
Abstract
The resulting tensile residual stresses on the surface of cold full-forward extruded parts are unfavorable for the fatigue life of these parts. The final stress state is determined by the combination of two process stages: forming and ejection. This is due to the fact that the workpiece undergoes a second plastic deformation after forming during the ejection from the die. So far, literature is focusing mainly on the identification of the parameters affecting the residual stresses during the first stage. In the present paper, the attention is drawn to the ejection phase during cold extrusion of workpieces made out of the austenitic stainless steel AISI 316 L. First of all, a system consisting of an active die is presented. This technology allows the control of the applied pre-stress on the die during the process. It is experimentally and numerically demonstrated that a significant shift of the residual stress state in the near-surface region can be achieved. Even compressive axial and tangential residual stresses can be induced in this area. Also the limits of this system are numerically investigated. It is observed that a different deformation mechanism occurs above a certain pre-stress level. Finally, an analytical model is created and observations are presented relatively to the mechanisms that influence the plastic deformation during ejection.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Bulk forming processes are typically performed either at room or at elevated temperatures. In the latter case, temperatures above the recrystallization temperature of the material allow to prevent work hardening. Although higher deformation forces are required, cold-formed products exhibit some interesting qualities like lack of oxidation, better surface finish, smaller tolerances and higher strength due to work hardening. However, in order to benefit from these advantages, the product properties should not be adjusted subsequently through a heat treatment. In this case, the characteristics of the workpieces are determined exclusively by the process parameters. An important aspect of these parts is the formation of residual stresses, which superpose with the external loads and affect the operating and failure behavior of mechanical components. The effects that the residual stresses have on the performance of a part can be either positive or negative. This is determined by their nature (tensile or compressive) and the loads applied during the application of the workpiece [1]. A good understanding of the mechanisms that induce the formation of residual stresses is therefore of paramount importance for a safe manufacturing design. In cold forming, the causes for the formation of residual stresses can be mainly attributed to inhomogeneous deformations within the component and to phase transformations of the material [2]. Also thermal effects may affect the final stress state due to the energy dissipated during the deformation process [3]. As residual stresses can be considerably affected through the control of the forming parameters, the study of strategies to affect the final stress state of formed parts can give considerable advantages. However, nowadays the opportunity of conscious induction of desired residual stresses has not been explored for many forming processes [4]. Due to this knowledge deficit, intermediate and post processes are usually added in many forming process chains to avoid problems related to a negative stress state. These solutions are typically of two kinds. Heat treatments can be employed to reduce the state of residual tensile stresses in industrial applications. A second option is the execution of forming processes that aim to induce residual compressive stresses on the surface of the parts (e.g. deep rolling or shot peening) at the end of the process chain. These processes clearly have a negative impact on the production times and cost. An intelligent process design should strive to influence the residual stress state already during the forming processes avoiding adding further steps to the process chain.
In some cases extruded parts can serve as exemplary cases of residual stress formation with negative impact. In this process, the strong inhomogeneous material flow behavior, which characterizes the center and the surface of the workpieces, is responsible for the formation of significant residual stresses [5]. Typically, high tensile residual stresses are found on the surface, while compressive residual stresses are concentrated in the middle of the part [6]. This configuration is strongly undesirable, as it facilitates the formation and propagation of cracks during the fatigue life. Due to their axial symmetric geometry, extruded parts are often subject to cyclic loads in their applications. Therefore, these parts usually require a post -process heat treatment to adjust the stress state, avoid distortions or premature failures during application. The effect of the process parameters on the residual stresses has been analyzed in different papers. It has been shown that the amount of residual stresses can be reduced through a decrease of the negative friction coefficient [7], an increase of the opening angle of the die [8] and a decrease of the degree of deformation [9]. However, the effect of these parameters is modest and no substantial stress state improvement is achievable through the adjustment of the conventional process parameters of cold extrusion. A solution consisting of a counter-punch actively controlled during the forming process was proposed in a recent paper [10]. With this method, a significantly more consistent reduction of the residual stresses in stainless steel parts was measured through X-ray diffraction and destructive techniques. The beneficial effects of the decrease of distortion were also numerically proven for a carbon steel [11].
While all these papers studied the modification of the residual stresses during the forming phase, it is also known that the stress state is further affected during the following ejection of the sample from the die. In Fig. 1, the complete process of full-forward extrusion is schematically displayed. Being pushed a second time through the calibration zone, the extruded component undergoes a second plastic deformation [12].

Schematic illustration of full-forward extrusion
Tekkaya found in his investigations that the ejection has a positive influence on the residual stresses [7]. Especially the tensile residual stresses on the surface of the specimen in axial and tangential direction could be considerably reduced in his simulations after ejection. Tekkaya explains the reason for the residual stress reduction with the help of a thought experiment. He considers a compression test of a sample composed of two parts: a cylinder with compressive residual stresses (core) and a hollow body with tensile residual stresses (shell). He observes that the shell must necessarily reach the plastic limit at a lower strain level. After the following stress relief, the difference in length between shell and core must be compensated. This is done by reducing the internal stresses [7].
Tekkaya also distinguishes two different phenomena that happen during full-forward extrusion. Based on the reduction in cross section, different phenomena are noticed in the material deformation. A distinction is made between a large (ε > 0.5%) and a small (ε < 0.5%) area decrease. If a very small reduction in cross section is made, the specimen surface deforms plastically. The specimen extends in the axial direction and thus becomes longer. At the same time, the specimen core deforms purely elastically. This results in a positive influence on the residual stress state and the ejection phase operates in this condition. Tekkaya also defines an “extreme layer“, which is the region of the sample where plastic deformation occurs. A bigger reduction of the specimen cross section also means a further movement of the extreme layer towards the specimen core. Finally, the plastic deformation reaches the core and a negative stress state is induced in the extruded part. Tekkaya estimates this point at about ε = 0.5%.
A recent experimental work by Jobst et al. [13] found, however, a material-dependent effect of the ejection. In their studies, samples of single-phase ferritic stainless steel AISI 430 and two-phase AISI 318 LN were investigated. The residual stresses were measured through X-ray diffractometry both in axial and tangential direction on ejected and non-ejected samples. For the single-phase steel, the same behavior described by Tekkaya was observed: both axial and tangential stresses were reduced by the ejection phase. However, a different influence was noticed for the duplex steel. In this case, the tangential residual stresses were unchanged and the axial residual stresses were even increased by the ejection. The interpretation of the authors is that a different plastic deformation occurs in the two cases. For the softer single-phase material, plastic deformation would occur in radial, tangential and axial direction. Therefore, all the stress components are affected by the ejection. In the duplex steel, the plastic deformation would occur only in axial direction. Consequently, the axial residual stresses are increased and the tangential ones are not affected.
Although very significant effects of the ejecting phase on the residual stresses are assessed in the literature, this step of the process has not been fully studied and understood yet. Also, it has been considered as a fixed procedure that the sample must undergo at the end of the extrusion process, without investigation of the design and process parameters. This paper aims at further analyzing the effects of the ejection phase on the final product qualities. In particular, the purpose is to use the ejection phase and the occurring plasticization to calibrate the residual stresses during the forming process. In a conventional process chain, this could have a positive impact in terms on cost and processing times, as it would give the opportunity of avoiding further process steps for the adjustment of the residual stresses (like heat treatments or shot peening operations). This is done through the employment of an active die, on which the pre-stress during the process is controllable. In the conventional process instead, shrink-fitted matrices are employed. The paper at hand answers the question whether the active die can positively affect the residual stresses and increase the quality of cold extruded parts.
Materials and methods
Experimental setup and simulations
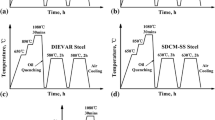
In the present paper, samples of austenitic stainless steel AISI 316 L were analyzed. In order to avoid fluctuations in the material properties, all billets come from the same batch of raw material. After solution annealing at 1050 °C for 15 min, the material is cooled in air and machined to the final shape. Prior to the deformation, the lubrication is provided by a coating with oxalate and the lubricant ZWEZ-Lube MD 230.
The employed active die is schematically represented in Fig. 2. It is based on a segmented sleeve, whose radial motion xss is controlled through the linear movement of four drawing cushions zdc. The surface between these parts is conical, so that the relation between the relative movements is determined through trigonometry:

Schematic representation of the extrusion system with active die
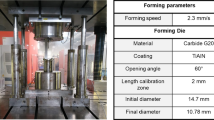
The segmented sleeve is in contact with the external wall of the die. Varying this pre-stress, it is possible to affect the internal diameter of the calibration zone. The die is made of tungsten carbide G20. It has an external diameter of 40 mm and is designed to reduce the diameter of the extruded parts from 13 to 12 mm. The sample is clamped to the punch, which is employed both for forming and ejecting. Therefore, no ejector is employed in the process.
The process was simulated with a 2D axial-symmetric FE model on Simufact Forming® 16. The die was modelled as deformable body with an elastic material behavior (E = 490000 MPa) characteristic for tungsten carbide. As boundary conditions, the movement along the axis of the die was blocked for the upper and bottom edge of the tool. The segmented sleeve was instead simulated as rigid body and its radial movement was controlled through tabular values during the process. The workpiece was discretized with quadrilateral elements and linear shape functions. The dimension of the mesh was 0.3 mm. Due to the relatively small diameter reduction of the analyzed process, elements distortion was not excessive and remeshing was not employed to avoid errors due to smoothing effects on the stresses. The die was discretized with a coarser mesh (0.6 mm), but refinement boxes were applied in the internal part of the tool, so that in the contact region the mesh of the die and of the workpiece had the same size. The contact was defined as node-to-segment and without contact tolerance. A Chaboche material model with one back-stress was set for the stainless steel AISI 316 L with the following formulation:
where σ0 is the yield strength, Q, R0 and b are coefficients for the isotropic hardening and C and \(\gamma\) describe the kinematic hardening. As shown in [12], the employment of combined hardening models allows a better geometrical prediction of extruded parts. As the simulation of the residual stresses requires a high level of accuracy, the kinematic hardening effect should not be neglected. Compression tests were performed to derive the isotropic parameters, while step incremental tests at 1% strain were adopted to determine the kinematic hardening parameters. The parameters of the material model are given in Table 1. This material model is purely mechanical and does not take into account temperature effects. The tribological conditions for the used lubricants and coatings were determined through tests with a sliding compression tribometer [14] in a previous paper [15].
Following DIN EN 15305, the residual stresses were determined using the sin²Ψ method of X-ray diffraction. The diffractometer used for these measurements was an XStress G3R from Stresstech with a modified Ψ-arrangement. The (311) reflex was measured with a Mn X-ray tube in 7 equidistant angles ranging from 0° to 45° and 0° to -45°, respectively. Due to the radii of the samples an aperture diameter of 1 mm was chosen. The X-ray elastic constant used to calculate the residual stress values was ½S2 {{311}} = 7.57 × 10 − 6 mm2/N [16]. To gain information about the residual stress state and its dependency on the depth, an electropolishing machine type Struers Movipol-3 was employed. The residual stress was measured at depths of 50, 125, 250, 500 and 1000 µm.
Experimental plan
The described system allows the variation of the pre-stress of the die during the different steps of the process and to alter the internal diameter in the calibration zone. In Table 1 the conducted tests with the relative process parameters are displayed. During the forming phase, a pre-stress is needed to protect the die which reacts sensitive to tensile stresses. The introduced tensile stresses act in the opposite direction to the process stresses on the internal walls. The same value (Zdc= 6.5 mm) was applied in all tests. To assess the effect of the ejection phase on the residual stresses, three different conditions through ejection were investigated (Table 2):
-
Pre-stress decrease: in case Lower, the z position of the drawing cushion is lowered during ejection. In this way the diameter of the die is increased after the deformation of the workpiece.
-
Conventional process: in case Constant, the pre-stress of the die remains constant during the whole process. It represents a conventional full-forward extrusion process.
-
Pre-stress increase: in case Higher, the pre-stress of the die is increased during the ejection phase.
The samples were deformed and ejected with a speed of 3 mm/min and a punch travel of 30 mm. Between the two process phases 2 s were needed to move the drawing cushions and modify the pre-stress on the die. It should be noted that the increase of the pre-stress causes a decrease of the diameter of the die in the calibration zone, as it can be seen in Table 1. Therefore, the extruded parts will have a slightly different diameter depending on the testing condition. This aspect will not be investigated here, as it is not significant for the scope of the present paper. However, it should be taken into consideration in the design phase in possible industrial applications for the dimensional precision of the extruded parts.
Results
Experimental results
Residual stress measurements were performed with the sin²Ψ method on the extruded samples. Electrochemical ablation was used to remove the oxalate layer on the surface and the material for the measurements in the depth at 125 µm, 250 µm, 500 µm and 1000 µm. The measuring techniques for the investigated material with a Mn X-ray tube were developed in [10], where a detailed description can be found. The measurements were performed in the center of the deformed region of the samples, as displayed in Fig. 3. In the same figure, the results of the measurements in axial and tangential directions are shown for the three pre-stress cases. As it is noticeable, significant differences characterize the stress profiles of the different curves. Considering case Constant as the standard, i.e. the conventional process, it can be seen that the residual stresses increase if the pre-stress is decreased during the ejection (case Lower). The deterioration is particularly noticeable near the surface, where the axial residual stresses increase from 200 to about 500 MPa. However, this difference is confined to the near-surface region, as already at the depth of 1 mm hardly any difference can be observed anymore. It can be expected that further in the depth of a sample the residual stresses in the conventional case are higher than in case Lower. This is due to the condition of equilibrium of the residual stresses inside a body: an increase of residual stresses on the surface must necessarily be balance by a decrease of the residual stresses in some area of the workpiece. On the other side, a strong improvement of the stress state is noticeable in case Higher. Even near-surface compressive residual stresses up to 100 MPa were measured in this case, which are particularly desired as they can improve the fatigue resistance of these extruded parts. At the depth of 1 mm, the axial residual stresses switch into the tensile region, but remain substantially lower than the ones measured in the other two cases. Also in this case, a higher gradient can be noticed in comparison with the relative curves of cases Lower and Constant. It is expected that a certain point in the depth of the workpiece the curves would cross to compensate the decrease of superficial residual stress in case Higher. The tangential residual stresses are also compressive in the near-surface and change to tensile stresses after approximately 500 µm in the depth direction. In this area of the sample, the level of tangential residual stresses is very similar to the stresses measured in the other two cases.

Extruded sample with measured point and results of the residual stress measurements in the depth
Numerical results
The three analyzed cases were modelled in Simufact 16 with the parameters described in the previous chapter. Moreover, a fourth FE model was created, in which the ejection was excluded from the process. The results of the simulations are represented in Fig. 4. The residual stresses are measured along a path in the steady-state region that goes from the center to the surface of the extruded samples. The experimental results appear in the diagrams to give the possibility for comparison with the numerical results.

Simulation of the axial and tangential residual stresses in case Lower, Constant and Higher and without ejection
First of all, a good qualitative agreement can be observed between experiments and simulations. An improvement of the stress state through the employment of the active die is detectable also in the numerical results. Furthermore, the simulations allow having a wider overlook over the effects of the ejection phase on the stress state of the cold extruded samples. The stress states after the forming phase (orange line) present their maximum value on the surface of the samples both in tangential and axial direction. These conditions are very inconvenient for the fatigue life. Through an increase of the pre-stress acting on the active die during ejection, the residual stresses are strongly modified on the surface. In particular, the highest value of the residual stresses is progressively decreased and the position of this peak is shifted towards the center. However, the residual stresses in a component must always be in equilibrium. Therefore, the whole curves are necessarily modified to compensate the relaxation of the residual stresses on the surface. The compressive residual stresses in the center decrease. It is, however, interesting to notice that the most significant changes occur in the near-surface region. This indicates that the deformation during ejection occurs essentially on the surface, unlike during the forming phase when the cross section is plastically deformed.
As the previous results show that the system can positively influence the residual stresses on the surface and induce compressive residual stresses, we may wonder if a further increase of the pre-stress can lead to a further enhancement of the stress state. Ideally, it would be desirable to obtain higher compressive residual stresses on the surface. Therefore, a further pre-stress increase is simulated and compared with the four previously analyzed cases. In this case, the internal radius of the die is reduced to 5.927 mm. In Fig. 5 the development of the stress state during the different ejection conditions is displayed in relation to the processing time. Two points for each simulation are considered: one on the surface and the other in the middle of the sample. In this representation, the sequence of loading and unloading due to forming and ejection can be observed. The curves do not differentiate during the forming phase (blue area), where the parameters are not varied. Accordingly, the samples display the same stress state after being extruded, i.e. high tensile stresses on the surface and high compressive stresses in the middle both in axial and tangential direction. Without ejection, these residual stresses are clearly not affected anymore. When the sample is ejected (green area), the points on the surface are loaded and plastic deformation in these areas occur. The load becomes evidently bigger with increased pre-stress of the die. This causes different elastic unloading and results in different final residual stresses. As seen before, case Higher displays improved characteristics in comparison to case Constant, i.e. the conventional process. However, a further increase of the pre-stress is detrimental for the samples. As Fig. 5 shows, the tensile residual stresses are again increased above the values of the conventional process. This behavior is visibly in contrast with what was observed in the previous cases. The reason for this unexpected comportment can be found by analyzing the development of the stress state in the center of the sample (dashed lines), where an important difference can be observed between the three experimentally analyzed cases and the investigation with even further increased pre-stress. In the first cases, no plastic deformation occurs in the middle of the samples. On the contrary, in the last case the external load and elastic unload are clearly visible from the time plot. The reaching of the plastic limit in the center determines a disadvantage for the calibration of the residual stresses with the active die.

Simulation of the development of the stress state with the different pre-stress conditions on the surface and in the middle of the workpieces
In conclusion, two different phenomena are noticed. The ejection phase has got a positive effect in the decrease of the residual stresses until it involves a plastic deformation exclusively in the near-surface region. The process can be significantly optimized through an increase of the pre-stress of the die during the ejection. This technology, however, has a limit. When the pre-stress is excessively increased, different deformation mechanisms are introduced. The deformation is not limited to the region of the surface anymore, but propagates until the middle of the sample. Therefore, the process shows the characteristics of extrusion instead of a surface treatment. As known from the state of the art, cold extrusion is characterized by a strongly undesired stress state.
Analytical model of the ejection phase
It is possible to create a simple analytical model of the ejection phase and to study it with the observed experimental data. During this stage of the process, the extruded part is pushed through the die again. In each time span, the contact region between die and workpiece is limited to the so-called calibration zone. The part of the workpiece affected by the external load can be considered as a cylinder, having the dimensions of the calibration zone. In the configuration considered in the present article, this cylinder has a height of 2 mm and a diameter of 12 mm, as shown in Fig. 6.

Schematic representation of the calibration zone
Knowing the force applied by the punch during ejection Fout, it is possible to derive the tangential shear stress applied on the cylinder:
where AC is the area of the calibration zone. Through the friction coefficient µ, the normal pressure pe applied by the die on the sample can be found:
Then, the model can be approximated with an axisymmetric disk. The radial and tangential stresses introduced in the workpiece can be expressed by the following formulas [17]:
where C1 and C2 are constants. Introducing the boundary conditions on the surface and in the middle of the disk, it can be found that the introduced stress state in the workpiece is isostatic:
The stress state on the surface of the workpiece can be expressed through the superposition of the matrices of the external loads and of the residual stresses:
where σaRes and στRes are the axial and tangential residual stresses on the surface of the extruded workpiece respectively. At this point, some evaluations can be done substituting the experimental results. The force applied by the punch during the process is measured with a load cell. In Fig. 7, the force profile during the conventional process (constant pre-stress of the die) is displayed.

Experimental measurement of the force applied by the punch during the extrusion process in case Constant
It can be seen that the force for the ejection of the sample from the die applied by the punch is quite constant during the ejection. The average value is about 2.6 kN in the case considered. Now, the external load on the disk due to the contact of the workpiece with the die in the calibration zone is known. Also the residual stresses are known (simulated and measured).
It can be immediately noticed, how small the shear stress is in comparison with the other terms of the matrix. Then, the equivalent stress of von Mises on the surface can be computed:
Substituting the simulated residual stresses after extrusion in the formula, it can be found that the equivalent stress of von Mises is 1889 MPa. This value is above the plastic limit of the material at this hardening stage (strain hardening 0.54 and plastic limit at 1243 MPa). Therefore, as it is well known from the literature, the ejection causes a second plastic deformation of the workpiece. It is obvious that this value is strongly affected by the high axial residual stresses coming from the extrusion. Considering a sample without residual stresses, during ejection the von Mises stress would be 1089.6 MPa, which is slightly below the plastic limit. Therefore, the high gradient of the axial residual stresses that follows the extrusion process is favorable for the following plastic deformation that affects exclusively the surface of the workpiece during the ejection.
To display this fact more clearly, other simulations were carried out. They should reveal the influence of residual stresses after extrusion for the following plastic deformation during ejection. The results are shown in Fig. 8. In this example, a shorter sample was extruded and ejected with the previously described die geometry. The pre-stress on the die was kept constant throughout the whole process. Two conditions were analyzed. In the first case, the workpiece was simply extruded and ejected, without any intermediate process. As already shown, very high residual stresses are introduced by the extrusion in this case. The ejection phase plastically deforms the sample a second time, partially decreasing the amount of residual stresses. In the second case, an intermediate step is inserted between extrusion and ejection and the residual stresses are removed from the part. Geometry, strain hardening and the other parameters of the mesh are not altered. The behavior during ejection is very different in this case. No plastic deformation occurs on the surface of the sample, as the plastic limit is not reached.

Plastic deformation and consequent decrease of the residual stresses during ejection in the conventional process (1) and elastic deformation in absence of residual stresses after extrusion (2)
Conclusions
In the present paper the investigation of the ejection phase of cold extrusion is described. In particular, the effects on the residual stresses in the austenitic stainless steel AISI 316 L were investigated. Experimentally, the samples were cold extruded and the residual stresses were measured in the depth through chemical material removal and X-ray diffraction. The process was also investigated through FE simulation with a combined hardening material model. A new system consisting of an active die was used in the experimental conventional cold extrusion processes. This system allows modifying the pre-stress applied on the die during the process through the movement of four drawing cushions. The following conclusions were found:
-
It was experimentally proven that the residual stress state of cold extruded workpieces of AISI 316 L can be significantly improved through an adjustment of the pre-stress of the die during the ejection. This is reached through an increase of the pre-stress, which leads to compressive axial and tangential residual stresses in the near-surface region. On the other side, a decrease of the pre-stress has a detrimental effect on the axial and tangential residual stresses.
-
The simulations could qualitatively reproduce the profile of the residual stresses found with X-ray diffraction. For the material AISI 316 L, the ejection phase has a positive effect on the residual stresses also in the conventional technology.
-
It was determined that the residual stresses on the surface cannot be enhanced above a definite value through the active die. Above a certain limit of pre-stress during ejection, the residual stresses tend to high tensile values. The reason for this behavior was analyzed through FE simulations. It was proven that the positive effect of the ejection phase is bound to the condition that the plastic deformation is limited to the surface of the workpiece. When the entire sample reaches the plastic limit, the effect on the residual stresses becomes similar to a second extrusion and is detrimental for the part.
The ejection phase in the conventional process was also examined with an analytical model to better understand the underlying phenomena. It was possible to show that:
-
The frictional shear stress applied on the sample in the calibration zone represents a small value in the stress die during ejection for the studied case. Therefore, it does not represent a decisive aspect for the consequent plastic deformation. The deformation is not due to the shear stress, but due to the radial deformation.
-
The plastic deformation during the ejection phase in the studied case is strongly dependent on the presence of the high residual stresses on the surface of the samples after the forward extrusion step. Simulations of a theoretical case were run to support this conclusion. The high gradient of residual stresses that characterizes the workpieces after extrusion eases the initiation of plastic deformation which is limited to the near-surface region during ejection.
As seen, working on the ejection phase during cold extrusion allows to calibrate the residual stresses and to enhance the quality of the workpieces. Future studies should focus in a first stage on the effect of the process on different materials, as suggested by [13]. Also a quantitative analysis of the increase in performance of cold extruded parts with this system should be carried out. In particular, the improvement of fatigue life and corrosion resistance is of high interest and relevance. Finally, the transferability of the mechanisms observed in this process to other technologies should be considered.
Change history
21 June 2022
A Correction to this paper has been published: https://doi.org/10.1007/s12289-022-01703-6
References
Withers PJ (2007) Residual stress and its role in failure. Rep Prog Phys 70(12):2211–2264. https://doi.org/10.1088/0034-4885/70/12/R04
Macherauch E (1979) Neuere Untersuchungen zur Ausbildung und Auswirkung von Eigenspannungen in metallischen Werkstoffen. Mat.-wiss. u. Werkstofftech. (10):97–111
Withers PJ, Bhadeshia HKDH (2001) Residual stress. Part 2 – Nature and origins. Mater Sci Technol 17(4):366–375. https://doi.org/10.1179/026708301101510087
Volk W, Vogt S, Stahl J et al (2019) Introduction to residual stresses in production technology. Prod Eng Res Devel 13(2):119–121. https://doi.org/10.1007/s11740-019-00881-8
Zhang H, Zhao X, Deng X et al (2014) Investigation of material flow during friction extrusion process. Int J Mech Sci 85:130–141. https://doi.org/10.1016/j.ijmecsci.2014.05.011
Landkammer P, Jobst A, Kiener C, Steinmann P, Merklein M (2019) Investigations on residual stress generation in full-forward-extrusion. Prod Eng 13(2):169–180
Tekkaya AE (1986) Ermittlung von Eigenspannungen in der Kaltmassivumformung. Springer-Verlag, Berlin
Solomon N, Solomon I (2010) Effect of die shape on the metal flow pattern during direct extrusion process. Revmetal 46(5):396–404. https://doi.org/10.3989/revmetalm.0928
Zucko M, Pöhlandt K, Pyzalla A, Reimers W, Kockelmann H (1997) Berechnung der Umformeigenspannungen beim Fließpressen und Vergleich mit experimentellen Ergebnissen. Mat.-wiss. u. Werkstofftech. (28):417–423
Hoche H, Balser A, Oechsner M et al (2019) Enhancement of the residual stresses of cold full-forward extruded parts by application of an active counter punch. Materialwiss Werkst 50(6):669–681. https://doi.org/10.1002/mawe.201900050
Franceschi A, Groche P (2019) Verzugsarme Kaltmassivumformung: Entwicklung einer neuen Technologie zur Reduzierung der Eigenspannungen. wt Werkstattstechnik Online 109(10):740–744
Narita S, Hayakawa K, Kubota Y et al (2017) Effect of hardening rule for spring back behavior of forging. Procedia Eng 207:167–172. https://doi.org/10.1016/j.proeng.2017.10.756
Jobst A, Kiener C, Merklein M (2019) Investigations on residual stress generation in extruded steel components. In: Wulfsberg J, Hintze W, Behrens BA (eds) Production at the leading edge of technology. Springer Vieweg, Berlin. https://doi.org/10.1007/978-3-662-60417-5_8
Groche P, Stahlmann J, Mueller C (2013) Mechanical conditions in bulk metal forming tribometers-Part two. Tribol Int (66): 345–351
Franceschi A, Hoche H, Kaffenberger M, Oechsner M, Groche P (2019) Effects of a counter-punch system for cold full-forward extrusion. NUMIFORM 2019: The 13th International Conference on Numerical Methods in Industrial Forming Processes, Portsmouth, New Hampshire, USA
Eigenmann B, Macherauch E (1995) Röntgenographische Untersuchung von Spannungszuständen in Werkstoffen. Teil II. Matwiss. und Werktoffechn. (3):148–160
Doege E, Behrens B-A (2010) Handbuch Umformtechnik. Springer-Verlag, Berlin Heidelberg. https://doi.org/10.1007/978-3-642-04249-2
Acknowledgements
Funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) - OE 558/16 − 1, GR1818/63 − 1.
Funding
Open Access funding enabled and organized by Projekt DEAL. This study was funded by the Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) - OE 558/16 − 1, GR1818/63 − 1.
Author information
Authors and Affiliations
Corresponding author
Ethics declarations
Conflict of interest
The authors declare that they have no conflict of interest.
Additional information
Publisher's note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
The original online version of this article was revised due to a retrospective Open Access order
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Franceschi, A., Jaeger, F., Hoche, H. et al. Calibration of the residual stresses with an active die during the ejection phase of cold extrusion. Int J Mater Form 14, 223–233 (2021). https://doi.org/10.1007/s12289-020-01572-x
Received:
Revised:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s12289-020-01572-x