
Abstract
The possibility of the formation of bonding between the two layers of a double-oxide film defect when held in a commercial purity liquid Al alloy was investigated. The defect was modeled experimentally by maintaining two aluminum oxide layers in contact with one another in a commercial purity Al melt at 1023 K (750 °C) for times ranging from 7 minutes to 48 hours. Any changes in the composition and morphology of these layers were studied by scanning electron microscopy (SEM) and energy-dispersive X-ray spectroscopy (EDX). The results showed that the oxide layers started to bond to one another after approximately 5 hours, and the extent of the bonding increased gradually by the holding time. The bonding is suggested to form because of the transformation of γ- to α-Al2O3. A complete bonding formed between the layers only when the oxygen and nitrogen trapped between the two layers were consumed, after approximately 13 hours. The results also confirmed that the nitrogen within the atmosphere of an oxide film defect reacts with the surrounding Al melt to form AlN at the interface of the defect and the melt.
Similar content being viewed by others

Introduction
Campbell[1] described the concept of an entrained double-oxide film and its deleterious effects on the properties of an aluminum casting. Each time the surface of the metal folds on itself, the surface oxide film becomes entrained in the bulk liquid. This occurs as a doubled-over oxide film in which the internal surfaces are not bonded but have a layer of gas from the local atmosphere (presumably composed predominantly of air) trapped between them. Consequently, it leads to a crack in the solidified casting. Therefore, the defect necessarily resembles and acts as a crack that not only deteriorates the mechanical properties of the solidified casting but also could act as an initiation site for the formation of other defects (e.g., hydrogen pores[2–5] and Fe-rich phases[6]) before the solidification.
The first oxide to form on the liquid of commercial purity Al alloy is reported to be an amorphous alumina layer.[7,8] The two amorphous layers of a newly formed and submerged double-oxide film transform to a crystalline γ-Al2O3 and then to α-Al2O3 crystals after incubation times of approximately 5–10 minutes[9] and 5 hours[10] (at 1023 K [750 °C]), respectively. The transformation to α-Al2O3 is accompanied by a 24 pct decrease in volume of the oxide, and the tensile stresses induced by this volume change could fracture the oxide layers.[10,11]
Nyahumwa et al.[12,13] suggested that a double-oxide film defect could consume its internal atmosphere of oxygen and nitrogen after the incubation time associated with the transformation of γ- to α-Al2O3, when the fracture of the oxide layers bring the internal atmosphere of the defect and melt into contact. The consumption of the internal atmosphere has been verified recently by Raiszadeh and Griffiths,[14] who monitored the change with time of the volume of a trapped air bubble in different Al alloy melts using real-time X-ray radiography. Their results showed that, first, the oxygen of the trapped air bubble reacted to form Al2O3, and second, the nitrogen reacted to form AlN. These reaction processes were continuous, with no incubation time required. They suggested that the cracks that formed on the oxide layer around the air bubble during its movement in the liquid metal provided the necessary paths for the contact of the internal atmosphere of the bubble and the surrounding melt.
It was speculated[12] that after the consumption of the oxygen and nitrogen, the sides of the film defect would be forced into contact, at least at some points, and the films might bond together because of the changes that might occur in the nature of the oxide layers with time. The defect might then be deactivated partially, and its deleterious effect as a crack might be reduced.
The first evidence for this hypothesis was presented by Nyahumwa et al.,[13] who studied the effect of hot isostatic pressing (HIP) on the fatigue life of an A356 alloy. They found that subjecting the turbulently filled castings to HIP treatment at a temperature close to the eutectic temperature of the alloy caused the cracks and pores in the network of oxide films to collapse and their surfaces to bond together. They attributed this bonding to the transformation of Al2O3 to MgAl2O4, which involves a volume change and atomic rearrangement of the crystal structure.
More direct evidence for the possibility of the formation of bonding between the two layers of a double-oxide film defect was presented recently by Aryafar and Raiszadeh.[15] The authors modeled the defect experimentally by maintaining two aluminum oxide layers in contact with one another in an A356 liquid alloy (containing 0.3 wt pct Mg) at 1023 K (750 °C) for times of 7 minutes to 48 hours. Their results demonstrated that the two layers of a double-oxide film defect, when held in the A356 liquid alloy, might bond to each other by two different mechanisms: First, during the transformation of Al2O3 to spinel (MgAl2O4) after relatively short holding times of a few minutes, which would cause the layers to bond at several points, and second, during the gradual transformation of spinel to MgO after longer holding periods of 13 minutes to a few hours, which would cause strong bonding between the layers. Their findings also indicated that bonding could take place essentially only after the oxygen and nitrogen of the atmosphere within the defect were consumed.
Another criterion for the bonding of the two layers of a double-oxide film defect when held in a liquid Al alloy was found by Najafzadeh-Bakhtiarani and Raiszadeh,[16] who adopted the technique used by Aryafar et al.[17] to study the possibility of healing of an oxide film defect in a liquid Al-4.5 wt pct Mg alloy. Their results showed that in contrast to Al-0.3 wt pct Mg, no bonding took place between the two oxide layers when held in the Al-4.5 wt pct Mg melt, even after a holding time of 16 hours. They realized that the oxide layers that formed in the liquid metal were MgO layers, and no transformation occurred in the surface of the layers during the holding time. They suggested that the bonding did not take place between the two oxide layers because of the lack of a transformation, which involves the rearranging of the atoms, at the surface of the MgO oxide layers.
Commercial purity Al alloy does not contain a significant amount of Mg, and therefore, the bonding behavior suggested for Al-4.5 wt pct Mg and A356 alloys does not apply to it. In this work, the same experimental method was used to investigate the possibility of bonding between the two oxide layers of an oxide film defect in commercial purity Al alloy.
Experimental Procedure
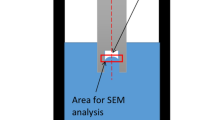
A commercial purity Al melt, with the composition shown in Table I, was prepared in a resistance-heated furnace. It was subsequently poured into silica sand molds with 5 pct sodium silicate and CO2 gas as a binder in the shape of bars. The bars were machined to dimensions of 100 mm in length and 19 mm in diameter. Two bars were then placed in a seamless extruded steel tube (which is made specifically for gas industries), with dimensions of 210 mm in length and 20 mm in internal diameter (Figure 1). The bases of the bars that were in contact with one another in the steel tube were polished to 9 μm before the bars were inserted in the tube, so that the naturally formed oxide layers resembled the two layers of a newly formed double-oxide film defect.

Schematic illustration of the steel tube and the two inserted Al bars. After melting, the oxide layers 1 and 2 and the atmosphere trapped between them represented a double-oxide film defect in a liquid Al alloy
The steel tube was then transferred to a cylindrical electric furnace with a sliding door at the top. The temperature of the furnace was set to 1023 K (750 °C) prior to the start of the experiment. The temperature of the Al bars increased at an average rate of 3.2 °C s−1 (measured in a separate experiment using a K-type thermocouple inserted at the center of the steel tube), and the bars finally melted in the tube in 480 seconds. The only possible leak path from the trapped atmosphere between the two oxide layers to the ambient atmosphere was through the gap between the oxide layer around the Al bars and the wall of the steel tube. To eliminate this leak path, the oxide layer around the top of the upper Al bar was removed with a sharp tool beneath the surface of the melt to remove the oxide separating the melt from the steel tube, ensuring direct contact between the melt and the tube. The Al bars were held in the liquid state for varying lengths of time, between 8 minutes and 48 hours, before the steel tube raised in the furnace and held at the upper part of the heating chamber to let the liquid metal inside the tube solidify at a relatively slow rate (in approximately 40 seconds). The slow solidification of the metal was essential to prevent any thermal cracks from forming on the two oxide layers inside the melt.
After solidification, the steel tube was cut and the Al bars were removed from it. In some experiments, the bonding that formed between the two oxide layers during the experiment joined the two bars to one another. In this case, the two oxide layers were separated by pulling the two Al bars apart, using a Zwick 1484 tensile testing machine (Zwick/Roell, Ulm, Germany) at a strain rate of 1 mm min−1. The surfaces of these two oxide layers were then examined using optical microscopy, a Camscan scanning electron microscope (SEM; CamScan, Cambridgeshire, UK) fitted with an Oxford Inca EDX (Oxford Instruments, Oxon, UK) for microanalysis, and an Philips Xpert X-ray diffraction device (Philips Analytical, Almelo, The Netherlands).
Each experiment was repeated at least three times to confirm the repeatability of the results. More details of the experimental procedure can be found elsewhere.[15]
Results
Figure 2 illustrates a photograph of the two oxide layers that were held in the liquid for 8 minutes. In addition to the detachment between the oxide layer and the edge of the test bar (which probably occurred because of a slight movement of the mould during its removal from the furnace), the two oxide layers were attached at a few points (two of which are indicated by arrows).

Photograph of the oxide layers that were held in the liquid metal for 8 min. Two locations in which the oxide layers were bonded to one another are shown by arrows
The SEM micrograph obtained from this layer and a higher magnification of this micrograph are shown in Figures 3 and 4, respectively. These micrographs exhibited some discontinuities in the oxide layer, which probably formed because of the thermal stresses induced to the oxide layer during the solidification of the specimen. The EDX spectrum obtained from the point denoted P1 on Figure 4 (shown in Figure 5) revealed that the material inside the crack contained about 3.2 wt pct O. The SEM micrograph shown in Figure 6 was also obtained from the surface of the oxide layer that was held in the liquid for 7 minutes. It appears that the liquid metal has exuded through the oxide layer at one point.

SEM micrograph of the surface of the oxide layer that was held in the melt for 8 min. Some discontinuities in the oxide layer are visible. A higher magnification micrograph of this oxide is shown in Fig. 4


EDX spectra obtained from points (a) P1 (3.2 wt pct O) and (b) P2 (38.6 wt pct O) given in Fig. 4

SEM micrograph of the surface of the oxide layer that was held in the melt for 8 min. The liquid metal exuded from the discontinuity that formed on the layer
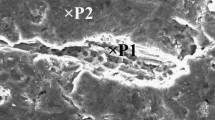
When held in the liquid metal for 1 hour, the appearance of the oxide layers did not change significantly compared with those held for 8 minutes (see Figure 7). The two oxide layers were attached at a few points, but the bonding was not strong and the two bars detached from one another easily when they were removed from the steel tube. The SEM micrograph highlighting one of these points is presented in Figure 8. The tip of the raised feature in this figure (denoted P1) was flat, as if pressed against an object. The concentration of oxygen at the tip (point P1), determined by EDX to be 8.4 wt pct, was much lower than those of the hillside (point P2) and the background (point P3) (49.4 and 21.6 wt pct, respectively). These observations imply that the Al melt exuded through a discontinuity that formed on the oxide layer, contacted the opposite layer, but could not wet and bond to it.

Photograph of the oxide layers that were held in the liquid metal for 1 h

SEM micrograph of the surface of the oxide layer that was held in the melt for 1 h. The concentration of O was determined by EDX to be 8.4, 49.4, and 21.6 wt pct on points P1, P2 and P3, respectively
Figure 9 shows the photograph of the oxide layers that were held in the liquid metal for 5 hours. The layers became darker in color, which implied their growth in thickness by time. Such change in the color of the oxide films when held in the liquid metal was also observed in the previous works of this research team on Al-0.3 wt pct Mg[17] and Al-4.5 wt pct Mg[16] alloys. This photograph shows that the number of the points bonded to one another increased considerably compared with the layers that were held in the liquid metal for 1 hour.

Photograph of the oxide layers that were held in the liquid metal for 5 h. The number of points bonded to one another increased considerably compared with the previous specimens
The SEM micrographs obtained from these oxide layers indicated areas in which the oxide layer seemed to be peeled off from the oxide surface. Two examples of such areas are shown in Figures 10 and 11. The area denoted B on Figure 10 also seems to be a part of the opposite oxide layer that was bonded to the oxide surface during the holding and was then peeled off from the opposite oxide layer when the two bars detached. The strength of the bonding that formed between the oxide layers was very low, and the two bars detached from one another easily during the removal of the bars from the steel tube. The EDX spectrum obtained from the dendrites inside the cracks that formed on the oxide layer (point P1 on Figure 12), which is shown in Figure 13, revealed that no oxygen was left in the atmosphere trapped between the two oxide layers at this holding time.

SEM micrograph of the surface of the oxide layer that was held in the melt for 5 h, showing that the oxide layer was peeled off in area denoted A, and a part of the opposite oxide layer bonded to this oxide surface

SEM micrograph of the surface of the oxide layer that was held in the melt for 5 h, showing that the oxide layer was peeled off from the surface of the oxide

SEM micrograph of the surface of the oxide layer that was held in the melt for 5 h, showing a crack that formed on the oxide layer, perhaps during the solidification of the specimen. The EDX spectra obtained from point P1 is shown in Fig. 13

EDX spectrum obtained from the point denoted P1 on Fig. 12. The absence of O peak in this spectrum confirmed that the O was not present in the trapped atmosphere of the defect at the holding time of 5 h
The photograph obtained from the oxide layers that were held in the liquid metal for 16 hours (shown in Figure 14) revealed vast white areas on one side, which matched with vast darker areas on the other side. An SEM micrograph obtained from one of these white areas is shown in Figure 15. The EDX spectra obtained from points P1 and P2 on this figure, which are presented in Figure 16, revealed the microstructure in point P1 to be AlN, which lay on a matrix of Al dendrites (point P2). Another SEM micrograph showing the AlN phase on the Al dendrites is presented in Figure 17. The matching darker areas on the opposite oxide layer were found to be alumina by SEM and EDX studies (not presented here, for brevity). The EDX studies also revealed that the concentration of Fe in the melt increased from 0.07 wt pct to approximately 3 wt pct during the 16 hours of holding the liquid metal in contact with the steel tube. However, this increase in the Fe content of the melt should not have any significant influence on the oxidation behavior of the melt.

Photograph of the oxide layers that were held in the liquid metal for 16 h, showing vast white areas on one side, which matched with vast darker areas on the other side


EDX spectra obtained from points (a) P1 (70.7 Al, 9.5 O, 16.8 N, and 3 Fe) and (b) P2 (100 Al) given in Fig. 15. All concentrations are in weight percent

Another SEM micrograph showing the AlN phase on the Al dendrites, taken from the oxide layer that was held in the melt for 16 h
Figure 18 shows the photograph of the oxide layers that were held in the liquid metal for 48 hours. This photograph also shows white and dark matching areas on the two oxide layers. The white areas are brighter and more distinct than those observed in the photograph of the oxide layers that were held in the liquid for 16 hours. The SEM micrograph obtained from these layers (presented in Figure 19) shows an oxide layer over an AlN layer. The identity of these layers was confirmed by EDX analysis (shown in Figure 20). The oxide layer seems to be peeled off from the AlN layer in some parts. The microstructure observed in the SEM micrographs of the oxide layers held for 16 hours (i.e., fragments of AlN over a matrix of Al dendrites, see Figure 15) was also observed in this specimen (see Figure 21). Figure 22 illustrates another SEM micrograph taken from the oxide layer that was held for 48 hours. This micrograph shows Al dendrites that remained on the AlN layer when the two Al bars were pulled apart by the tensile test machine.

Photograph of the oxide layers that were held in the liquid metal for 48 h

SEM micrograph of the surface of the oxide layer that was held in the melt for 48 h, showing an oxide layer over an AlN layer. The EDX spectra obtained from points P1 to P3 on this figure are shown in Fig. 20

EDX spectra obtained from points (a) P1 (65.7 Al, 15.9 O, and 18.5 N), (b) P2 (75.3 Al, 21.4 O, and 3.9 Fe), and (c) P3 (75.2 Al, 20.5 O, and 4.3 Fe) given in Fig. 19. All concentrations are in weight percent

SEM micrograph obtained from the surface of the oxide layer that was held in the melt for 48 h, showing a microstructure similar to that observed in Fig. 15. The concentration of elements was determined by EDX to be 64 wt pct Al, 12.2 wt pct O, 18.9 wt pct N and 4.8 wt pct Fe on point P1, and 100 wt pct Al on point P2

Another SEM micrograph obtained from the surface of the oxide layer that was held in the melt for 48 h, showing Al dendrites remaining on the AlN layer when the two Al bars were pulled apart by the tensile machine. The concentration of elements was determined by EDX to be 70.2 wt pct Al, 8.3 wt pct O, 20.6 wt pct N and 0.9 wt pct Fe on point P1, and 100 wt pct Al on point P2
None of the bondings that formed between the two oxide layers in any of the specimens with different holding times ranging from 8 minutes to 48 hours showed any significant strength, and the force needed to separate the Al bars after the solidification was negligible.
Discussion
The two previous works of this research team[16,17] suggested two essential criteria for the formation of a complete bonding between the two oxide layers when held in a liquid Al alloy melt. The first criterion is the (almost) complete consumption of oxygen and nitrogen of the trapped atmosphere. If satisfied, then the two layers come in to contact with one another. In this case, if the second criterion, i.e., the occurrence of a transformation at the surface of the two layers that involves the rearrangement of the atoms, is satisfied, then the two layers may bond to one another.
The EDX spectra obtained from the dendrites inside the cracks that formed on the oxide layers (Figures 5 and 13) revealed that the oxygen of the trapped atmosphere between the two oxide layers was consumed in approximately 5 hours. Comparing this time with the consumption rates obtained by Raiszadeh and Griffiths[14,18] suggests that the nitrogen within the trapped atmosphere would be consumed in approximately 13 hours. The SEM micrographs obtained from the oxide layers that were held in the liquid metal for 16 hours or longer confirmed the formation of AlN from the reaction of the nitrogen within the trapped atmosphere and the surrounding liquid aluminum. This is the first direct evidence confirming the hypothesis proposed by Nyahumwa et al.,[12,13] who suggested that a double-oxide film defect could consume its internal atmosphere of oxygen and nitrogen after the incubation time associated with the transformation of γ- to α-Al2O3. However, Nyahumwa et al. suggested that the AlN layer forms inside of the double-oxide film defect, but the SEM micrographs obtained in this work (see Figures 15, 19, 21, and 22) revealed that the AlN layer formed at the interface of the oxide layers and the melt (i.e., outside the defect).
The exact mechanism of the exudation of liquid metal from some points at the holding times of less than 5 hours (see Figures 6 and 8) is not clear. Such exudation is only possible if the oxide layer either cracks or spalls because of stresses generated in the oxide layer. The presence of stresses in oxide layers and their effects on cracking, spalling, and decohesion of oxide layers has been recognized for some time.[19] Krishnamurthy and Srolovitz,[20] who have presented a continuum model for the growth of an oxide film, found that significant stress gradients can be developed across the oxide layer during the growth of the layer and that the oxide/substrate interface can experience relatively high compressive stress. Drouzy and Mascre[21] reviewed the principal features of oxidation phenomena and the data concerning several metals. These researchers stated that a variety of parameters (e.g., interfacial tension, the mechanical effect of vibrations, falling dust, gaseous diffusion, and mechanical properties of the oxide layer) can produce discontinuities or defects in the oxide layer, particularly once it has attained a certain thickness. The metal sometimes can penetrate into such discontinuities by a capillary effect.
Figure 8, however, clearly indicated that the liquid metal that exuded from one of these discontinuities did not bond to the opposite oxide layer. This was because of the inability of the exuded metal to wet the opposite layer at the presence of oxygen in the trapped atmosphere. It has been reported in the literature,[22] using a sessile drop technique, that aluminum does not wet alumina below 1173 K (900 °C). Subsequent studies (for example, References 11 and 23) revealed that in the sessile drop experiments, it is the presence of a thin surface alumina layer that accounts for the nonwetting of alumina by aluminum, and once this oxide layer is eliminated, Al melt can wet the alumina.
The photograph obtained from the oxide layer that was held in the liquid metal for 5 hours (Figure 9) and the related SEM micrographs (Figures 10 and 11) revealed that after 5 hours of holding, several discrete parts of the oxide layer bonded to one another. This bonding caused the oxide layer on one side to peel off from the layer and remain on the opposite oxide layer (see Figure 10 and particularly the area denoted B on this figure) during the separation of the two bars by the tensile machine. These discrete bondings implied that the process by which the two oxide layers could bond to one another activated at this holding time. Comparing the holding time of this specimen (i.e., 5 hours) with the incubation times necessary for the transformations of different alumina phases, the transformation that began to take place at this holding time appears to be γ- to α-Al2O3. This transformation occurs at the surface of the oxide layers and involves the rearrangement of atoms.[11] Hence, it satisfies one of the two criteria[16] for the formation of bonding between the two layers.
The other criterion is the almost complete consumption of the trapped atmosphere within the defect. Despite the complete consumption of the oxygen, nitrogen was still present in the trapped atmosphere at the holding time of 5 hours. The presence of the nitrogen prevented the two oxide layers from being in complete contact. However, the distance between the two oxide layers is not suggested to be greater than a few tens of nanometers at most. Using Stokes law,[24] Raiszadeh[25] and Raiszadeh and Griffiths[26] predicted that the thickness of the trapped atmosphere within an oxide film defect (the oxide layers of which are 10 nm thick) could not be greater than 10 nm; otherwise, its buoyancy causes the defect to float out of the metal (or attach to the upper surface of the gating system) in a short time. Campbell[1] speculated that this thickness is only a few nanometers. Therefore, it is likely that despite the presence of nitrogen, the unevenness of the oxide surfaces causes the two layers to be in contact in a few small, discrete areas. Once in contact, both criteria for the bonding of the two layers are satisfied, and the two layers bond to one another in these areas.
The nitrogen was not present in the trapped atmosphere at the holding time of 16 hours, and the two oxide layers were in an almost complete contact with one another. The photograph obtained from the oxide layers that were held in the liquid for 16 hours (Figure 14) and the related SEM and EDX analysis (Figures 15–17) implied that the two oxide layers bonded in vast areas during this time. This implies that the transformation that began at the holding time of approximately 5 hours was gradual and continued to the holding time of 16 hours (and perhaps, longer). The SEM micrographs also revealed that the strength of the bonding that formed between the two Al2O3 layers was greater than that of the AlN layer and the melt. Many micrographs revealed that the AlN layer detached from the oxide defect during the separation of the Al bars (Figure 23(a)). In this case, the micrographs either showed areas of AlN phase on the Al dendrites (such as Figures 15 and 21), or Al areas attached to the AlN layer (such as Figure 22). A few micrographs revealed also that the bonding between the two oxide layers was not complete over the entire oxide surface. However, in those areas in which the bonding formed (such as point P1 on Figure 19), the alumina was peeled off from the oxide layer during the separation of the bars, and the AlN structure underneath became visible in the micrographs. These two cases are illustrated schematically in Figures 23(b) and (c), respectively.

Schematic illustration of the ways that the two Al bars detached from one another during the separation of the Al bars by the tensile test machine. (a) Before the separation of the Al bars. (b) The AlN layer was separated from the metal. (c) The two oxide layers did not bond to one another in some parts; however, the alumina layer was detached from the AlN layer in the areas that the two oxide layer did bond
It is suggested[14] that the oxygen and nitrogen trapped in a real double-oxide film defect would be consumed in a short time because of the cracks that form on the oxide layers during its movement in the liquid metal, which would bring the trapped atmosphere and the surrounding liquid metal into contact. One study[18] estimated this consumption time to be in the range of a few seconds to 3 minutes at most, depending on the assumptions made about the dimensions of the defect.
However, hydrogen has been shown to diffuse into the trapped atmosphere of an oxide film defect and inflate it[3,14] if its concentration in the liquid is higher than the equilibrium amount associated with the ambient atmosphere. Therefore, the satisfaction of the “being in contact” criterion would depend on these two main phenomena: the consumption of gases trapped in the atmosphere of the defect and the diffusion of hydrogen into this atmosphere. However, if the concentration of dissolved hydrogen in the liquid metal is low, then the incubation time necessary for the transformation of γ- to α-Al2O3 could be expected to be one of the most important parameters that controls the rate of formation of bonding between the two oxide layers in a commercial purity Al alloy.
Conclusions
-
1.
The results obtained in this work showed that the two oxide layers of a double-oxide film defect began to bond together when maintained in commercial purity Al melt for 5 hours. The comparison of this holding time to the incubation times reported in the literature for the transformation of different allotropies of alumina suggested that the bonding formed between the layers because of the transformation of γ- to α-Al2O3. The extent of the bonding increased gradually by the holding time so that the oxide layers almost completely bonded to one another after 48 hours.
-
2.
The two criteria that this research team suggested previously as necessary for the bonding formation between the two oxide layers when held in the liquid Al alloys (i.e., the almost complete consumption of the trapped atmosphere, and the occurrence of a transformation involving rearrangement of the atoms at the surface of the oxide layers) were also observed to be valid for the commercial purity alloy.
-
3.
The results obtained in this study also confirmed directly, for the first time, that the nitrogen within the atmosphere of the oxide film defect reacts with the surrounding Al melt to form AlN. In the current study, this AlN layer formed at the interface of the oxide defect and the melt.
-
4.
The incubation time necessary for the transformation of γ- to α-Al2O3 is expected to be one of the most important parameters that controls the rate of formation of bonding between the two oxide layers in a commercial purity Al alloy, providing that the concentration of dissolved hydrogen in the melt is low.
References
J. Campbell: Castings, Butterworth-Heinemann, Burlington, MA, 2003.
S. Fox and J. Campbell: Scripta Mater., 2000, vol. 43, pp. 881-86.
W.D. Griffiths and R. Raiszadeh: J. Mater. Sci., 2009, vol. 44, pp. 3402-07.
D. Dispinar and J. Campbell: Int. J. Cast Metal. Res., 2004, vol. 17, pp. 280-86.
D. Dispinar and J. Campbell: Int. J. Cast Metal. Res., 2004, vol. 17, pp. 287-94.
X. Cao and J. Campbell: Metall. Mater. Trans. A, 2003, vol. 34A, pp. 1409-20.
S. Impey, D. Stephenson, and J.R. Nicholls: Int. Conf. on the Microscopy of Oxidation Institute of Metals, University of Cambridge, Cambridge, UK, 1990.
J.A.S. Tenorio and D.C.R. Espinosa: Oxid. Met., 2000, vol. 53, pp. 361-73.
R. Fuoco, E.R. Correa, and M.D.A. Bastos: AFS Trans., 1999, vol. 85, pp. 287-94.
S. Impey, D.J. Stephenson, and J.R. Nicholls: Int. Conf. on the Microscopy of Oxidation, Institute of Materials, Selwyn College, The University of Cambridge, Cambridge, UK, 1993.
S.A. Impey, D.J. Stephenson, and J.R. Nicholls: Mater. Sci. Tech., 1988, vol. 4, pp. 1126-32.
C. Nyahumwa, N.R. Green, and J. Campbell: AFS Trans., 1998, vol. 58, pp. 215-23.
C. Nyahumwa, N.R. Green, and J. Campbell: Metall. Mater. Trans. A, 2001, vol. 32A, pp. 349-58.
R. Raiszadeh and W.D. Griffiths: Metall. Mater. Trans. B, 2006, vol. 37B, pp. 865-71.
M. Aryafar and R. Raiszadeh: J. Mater. Sci., 2010, vol. 45, pp. 3041-51.
F. Najafzadeh-Bakhtiarani and R. Raiszadeh: J. Mater. Sci., 2010, vol. 45, p. 3041.
M. Aryafar, R. Raiszadeh, and A. Shalbafzadeh: J. Mater. Sci., 2010, vol. 45, pp. 3041-51.
R. Raiszadeh and W.D. Griffiths: Metall. Mater. Trans. B, 2008, vol. 39B, pp. 298-303.
O. Kubaschewski and B.E. Hopkins: Oxidation of Metals and Alloys, Butterworths, London, UK, 1967.
R. Krishnamurthy and D.J. Srolovitz: Acta Mater., 2003, vol. 51, pp. 2171-90.
M. Drouzy and C. Mascre: Metall. Rev., 1969, vol. 14, pp. 25-46.
R.D. Carnahan, L.T. Johnson, and C.H. Li: J. Am. Ceram. Soc., 1958, vol. 41, p. 343.
H. John and H. Hausner: J. Mater. Sci. Lett., 1986, vol. 5, pp. 549-51.
D.R. Poirier and G.H. Geiger: Transport Phenomena in Materials Processing, TMS, Warrendale, PA, 1994.
R. Raiszadeh: PhD Thesis, Metallurgy and Materials Department, The University of Birmingham, Birmingham, UK, 2006.
R. Raiszadeh and W.D. Griffiths: J. Alloys Compd., 2009, vol. 491, pp. 575-80.
Author information
Authors and Affiliations
Corresponding author
Additional information
Manuscript submitted October 30, 2010.
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License ( https://creativecommons.org/licenses/by-nc/2.0 ), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Najafzadeh Bakhtiarani, F., Raiszadeh, R. Healing of Double-Oxide Film Defects in Commercial Purity Aluminum Melt. Metall Mater Trans B 42, 331–340 (2011). https://doi.org/10.1007/s11663-011-9480-y
Published:
Issue Date:
DOI: https://doi.org/10.1007/s11663-011-9480-y