | HIP | E | EBM | V | 5 | - | - | A | - | 2 | 0.1 | 445.0 |
Brandl 2.1 | AN | E | LMD-W | H | 1.5 | - | - | A | 898 | - | 0.1 | 391.2 |
Brandl 2.2 | AN | E | LMD-W | V | 1.5 | - | - | A | 884 | - | 0.1 | 362.4 |
Brandl 2.3 | AB | E | SMD | H | 1.5 | - | - | A | 963 | - | 0.1 | 379.8 |
Brandl 2.4 | AB | E | SMD | V | 1.5 | - | - | A | 939 | - | 0.1 | 375.8 |
Brandl 2.5 | AN | E | SMD | H | 1.5 | - | - | A | 961 | - | 0.1 | 382.3 |
Brandl 2.6 | AN | E | SMD | V | 1.5 | - | - | A | 931 | - | 0.1 | 379.3 |
Chastand 1.1 | SR | TR | SLM | V | 4 | I | 0.2 | A | 1032 | - | -1 | 470.8 |
Chastand 1.2 | SR | TR | SLM | H | 4 | I | 0.2 | A | 1032 | - | -1 | 488.8 |
Chastand 1.3 | SR | AB | SLM | V | 4 | S | 20 | A | - | -1 | 179.9 | |
Chastand 1.4 | SR+HIP | TR | SLM | V | 4 | U | 0.2 | A | 1032 | - | -1 | 687.8 |
Chastand 1.5 | AB | TR | EBM | V | 4 | I | 0.2 | A | 1045 | - | -1 | 444.8 |
Chastand 1.6 | AB | TR | EBM | H | 4 | I | 0.2 | A | 1045 | - | -1 | 580.4 |
Chastand 1.7 | AB | AB | EBM | V | 4 | S | 27.5 | A | - | - | -1 | 212.1 |
Chastand 1.8 | HIP | TR | EBM | V | 4 | U | 0.2 | A | 1045 | - | -1 | 703.9 |
Edwards 1.5 | AB | AB | SLM | Hy | - | - | 30.3 | A | - | - | -0.2 | 103.6 |
Edwards 1.1 | AB | M | SLM | Hx | - | - | 0.89 | A | - | - | -0.2 | 160.7 |
Edwards 1.2 | AB | M | SLM | Hy | - | - | 0.89 | A | - | - | -0.2 | 131.1 |
Edwards 1.3 | AB | M | SLM | V | - | - | 0.89 | A | - | - | -0.2 | 81.1 |
Edwards 1.4 | AB | AB | SLM | Hx | - | - | 32 | A | 1035 | - | -0.2 | 105.1 |
Edwards 1.6 | AB | AB | SLM | V | - | - | 38.5 | A | - | - | -0.2 | 79.1 |
Fatemi 1.1 | AN | AB | SLM | V | 15.2 | - | 15.45 | A | - | - | -1 | 202.8 |
Fatemi 1.2 | AN | P | SLM | V | 15.2 | - | 0.12 | A | 1052 | - | -1 | 337.9 |
Greitem 1.1 | AN | M | SLM | - | - | - | - | A | 1165 | - | 0.1 | 298.0 |
Greitem 1.2 | AN | AB | SLM | - | - | S | 13 | A | 1096 | - | 0.1 | 142.8 |
Greitem 1.3 | HIP | M | SLM | - | - | - | - | A | 997 | - | 0.1 | 397.2 |
Greitem 1.4 | HIP | AB | SLM | - | - | S | 13 | A | 949 | - | 0.1 | 162.7 |
Greitem 1.5 | AN | M | EBM | - | - | - | - | A | 972 | - | 0.1 | 184.5 |
Greitem 1.6 | AN | AB | EBM | - | - | S | 27.1 | A | 965 | - | 0.1 | 115.7 |
Greitem 1.7 | HIP | M | EBM | - | - | - | - | A | 896 | - | 0.1 | 422.8 |
Greitem 1.8 | HIP | AB | EBM | - | - | S | 27.1 | A | 833 | - | 0.1 | 124.6 |
Greitem 3.1 | SR | M | LMD-W | V | - | M | - | A | 881 | - | 0.1 | 300.0 |
Greitem 3.2 | SR | M | SMD | V | - | M | - | A | 811 | 3 | 0.1 | 386.6 |
Günther 1.1 | SR | M | SLM | V | 4 | I | - | A | - | - | -1 | 442.2 |
Günther 1.2 | SR | P | SLM | V | 4 | I | - | A | - | - | -1 | 427.3 |
Günther 1.3 | HIP | P | SLM | V | 4 | M | - | A | - | - | -1 | 587.9 |
Günther 1.4 | AB | P | EBM | V | 4 | I | - | A | - | - | -1 | 493.1 |
Günther 2.1 | SR | M | SLM | V | 4 | S | 25 | A | 1228 | - | -1 | 405.3 |
Günther 2.2 | SR | M | SLM | V | 4 | S | 25 | A | 1228 | - | -1 | 366.2 |
Günther 2.3 | SR | M | SLM | V | 4 | S | 25 | A | 1228 | - | -1 | 353.8 |
Günther 2.4 | SR | M | SLM | V | 4 | S | 25 | A | 1228 | - | -1 | 344.8 |
Günther 2.5 | SR | M | SLM | V | 4 | S | 25 | A | 1228 | - | -1 | 331.9 |
Hrabe 1.1 | AB | M | EBM | V | 6.35 | I | 0.2 | A | 1061 | 0.85 | 0.1 | 202.7 |
Hrabe 1.2 | SR | M | EBM | V | 6.35 | I | 0.2 | A | 1071 | 0.80 | 0.1 | 198.7 |
Hrabe 1.3 | HIP | M | EBM | V | 6.35 | I | 0.2 | A | 1033 | 1.64 | 0.1 | 439.7 |
Leuders 1.1 | HIP | M | SLM | V | 3 | - | - | A | 1089 | - | -1 | 751.7 |
Leuders 1.2 | HIP | M | SLM | V | 3 | - | - | A | 1007 | - | -1 | 538.0 |
Leuders 1.3 | AN | M | SLM | V | 3 | - | - | A | 1228 | - | -1 | 485.7 |
Leuders 1.4 | AB | M | SLM | V | 3 | - | - | A | 1315 | - | -1 | 371.8 |
Leuders 1.5 | AN | M | SLM | V | 3 | - | - | A | 986 | - | -1 | 329.5 |
Molaei 1.1 | HIP | P | SLM | V | 15.2 | U | 0.1 | - | - | 2.5 | -1 | 660.6 |
Molaei 1.2 | HIP | P | SLM | D | - | U | - | - | - | 2.5 | -1 | 645.0 |
Nicoletto 1.1 | AN | AB | SLM | V | - | - | - | PBON | - | - | 0 | 104.0 |
Nicoletto 1.2 | AN | AB | SLM | V | - | - | - | PBON | - | - | 0 | 159.8 |
Nicoletto 1.3 | AN | G | SLM | V | - | - | - | PBON | - | - | 0 | 118.4 |
Nicoletto 1.4 | AN | AB | SLM | V | - | - | - | PBUN | - | - | 0 | 238.8 |
Nicoletto 1.5 | AN | AB | SLM | V | - | - | - | PBON | - | - | 0 | 149.4 |
Nicoletto 1.6 | AN | AB | SLM | H | - | - | - | PBON | - | - | 0 | 180.7 |
Nicoletto 1.7 | AN | AB | SLM | H | - | - | - | PBUN | - | - | 0 | 270.5 |
Nicoletto 1.8 | AN | AB | SLM | - | - | - | - | RB | - | - | -1 | 333.6 |
Nicoletto 1.9 | AN | M | SLM | V | - | - | - | RB | - | - | -1 | 767.7 |
Nicoletto 2.1 | AN | AB | SLM | V | 6 | - | 13.4 | RB | - | - | -1 | 235.4 |
Nicoletto 2.2 | AN | AB | SLM | V | 6 | - | 13.4 | RB | 1164 | - | -1 | 153.1 |
Nicoletto 2.3 | AN | AB | SLM | V | 6 | - | 13.4 | RB | 933 | - | -1 | 164.4 |
Nicoletto 2.4 | AN | AB | SLM | V | 6 | - | 13.4 | RB | 1084 | - | -1 | 272.6 |
Nicoletto 3.1 | SR | AB | SLM | V | - | - | - | PBUN | - | - | 0 | 114.8 |
Nicoletto 3.2 | SR | AB | SLM | HnS | - | - | - | PBUN | - | - | 0 | 158.4 |
Nicoletto 3.3 | SR | AB | SLM | HnD | - | - | - | PBUN | - | - | 0 | 168.4 |
Pegues 1.1 | SR | AB | SLM | D | 6.06 | S | 13.24 | A | - | 1.5 | -1 | 270.8 |
Pegues 1.2 | SR | AB | SLM | D | 4.9 | S | 20 | A | - | 1.5 | -1 | 199.1 |
Pegues 1.3 | SR | AB | SLM | D | 4 | S | 20.87 | A | - | 1.5 | -1 | 197.8 |
Pegues 1.4 | SR | AB | SLM | D | 3.25 | S | 23.07 | A | - | 1.5 | -1 | 178.3 |
Pegues 1.5 | SR | AB | SLM | D | 3.25 | S | 20.89 | A | - | 1.5 | -1 | 186.2 |
Persenot 1.1 | AB | AB | EBM | V | 2 | M | 44 | A | - | 1 | 0.1 | 108.9 |
Persenot 1.2 | AB | AB | EBM | D | 2 | M | 42.3 | A | - | 1 | 0.1 | 144.3 |
Persenot 1.3 | AB | AB | EBM | H | 2 | M | 56.9 | A | - | 1 | 0.1 | 164.5 |
Persenot 1.4 | HIP | AB | EBM | V | 2 | M | 44 | A | - | - | 0.1 | 111.8 |
Pèrez-Sánch 1.1 | AB | AB | EBM | V | 1 | S | 33.99 | TPB | - | - | 0.1 | 53.5 |
Pèrez-Sánch 1.2 | AB | AB | EBM | D | 1 | S | 33.61 | TPB | - | - | 0.1 | 179.3 |
Pèrez-Sánch 1.3 | AB | AB | EBM | V | 0.6 | S | 31.98 | TPB | - | - | 0.1 | 77.4 |
Pèrez-Sánch 1.4 | AB | AB | EBM | D | 0.6 | S | 29.01 | TPB | - | - | 0.1 | 76.3 |
Razavi 1.1 | SR | SB | SLM | V | 7 | S | - | A | - | - | 0.01 | 192.6 |
Razavi 1.2 | SR | SB | SLM | V | 5 | S | - | A | - | - | 0.01 | 124.4 |
Shui 1.1 | AB | P | EBM | V | 6 | S | - | A | 870.2 | 1.7 | 0.1 | 291.2 |
Shui 1.2 | AN | P | EBM | V | 6 | S | - | A | 888.7 | 3.2 | 0.1 | 300.5 |
Shui 1.3 | HIP | P | EBM | V | 6 | I | - | A | 819.5 | 3.2 | 0.1 | 401.8 |
Vaysette 1.1 | HIP | M | SLM | V | 7.98 | - | - | A | - | - | -1 | 578.2 |
Vaysette 1.2 | HIP | M | EBM | V | 7.98 | - | - | A | - | - | -1 | 501.4 |
Vaysette 1.3 | HIP | AB | SLM | V | 7.98 | S | 13.7 | A | - | - | -1 | 357.6 |
Vaysette 1.4 | HIP | AB | EBM | V | 7.98 | U | 31.1 | A | - | - | -1 | 221.0 |
Walker 1.1 | AB | M | SLM | V | 5.5 | I | 0.8 | A | - | - | 0.1 | 251.6 |
Walker 1.2 | AB | M | SLM | H | 5.5 | I | 0.8 | A | - | - | 0.1 | 382.3 |
Wan 1.1 | AN | P | LMD-W | Hx | - | - | - | - | - | - | 0 | 451.9 |
Wan 1.2 | AN | P | LMD-W | V | - | - | - | - | - | - | 0 | 461.2 |
Wycisk 1.1 | SR | P | SLM | V | 5 | U | 0.2 | A | - | - | 0.1 | 223.6 |
Name | Heat | Surf | ProdM | Or | Diam | Fail | \(R_a\) | Mod | \(\sigma _U\) | \(\alpha \)-lath | R | \(\sigma _{R,5\cdot 10^5}\) |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
Wycisk 1.2 | SR | P | SLM | D | 5 | U | 0.2 | A | - | - | 0.1 | 234.9 |
Wycisk 1.3 | SR | AB | SLM | V | 5 | S | 12 | A | - | - | 0.1 | 159.9 |
Wycisk 1.4 | SR | AB | SLM | D | 5 | S | 12 | A | - | - | 0.1 | 152.7 |
Wycisk 2.3 | SR | M | SLM | V | - | I | - | A | 1189 | 1 | 0.1 | 248.1 |
Wycisk 2.4 | HIP | M | SLM | V | - | I | - | A | 1022 | 4 | 0.1 | 426.6 |
Wycisk 2.1 | SR | M | SLM | V | - | I | - | A | 1189 | 1 | -1 | 736.5 |
Wycisk 2.2 | HIP | M | SLM | V | - | I | - | A | 1022 | 4 | -1 | 666.0 |
Wycisk 2.5 | SR | M | SLM | V | - | I | - | A | 1189 | 1 | -1 | 849.5 |
Wycisk 2.6 | HIP | M | SLM | V | - | I | - | A | 1022 | 4 | -1 | 682.6 |
Yu 1.1 | SR | P | SLM | - | 5.5 | I | 0.04 | A | 1196 | 0.86 | -1 | 508.1 |
Yu 1.2 | SR+HIP | P | SLM | - | 5.5 | I | 0.04 | A | 1015 | 2.51 | -1 | 560.1 |
Yu 1.3 | SR+AN | P | SLM | - | 5.5 | I | 0.04 | A | 1051 | 2.29 | -1 | 515.9 |
Yu 1.4 | SR+AN | P | SLM | - | 5.5 | I | 0.04 | A | 1192 | 1.78 | -1 | 539.9 |
1.2 B Author-table
Below, a table summarizing the research articles used to extract the data used in this project
Article | Main topics | Main conclusions |
|---|---|---|
Bagehorn | Effects of surface roughness and surface treatments on fatigue life; milling, blasting, vibratory finishing and micromachining | As-built specimens have a high surface roughness. All surface treatment reduce roughness and thus improved fatigue life. No correlation between roughness values and fatigue life found |
Baufeld | Fatigue performance of specimens produced by two wire fed production processes; LMD-W and SMD | Wire fed processes support higher deposition rates, larger component sizes, allows less contamination and lower material cost compared to powder based processes. Heat treatment at 843 \(^{\circ }\) C yielded increased strain to failure. Mechanical properties are comparable to cast and after HT comparable to wrought materials |
Benedetti 1 | Effects of surface roughness and porosity on fatigue life | The microstructure and static mechanical properties differs widely between specimens in AB and HIP conditions. HIP was found not to affect roughness but closed internal pores. HIP specimens showed less scatter than AB |
Benedetti 2 | Effects of post-processing parameters on fatigue life | High-cycle regime dictated by mean stress and defects. Pores and defects in AB condition mainly found subsurface. HIP effectively reduces pores throughout the specimen while remaining pores are insignificant on fatigue performance. |
Benedetti 3 | Exploring notch approaches on fatigue prognosis | Fatigue properties are mainly governed by defectiveness. The size of critical defects strongly depend on whether the specimen was machined to shape or not. A modified critical distance approach is shown to be sufficiently accurate if defectiveness is known |
Biswal 2 | Effect of porosity on wire and arc AM-materials | Fatigue life can be correlated with SIF-range of crack initiating defects. Fatigue strength limit can be predicted by a modified Kitagawa-Takahashi diagram. |
Borrego | Fatigue strength from low to high cycle range and notch sensitivity | Fatigue cracks initiated at the surface of both examined geometries. Fatigue properties was easily fitted to Basquin and Coffin-Manson equations. Fatigue notch factor increased with fatigue life. |
Brandl 1 | Fatigue properties of specimens produced by EBM and laser based wire fed processes | EBM specimens showed a microstructure with twice as wide \(\alpha \)-grains and thus a coarser microstructure compared to SMD. Wire-feed specimens showed higher strength and lower ductility than EBM samples. Annealing at 843\(^{\circ }\) C decreased strength but increased ductility. Fatigue performance of both processes are comparable to wrought materials. |
Brandl 2 | Comparison of two wire-feed production processes; laser- and TIG-based | Mechanical properties is highly dependent on process parameters, load direction and heat treatment. Both processes generally out-perform wrought materials with regards to dynamic strength. Heat treatment at 843\(^{\circ }\) C increased ductility while 600\(^{\circ }\) C increased strength. |
Chastand 1 | Parameter influence on fatigue properties for specimens produced by EBM and SLM | Machining and HIP treating specimens improve fatigue life by respectively removing surface defects and roughness and by decreasing internal defect size. The process effect on fatigue, EBM or SLM, is negligible as both processes produce the same defects. |
Edwards | Fatigue properties of Ti-6Al-4V produced by SLM | Specimens produced by SLM contain residual stresses. Specimens produced by SLM showed 75% lower fatigue performance compared to wrought Ti-6Al-4V. Build orientation strongly affect fatigue performance. |
Fatemi 1 | Multiaxial fatigue performance by specimens produced by laser-based powder bed fusion | AM materials showed both higher tensile and yield strength but lower ductility compared to wrought materials. AM materials had shorter lives for all loading conditions except LCF torsion compared to wrought materials. |
Greitemeier 1 | Factors influencing mechanical properties of SLM- and EBM-materials | Fracture toughness can be significantly improved by a high-temperature heat treatment. HCF fatigue properties are influenced by surface roughness. In absence of roughness, defects dominate fatigue properties. HIP can reduce internal defect size. |
Greitemeier 3 | Comparison of fatigue life of SLM-, EBM- and DMD-specimens | HCF properties in machined specimens are dominated by defects, resulting in high scatter and low fatigue properties based on amount, size and orientation of defects. |
Günther 1 | Comparing fatigue performance of SLM- and EBM-materials | EBM-materials posses residual stresses similar to heat treated SLM-specimens. HIP treatment significantly improves fatigue properties of SLM-materials. |
Günther 2 | Roughness effects on fatigue properties for specimens with internal surfaces | Samples with internal channels showed a slightly lower fatigue limit compared to solid specimens. Cracks mostly initiated at the internal channel. By surface smoothing and HIP, the fatigue limit of specimens with internal channel can be doubled. |
Hrabe | Effects of residual stresses and internal defects on EBM-specimens under different HT conditions | No residual stresses were found in the specimens subject to AB, SR or HIP. AB and SR specimens were identical both microstructurally and statistically. HIP increased fatigue strength and strain to failure but reduced \(\sigma _U\) and \(\sigma _Y\). |
Leuders | Mechanical performance of 316L steel and Ti-6Al-4V built by SLM | The behaviour of AB-specimens are characterized by martensitic microstructure, high RS and brittle behaviour. Strain to failure can be improved by annealing and HIP sacrificing some strength |
Molaei | Effect of HIP under uniaxial-, torsional- and multiaxial stress states | No anisotropy was observed in HIP-specimens. HIP treated specimens had longer lives compared to annealed specimens. Machining HIP-specimens further increased performance. |
Nicoletto 1 | Influencing factors of fatigue performance of SLM Ti-6Al-4V | Fatigue results for mini-specimens show fatigue results coherent with rotating bending specimens. Stress applied parallel to build direction was shown to have a milder notch effect than stress applied perpendicular to build direction. |
Nicoletto 2 | Effect of different heat treatments on mechanical behaviour | SLM-materials show comparable mechanical performance to conventional processes under the same surface conditions. Two of the treatments showed especially favourable results on \(\sigma _U\) and strain to failure respectively. |
Nicoletto 3 | Intrinsic and extrinsic factors on fatigue behaviour | Anisotropy is intrinsic to the SLM process. HCF fatigue behaviour is directional and caused by material structure and surface roughness. A new specimen geometry and testing method was proposed. |
Pegues | Effect of surface roughness and size on fatigue performance | Surface area does not affect fatigue behaviour. Gage diameters larger than 4.9 mm produce significantly lower down-skin surface roughnesses than smaller specimens . Effect of surface roughness on HCF behaviour is higher for specimens with smaller gage-sizes. |
Pèrez-Sánchez | Size- and build direction effects on flexural fatigue strength | Printed struts were more homogeneous when printed vertically compared to diagonal. Mechanical properties of oblique struts were better than those of vertical struts. |
Persenot | Build direction on fatigue properties | Horizontal specimens showed longer fatigue lives than vertical specimens. Roughness measurements on AB specimens does not reveal thin and deep notch-like defects. |
Razavi | Fatigue strength of blunt V-notched specimens produced by SLM | V-notched specimens showed low notch-sensitivity compared to smooth specimens. |
Shui | HCF behaviour of EBM-specimens subject to heat treatments | HT and HIP results in a coarser microstructure. HIP eliminated porosities but did not increase density. HIP reduce the tensile strength but increase ductility. AB- and HIP-specimens showed fatigue performance comparable to conventional materials. |
Vayssette | Effect of roughness and microstructure from SLM and EBM on HCF | Fatigue strength increase with machining. New HCF criterion developed accounting for surface roughness was developed. |
Walker | Effect of layer thickness and build direction on crack propagation for SLM-specimens | SLM-materials show significant scatter in total life. For SLM-specimens, life is controlled by a combination of initiating defects and inherent variability in fatigue crack growth characteristics of the AM material |
Wan | Proposition of multi-scale damage mechanics method for fatigue life prediction | A new model for fatigue life prediction including build orientation and gas porosity is proposed. |
Wycisk 1 | Analysis and simulation of crack propagation considering surface roughness and porosity | The fatigue life of laser additive manufactured specimens are dominated by the crack initiation stage. Kitagawa-Takahashi and El Haddad, Topper and Smith approaches estimate life of long cracks in the evaluated specimen too conservatively |
Wycisk 2 | HCF for SLM-specimens in tension-tension and tension-compression | All specimens failed due to process inherent defects. HIP cures process inherent defect and crack initiation from defects can no longer be observed. Test frequency does not affect life. |
Yu | Effect of surface treatments, heat treatment and HIP on fatigue performance | Fatigue cracks initiated from internal pores for polished specimens and from surface for AB, ground and SB specimens. AN and solution treatment and ageing increased \(\sigma _R\) while HIP increased \(\sigma _R\) significantly compared to AB |

Figure collected from Orzetto [104] illustrating the total sum of squares, SST, to the left and the squared sum of errors, SSE to the right
1.3 C Statistical models
1 Goodness of fit
There are several ways of evaluating how good a curve fits several points, one of which is the \(R^2\)-model. Rawlings defines \(R^2\) as the proportion of the total sum of squares of the dependent variable explained by the independent variables of the model [103]. Matlab documentation defines \(R^2\) as how successful the fit is in explaining the variance of the plotted points More specifically \(R^2\) describes the square of the correlation between the response values and the predicted response values.
In order to derive \(R^2\), four entities are needed [103]:
Denoting the mean of the dependent values.
Denoting the sum of squares for the curve, f, fitted to the data.
Denoting the sum of squared errors of prediction. This term quantifies the error the fitted line, f, makes, when predicting the dependent values, as illustrated to the right in Fig. 47.
Denoting the total sum of squares. This term describes the errors with respect to the horizontal line, \(\bar{y}\), illustrated to the left in Fig. 47.
SSR and SSE is related through the following relation:
The \(R^2\) can then be defined in two ways:
and
A \(R^2\) value close to 1 denotes a higher goodness of fit and thus a higher fraction of the variance. A value close to 0 indicates, that the data could be better fitted with a horizontal line at the mean value, thus indicating no correlation. The \(R^2\)-value states how much of the variance is accounted for by the fitted curve.
2 Scatter coefficient \(T_{\sigma }\)
In order to evaluate the scatter seen in the S-N plot, the scatter coefficient, \(T_{\sigma }\), based on fatigue capacity is used. The scatter coefficient describes the rate between \(\sigma _{R,D}\) for the two S-N curves describing 5% and 95% probability of survival. The following steps are taken to determine \(\sigma _{R,D}\) for the two curves. For all individual points, a logarithmic fatigue capacity, \(\log C\), is calculated based on the Basquin equation:
A mean fatigue capacity and the standard deviation is then calculated.
By assuming a normal distribution, the following probability density function can be used:
Where Exp and StDev are respectably the expectation value and the standard deviation of the distribution. First \(C_{95\%}\) is to be determined, describing the fatigue capacity for the S-N curve with 95% survival probability. When trying to determine \(\log C_{95\%}\), the expectation value and variance is respectively \(\log C_m\) and the variance of the calculated \(\log C\)-values, \(StDev^2_C\). Inserting the values into Eq. 2.5 yields:
By integrating Eq. 2.5 from \(-\infty \) to \(\log C_m\), the equation describes the probability of finding a \(\log C\) \(\in \left[ -\infty ,\log C_{95\%}\right] \) in a normal distribution with expectation value \(\log C_m\) and variance \(StDev^2_C\).
Thus \(\log C_{95\%}\) can be found by solving the following equation:
\(C_{95\%}\) is subsequently found by cancelling the logarithm:
Using Eq. 2.1, \(\sigma _{R,D,95\%}\) can now be calculated.
The process is repeated to determine \(C_{5\%}\) and \(\sigma _{R,D,5\%}\) describing 5% probability of survival.
The scatter coefficient used in this work is then defined as the ratio between \(\sigma _{R,D}\) for 5% and 95% probability of survival:
This \(T_{\sigma }\) is similar to the one found in Radaj & Vormwald [105].
3 Murakami relations
Murakami [64] introduces \(\sqrt{area}\), which is widely used correlating fatigue strength with the projected area of internal defects in porous materials. The parameter shows a good correlation with the stress intensity factor and the fatigue strength of the material. The \(\sqrt{area}\)-notation has a number of applications. E.g. by plotting \(\sqrt{area}\) against \(\sigma _R\) for any steel, a linear relation can be found, as seen in Figs. 48 and 49.

\(\sigma _R\) plotted over \(\sqrt{area}\) for a low carbon steel with drilled holes [64]

\(\sigma _R\) plotted over \(\sqrt{area}\) for a medium carbon steel with drilled holes [64]
For simply shaped, thin cracks, the area itself is used, while for irregularly shaped cracks, the area is estimated by fitting a smooth contour enveloping the original irregular crack shape. For three dimensional cracks, the area is found by projecting the crack onto a plane with normal perpendicular to load axis.
Murakami proposes two simple estimates of the fatigue limit for non-ferrous metals with \(H_V < 400\);
and
However, Murakami [64] states that 3.1 shows significant scatter when applied to titanium alloys, as seen in Fig. 50.

Figure collected from Murakami [64] illustrating the \(\sigma _{R} \cong 1.6 H_V\) fit applied to unspecified titanium alloys
4 Kitagawa-Takahashi relations
The Kitagawa-Takahashi diagrams describe two relations; evolution of \(\Delta K_{th}\) and \(\sigma _R\) with crack length a. However, the \(\sigma _R\) - a is the most important.

Figure collected from Beretta & Romano [80] illustrating the typical trends for Kitagawa-Takahashi diagrams relating fatigue strength, here denoted \(\sigma _W\) and crack length, a. The dotted lines denote the Kitagawa-Takahashi relation, while the solid line denote a typical trend. The grey region denotes the region with low stresses, in which the LEFM criterion indicated in blue is valid, i.e. only for long cracks

Figure collected from Beretta & Romano [80] illustrating the evolution of the stress intensity factor at which cracks propagate, \(K_{th}\), and crack length a. The grey region denotes the region in which LEFM is valid, namely for large cracks
The right side of the Kitagawa-Takahashi diagram in Fig. 51 denotes the LEFM criterion, below which the crack does not propagate [54, 106]. Stephens et al. [106] and Beretta & Romano [80] define the LEFM criterion slightly different. The definition used by Stephens et al. Eq. 4.1, is only valid for two dimensional cracks, while the definition by Beretta & Romano, Eq. 4.2, is also valid for three dimensions by implementing the \(\sqrt{area}\) notation proposed by Murakami [64].
and
The left side of the Kitagawa-Takahashi diagram, illustrated in Fig. 51 denotes \(\sigma _R\), the fatigue strength at a given number of cycles. Beretta & Romano and Stephens et al. argue that fracture mechanics only can be used to predict the fatigue limit for low stresses, approximately \(\sigma _{R,D} < 0.3 \sigma _Y\) or in the presence of large defects [80, 106]. Stephens et al. explain this by a violation of the LEFM-conditions in form of the presence of excessive plasticity, found in the higher stress ranges [106]. As seen in Fig. 51, a theoretical transition point, based on the original Kitagawa-Takahashi criterion, can be found by combining equations for the fatigue limit line and the long crack growth line and solving for crack length.
Figure 52 describes the evolution of \(\Delta K_{th}\) with crack length. As seen from the figure, the \(\Delta K_{th}\) converges on a value, \(\Delta K_{th,LC}\) for long cracks.
5 El Haddad, Topper and Smith approach
An alternative way of describing the Kitagawa-Takahashi diagram is to use the El Haddad, Topper and Smith approach [80]. The El Haddad, Topper and Smith model describe a smooth transition from short to long cracks, contrasting the sharp transition seen in the original Kitagawa-Takahashi formulation.
El Haddad, Topper and Smith introduced a strain based stress intensity factor for a crack of length 2a [88].
Where \(\Delta \varepsilon \) denotes the applied strain range, a denotes half the crack length and \(a_0\) is a material parameter. Murakami [64] and Murakami & Endo [101] describe the \(a_0\) as being a fictitious crack length without any physical meaning.
For the elastic range, \(\sigma \le \sigma _Y\), the equation takes the following form
Furthermore, they define the stress intensity threshold value as
Where \(\sigma _{th}\) denote the stress under which cracks do not propagate and \(\sigma _R\) denote the fatigue strength for a material without a crack present. For short cracks, \(\Delta \sigma _{th} \rightarrow \Delta \sigma _R\), and \(a \rightarrow 0\), thus
From Eq. 5.4, an expression for \(a_0\) can be found:
Equation 5.3, can be expressed as follows:
By inserting Eq. 5.5 describing the SIF threshold for small cracks into Eq. 5.6, the following expression is obtained:
Murakami & Endo [101] note that the original El Haddad, Topper and Smith Eq. 5.7 only can be applied on two-dimensional cracks, as it only considers crack length, a. Beretta & Romano [80] uses a slightly different version of the equation, Eq. 5.7, utilizing the \(\sqrt{area}\)-notation.
The \(\sqrt{area}\)-notation along with the method for determining the \(\sqrt{area}\) of three-dimensional simple and complex cracks, extends the validity of the El Haddad, Topper and Smith equation to the three-dimensional domain. The material constant term also differs somewhat for the version utilized by Beretta & Romano:
Where \(F_W\) denotes the location factor introduced by Murakami [64], being 0.65 for surface cracks and 0.5 for internal cracks. Equation 5.9 is often denoted the "El Haddad parameter" [80].
The methodology used to derive Eq. 5.6, can also be used to express the evolution of \(\Delta K_{th}\) for small cracks
However, in Eq. 5.6, only \(\Delta K_{th}\) for long cracks are used.
As seen from the Figs. 53, 54, 55 and 56, the points, the data-points, red denoting AM-specimens and blue denoting specimens manufactured using traditional processes, show a good fit with the plotted El Haddad, Topper and Smith curve [80].

Figure collected from Beretta & Romano [80] illustrating the typical trends for Kitagawa-Takahashi diagrams relating fatigue strength, here denoted \(\sigma _R\) and \(\sqrt{area}\) for cracks at a stress ratio of \(R=0.1\)

Figure collected from Beretta & Romano [80] illustrating the typical trends for Kitagawa-Takahashi diagrams relating fatigue strength, here denoted \(\sigma _R\) and \(\sqrt{area}\) for cracks at a stress ratio of \(R=-1\)
As seen from Figs. 55 and 56, data-points collected from specimens produced by AM and by traditional methods fit Eq. 5.10 well. The fit indicates, that \(\Delta K_{th}\) for long cracks, in specimens produced by AM, is similar to that of specimens manufactured using traditional methods.

Figure collected from Beretta & Romano [80] illustrating the evolution of the stress intensity factor at which cracks propagate, \(K_{th}\), and \(\sqrt{area}\) for cracks at a stress ratio of \(R=0.1\)

Figure collected from Beretta & Romano [80] illustrating the evolution of the stress intensity factor at which cracks propagate, \(K_{th}\), \(\sqrt{area}\) for cracks at a stress ratio of \(R=-1\)
1.1 D Metallurgy
Material properties such as \(\sigma _U\), known to strongly affect fatigue performance, are highly dependent on the metallurgy of the material. The thermal histories found in AM production processes differ from most production processes traditionally utilized for metal manufacturing, e.g. by a high cooling-rate from liquidus- to room-temperature. These characteristics offer unique opportunities, but require understanding of how they affect the specific material, Ti-6Al-4V.
Titanium is an allotropic element, that can exist in two different crystallographic configurations at room temperature; a hexagonal close packed (HCP) form, denoted \(\alpha \)-phase and a body centered cubic (BCC) form, denoted \(\beta \)-phase [107]. Ti-6Al-4V is defined as an \(\alpha - \beta \) alloy, as both \(\alpha \)- and \(\beta \)-phase is present at room temperature.

Phase diagram collected from Donachie [107] illustrating some common Ti-alloys. \(M_s\) and \(M_f\) respectively denote the temperature at which martensites start to form and the temperature at which the transformation is complete

Phase diagram for Ti-6Al-4V collected from Ducato et al. [108]
In an \(\alpha - \beta \) alloy the composition permits complete transformation to \(\beta \), upon heating above the \(\beta \)-transus temperature, but transforms back to \(\alpha \) plus retained and/or transformed \(\beta \) at lower temperatures [107].
The alloying elements can generally be classified as \(\alpha \)- or \(\beta \)-stabilizers. \(\alpha \)-stabilizers, such as aluminium, oxygen and nitrogen, increase the temperature at which the \(\alpha \)-phase is stable. \(\beta \)-stabilizers on the other hand, such as vanadium and molybdenum, result in stability of the \(\beta \)-phase at lower temperatures [107]. The \(\beta \)-transus transformation temperature is also strongly influenced by interstitial elements, such as aluminium, oxygen, nitrogen and carbon, raising the \(\beta \)-transus temperature and hydrogen, lowering the transformation temperature. By moving alloy chemistry away from the \(\alpha \)-solvus phase-boundary, seen as the lower solid line in Fig. 57, these alloys form significant \(\beta \)-phase when heated (Fig. 58). When sufficient \(\beta \)-formers are present, it is relatively easy to exceed the \(\beta \)-transus by heating, and the alloy will be entirely \(\beta \) before subsequent cooling. In \(\alpha - \beta \)-alloys, the transformation of \(\alpha \rightarrow \beta \), taking place upon heating, is complete if the heating temperature goes above the \(\beta \)-transus temperature.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article’s Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article’s Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Johnsen, A.R., Petersen, J.E., Pedersen, M.M. et al. Factors affecting the fatigue strength of additively manufactured Ti-6Al-4V parts. Weld World 68, 361–409 (2024). https://doi.org/10.1007/s40194-023-01604-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s40194-023-01604-5