
Abstract
For additive manufacturing of metals, selective laser melting can be employed. The microstructure evolution is directly influenced by processing parameters. Employing a high energy laser system, samples made from austenitic stainless steel were manufactured. The microstructure obtained is characterized by an extremely high degree of anisotropy featuring coarse elongated grains and a 〈001〉 texture alongside the build direction during processing. Eventually, the anisotropy of the microstructure drastically affects the monotonic properties of the current material.
Similar content being viewed by others


Recently, techniques allowing for additive manufacturing of highly complex components have been gaining significant attention in both industry and academic research.[1–3] As no tools are required for processing, small to medium batches can be produced very efficiently. Polymers and metals can be processed depending on the technique employed; for processing of metals, wire-based techniques are available, but techniques employing a powder bed have the higher impact. Electron beam melting and selective laser melting (SLM®), both melting the powder locally accordingly to data provided by a model stemming from computer-aided design, are widely used nowadays.[1–3] From the academic point of view, the high degree of design freedom allowing for an extreme lightweight design and the aspect of microstructural design are very attractive.[4,5] The latter aspect is mainly influenced by process-related parameters such as scanning strategy and energy input. As has been shown by Thijs et al. for an aluminum alloy processed by selective laser melting in a very recent paper, the thermal gradient during cooling and the direction of heat flow are key parameters for microstructure evolution and design, respectively.[4] Numerous metals and alloys have been processed by SLM®; aluminum and titanium alloys, nickel-based alloys, and stainless steels have been the subjects of recent work.[1–8] Focusing on materials such as nickel-based alloys and austenitic steels, high-temperature applications are of interest. For such applications, a coarse-grained anisotropic microstructure is highly attractive.[9] The current paper addresses this topic and introduces a highly anisotropic austenitic alloy 316L directly obtained from powder processed by SLM®. The conditions for obtaining such kind of microstructure are discussed in light of the processing parameters.
The material employed in the current study was face-centered cubic (fcc) 316L stainless steel. The initial powder with a mean particle size of 40 μm was supplied by SLM Solutions GmbH. For fabrication of cubical and tension specimens, a SLM®-280HL selective laser melting system in combination with MTT AutoFab software (Marcam Engineering GmbH) was used. The tensile specimens were built in the z-direction; thus, the loading axis was parallel to the built direction. Two Yttrium fiber lasers are employed in the current SLM® system, featuring maximum beam energies of 400 W and 1000 W, respectively. The layer thicknesses employed during processing differed according to the laser system used; 50-μm layers were selectively melted by the 400 W laser and up to 150 μm by the 1000 W laser. The samples used for mechanical testing were machined from cylindrical rods built with a diameter of 10 mm and a length of 65 mm, which then were machined to meet the required geometry featuring a gage section of 24 mm length at a diameter of 4 mm. The specimen geometry was based on the standard DIN 50125. A screw-driven testing rig was used for the tension tests, which were conducted in displacement control with a rate of 5 mm min−1. An optical extensometer was used to measure strains. For characterization of the microstructure of the different specimens, an X-ray diffraction system (XRD) and a scanning electron microscope equipped with an electron backscatter diffraction (EBSD) system were used. Macrotexture was characterized by XRD employing a Cu-Kα-source operated at 45 kV and 40 mA. Microtexture was characterized by EBSD at an acceleration voltage of 20 kV. For EBSD studies, the samples were electro-polished.
SLM® is a very promising technique for manufacturing of complex metal parts, but still suffers from process-induced imperfections, i.e., pores, undesired microstructures, and high residual stresses as well as relatively high processing times.[3,5,8] The latter aspect can be addressed by employing the 1000 W laser source. As this high energy laser source is capable of melting more than a common single layer of metal powder up to a total layer thickness of 200 μm, it allows for significant shortening of processing time and eventually processing cost. As will be shown in this paper, the high energy input by the 1000 W laser system additionally allows for a tailoring of the microstructure by inducing large columnar grains with a distinct orientation throughout the sample. The procedure for obtaining such microstructures using the current SLM® facility has been applied for patent.[10]
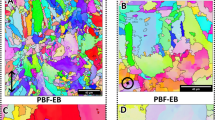
Figure 1 depicts the high degree of anisotropy of the 316L processed by SLM® employing the 1000 W laser system. Obviously, the cubic specimens produced are characterized by a strong 〈001〉 texture parallel to the build direction (BD). Interestingly, both other directions, i.e., transverse direction and normal direction, also show elevated intensities at the {001} poles. As can be deduced from the literature, mainly two aspects have an impact on the solidification and microstructure fineness: the thermal gradient G and the growth rate R.[4] The impact of these values on the solidification behavior of an aluminum alloy processed by SLM® employing a 200 W laser system is intensively discussed by Thijs et al. in a very recent study.[4] They found that microstructure evolution varies over the melt pool due to variations of local thermal gradients as well as growth rates.[4] Epitaxial growth can occur leading to the evolution of a 〈001〉 texture for cubic materials.[4] In light of the results shown in literature,[4] the strong texture present in the case of the current material can be explained. As the austenitic stainless steel 316L shows an fcc structure, the evolution of a 〈001〉 texture is favored in suitable processing windows. As can be deduced from the inverse pole figure (IPF) plots presented in Figures 1(a) through (c), the maximum intensity of the {001} poles increases with increasing total energy input. The 400 W system already leads to the evolution of a preferred orientation in the structure (Figure 1(c)). However, intensities are fairly low compared to the intensities obtained by the 1000 W laser system. Employing the latter system, energy density affects the maximum intensities with the highest intensities for the highest energy density (Figure 1(b)). The huge impact of the above-mentioned parameters can be deduced from the EBSD results presented in Figure 2. Cubic samples with a shell core structure were manufactured as depicted in the schematic in Figure 2(b). The outer structure was built employing the 400 W laser system leading to the evolution of the weakly textured fine-grained solidification structure that has been shown numerously in the literature.[4,8] Employing the 1000 W laser system, the microstructure evolves in a fundamentally different way. Figure 2(c) depicts elongated grains with a very high aspect ratio. This kind of columnar microstructure is not only characterized by elongated grains featuring sizes of more than 1 mm parallel to the BD but also by a 〈001〉 texture. Consequently, in line with the findings and conclusions published by Thijs et al.[4] for an aluminum alloy, the microstructure of 316L can be tailored by use of suitable parameters. Employing the 1000 W laser system, unprecedented microstructures can be obtained as presented in Figures 1 and 2. The direction of heat flow dictates the texture evolution and due to the high total energy input and the corresponding relatively large melt pool and low thermal gradient, the variations of local process-related values, i.e., G and R, are not as pronounced as shown in the literature.[4] Eventually, the resulting microstructural differences, i.e., grain size and texture, manifest themselves in strongly differing mechanical properties under monotonic loading. Figure 3 depicts stress–strain curves for 316L samples manufactured by the 400 W and the 1000 W laser systems. The differences in strength and ductility can be explained based on the grain size of either condition. The fine-grained structure of the material processed employing the 400 W system is characterized by high strength according to the Hall–Petch relation. Additionally, the strong 〈001〉 texture of the material processed by the 1000 W laser system leads to a significant decrease of the Young’s modulus almost by a factor of 2.

IPF plots obtained by XRD. The reference coordinate system is shown in Fig. 2. The evolution of macrotexture for the 316L processed by the 1000 W laser system is strongly influenced by the energy density during processing. (a) 316L processed at low energy density, (b) 316L processed at high energy density, (c) 316L processed by the 400 W laser system

IPF maps obtained by EBSD plotted with respect to the BD. The evolution of the local microstructure is strongly dependent on the energy source used for SLM®. (a) 316L processed employing the 400 W laser system, (b) schematic depicting the reference coordinate system and the sites of characterization, (c) 316L processed by the high energy laser system. In (c), grain boundaries with a minimum misorientation of 2° are superimposed

Monotonic stress–strain curves for the SLM® processed 316L. The solid lines depict the behavior of the material processed by the high energy laser, the dashed lines depict the behavior of the material processed by the 400 W laser system. The inset shows the initial response of both conditions upon loading, highlighting significant differences of Young’s moduli
In summary, the use of a 1000 W high energy laser system for selective laser melting of 316L stainless steel allows for the establishment of a coarse and strongly textured microstructure directly from the powder bed. Eventually, this unique microstructure strongly affects the mechanical behavior and consequently will be of high interest for future applications.
References
G.N. Levy, R. Schindel, and J.P. Kruth: CIRP Ann. Manuf. Technol., 2003, vol. 52, pp. 589–609.
L.E. Murr, S.M. Gaytan, A. Ceylan, E. Martinez, J.J. Martinez, D.H. Hernandez, B.I. Machado, D.A. Ramirez, F. Medina, S. Collins, and R.B. Wicker: Acta Mater., 2010, vol. 58, pp. 1887–94.
B. Baufeld, E. Brandl and O. Van der Biest: J. Mater. Process. Technol., 2011, vol. 211, pp. 1146–58.
L. Thijs, K. Kempen, J.-P. Kruth, and J. Van Humbeeck: Acta Mater., 2013, vol. 61, pp. 1809–19.
B. Gorny, T. Niendorf, J. Lackmann, M. Thöne, T. Tröster, and H.J. Maier: Mater. Sci. Eng. A, 2011, vol. A528, pp. 7962–67.
L. Lin, C. Huang, M. Song, J. Chen, W. Huan, and F. Liu: J. Alloys Comp., 2011, vol. 509, pp. 4505–4509.
E. Yasa and J.-P. Kruth: Process Eng., 2011, vol. 19, pp. 389–95.
S. Leuders, A. Riemer, M. Thöne, T. Niendorf, T. Tröster, H.A. Richard, and H.J. Maier: Int. J. Fatigue, 2013, vol. 48, pp. 300–307.
J. Campbell: in Complete Casting Handbook, 2011, vol. 2, pp. 1013–23.
Applied for patent, SLM Solutions GmbH, 2013.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted April 18, 2013.
Rights and permissions
About this article
Cite this article
Niendorf, T., Leuders, S., Riemer, A. et al. Highly Anisotropic Steel Processed by Selective Laser Melting. Metall Mater Trans B 44, 794–796 (2013). https://doi.org/10.1007/s11663-013-9875-z
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-013-9875-z