
Abstract
The fabrication of 45° micromirrors by silicon anisotropic etching in potassium hydroxide (KOH) and tetramethylammonium hydroxide (TMAH) solutions containing organic additives is investigated in this paper. The reflective planes are formed by {110} sidewall planes inclined at 45° towards the Si (100) wafer. Isopropyl alcohol and Triton X-100 surfactant are used as additives, because they are supposed to provide the etch rate ratio R(100)/R(110) > 1, which is necessary for {110} sidewalls development. The fabricated spatial microstructures with 45° sidewalls are examined in terms of the {110} surface roughness and the quality of the {110} sidewall profile. The KOH solution saturated with the alcohol gives the striped {110} surface, though the stripes almost disappear after addition of Triton surfactant to KOH and TMAH etchants. The 45° sidewall profiles fully defined by {110} planes are obtained in KOH as well as TMAH solutions containing additives. The measurements of micromirrors’ reflectivity indicate that replacement of the alcohol by Triton surfactant in the KOH solution reduces the optical power loss caused by the reflection. The achieved reflectivity is comparable with the one obtained by etching in the TMAH solution with surfactant.
Similar content being viewed by others

Avoid common mistakes on your manuscript.
1 Introduction
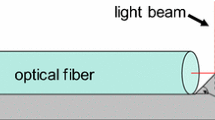
Wet chemical anisotropic etching of silicon is widely used for bulk micromachining in MEMS and MOEMS technology because of the relatively low cost of the process and the exact geometries of the fabricated microstructures. The anisotropic etching method is especially interesting for manufacturing of micromirrors inclined at 45° towards the substrate. Such micromirrors, which provide 90° out-of-plane reflection, can be applied for optical switching or interconnecting (Helin et al. 2000; Yang et al. 2007; Hsiao et al. 2009; Xu et al. 2010). In the commercially available Si (100) wafer, the micromirrors’ inclination of 45° towards the bottom surface can be defined by {110} sidewall planes. Moreover, the 45° micromirrors can be fabricated together with V-grooves for optical fibers alignment in a one technological step (see Fig. 1). The main goal of this technology is to achieve smooth mirror-like {110} surfaces and micromirror sidewalls fully defined by 45° {110} planes.

a Illustration and b top view of reflection of a light beam (coming out of an optical fiber aligned in a groove) from 45° {110} micromirror fabricated in Si (100) wafer; c cross-sectional view of optical fiber alignment in a groove
The {110} planes can develop in the sidewalls on condition that the edges of the etching mask are aligned perpendicularly to 〈100〉 directions and the etch rate ratio R(100)/R(110) is higher than one. The fulfillment of the latter condition depends on the composition of etching solution. The solutions containing surface active organic compounds (such as alcohols and surfactants) are often used for fabrication of {110} sidewalls. The molecules of the compounds are supposed to preferentially adsorb on the {110} surface, hindering access of the reactants and, thus, slowing down the etching process. As a result, the {110} planes can develop in the sidewalls in 〈100〉 directions (see Fig. 2).

Schematic illustration of adsorption of surface active compound molecules on {110} surface during silicon anisotropic etching in alkaline solution. The molecules adsorb with their hydrocarbon chains
The {110} sidewalls were obtained in ethylenediamine pyrocatechol (EDP) and potassium hydroxide/isopropyl alcohol [KOH/IPA (also called isopropanol)] mixtures, in which the etch rate ratio R(100)/R(110) > 1 occurred (Backlund and Rosengren 1992; Strandman et al. 1995). Although the smooth {110} surface was achieved in EDP, this etchant is carcinogenic and highly corrosive and, for that reason, is not used in mainstream fabrication of semiconductor devices. On the other hand, the KOH solution saturated with isopropanol yielded rough {110} planes. Furthermore, saturation of the KOH solution with other alcohols also did not give the smooth {110} surfaces (Rola and Zubel 2011a, b; Zubel and Rola 2011). The certain improvement of the smoothness of {110} planes appeared in the KOH solutions with alcohols below the saturation level, but the (100) surfaces were covered pyramidal hillocks (Zubel et al. 2011; Rola and Zubel 2013). What is more, maintaining the constant composition of the non-saturated solution would be problematic.
The tetramethylammonium hydroxide (TMAH) solution containing Triton X-100 nonionic surfactant was proposed for silicon etching by Resnik et al. (2005). This etching mixture allowed one to obtain high etch rate ratio R(100)/R(110) and relatively smooth {110} sidewalls. Another nonionic surfactant NCW-1002 was also applied for TMAH etching of {110} micromirrors (Xu et al. 2010, 2011; Yagyu et al. 2010). The etching processes resulted in smooth {110} planes, though the rounded profile of {110} sidewalls in the cross section was reported by Xu et al. (2011).
In this paper, Triton X-100 surfactant is suggested as an additive to KOH solution in the 45° micromirrors fabrication process. Because of the lower price, the KOH solution could be an alternative to TMAH etchant. The microstructures with 45° sidewalls fabricated in the KOH/Triton solutions are compared to the ones obtained in the KOH/IPA and TMAH/Triton etching systems. The surface morphology and the profile quality of {110} sidewall planes as well as reflectivity of {110} mirrors are taken into consideration.
2 Experimental details
P-type silicon wafers with (100) and (110) orientations of 2–10 Ω cm resistivity were used in the experiments. The (100) wafers were patterned in the photolithography process to form the rectangular etching windows in the SiO2 mask. The edges of the etching masks were aligned perpendicularly to 〈100〉 directions, in which the {110} sidewalls inclined at 45° towards the (100) bottom were supposed to develop. The etching experiments of the (100) wafers were carried out in alkaline solutions containing organic additives, at elevated temperatures. Four compositions of the solutions were selected:
-
2 M KOH saturated with IPA,
-
25 % TMAH containing 200 ppm of Triton X-100 surfactant,
-
2 M KOH containing 20 ppm of Triton X-100 surfactant,
-
2 M KOH containing 60 ppm of Triton X-100 surfactant.
The low concentration of (2 M) KOH solution was chosen because it proved to produce the best parameters of 45° micromirrors (Rola and Zubel 2011b), while the 25 % TMAH solution with Triton concentration close to 200 ppm was reported to provide the high etch rate ratio R(100)/R(110) and the smooth 45° mirror planes (Resnik et al. 2005). The amounts of Triton for the KOH solutions were selected during the authors’ preliminary experiments.
The etching processes were conducted at 75 °C in the case of the KOH/IPA and TMAH/Triton solutions and at 90 °C for the KOH/Triton solutions. The mechanical agitation (210 rpm) was applied in all etching experiments. The quality of the etched micromirror structures was evaluated by scanning electron microscopy (SEM).
Additionally, to investigate the effect of Triton on the {110} surface, the (110) wafers were etched in the agitated 3 M KOH solution saturated with IPA and unagitated 2 M KOH solution containing 30 ppm of Triton surfactant, at 75 °C. The surface roughness and morphology of these surfaces was examined using atomic force microscopy (AFM).
The fabricated {110} micromirror sidewalls were characterized in terms of their reflective properties. Light beam with 1,550 nm wavelength was generated by SANTEC tunable laser with tuning wavelengths accuracy at 1 pm. The beam was directed into the sample by pigtailed single mode fiber, aligned in the sample’s groove to obtain the maximum value of optical power. Fiber’s end used in the characterization setup was prepared by electrical splicer. The light reflected from the micromirror at an angle of 90° was directed to a microscope through magnifying optics which were also used to control fiber positioning accuracy in the grooves. In the next step the optical signal was collected by the InGaAs photodetector with spectral range of 700–1,800 nm and then analyzed by a digital oscilloscope. Optical power intensity reflected from micromirror was directly proportional to the voltage read from the oscilloscope. Reference measurement of a groove without micromirror was performed in the same way. The scheme of the measurement system is shown in Fig. 3.

Scheme of measuring system of reflective properties of 45° {110} micromirrors
3 Results and discussion
The results of AFM measurements of Si (110) surfaces etched in two different solutions are shown in Fig. 4. The surface morphology of (110) surface displays a striped pattern after etching in the KOH solution saturated with isopropanol. However, the surface is smoothed and the average surface roughness (Ra) is decreased in the KOH solution with Triton. These AFM measurements indicate that Triton surfactant could be used instead of IPA for fabrication of smooth {110} micromirrors of 45° inclination.

AFM images of Si (110) surfaces etched in a KOH saturated with IPA (Rola and Zubel 2011a), b KOH with 30 ppm of Triton
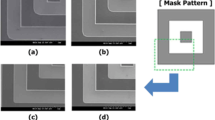
Figure 5 presents the SEM images of the grooves with reflective {110} sidewall planes at their ends fabricated by anisotropic etching in solutions of different compositions. The {110} planes are patterned with stripes after etching in the KOH solution with isopropanol, whereas the striped pattern is considerably less pronounced in the TMAH/Triton solution. These results are in a good agreement with those reported in the literature (Backlund and Rosengren 1992; Strandman et al. 1995; Resnik et al. 2005). The stripes almost do not appear on the {110} surface when 20 ppm of Triton is added to the KOH etchant. Although the (100) surface is covered with hillocks, they are relatively small and, therefore, would be rather negligible when an optical fiber was aligned in the groove. Increasing of Triton concentration from 20 to 60 ppm reduces the hillocks coverage and further smoothes the {110} surface, but the spatial microstructure becomes less regular in the {111} corner. Generally, the {111} planes are well developed in the case of the KOH/Triton solutions. As a result, the groove must be wide enough to avoid developing of the {111} planes instead of the {110} plane at the end of the groove.

SEM images of structures with grooves and micromirrors formed by {110} sidewalls inclined at 45° towards the (100) surface etched in a KOH saturated with IPA, b TMAH with 200 ppm of Triton, c KOH with 20 ppm of Triton and d KOH with 60 ppm of Triton
The views of {110} sidewall profiles are shown in Fig. 6. In the case of the KOH/IPA and TMAH/Triton solutions, the sidewalls are fully defined by {110} planes inclined at 45° towards the (100) bottoms. When the Triton surfactant is added to KOH, the {110} sidewalls also make practically perfect angles of 45° with the (100) surfaces, though slight deviations can be observed at the bottom and the top of the sidewalls.

SEM images of the cross sections of {110} sidewalls etched in the (100) wafer in a KOH saturated with IPA, b TMAH with 200 ppm of Triton, c KOH with 20 ppm of Triton and d KOH with 60 ppm of Triton
The results of reflectivity measurements of fabricated 45° {110} micromirrors are shown in Fig. 7. The use of Triton surfactant instead of IPA in the KOH solution gives the significant improvement of reflectivity of the micromirrors (from about 45 to 47 %). This is not surprising since the surface roughness of the {110} planes are considerably reduced (compare Fig. 4a with b and Fig. 5a with c). When the surfactant concentration is increased, the reflectivity rises (up to about 50 %), which can also be explained in terms of the surface roughness reduction (compare Fig. 5c with d).

Percentage of light reflected from 45° micromirrors fabricated by etching in a KOH saturated with IPA, b TMAH with 200 ppm of Triton, c KOH with 20 ppm of Triton and d KOH with 60 ppm of Triton
In general, the reflectivity obtained in the KOH/Triton solutions is comparable with that achieved in the TMAH/Triton mixture (about 49 %), which makes the former etchant composition potentially attractive for 45° micromirrors fabrication. KOH is less expensive than TMAH, which can be important in the mass production of MOEMS devices. On the other hand, the low etch rate of the (100) plane in the KOH solutions with Triton (see Table 1) is a certain drawback of this etching mixture, because it would slow down the fabrication process. The relatively large development of {111} planes in the corners of the grooves in the KOH/Triton solutions might also be a problem, but this would not matter if the V-groove array with the common 45° micromirror was used (Hsiao et al. 2009).
The reflectivity about 50 % obtained in the KOH solution with 60 ppm of Triton seems to be a good result if one realizes that silicon surface reflectivity is generally not high. For example, the reflectivity of {111} planes up to 60 % at the same light wavelength was achieved in the KOH solution by Sadler et al. (1997). The {111} planes are commonly considered to be the smoothest after wet anisotropic etching. Hence, the reflectivity of 45° micromirrors could be increased a little by smoothing of {110} surface by modifying of the KOH/Triton solution composition. Additionally, the {110} reflective sidewalls could be coated with metal film (e.g. gold) to improve the reflectivity further (Hsiao et al. 2009; Xu et al. 2011). The above mentioned issues are the challenge for the future research on silicon 45° micromirrors fabrication.
4 Summary
Addition of Triton X-100 surfactant to 2 M KOH solution resulted in improvement of surface morphology of {110} plane in relation to 2 M KOH solution saturated with isopropanol. Increasing Triton concentration from 20 to 60 ppm smoothed slightly the {110} surface, though the spatial structure became a little less regular. The micromirror sidewall profiles were practically fully defined by {110} planes inclined at 45° towards the (100) bottom in all used etching solutions. The optical reflectivity of {110} micromirrors increased from approximately 45 to 50 % when Triton surfactant was used instead of the alcohol and it was comparable with the reflectivity (about 49 %) of the micromirror fabricated in the 25 % TMAH solution containing 200 ppm of Triton.
Due to the low cost of KOH/Triton solution could be an alternative to TMAH/Triton mixture for fabrication of silicon 45° micromirrors. The drawback of the former solution composition is the comparatively low etch rate of (100) plane, which should be overcome in the future research. The effort to further increase the reflectivity of the micromirrors should be made as well.
References
Backlund Y, Rosengren L (1992) New Shapes in (100) Si using KOH and EDP etches. J Micromech Microeng 2:75–79
Helin P, Mita M, Bourouina T, Reyne G, Fujita H (2000) Self-aligned micromachining process for large-scale, free-space optical cross-connects. J Lightwave Technol 18:1785–1791
Hsiao H-L, Lan H-C, Chang C-C, Lee C-Y, Chen S-P, Hsu C-H, Chang S-F, Lin Y-S, Kuo F-M, Shi J-W, Wu M-L (2009) Compact and passive-alignment 4-channel × 2.5-Gbps optical interconnect modules based on silicon optical benches with 45° micro-reflectors. Opt Express 17:24250–24260
Resnik D, Vrtacnik D, Aljancic U, Mozek M, Amon S (2005) The role of Triton surfactant in anisotropic etching of {1 1 0} reflective planes on (1 0 0) silicon. J Micromech Microeng 15:1174–1183
Rola K, Zubel I (2011a) Modifying of etching anisotropy of silicon substrates by surface active agents. Cent Eur J Phys 9:410–416
Rola K, Zubel I (2011b) 45° Micromirrors fabricated by silicon anisotropic etching in KOH solutions saturated with alcohols. 2011 international students and young scientists workshop, pp 110–114
Rola K, Zubel I (2013) Impact of alcohol additives concentration on etch rate and surface morphology of (100) and (110) Si substrates etched in KOH solutions. Microsyst Technol 19:635–643
Sadler DJ, Garter MJ, Ahn CH, Koh S, Cook AL (1997) Optical reflectivity of micromachined {111}-oriented silicon mirrors for optical input–output couplers. J Micromech Microeng 7:263–269
Strandman C, Rosengren L, Elderstig HGA, Backlund Y (1995) Fabrication of 45° Mirrors together with well-defined V-grooves using wet anisotropic etching of silicon. J Microelectromech Syst 4:213–219
Xu YW, Michael A, Kwok CY, Peng GD (2010) Detail study on the rear 45° micromirror smoothness on (100) Si substrates. Proced Eng 5:858–861
Xu YW, Michael A, Kwok CY (2011) Formation of ultra-smooth 45° micromirror on (1 0 0) silicon with low concentration TMAH and surfactant: techniques for enlarging the truly 45° portion. Sens Actuators A 166:164–171
Yagyu H, Yamaji T, Nishimura M, Sato K (2010) Forty-five degree micromirror fabrication using silicon anisotropic etching with surfactant-added tetramethylammonium hydroxide solution. Jpn J Appl Phys 49:096503
Yang Y, Liao B, Kuo W (2007) A novel 2 × 2 MEMS optical switch using the split cross-bar design. J Micromech Microeng 17:875–882
Zubel I, Rola K (2011) Micromirrors inclined at 45° towards Si substrates fabricated by anisotropic etching. Opt Appl 41:423–430
Zubel I, Rola K, Kramkowska M (2011) The effect of isopropyl alcohol concentration on the etching process of Si-substrates in KOH solutions. Sens Actuators A 171:436–445
Acknowledgments
This work was co-financed by Polish Ministry of Science and Higher Education under the grant no. N N515 497140, by the European Union within European Regional Development Fund, through grant Innovative Economy (POIG.01.01.02-00-008/08-05) and by Wroclaw University of Technology statutory grant. Fellowship co-financed by European Union within European Social Fund (K.P.R.). Project “Interuniversity Didactic-Technological Center ‘TECHNOPOLIS’ in Wrocław” co-funded by European Union from the funds of European Regional Development Fund under the Infrastructure and Environment Programme, no UDA-POIS.13.01-021/09-00 is greatly acknowledged for SEM pictures/maps.
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
Open Access This article is distributed under the terms of the Creative Commons Attribution License which permits any use, distribution, and reproduction in any medium, provided the original author(s) and the source are credited.
About this article
Cite this article
Rola, K.P., Ptasiński, K., Zakrzewski, A. et al. Silicon 45° micromirrors fabricated by etching in alkaline solutions with organic additives. Microsyst Technol 20, 221–226 (2014). https://doi.org/10.1007/s00542-013-1859-z
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00542-013-1859-z