
Abstract
This research introduces the use of electrospray drying (ESD) using the electro-hydro dynamic atomization (EHDA) mechanism to produce dry nano-scale cellulose nanocrystal (CNC) powder from a 3 wt% aqueous suspension. The nano-scale CNC suspensions being mostly water are energy intensive to dry. Gas atomization in convection spray drying (SD) produces micron-scale CNC powder during dehydration. The ESD mechanism utilizes coulomb repulsion to overcome the suspension’s liquid surface tension and produces ultra-fine droplets. The droplets dehydrate after falling a fixed distance at atmospheric temperature and pressure, leaving nano-scale powder CNCs. Drying CNCs in suspension occurred after reducing the liquid’s surface tension by mixing 40% (wt) ethanol and 60 (wt) de-ionized (DI) water. The suspension feed rate was optimized at 6 µL min−1 and four syringes were employed to increase CNC powder production rates. Particle dimensions, observed by scanning electron microscopy (SEM) and measured by image analysis software, ranged from 40 to 1200 nm in length and 10–500 nm in width. Up to 80% of the sprayed CNCs in suspension were recovered from a parallel plate collector and contained ~ 5 wt% water content. Adding 0.5 wt% nano-scale powder CNCs in the poly-lactic acid (PLA) tensile strength by 10.3% and elastic modulus by 9.9%. The tensile yield strength and elastic modulus of nano-scale CNC/PLA composite specimens were 62.5 MPa and 3.66 GPa, respectively. For comparison, 0.5 wt% SD micron scale CNC/PLA composite only increased strength 5.1 and stiffness 1.3% at the same processing conditions.
Graphical abstract

Similar content being viewed by others

Avoid common mistakes on your manuscript.
Introduction
Cellulose is abundant, available worldwide, and widely accessible in aqueous suspension. A nanocellulose suspension is typically produced by either mechanical fibrillation (cellulose nanofibrils) or acid hydrolysis (cellulose nanocrystals) from woody biomass, tunicates, algal or bacterial sources (Mokhena and John 2020). In suspension, the “rice like” cellulose nanocrystal (CNC) morphology has a length ranging from 50 to 350 nm and a width ranging from 5 to 20 nm with aspect ratios ranging between 5 and 30 (Moon et al. 2016; Foster et al. 2018). At these dimensions, CNC density is 1.6 per gram cubed (g cm3), has a tensile strength of 7.5 GPa, a longitudinal axis elastic modulus of 110–220 GPa and a transverse axial elastic modulus of 10–50 GPa (Moon et al. 2011). The specific mechanical properties of CNCs are competitive with aluminum (Al) and steel (Mittal et al. 2018). When dried to the nano-scale, particle size orientation is typically required to maximize the tensile strength and stiffness properties in composites.
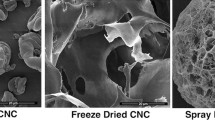
Removing liquid from CNFs or CNCs from suspension while maintaining their nano-dimensions is challenging because of their tendency to agglomerate by hydrogen bonding when in close proximity (Peng et al. 2012; Peng and Gardner 2015; Wei et al. 2018). Four common drying methods have been explored to dry nanocellulose suspension but produce dissimilar morphologies, sizes and characteristics (Peng et al. 2012). Supercritical drying (SCD) produces a fibrous aerogel like network of nano dimensions that is difficult to disperse into a polymer matrix. Freeze-drying (FD) produces nano-scale thickness ribbons of nanofibers that are micron to millimeters in width or length (Peng et al. 2012). However, like SCD the FD products cannot be fully distributed into a matrix as reinforcement. Spray drying (SD) produces individual particles with diameters ranging from hundreds of nanometers to tens of microns, irregular morphologies and is a relatively inexpensive drying process (Peng et al. 2013). Additional advantages are the scalability, in-situ functionalization to improve cellulose hydrophobicity, facile distribution as a particle reinforcement, and particle size consistency. Despite achieving some nano-scale particle dimensions during spray drying, mean cellulose particle diameters are typically around 5 µm (Peng et al. 2012). No research, to our knowledge has continuously produced dried CNC or CNF particles in the nano-scale range.
In electrospray drying (ESD) the applied voltage (V) charge carriers travel from the positive source to the grounded collector and creates an “electric wind” that provides the stress necessary to break liquid surface tension (Yalcinkaya et al. 2013; Xie et al. 2015). Once this applied current reaches the mechanically dispensed liquid, at a constant feed rate (Q), the electric field dictates the spray mode, which forms immediately after the needle tip (illustrated in Fig. 1 and photographed in Fig. 2). This change in spray morphology has been well characterized in the literature (Le et al. 2018; Rosell-Llompart et al. 2018). The cone-jet spray mode is produced by a “Taylor cone” of electrically manipulated suspension followed by a thin stream or jet in the path of the electrical flow. As surface charge accumulates, the jet breaks into nano-droplets via varicose (a straight jet that breaks into droplets) or whipping instability (a jet that moves laterally and breaks into droplets).

A diagram of the electrospray drying equipment configuration. Even down force, applied to the top of the syringes, dispenses suspension to the needles for electrospraying

Cone-jet formation of 3 wt% ESD 40:60 ethanol and water mixture. The image was taken with a Pixel 3XL 12.2-megapixel camera; the settings were f/1.8 aperture, 1/60 shutter speed, a 4.44 mm lens and international organization for standardization (ISO) setting of 74
The properties that govern the suspension spray capabilities are the electrical permittivity of the fluid (εr), liquid surface tension (γ), liquid density (ρ) and conductivity (Κ). Spray drying the smallest particles requires a minimum feed rate (Qmin) to reduce suspension droplet sizes. The balance of feed rate, charge build up, and electrical stress produces relatively consistent particle distributions. An equation that calculates Qmin, developed for low viscosity solutions, approximates this parameter using the solution properties (Xie et al. 2015).
This mechanism is referred to as electro hydrodynamic atomization (EHDA). Within the space between the needle tip to the collector (TCD) at atmospheric pressure and ambient temperature, the suspended particles are dried before accumulating on a grounded collector.
As early as the late twentieth century, researchers utilized the ESD method to dry proteins in an ethanol–water solution with reduced surface tensions and evaporation temperature (Ieta et al. 2010). The ESD method produced droplets in the 88–110 nm range via the stable cone-jet mode and collected 98–117 nm diameter particles, on average (Gomez et al. 1998). More recently a variety of materials have been produced using the ESD method and include water soluble and insoluble polymers (Hogan et al. 2007), carbon nanotubes (Xie et al. 2015), and chitosan (Le et al. 2018). In drying chitosan, a natural polymer like cellulose, researchers obtained particle sizes in the range of 125 nm–2.5 µm. With concentrations in the semi-dilute and concentrated regimes, obtaining dried particles below 1 μm becomes challenging (Xie et al. 2015; Le et al. 2018). Some researchers have also dried ethyl cellulose and obtained approximate particle sizes of 1 μm (Xie et al. 2015).
Sustainable thermoplastic matrices are a key subject of interest with respect to natural fibers. Compounding cellulose nanomaterials in a thermoplastic matrix typically requires a hot melt extrusion using a single or twin-screw extruder. Injection molding, compression molding, or solution casting after dissolution in an organic solvent are typical process used to produce mechanical testing specimens. Researchers target polar thermoplastic materials for producing natural filler composites, such as poly-lactic acid (PLA) and nylon, because of the cellulose hydroxyl (–OH) groups compatibility, as opposed to non-polar matrices that require coupling agents. PLA is produced from renewable resources, melts below the thermal degradation temperature of cellulose, and exhibits improved mechanical properties with the addition of cellulose nanomaterials (Mokhena et al. 2018).
Objective
Before this work, common methods employed to dry cellulose produced agglomerated micron-scale powder CNCs. This research employs the electro-hydro dynamic atomization (EHDA) mechanism to obtain nano-scale dimension powder CNCs from a 3 wt% aqueous suspension. Particle morphologies and dimensions were observed and measured, respectively. The dried nano powder CNCs were then compounded as a mechanical reinforcement filler in a PLA thermoplastic matrix by twin screw extrusion. Micron scale powder CNCs, produced from gas atomization and convection spray drying were compounded and tested for mechanical property comparisons.
Methods
Suspension and ESD specifications
The stock suspension of CNCs was 10.8% (wt) concentration, as obtained from the USDA Forest Products Laboratory (FPL) (Madison, WI), and was decreased using de-ionized (DI) water. The sprayed suspension was composed of 60% ethanol and 40% (wt) DI water mixture at 0.1 and 3% (wt) concentrations of CNCs. The conductivity of the 40/60 ethanol/DI water, and CNC suspensions were 2.2, 4.4 and 107.5 µS/cm, respectively. Four syringes with 11.5 mL of suspension were electrosprayed using 1.5-inch stainless steel needles. The spraying settings are reported in Table 1. The cone-jet formation and suspension atomization were stabilized by making 0.1 kV voltage increments with an analog dial. A 0.1% (wt) concentration produced the smallest dried CNC particles, and the 3% CNC suspension was used to scale-up the experiment. Spray stability was prioritized with minimal droplet formation. Yield (%) and moisture content (MC) were measured using the mass of CNCs deposited subtracted from the mass of the recovered powder CNCs and the mass after drying for 2 h at 105 °C. Mass was measured using an Ohaus EX125D analytical balance (Parsippany, NJ) with 0.01 mg resolution.
Observation and measurement
Each sample was sputter coated with a 6 nm layer of Au/Pd and observed with a Zeiss NVision 40 scanning electron microscope (SEM), and the 20 k micrographs were adjusted to a black and white threshold. An ellipsoid outline was draw over individual particles to approximate particle dimensions using ImageJ software (NIH). The major and minor axis of the ellipsoid gave the length (l) and width (d) dimensions; the respective ratio was used to calculate the aspect ratio (l/d). Ellipsoid boundaries that overlapped were omitted to prohibit including agglomerates in the size measurements The composites were observed with a Cube SEM (EmCrafts Co., Korea).
Compounding and mechanical properties
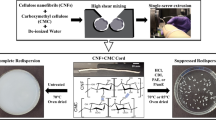
The CNC powder and Ingeo Biopolymer 4043D PLA pellets (Minnetonka, MN) were hand mixed and fed into a co-rotating twin-screw extruder (TSE) (C.W. Brabender Instruments, Inc., S. Hackensack, NJ) with an Intelli-Torque (Plastic-Corder) drive system. Melting and shear mixing the powder ESD CNCs occurred twice. First at a rate of 60 revolutions per minute (RPM) followed by a 150 RPM high shear phase. The total residence time was approximately 4 min. After the composite cooled to room temperature, a pelletizer chopped the pellets for the second mixing. A SD CNC and PLA control group were prepared using the same extrusion schedule. Samples were prepared and tested for comparison. Tensile test specimens were injection molded with a Minijector (Model#50) and mechanical properties were tested on an Instron 5966 (Norwood, MA USA) with a 10 kN load cell according to ASTM D638-14 standard. The mechanical property results were statistically analyzed by comparison of mean values with respect to the different filler types using a Tukey’s Honestly Significant Difference (HSD) test with JMP16 software (JMP, Cary, NC).
Differential scanning calorimetry (DSC)
Thermal analysis with DSC included heating 10 mg of each sample from 20 to 220 °C at 10 °C/min with a 2 min isothermal hold, a cooling cycle from 220 to 20 °C at the same rate with a 2 min hold, and a final heating cycle from 20 to 220 °C at the same rate to measure the crystallinity of PLA and the CNC powder composites. Crystallinity (%) was calculated using the equation:
where \({H}_{m}\), \({H}_{cc}\), \({H}_{f}\), and \({H}_{0}\) were the enthalpy of melting, enthalpy of cold crystallization, enthalpy of 100% crystallized PLA (93.7 J/g) and the weight fraction of PLA.
Results and discussion
CNC suspension concentration and spray morphology
Liquid surface tension and electrical conductivity dictate the use of favorable solvents in ESD methods. Literature recommended a conductivity of 10–11–10–1 S m−1 to produce a stable cone jet formation. Additionally, a proposed limit in liquid surface tension exists at 5.0 × 10 −2 N m−1 in air (Xie et al. 2015). Incorporating ethanol into the liquid component of suspended CNCs reduced surface tension, as evidenced by the ability to spray 3 wt% CNC with ethanol and the inability without. Work from Leta et al. on ethanol water mixture content (v/v) on the liquid surface tension showed decreasing surface tension with the increasing ethanol concentration until approximately 40% where it then exhibited a diminishing effect at higher concentrations. Additionally, conductivity decreased with increasing ethanol concentration (Ieta et al. 2010). However, with the increased concentration of CNCs used in this study, the conductivity increased.
Drying a 0.1% (wt) suspension produced the smallest particles with consistent CNC morphology (not shown) and reduced particle overlap for accurate particle measurements. However, in the case of this work, increasing the percentage of CNCs (wt%) in suspension was required to increase ESD CNC powder production. Additionally, higher concentrations were more difficult to spray because of the failure of the voltage (V) to effectively overcome the suspension’s surface tension. A 4 wt% suspension concentration ceiling for ESD was ascertained through trial and error.
Liquid removal mechanism
The ESD drying dynamics were similar to that seen in SD-CNCs where liquid droplets constrict smaller CNCs into larger agglomerates (Peng et al. 2012). The proposed mechanism for liquid removal in ESD particles was rapid evaporation at room temperature (23 ± 2 °C) and 50 ± 10% RH. In stable cone-jet formation, the electrical stress from charge accumulation on the liquids surface overcame the liquids surface tension stress. Ultra-fine droplets were produced after Taylor cone formation and a column of liquid (jet) broke linearly (varicose) or laterally (whipping instability) to form a mist (Xie et al. 2015). This mist rapidly evaporated and left dried contents on the collection substrate.
Researchers characterized fine water droplet (millimeter scale) evaporation produced via a sprinkler system at atmospheric pressure in a variety of temperature and humidity conditions. The research indicated a range of droplet evaporation rates based on droplet velocity, diameter, temperature, and relative humidity (RH) conditions. Water droplets traveling at 3 m/s with diameters of 0.6 mm exhibited approximately 0.32 loss (%)/sec at 81% relative humidity (RH). At 31 °C and 22% RH, the rate of evaporation was increased significantly to 10%/sec with a droplet diameter of 0.3 mm and speed of 2.5 m/s (Kincaid, D.C.; Longley et al. 1989). The water evaporation loss %/sec decayed exponentially in relation to the increased droplet size. The ESD method produces sub micrometer droplets and in combination with the reduced vapor pressure and evaporation temperature of ethanol in water, the liquid removal rapidly occurs before CNC particles reach the collection plate.
Particle morphology and dimensions
SEM micrographs of ESD dried CNCs, shown in Fig. 3, detail the variable morphologies from 3 wt% suspension. Particle sizes of the nano-scale powder ESD CNCs, ranged from approximately 40–1400 nm in length and 10–500 nm in width. The averages of the measured length, width and aspect ratios are reported in Table 2 and the individual particle distributions are represented by a histogram in Fig. 4. The smallest particles, observed and outlined in Fig. 3c, appeared as agglomerated bundles of the single crystal “rice like” morphology akin to native CNCs and were morphologically unlike most of the recovered particles that were observed by SEM. The small particle widths ranged from 10 to 50 nm and the lengths ranged from 75 to 190 nm with higher aspect ratios, which account for a portion of the smallest particle widths and lengths. After collection, these rice like particle morphologies were not visible in agglomerated powders that were viewed in the SEM micrographs shown in Fig. 3d. The hypothesis for these CNC particle sizes is a function of the encapsulation of CNCs within the nanometer sized droplets when dried. The rice like particles were likely produced from droplets that broke apart after accumulating charge after leaving the capillary and reaching the Raleigh instability limit (Yurteri et al. 2010).

SEM micrographs of powder ESD CNCs on the collection substrate a 2KX b 10KX and c 20KX-showing variable morphologies of particles. d 20KX micrograph of collected powder CNCs (inset) after ESD

Histograms of the measured particles from 3 wt% CNC suspension
Medium and larger sized particles measured 90–490 nm in average width to 220–1010 nm in length. Particle shapes were inconsistent and generally more circular compared to higher aspect ratio and smaller particles. The formation of larger particle sizes, those greater than about 250 nm width, were attributed to a variety of conditions. Larger CNC particles may have developed by coalescing water droplets in midair, and according to work done by Schneider et al., aerosolized liquids containing same charges at close distances may coalesce if the sizes differences were large (Schneider et al. 1965). Once the droplets combined, there were a larger number of CNC particles available for agglomeration during water evaporation. Additionally, in the distribution of aerosolized suspension existed some micron sized droplets that were ejected from the needle tip and dehydrated before collection.
Large particle formation may have occurred with excess water present at the nozzles tip. With the attempt of atomization of water in air, charge accumulation produced a coronal discharge. During this discharge, the jet is disrupted and larger droplets were ejected (Xie et al. 2015). Once the suspension droplet reformed at the capillary tip, the charge then dissipated over the liquids surface, to form the cone, and jet reformation occurred for continued EHDA. This may be avoided by performing EHDA in an inert environment (Gomez and Tang 1994).
Water loss and recovered masses
The mass (mg) of recovered powder ESD CNCs, adsorbed water mass (mg) and dry mass (mg) of ESD CNCs are reported in Table 3. Collecting the particles from the grounded collector with a straight edge razor generated an average recovery of 79% out of the 1380 mg of total dispensed CNCs (wt) contained within the total dispensed suspensions. With the 3 wt% aqueous suspension, the dry weight percentage results were less susceptible to small weight changes and standard deviation of water loss decreased with a COV of 13.6%, shown in Table 3.
The 21% yield loss of ESD CNCs was attributed to positive charge buildup on the surface of the individual CNC agglomerates and inter-particle repulsion. Although the electric field propelled dried CNCs towards the grounded collector, electrostatic repulsion at the tip of the needles directed dried CNCs from the collection substrate and onto other surfaces in the drying chamber. This phenomenon can be remediated by using a counter electrode and can also improve particle size uniformity (Yurteri et al. 2010). The particles that strongly adhered onto the Al foil substrate likely accounted for the remaining loss in recovered particles. After fibers accumulated on top of the initial layers, recovery required little effort. With the lab scale ESD equipment, processing of a 3% (wt) suspension of CNCs with 4 syringes at 8 µL/min at 80% efficiency, produced 1 g of powder in approximately 22 h. In comparison to SD CNCs, a semi-industrial spray dryer produces multiple kilograms of dried cellulose powders in a day (PDC). Increased throughput of ESD CNCs can significantly reduce the required time to produce nano powder but may increase the particle’s size, with respect to the volumetric concentration and dimensions in suspension (Yurteri et al. 2010).
Mechanical properties of PLA/CNC composite
The PLA resin used in this study was a general-purpose film and 3D printing feedstock. The low fiber percent (wt) references obtained from literature were targeted for film applications and are listed in Table 4. The Number 2 and 3 resins included in the mechanical property summary were very similar in film application to the ones used in this study but differ in the chemical reactivity and acid–base characteristics. The respective mechanical properties of neat and compounded materials are listed in Table 5. With respect to surface interactions, the surface area of the nano and micron particle sizes presumably improved the stress transfer during tensile testing as a function of interfacial interaction. However, the dispersive energies of spray dried CNCs versus PLA are dissimilar. Literature reported thermoplastic PLA surface energy to be 32 mJ/m2 (Cava et al. 2007). Furthermore, SD powder CNCs ranged between 55 and 70 mJ/m2 depending on the processing method and size (Peng and Gardner 2015). These surface attributes can help determine whether CNC particles will spontaneously mix throughout the polymer matrix or prefer self-interactions when in close proximity (Colijn and Schroën 2021).
For this preliminary study, Fig. 6 presents the comparison of the neat PLA mechanical properties and PLA reinforced with nano powder (ESD) and micron powder (SD). Both the ESD and SD CNC categories showed improvements over the neat PLA with a respective 10 and 5% increase in tensile strength. The nano powder CNCs improved the strength of PLA from 56.8 ± 3.5 (MPa) to 62.5 ± 1.1 (MPa) compared to the micron powder CNCs PLA composite at 59.7 ± 2.0 MPa, as reported in Table 5. Strength improvements, shown in Fig. 5 were attributed to the reduced particle sizes of nano powder CNCs vs the micron scale powder CNCs and good dispersion of nano powder CNCs throughout the thermoplastic matrix as shown in Fig. 5f. The dispersion was achieved through rigorous shear mixing with the TSE during compounding. The ESD CNCs at 0.5% (wt) content were statistically determined by a Tukey’s HSD mean comparison to significantly improve the tensile strength of PLA.

SEM images at ×250 and x5k of neat PLA (a, b) micro-CNC in PLA (c, d) and nano CNC in PLA (e–f) tensile specimen break surface
In earlier studies, researchers filled an injection molded PLA, with similar resin characteristics and CNC loading levels (Tables 4 & 5). The PLA resin was compounded with a FD high lignin content CNCs (HLCNC) and the fiber loading levels studied ranged from 0.5 to 5 wt% CNCs (Wei et al. 2018). The FD HLCNC/PLA tensile strength was 61.2 ± 0.8 MPa with 0.5 wt% reinforcement. The author reported the HLCNCs surface area of 29.3 ± 0.2 m2/g while the lignin coated CNCs (BLCNC), a commercial SD CNC powder, was twenty times lower. The BLCNC composite tensile strength of 60.3 ± 1.3 was slightly higher than the 59.7 ± 2.0 SD CNCs that were used in this study. Composite films, produced with 1% FD CNCs derived from coffee silverskin, were produced by extrusion and compression molding methods. The FD CNCs improved the PLA matrix tensile strength to 54.6 MPa by 3% to 56.2 MPa (Sung et al. 2017). The last study produced solvent cast composite films with a green solvent surface modified benzoic esterified CNC pretreatment. These films showed a 13% improvement with 1% (wt) CNCs but the samples were solvent cast, as opposed to thermally compounded PLA.
The elastic modulus values (in bold text for this work), along with reference values for comparison, are listed in Table 5. Figure 6 illustrates the values in comparison to the nano and micron scale powder composite PLA sample groups in this study. Neat PLA elastic modulus results were 3.3 ± 0.4 GPa, while nano powder and micron powder CNCs used in this study were 3.7 ± 0.3 (+ 10%) and 3.4 ± 0.2 (+ 1%) GPa, respectively. Statistical analysis by Tukey’s HSD showed no significant improvements in mean comparison but the improvements in PLA composites containing the nano powder CNCs were attributed to multiple factors. Cellulose has a naturally high stiffness and increases the composite stiffness when evenly distributed into a polymer matrix, even in a matrix that lacks interfacial compatibility (Gardner et al. 2015; Gwon et al. 2018). Additionally, as the particle size decreased, the surface area increased along with the capacity for close proximity interfacial interactions (Gardner and Tajvidi 2016; Wohlert et al. 2022). Since PLA is polar and surface chemical interactions increase fiber to matrix bonding, the interface resisted the mechanical forces separating the matrix and cellulose until plastic deformation and failure occurred. Chemical functionality treatments, like the benzoic esterified CNCs produced by Shojaeiarani et al., improve those interactions and provide benefits like a 42% improvement in elastic modulus from 3.3 to 4.3 GPa (Shojaeiarani et al. 2018). An analogous result was observed to a lesser degree in the lignin coated example, where the elastic modulus improved 14% with 0.5% (wt) FD HLCNCs and 10% with 0.5% (wt) SD BLCNCs. Further improvements were obtained with 1% (wt) in both categories (Wei et al. 2018). From a morphological perspective in this study, a portion of the nano powder CNCs exhibited higher aspect ratios than the micron powder CNCs and may have reduced crack initiation and propagation. Finally, small particles in thermoplastic matrices are known nucleating agents, which is proposed in nano-powder composites, to increase the PLA crystallinity and therefore the composite stiffness (Zhang et al. 2018). The proposed mechanism involved CNCs as a polymer chain immobilizer within the composite matrix (Sullivan et al. 2015).

The tensile yield strength and elastic modulus properties of nano scale and micron scale powder PLA composite (left) and change (Δ) percentage (%) from neat PLA (right)
Differential scanning calorimetry (DSC)
Natureworks 4043D neat PLA polymer crystallinity (Xc %) is relatively low (1.2) (Ortenzi et al. 2020). Analysis with DSC showed little change to the Xc of PLA (1.3 ± 0.4), listed in Table 6, with the addition of both micron (1.0 ± 0.3) and nano scale (1.2 ± 0.3) powder CNCs. However, there was a reduction in the temperature of cold crystallization (Tcc) and melting temperature (Tm), which was attributed to the aforementioned chain immobilization and small nucleating effect from the addition of CNCs in PLA (Dhar et al. 2016). The incremental change contributed very little to the proposed mechanical improvements, which were presumably more affected by the increased surface area of the nano-scale powder and its interfacial compatibility with the PLA matrix.
Scalability
With increased Q and a higher V to match the increased flow, a stable cone-jet formation is possible. Given these conditions or an increase in syringes, the process shows great potential for scaling up to pilot and or commercial production rates. With current laboratory scale equipment and settings, obtaining 1 g of dried CNC is time intensive. Currently, the electrostatic repulsion, as observed in Fig. 2, contributes to angular deviations in the formation of the spray cone that contributes to powder loss. Some machine configurations involve a circular arrangement where a counter electrode is used to reduced repulsion and increase throughput (Yurteri et al. 2010). The purpose of a counter electrode is to balance the surface charge on the droplets and increase the pumping rates as well as decrease material losses that are affected by surface charge repulsion. Ongoing work to increase ESD productivity includes using hemispherical tips, like those used in the referenced literature (Morad et al. 2016; Rajabi et al. 2018), that can reduce the sprayed liquid’s surface tension and increase particle production rates to compete with the pounds per day capacity of SD CNC powders.
Conclusions
Nano-scale powder CNCs were produced using the electrospray drying technique. The particle dimensions, measured with digital particle size analysis of SEM micrographs, were on average 78 nm in width and 307 nm in length with an average aspect ratio of 4. The dimensions of dried CNCs were characteristic of the variations in their morphology. An average of 1152.6 mg of powder CNCs were recovered after ESD 1380 mg from the 3% (wt) concentration of CNCs in suspension. Approximately 79% of the deposited fibers were dried and ready for TSE composite production in a thermoplastic matrix. Upon mechanical testing a CNC/PLA composite, addition of 0.5% ESD CNCs in PLA improved tensile strength and elastic modulus 9.9% to 62.5 ± 1.1 MPa and by 10.3% to 3.7 ± 0.3 GPA, respectively. These results exhibit higher mechanical properties in comparison to the micron SD powder CNCs compounded in PLA.
Future work
Future work entails altering the deposition feed rate and modifying the collection process with additional hardware to improve the yield of nano scale powder CNCs. Future analysis of powder CNCs will focus on the surface energy, surface modification for application in a non-polar polymer matrix and thermoplastic compounding at higher wt.% filler. Further experiments will involve testing composite crystallinity, thermal and mechanical properties of PLA reinforced with ESDCNCs.
Data availability
Data is available within the article or its supplementary materials. Raw data is available upon reasonable request and express third-party consent.
References
Cava D, Gavara R, Lagarón JM, Voelkel A (2007) Surface characterization of poly(lactic acid) and polycaprolactone by inverse gas chromatography. J Chromatogr A 1148:86–91. https://doi.org/10.1016/j.chroma.2007.02.110
Colijn I, Schroën K (2021) Thermoplastic bio-nanocomposites: from measurement of fundamental properties to practical application. Adv Colloid Interface Sci 292:102419. https://doi.org/10.1016/j.cis.2021.102419
Dhar P, Bhasney SM, Kumar A, Katiyar V (2016) Acid functionalized cellulose nanocrystals and its effect on mechanical, thermal, crystallization and surfaces properties of poly ( lactic acid ) bionanocomposites films : a comprehensive study. Polymer (guildf) 101:75–92. https://doi.org/10.1016/j.polymer.2016.08.028
Foster EJ, Moon RJ, Agarwal UP et al (2018) Current characterization methods for cellulose nanomaterials. Chem Soc Rev 47:2609–2679. https://doi.org/10.1039/c6cs00895j
Gardner D, Tajvidi M (2016) Hydrogen bonding in wood-based materials: an update. Wood Fiber Sci 48:234–244
Gardner DJ, Han Y, Wang L (2015) Wood-plastic composite technology. Curr for Rep 1:139–150. https://doi.org/10.1007/s40725-015-0016-6
Gomez A, Tang K (1994) Charge and fission of droplets in electrostatic sprays. Phys Fluids 6:404–414. https://doi.org/10.1063/1.868037
Gomez A, Bingham D, De Juan L, Tang K (1998) Production of protein nanoparticles by electrospray drying. J Aerosol Sci 29:561–574. https://doi.org/10.1016/S0021-8502(97)10031-3
Gwon JG, Cho HJ, Lee D et al (2018) Physicochemical and mechanical properties of polypropylene-cellulose nanocrystal nanocomposites: effects of manufacturing process and chemical grafting. BioResources 13:1619–1636. https://doi.org/10.15376/biores.13.1.1619-1636
Hogan CJ, Yun KM, Chen DR et al (2007) Controlled size polymer particle production via electrohydrodynamic atomization. Colloids Surfaces A Physicochem Eng Asp 311:67–76. https://doi.org/10.1016/j.colsurfa.2007.05.072
Ieta A, Primrose J, Quill D et al (2010) Electrospray onset study of water-ethanol mixtures. ESA Annual Meeting on Electrostatics 2010:1–11
Kincaid DC, Longley TS, Kincaid DC, Longley TS (1989) Water droplet evaporation and temperature model. Am Soc Ag Eng 32:457–463
Le NT, Myrick JM, Seigle T et al (2018) Mapping electrospray modes and droplet size distributions for chitosan solutions in unentangled and entangled concentration regimes. Adv Powder Technol 29:3007–3021. https://doi.org/10.1016/j.apt.2018.10.006
Mittal N, Ansari F, Gowda Krishne V et al (2018) Multiscale control of nanocellulose assembly: transferring remarkable nanoscale fibril mechanics to macroscale fibers. ACS Nano 12:6378–6388. https://doi.org/10.1021/acsnano.8b01084
Mokhena TC, John MJ (2020) Cellulose nanomaterials: new generation materials for solving global issues. Cellulose 27:1149–1194. https://doi.org/10.1007/s10570-019-02889-w
Mokhena TC, Sefadi JS, Sadiku ER et al (2018) Thermoplastic processing of PLA/cellulose nanomaterials composites. Polymers Basel. https://doi.org/10.3390/polym10121363
Moon RJ, Schueneman GT, Simonsen J (2016) Overview of cellulose nanomaterials, their capabilities and applications. Jom 68:2383–2394. https://doi.org/10.1007/s11837-016-2018-7
Moon RJ, Martini A, Nairn J, et al (2011) Cellulose nanomaterials review: structure, properties and nanocomposites.
Morad MR, Rajabi A, Razavi M, Pejman Sereshkeh SR (2016) A very stable high throughput Taylor Cone-jet in electrohydrodynamics. Sci Rep. https://doi.org/10.1038/srep38509
Ortenzi MA, Gazzotti S, Marcos B et al (2020) Synthesis of polylactic acid initiated through biobased antioxidants: towards intrinsically active food packaging. Polymers Basel. https://doi.org/10.3390/POLYM12051183
PDC (Process Development Center) UMaine Nanomaterial Pilot Plant. In: umaine.edu. https://umaine.edu/pdc/nanocellulose/umaine-nanomaterial-pilot-plant/
Peng Y, Gardner DJ (2015) Surface energy of cellulosic materials: the effect of particle morphology, particle size, and hyxroxyl number. TAPPI J 14:565–576
Peng Y, Han Y, Gardner DJ et al (2012) Spray-drying cellulose nanofibrils: effect of drying process parameters on particle morphology and size distribution. Wood Fiber Sci 44:448–461
Peng Y, Gardner DJ, Han Y et al (2013) Influence of drying method on the material properties of nanocellulose I: thermostability and crystallinity. Cellul 20:2379–2392. https://doi.org/10.1007/s10570-013-0019-z
Rajabi A, Javadi E, Pejman Sereshkeh SR et al (2018) Experimental characterization of an extended electrohydrodynamic cone-jet with a hemispherical nozzle. Phys Fluids 30:114108. https://doi.org/10.1063/1.5037991
Rosell-Llompart J, Grifoll J, Loscertales IG (2018) Electrosprays in the cone-jet mode: from Taylor cone formation to spray development. J Aerosol Sci 125:2–31. https://doi.org/10.1016/j.jaerosci.2018.04.008
Schneider JM, Lindblad NR, Hendricks CD (1965) An apparatus to study the collision and coalescence of liquid aerosols. J Colloid Sci 20:610–616. https://doi.org/10.1016/0095-8522(65)90039-5
Shojaeiarani J, Bajwa DS, Stark NM (2018) Green esterification: a new approach to improve thermal and mechanical properties of poly(lactic acid) composites reinforced by cellulose nanocrystals. J Appl Polym Sci 135:1–8. https://doi.org/10.1002/app.46468
Sullivan EM, Moon RJ, Kalaitzidou K (2015) Processing and characterization of cellulose nanocrystals/polylactic acid nanocomposite films. Materials basel 8:8106–8116. https://doi.org/10.3390/ma8125447
Sung SH, Chang Y, Han J (2017) Development of polylactic acid nanocomposite films reinforced with cellulose nanocrystals derived from coffee silverskin. Carbohydr Polym 169:495–503. https://doi.org/10.1016/j.carbpol.2017.04.037
Wei L, Agarwal UP, Matuana L et al (2018) Performance of high lignin content cellulose nanocrystals in poly(lactic acid). Polymer (guildf) 135:305–313. https://doi.org/10.1016/j.polymer.2017.12.039
Wohlert M, Benselfelt T, Wågberg L et al (2022) Cellulose and the role of hydrogen bonds: not in charge of everything. Cellulose 29:1–23. https://doi.org/10.1007/s10570-021-04325-4
Xie J, Jiang J, Davoodi P et al (2015) Electrohydrodynamic atomization: a two-decade effort to produce and process micro-/nanoparticulate materials. Chem Eng Sci 125:32–57. https://doi.org/10.1016/j.ces.2014.08.061
Yalcinkaya B, Yener F, Jirsak O, Cengiz-Callioglu F (2013) On the nature of electric current in the electrospinning process. J Nanomatr 2013:1–10. https://doi.org/10.1155/2013/538179
Yurteri CU, Hartman RPA, Marijnissen JCM (2010) Producing pharmaceutical particles via Electrospraying with an emphasis on nano and nano structured particles–A review. KONA Powder Part J 28:91–115. https://doi.org/10.14356/kona.2010010
Zhang X, Shi J, Ye H et al (2018) Combined effect of cellulose nanocrystals and poly(butylene succinate) on poly(lactic acid) crystallization: the role of interfacial affinity. Carbohydr Polym 179:79–85. https://doi.org/10.1016/j.carbpol.2017.09.077
Acknowledgments
The authors would first like to thank the National Science Foundation’s Research Experience for Undergraduate 1757529 and the Army Corp of Engineers, Engineer and Research Development Center under contract number W15QKN-17-9-8888 for funding. The authors also thank the Advanced Structures and Composite Center’s staff and students who helped facilitate the research at the University of Maine. Special thanks to the University of Maine’s Electron Microscopy lab and Dr. Emma Perry for sample preparation and technical expertise in operation of the Zeiss SEM.
Funding
Initial funding was provided through the National Science Foundation’s (NSF) “Explore It! Building the Next Generation of Sustainable Bioproduct Researchers” (EEC-1757529)–Research Experience for Undergraduates (REU) at the University of Maine—Forest Bioproducts Research Institute (FBRI). Additional funding supporting the continuation of the work was sponsored by the U.S. Army Engineer Research and Development Center (ERDC) under CEED-17–0018 “Engineered Energy Efficient and Log Logistic Burden Materials and Processes” and executed under Contract Number W15QKN-17–9-888.
Author information
Authors and Affiliations
Contributions
DJG, LW and JES contributed to the conception. JES contributed to the design of experiments and GB contributed to the material preparations, data collection and initial analysis. Further analysis and manuscript writing was completed by JES. The final manuscript was reviewed and accepted by GB, LW, and DJG.
Corresponding author
Ethics declarations
Conflict of interest
The authors declare no competing interests.
Ethical approval
No humans or animals subjects used for this study.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Sanders, J.E., Wang, L., Brinkley, G. et al. Production of nano-scale cellulose nanocrystal powder via electrospray drying (ESD) for sustainable composites. Cellulose 30, 6303–6315 (2023). https://doi.org/10.1007/s10570-023-05217-5
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s10570-023-05217-5