
Abstract
Severe plastic deformation (SPD) of titanium creates an ultrafine-grained (UFG) microstructure which results in significantly enhanced mechanical properties, including increasing the high cycle fatigue strength. This work addresses the challenge of maintaining the high level of properties as SPD processing techniques are evolved from methods suitable for producing laboratory scale samples to methods suitable for commercial scale production of titanium semi-products. Various ways to optimize the strength and fatigue endurance limit in long-length Grade 4 titanium rod processed by equal channel angular pressing (ECAP) with subsequent thermal mechanical treatments are considered in this paper. Low-temperature annealing of rods is found to increase the fatigue limit, simultaneously enhancing UFG titanium strength and ductility. The UFG structure in titanium provides an optimum combination of properties when its microstructure includes mostly equiaxed grains with high-angle boundaries, the volume fraction of which is no less than 50%.
Similar content being viewed by others
Avoid common mistakes on your manuscript.
Introduction
Investigations in recent years have shown that nanostructuring titanium by severe plastic deformation (SPD) techniques substantially increases its mechanical strength [1–3]. This is attractive for its application in medicine and engineering. Another important property for use of titanium in structural applications is its fatigue limit. The fatigue endurance limit in nanostructured titanium was established [4] to increase, but not as much as might be expected based on comparison of concurrent increases in ultimate tensile strength or yield strength. Comparing the titanium structure refinement obtained by various SPD techniques, it should be noted that straining scheme, temperature, applied load during treatment greatly impact the size of formed grains and the associated grain boundary types. The smallest grain sizes achieved via SPD processing are produced by high pressure torsion (HPT), which readily imparts grain sizes less than 100 nm [5]. However, this SPD technique can be realized only on smaller samples. Bulk billets can be produced by omnifaceted forging and ECAP, but the grain size will be 200 nm and larger and, besides, there is often a substructure found inside the grains [6, 7]. An important advantage of ECAP over omnifaceted forging is a more homogeneous structure refinement in a billet and a greater process efficiency that is important both for achievement of exceptional properties and practical applications of nanomaterials.
Transition from laboratory scale SPD processing methods to commercial scale processing is a complex problem, requiring development of ancillary processes to reduce cost, improve operational efficiency, and ensure stable reproducible properties. For example, to produce medical implants by mechanical treatment, straight, round polished rods 4–8 mm in diameter and 3000 mm in length are required. Pilot production technology of such rods has been recently developed in our laboratory [8, 9].
In the present paper strength and fatigue properties of long-length rod-shaped semi-products out of nanostructured titanium are shown to be significantly enhanced due to additional thermal treatment and deformation.
Experimental
Rod-shaped semi-product production
Commercially pure Ti Grade 4 (Ti—base, C—0.052%, O—0.34%, Fe—0%, N—0.015% (wt.%) with an initial grain size of about 30 µm was used to produce semi-products. Long-length rods 3 mm in length and 7 mm in diameter were manufactured in several stages. The processed rods were intended for the production of medical implants, in particular dental implants. As-received billets were subjected to SPD by equal channel angular pressing (ECAP) on the die-set, with the angle of channels’ intersection 90° at 450 °C via the Bc route; the number of passes was 4 [8]. The pressed billets were further processed by thermo mechanical treatment (TMT) using forge-drawing and drawing at 300 °C [8] with the total accumulated strain of about 2 within a tolerance of 2 mm deviation per 1 m of length.
Methods of investigation
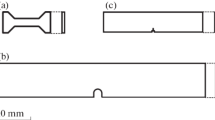
Tensile tests were carried out on the samples 3 mm in diameter and 15 mm long in the gage part cut along the rod according to the scheme in Fig. 1. The tensile tests were conducted on an Instron machine at room temperature and a loading speed of 1 mm/min. No less than three samples were used for every material condition tested.

The scheme of cutting of rods into samples for structural investigations and mechanical tests
Samples for fatigue tests were cut along the rod (see Fig. 1). The working surface of smooth samples was ground and mechanically polished to the roughness Ra 0.63 μm. The samples were tested in the rotational bending conditions with the frequency f = 50 Hz according to ASTM E 466–96. The cycle asymmetry factor was R (σmin/σmax) = −1; the number of cycles was N = 107.
Thin foils for TEM investigations were prepared by electrospark cutting of plates along and across the drawing direction in five sections of a rod according to the scheme in Fig. 1. Plates 0.8–1.0 mm thick were mechanically thinned and further subjected to jet electropolishing at room temperature. Microstructure investigations were implemented on an electron microscope JEM-200BCX with an accelerating voltage of 200 kV. Microdiffraction images were taken from an area of 2 μm2.
The microstructure of rods after upsetting was studied also by a scanning microscope Leo-1550 (Zeiss SMT) equipped with an EBSD device. A spectrum of misorientations was plotted from 3° to 90° using the EBSD method. Angles less than 3° were not considered to exclude machine error. The scanned area was about 6 μm2 on average.
Experimental results and discussion
Microstructure and mechanical properties of long-length rods
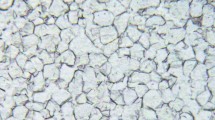
Figure 2a and b shows typical images of the cross-section structure of the processed rods. The structure is characterized mainly by an equiaxed shape of grains with a mean size of 150 nm. Heterogeneous contrast inside grains is indicative of high dislocation and lattice defect densities. In the diffraction patterns the spots had azimuthal blurring, which testifies to high internal elastic stresses typical of SPD structures. Homogeneous distribution of spots over concentric circles testifies to the formation of high-angle grain boundaries.

The rod microstructure in the cross section (a, b) and longitudinal section (c, d). TEM: a, c—light-field pattern, b, d—dark-field pattern
Figure 2c and d exhibits typical microstructures of the longitudinal section of the rod. Grains are elongated along the straining direction during drawing. The quantitative analysis of dark-field images showed that the volume fraction of grains 800–600 nm in length and 150 nm in diameter was about 85%, and that of grains 600–200 nm in length was about 15%. Figure 2 demonstrates that there are no clearly expressed grain boundaries in most grains of the microstructure. Judging by the diffraction patterns, the spots are arranged by groups, which testifies to low-angle subgrain boundaries formed inside elongated grains.
Table 1 gives the average results of room temperature mechanical tests of the samples cut out along the rod processed by ECAP with subsequent thermal mechanical treatment (State 2). The UFG titanium strength is seen to increase from 700 MPa to 1240 MPa due to UFG structure formation (1). However, tensile characteristics of the samples (total elongation and uniform elongation) were 11 and 1.6% on average, considerably lower than coarse-grained titanium. Statistical analysis of mechanical properties of the samples cut out along the rods demonstrated that the difference in the strength and ductility values was no more than 3%, demonstrating a reasonable microstructure homogeneity.
Influence of annealing on microstructure and mechanical properties of UFG rods
As is known, the strength and ductility of UFG Ti can be enhanced by annealing at temperatures below 350 °C [10]. So, the final annealing of the rods after ECAP and thermal mechanical treatment was applied to increase ductility. Based on experimental data, the best combination of strength and ductility was found to be achieved after annealing at 350 °C for 1–6 h. Table 1 shows that the strength slightly increased (up to 1250 MPa) as well as tensile characteristics enhanced (total elongation up to 13%, uniform deformation up to 5.1%) in the UFG Ti samples after annealing at 350 °C for 6 h (State 4). The mean grain size and its shape in the cross and longitudinal sections did not change in the rod microstructure after annealing. Internal elastic stresses were considerably relaxed; the dislocation density and grain boundaries possessed a clearer contrast in the structure. Such structural changes are typical of as-annealed materials. They result from dislocation redistribution during the recovery process and apparently led to the enhancement of tensile characteristics and, particularly, uniform deformation (from 1.6 up to 5.1). The high strength of the UFG Ti after annealing can be explained by retention of the grain size processed by SPD. However, the unusual strength enhancement after 6 h suggests that an additional hardening mechanism, for example, impurity segregation along grain boundaries may be important. Such an effect was also revealed in nanostructured Ti after high pressure torsion (HPT) with short-term annealing at 300 °C [10]. The authors associate this unusual enhancement of strength and ductility of nanostructured Ti after annealing with changes in the structure of grain boundaries. However, a more detailed explanation to this phenomenon requires further investigations.
Figure 3 demonstrates the dependence of the stress amplitude on the number of cycles for smooth samples out of Ti in the coarse-grained (CG) and UFG states. It is seen that the fatigue limit of UFG samples after 107 cycles (curve 2) increased from 350 to 590 MPa. Figure 3 (curves 2 and 3) also shows that additional increase of the fatigue limit of the UFG Ti up to 610 MPa occurred after annealing along with enhancement of the ductility of the UFG Ti with high strength retained (States 3 and 4 in Table 1). These results are much higher than the ones previously reported in the literature. For example, in UFG Ti (VT1-0) after ECAP and cold rolling the strength was 1100 MPa, the fatigue limit after 106 cycles was 500 MPa [4].

Dependence of the stress amplitude on the number of cycles for smooth samples out of coarse-grained Ti (curve 1), UFG Ti after ECAP and TMT (curve 2), after ECAP + TMT and additional annealing at 350 °C, 6 h (curve 3)
Formation of an equiaxed UFG structure in rods
The new approach for achieving high strength in combination with enhanced ductility is formation of high-angle grain boundaries in UFG metals. High-angle grain boundaries are known to provide intercrystalline sliding during plastic straining and, therefore, enhancing ductility [3, 11]. As it has been noted before, grain elongation is apparent along the rod axis after the combined SPD processing. This can lead to anisotropic mechanical properties. Formation of an equiaxed UFG structure is possible by using various SPD schemes and regimes, annealings, thermal mechanical treatments [10]. In this work thermal mechanical treatment by warm straining was used to fabricate more equiaxed UFG structure.
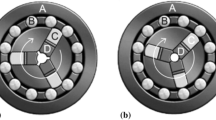
SPD processed rods described in section “Rod-shaped semi-product production” were used to study the influence of warm straining by upsetting the UFG Ti Grade 4 structure and mechanical properties at 450 °C. Figure 4 exhibits EBSD patterns taken from longitudinal sections which show grain misorientation distribution alongside TEM images of the structure of samples produced out of the UFG Ti Grade 4 after the treatment (ECAP + TMT) and additional isothermal straining at 450 °C. The elongated grain structure typical of the longitudinal section of a UFG rod fabricated by the combined treatment is seen to change after warm upsetting (Fig. 4a, b).

Microstructure and distribution of grain boundary misorientations in the structure of UFG Ti Grade 4 samples before (a, c, e) and after warm straining at 450 °C (b, d, e). Longitudinal section. TEM
Equiaxed grains with a mean size of 200–400 nm are formed in the longitudinal section, the boundaries of which possess a more clearly defined contrast. However, besides equiaxed grain formation, upsetting results in additional refinement of some structural fragments down to 100–150 nm are shown (Fig. 4 a, b). The analysis of the misorientations of grains reveals increase in the fraction of high-angle grain boundaries (Fig. 4 e, f). The ring electron-diffraction pattern with many spots testifies to considerable refinement of the grain structure. Such structural changes occurred in cross section of upset samples as well.
Summing up the data obtained by EBSD and TEM investigations, it should be noted that additional straining at 450 °C leads to fairly considerable changes in the structure morphology. Elongated grains typical of the longitudinal section of the rod after ECAP become equiaxed as a result of upsetting, though their mean size slightly increased due to recrystallization processes. Thus, we conclude that equiaxed UFG structure with the clearly pronounced grain structure and increased fraction of high-angle grain boundaries can be obtained by thermal mechanical treatment.
Room temperature tensile tests were conducted to investigate the influence of the observed morphological changes in the structure due to warm upsetting of the UFG Ti Grade 4 samples on the mechanical properties. Figure 5 demonstrates simultaneous increase of strength from 1230 up to 1430 MPa and elongation from 10 to 12% in UFG samples after additional warm straining compared to the initial processed UFG state.

Typical engineering elongation curves of the UFG Ti Grade 4 samples before (1) and after straining (2) at 450 °C
Thus, the formation of equiaxed isotropic UFG structure both in cross and longitudinal sections with a mean grain size of about 200 nm and mainly high-angle boundaries with their volume fraction of not more than 50% led to simultaneous increase of the UFG Ti strength and ductility. The obtained results give grounds to support that these changes in the UFG Ti structure can serve to guide further enhancement of fatigue properties of ultrafine-grained Ti materials.
Conclusions
-
1.
Long-length Ti rods with the homogeneous UFG structure and high strength were processed by equal channel angular pressing (ECAP) and subsequent thermomechanical treatment.
-
2.
Formation of the UFG structure in CP Ti increased the fatigue limit of smooth samples to 590 MPa, after 107 cycles, 50% higher than found for the coarse-grained state. Annealing at 350 °C during 6 h further increases the fatigue limit up to 610 MPa while also increasing the ductility of the UFG Ti, without reducing the strength.
-
3.
There is a possibility to further enhance the strength and ductility of UFG Ti Grade 4 (up to 1420 MPa and 12% correspondingly) by additional warm straining to transform the grains from elongated to equiaxed shapes with mainly high-angle boundaries.
References
Valiev RZ, Langdon TG (2006) Prog Mater Sci 51:881. doi:https://doi.org/10.1016/j.pmatsci.2006.02.003
Zhu YT, Langdon TG, Mishra RS, Semiatin SL, Saran MJ, Lowe TC (eds) (2002) Ultrafine grained materials II. The Minerals Metals and Materials Society, Warrendale, PA
Sergueeva AV, Stolyarov VV, Valiev RZ, Mukherjee AK (2002) Mater Sci Eng A 323:318. doi:https://doi.org/10.1016/S0921-5093(01)01384-3
Vinogradov AY, Stolyarov VV, Hashimoto S, Valiev RZ (2001) Mater Sci Eng A 318:163. doi:https://doi.org/10.1016/S0921-5093(01)01262-X
Sergueeva AV, Stolyarov VV, Valiev RZ, Mukherjee AK (2001) Scr Mater 45:747. doi:https://doi.org/10.1016/S1359-6462(01)01089-2
Stolyarov VV, Zhu YT, Alexandrov IV, Lowe TC, Valiev RZ (2001) Mater Sci Eng A 299:59. doi:https://doi.org/10.1016/S0921-5093(00)01411-8
Salishchev GA, Zherebtsov SV, Galeyev RM (2003) In: Ultrafine grained materials II, TMS (The Minerals, Metals and Materials Society), Warrendale, PA, pp 123–131
Salimgareeva GH, Semenova IP, Latysh VV, Kandarov IV, Valiev RZ (2005) Solid State Phenom 114:183
Latysh VV, Semenova IP, Sadikova GH, Zhu YT, Lowe TC, Asaro RJ et al (2005) In: Conf Proc Ultrafine Grained Materials IV, TMS (The Minerals, Metals and Materials Society), Warrendale, PA, p 111
Valiev RZ, Sergueeva AV, Mukherjee AK (2003) Scr Mater 49:669. doi:https://doi.org/10.1016/S1359-6462(03)00395-6
Valiev RZ (2004) Nat Mater 3:511. doi:https://doi.org/10.1038/nmat1180
Acknowledgements
This work was conducted under the support of the U.S. DOE-IPP Program within the frames of the ISTC project No 3208 p and the Russian Federal Agency for Science and Innovation.
Open Access
This article is distributed under the terms of the Creative Commons Attribution Noncommercial License which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This is an open access article distributed under the terms of the Creative Commons Attribution Noncommercial License (https://creativecommons.org/licenses/by-nc/2.0), which permits any noncommercial use, distribution, and reproduction in any medium, provided the original author(s) and source are credited.
About this article
Cite this article
Semenova, I.P., Valiev, R.Z., Yakushina, E.B. et al. Strength and fatigue properties enhancement in ultrafine-grained Ti produced by severe plastic deformation. J Mater Sci 43, 7354–7359 (2008). https://doi.org/10.1007/s10853-008-2984-4
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10853-008-2984-4