
Abstract
Sheet metals such as titanium alloys, steel alloys, and aluminum alloys are significant materials due to their importance among everyday life products as well as high-strength applications in aircraft, ships, automobiles, construction, military, and marine purposes. Recently, laser cutting is one of the best and fastest non-conventional methods to cut sheet metals, so it is necessary to understand how laser cutting parameters affect cutting quality. A comprehensive review was presented to investigate how laser cutting parameters affect the cut surface and kerf quality and which parameters affect cutting quality the most. An overview of the advantages of laser cutting when compared to other methods of machining was presented. In addition, a description of the laser cutting method and the different sources of laser were presented with clearing the range of thicknesses of the cut material for each source and their advantages. Also, a description of the properties and the applications of the studied materials were discussed. The performance parameters ofcutting were illustrated in detail by graphs and equations. The research analysis and discussion were discussed in such organized details by tables and graphs which show the full classification of the studied papers. It was found that the best conditions to obtain low surface roughness, small HAZ width, small kerf width, and small kerf angle are using low laser power, high cutting speed, medium gas pressure, high standoff distance, medium pulse frequency, medium pulse width, small nozzle diameter, small thickness, and nitrogen as an assist gas.
Similar content being viewed by others


Avoid common mistakes on your manuscript.
1 Introduction
1.1 The definition and the applications of the laser cutting process
Laser cutting process is one of the advanced machining processes which use thermal energy for cutting without direct contact with the workpiece. Laser is an abbreviation for “light amplification by stimulated emission of electromagnetic radiation” which is used for producing a monochromatic coherent light beam. Because of its spatial coherence property, which enables lasers to be focused on a small area, they can be utilized for a variety of industrial and medical applications. In the manufacturing industry, it has a wide range of applications starting with drilling small holes, and welding finishing with thick metal sheets cutting with a good value of high accuracy and tolerance. Laser is extensively used in a wide range of fields as there is no need to a specific medium such as gas shielding or vacuum for the purpose of operation [1, 2].
Laser cutting offers a lot of potential for cutting ceramics, metals, polymers, composites, and conductive and non-conductive materials [3]. Moreover, titanium alloys, steel alloys, aluminum alloys, ceramics, and composites are challenging to cut because of their superior mechanical properties [4,5,6].
1.2 Number of published papers or Reviews in Laser Cutting during the period from 2000 to 2022 based on the papers selected for this review
Figure 1 shows the number of the published papers or reviews in laser cutting during the period from 2000 to 2022 based on the selected papers for this review, which indicate the progressive increase in the use of the laser cutting techniques in the cutting of the sheet metals of the studied materials as it offers a high level of accuracy of the cut surface. In addition, it reduces the time of machining which achieves a high rate of production and as a result it improves the industrial process. So, laser cutting techniques offer a high level of advantages with a little disadvantage when compared to other advanced techniques and traditional methods of metal cutting which will be discussed later in detail. Also, it shows that the laser machining techniques moved from investigating the cutting of the medium hard materials to hard materials as this thing will lead to a high efficiency of cutting by saving time and faults which happen by traditional ways beside the high accuracy when comparison with other nontraditional machining. Also, it shows an incredible increase in studying the method of laser cutting during the period from 2017 to the early of 2022, which represent 60 papers in only 5 years compared to 42 papers in 17 years during the period from 2000 to 2016. From the above information, the laser cutting techniques provide an image about the future trend which expected to be studied more and more.

Number of published papers in laser cutting during the period from 2000 to 2022 based on the papers selected for this review
1.3 Laser cutting process description
Laser cutting process considers a thermal-cutting procedure which uses a laser beam for cutting materials and is frequently used in industrial manufacturing. This is accomplished by using a LBC machine, which is shown in Fig. 2, by directing a high-power, coherent, monochromatic laser beam with wavelengths ranging from ultra-violet to infrared onto the surface of a workpiece. The workpiece absorbs the energy coming from the laser beam, causing a quick increase in the material temperature at the focused spot. Beside the high value of temperature, the properties of the cut material and the beam intensity cause added effect on the cut surface, which cause a high concentrated spot of a high amount of heat. As a result, the material melts and vaporizes; also chemical transformation may happen before being evacuated using a high-pressure support gas [7,8,9,10,11,12,13].

Schematic diagram of laser cutting machine [14]
1.4 Laser-assisted machining and laser cutting process advantages and disadvantages when compared to other conventional machining methods
The laser cutting process has a wide range of advantages in comparison to using the conventional cutting machines such as turning, milling, and drilling. These advantages are delivering good cut quality, minimizing the material loss during the cutting process, and achieving high accuracy of the cut surface [1]. Because of the high mechanical characteristics of the studied materials such as titanium alloys and steel alloys, these materials are difficult to machine using conventional cutting methods [15, 16]. The machinability characteristics suggest many challenges for the machining, such as increased machining force, irregular size, increased machining temperature, reduced tool life because of tool wear [17], and low surface quality. So, it is considered a problem for cutting efficiency [16, 18], However, some studies try to help in cutting titanium alloys by preheating the alloy before cutting, which helps in decreasing cutting problems and time [19]. Then studies started to use the laser source as a heat source to increase the cutting quality and life of the tool by decreasing the cutting force [20, 21]. Laser-assisted technique was also used for milling of Inconel 718, where it was observed that the melting area is proportional to the cutting speed and inversely proportional to the laser beam power [22]. Moreover, this technique was again used for milling of Inconel 718 to predict the surface roughness values in milling process [23]. Then some studies presented a comparison between conventional and laser-assisted machining, which added more assurance that laser-assisted machining is better than conventional methods [9, 24].
However, the ease of automation, the laser cutting method, has considerable disadvantages such as the high cost of the machine itself and the high operating cost, and the cut quality is greatly influenced by the input factors. Thus, it is necessary to optimize the process parameters to get high cut quality which differs based on material properties. Also, monitoring the change of the microstructure in the cut material surface is necessary as the quick cooling may produce undesirable effects that could cause failure [25].
1.5 Laser cutting process advantages and disadvantages when compared to other non-conventional machining methods
As a result, some studies focused only on using nontraditional machining methods such as laser machining (LM) [26], abrasive water jet machining (AWJM) [27], ultrasonic machining (USM) [28, 29], and abrasive water jet–assisted laser machining (AWJALM) [30], which are examples of alternative machining processes that are more efficient and faster than conventional methods. But laser cutting machining is preferred over abrasive water jet machining and plasma machining with many advantages, such as low operation time and low operation energy, and there is no need to harden the metal before cutting [31]. Table 1 shows that laser beam machining (LBM) is better than plasma beam machining (PBM) and abrasive water jet machining (AWJM) in many aspects, so it is preferred to use LBM over the other non-conventional methods.
1.6 Types of lasers cutting sources and the applications of each type
1.6.1 CO2 laser
One of the most well-known types of lasers utilized in the mechanical industries for cutting metallic materials is the CO2 laser as shown in Fig. 3. It can cut metals of various thickness values, with high cut quality [34]. The CO2 laser is the dominant type of laser sources in laser cutting applications due to their good quality of the laser beam, the high values of temperature, and high output power [10, 35, 36].

CO2 LBC diagram [37]
1.6.2 ND:YAG pulsed laser
The solid-state pulsed Nd-YAG machine is shown in Fig. 4, which has a wide range of uses in cutting of sheet metal; besides cutting the thinner sheet metal, it has the ability to even cut the thicker materials due to its higher peak power and shorter pulse duration [38]. Also it is applicable for the process of microwelding like small electromechanical component seam welding, the welding, and fine cutting of thin sheet metals [39, 40].

Nd:YAG LBC diagram [41]
1.6.3 Fiber laser
The fiber laser machine is illustrated in Fig. 5, which offers better cutting characteristics and allows for faster, more precise cutting of thin sheets, such as steel sheets with thickness up to 4 mm. But for the thicker sheets, the cut surface quality of fiber laser is lesser than CO2 laser cutting quality at the same speed of cut of thicknesses higher than 4 mm as shown in Fig. 6, which shows an image of the cut surfaces of the AISI 304 material obtained by using the fiber laser and CO2 laser sources for cutting different thicknesses higher than 4 mm. The surface roughness is the representation of that mentioned cut quality [34]. As a result, fiber laser is not a favorable method for thick section cutting, as it gives low absorption at the surface of the metal [42]. The fiber laser high focus ability leads to a thin kerf width; because of this, the assist gas flow separation occurs inside the kerf close to the lower cut surface. This causes flow instability close to the lower cut surface. This enhances the uncontrolled burning and removal of molten material close to the bottom surface, leading to the bad quality of the cut surface and the thicker of the bottom kerf width [43].

Fiber LBC diagram [44]

Images of the cut surfaces of the AISI 304 material obtained by using two different laser sources such as CO2 and fiber laser for different thicknesses: a 6 mm thick; b 10 mm thick [45]
1.7 A summary of existing review papers and what is new in current one
Table 2 shows the contribution of existing review papers and information added in this review paper.
1.8 The aim of this study
Many experimental studies have been conducted recently with the goal of enhancing the effectiveness of the laser cutting process. So, in this study, a comprehensive review has been introduced to study how laser cutting parameters affect the metals surface quality and which parameters are affecting the most on the studied surface qualities. Also, brief sections have been introduced to show the number of published papers during the last 22 years and an overview of the advantages of laser cutting when compared to other methods of machining. In addition, a description of the laser cutting method and the different sources of lasers have been presented with clearing the range of thicknesses of the cut material for each source and their advantages. Also, a description of the properties and the applications of the studied material has been discussed. The process, the beam, and the performance parameters of the laser cutting method have been illustrated in detail by graphs and equations. The research analysis and discussion have been showed in such organized details by tables and graphs which shows the full classification of the studied papers by authors, year of publication, studied material, material thickness, assist gas, type of laser source, input parameters, performance parameters, and the key findings of each paper. The discussion section has been illustrated in points to show the effect of the different cutting parameters on the performance of the cutting method represented in the performance parameters such as surface roughness, heat-affected zone, kerf width, kerf taper, and dross height.
2 Materials and their properties
Figure 7 shows the percent of the studied papers based on material type in the selected papers for this review. The figure shows that papers which concentrate on studying the steel alloys are the most in the field of laser cutting because of the high range of the applications that depends on steel. The chart below also shows that titanium alloys are the future field to study with laser cutting because it has been less studied compared to steel and aluminum alloys, which are new to that field because of the difficulties of cutting titanium alloys using laser cutting method. Aluminum alloys are also common when using laser cutting techniques because they are common in that field and have fewer cutting challenges compared to harder materials such as titanium and steel alloys.

Laser cutting process based on materials type for the studied papers
2.1 Titanium alloys
Titanium alloys, notably Ti-6Al-4 V, exhibit extraordinary properties in mechanical and chemical sides, like exceptional resistance to corrosion, oxidation, and high temperature. Also, they have high strength-to-weight ratio, high tensile strength, and high value of toughness. Due to this, they are used in common industries such as automobiles, biomedicine, chemicals, petrochemicals, offshore oil and gas, desalination of water, power generation, and aerospace [15, 16, 46,47,48,49,50]. They are generally manufactured using CNC machining after casting or from wrought bar stock.
However, in the mentioned desirable characteristics of Ti alloys in the practical applications, the tool damage mostly will happen because of the temperature rise, the stress, and the vibration in the region of machining [51, 52]. In addition, Ti alloy machining is extremely difficult because of their high strength, low thermal conductivity (approximately 80% lower thermal conductivity than that of steel), and the chemical reaction with tool materials (at high temperatures) which lead to hazards to cutting tools, causing a substantial decrease in tool life. Furthermore, the relatively low Young’s modulus of titanium alloys causes chatter and spring-back, which lowers the quality of the cut surface [53, 54].
2.2 Steel alloys
Several elements, including silicon, boron, vanadium, chromium, nickel, manganese, and molybdenum, are alloyed with steel to create alloy steel. These components are alloyed together to improve the toughness, wear resistance, and hardness. The alloying percentages of the elements can range from 1 to 50%. There are two groups of alloy steels: low alloy and high alloy. It is widely acknowledged that a 5% alloying element marks the distinction between low alloy and high alloy steel. In the field of oil and gas, alloy steel essentially refers to low alloy steel [55]. Also, steel alloys are hard to cut because of the following reasons [9, 56]:
-
1.
During the machining process, the cutting tool fractured because of the high strength and hardness.
-
2.
High dynamic shear strength of steel alloys, abrasive saw teeth, and localized stress are often developed during cutting process.
-
3.
The tool can conduct heat much more quickly at high levels of temperatures close to 1000 °C.
-
4.
When used at high temperatures, most tool materials react with steel alloys, accelerating tool wear.
2.3 Aluminum alloys
Aluminum alloys are employed in many different industries, including the manufacturing of aero planes, machinery, automobiles, and food. The weight-saving qualities of aluminum were increasingly important in the creation of fully electric vehicles. Another benefit is that aluminum can absorb energy in a collision, making these vehicles safer than those made of traditional steel. Compared to cutting steel, cutting aluminum presents a variety of difficulties because of the following reasons [57,58,59,60,61,62]:
-
1.
Aluminum has a thermal conductivity that is 4 times higher than that of steel at 205.0 W/mK compared to 50.2 W/mK respectively. Rapid heat dissipation is the result, and the heat-affected zone absorbs laser energy. Due to these factors, cutting is done superficially and by vaporization.
-
2.
The increased reflectivity of aluminum. Aluminum alloys are renowned as highly reflective materials that require greater laser power to cut through their poor laser beam energy absorption.
-
3.
Cutting area oxidation and alumina formation (aluminum oxide Al2O3). Alumina is a 2072 Co. oxide with a very high melting point. Thermal isolation has another adverse impact; alumina thermal conductivity is 30 W/mK. Heat is not transferred to the aluminum plate because of the limited thermal conductivity.
Most industrial laser sources which are used to cut aluminum are fiber lasers and continuous wave sources which mean the laser power at the output is constant. In addition, nitrogen is utilized as an assist gas [59].
3 Laser cutting parameters
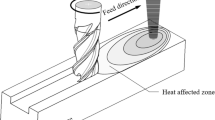
As shown in Fig. 8 and Table 3, the laser cutting input parameters of laser beam cutting are categorized into two major sections: beam and process parameters [7, 8, 63].

Schematic of laser cutting with indicated parameters
3.1 Beam parameters
Parameters describe the laser beam properties that consist of the power intensity, wavelength, spot size, beam polarization, continue wave pulsed power, types of beams, characteristics of beams, and beam mode.
3.2 Process parameters
The laser process parameters are focal position, which is shown in Fig. 9, focusing on laser beams, dual focus lens, nozzle diameter, assisting gas and pressure, stand-off distance, cutting speed, and alignment. Most of the researchers prefer to control the laser beam power, cutting velocity, and assist gas pressure, as they can control them easily and they are the most effective parameters for most of measured surface quality outputs.

Focal position representation diagram [64]
4 Laser performance parameters
In this section, the performance parameters as shown in Fig. 10 have been discussed as they are the indication of surface quality. From previous studies, it has been found that surface roughness is the most studied parameter followed by kerf width as they are the most used parameters which indicate the surface quality. So, eight measured parameters have been discussed as follows.

Schematic of laser performance parameters
4.1 Surface roughness
It is measured by how far an actual surface deviates towards the direction of its normal vector from its ideal form. The surface is characterized as rough if these variations are considerable and smooth if they are minimal. So, it is an indication for surface quality, and it shows if the surface needs more surface finish or not. They have found that the laser beam power and cutting speed have the greatest influence on the roughness of the cut surface, as high power at low speed leads to more melted material which leads to bad surface finish. Also using argon as an assist gas helps to get the best surface quality over other assist gas types. Figure 11 shows the smooth and rough surface using SEM.

Difference between rough and smooth surface of titanium alloy using SEM [65]
4.2 Kerf width
The width of the cut path after laser cutting happens is called a kerf width which is shown in Fig. 12. It has two parameters which are the top and bottom kerf width of the cut surface cross-section. The upper kerf thickness is bigger than the bottom kerf thickness as the power is bigger at the top face than the lower face. It is the second performance parameter in the list of discussed parameters in the reviewed papers. The reviewed papers show that the kerf thickness is proportional to laser beam power and inversely proportional with the cutting speed.

Kerf width representation of a sample cut by laser beam [66]
4.3 Kerf taper
Kerf taper in radian is the division of the difference between the upper and lower kerf widths over double of the thickness as shown in Eq. (1) [44], which is shown in Fig. 13. It is the third performance parameter in the list of discussed parameters in the reviewed papers for steel and aluminum alloys, but it is in the fourth place for titanium alloys. The results show that kerf taper is proportional with power and inversely proportional with cutting speed.
where UKW is the upper kerf width, LKW is the lower kerf width, and T is the thickness.

SEM images for kerf taper and drosses representation during laser cutting with conventional and modified way [67]
4.4 Heat-affected zone
It is the region whose microstructure changed but did not melt, and its thickness gives an indication of how much the properties of the material have changed during the laser cutting process as shown in Fig. 14. It is in the third place on the list of discussed parameters in the reviewed papers for steel alloys, but it comes in the fourth place for titanium and aluminum alloys. The results show that the width of heat-affected zone (HAZ) is proportional to laser power and inversely proportional to cutting speed.

HAZ boundary after cutting a sample with laser beam [68]
4.5 Hole profile
The hole profile is like the kerf profile, but the difference is kerf width dealing with linear cutting, but hole profile is dealing with circular profiles as shown in Fig. 15. So, it has the kerf width and kerf taper as the linear profile. Hole kerf width is based on the upper- and lower-hole diameters. The hole kerf taper in radian can be measured as the division of the difference between the upper and lower diameters over double of the thickness. Also, it is affected most with laser power and cutting speed. So, the low power with high speed leads to good hole kerf quality.

The entrance and output holes representation during a laser beam drilling [69]
4.6 Kerf deviation
The difference between maximum kerf width and minimum kerf width over the distance of cut is known as the kerf deviation [38], so the deviation of the kerf width is the representation of the kerf deviation as shown in Fig. 16. The upper kerf width is bigger than the lower kerf width as it is close to the heat source. It also depends on the pulse frequency and the assist gas pressure as studied in the reviewed papers.
where Avg. Max. TKW is the average maximum taper kerf width, and Avg. Min. TKW is the average minimum taper kerf width.

The representation of the kerf width deviation along the cut path by laser beam at different parameters [70]
4.7 Hardness
Hardness is the material resistance to localized plastic deformation. Hardness varies from extremely hard materials like diamond, boron-carbide, ceramics, hard metals to soft metals, and down to plastics and soft tissues. Microhardness is proportional with power and inversely proportional with cutting speed for C45 steel alloy as mentioned in reference [71], but it did not affect power or cutting speed in Al alloy as mentioned in reference [72].
4.8 Material removal rate
Material removal rate is the division of the weight difference of the cut material to the required time for cutting that material [73]. Laser cutting has a machining different mechanisms [6] which is shown in Fig. 17. Unlike the other performance parameters, this performance parameter needs to be high for increasing the efficiency of cutting by reducing the cut time which reduces the cut cost. So, high power with low speed is preferred as laser cutting parameters for this performance parameter. Also using oxygen as an assist gas is preferred as it adds more heat by the interaction with the material which leads to high material removal rate.
where W1 (kg) is the workpiece weight before cutting, W2 (kg) is the workpiece weight after cutting, and t (s) is the cutting time.

5 Research analysis and discussion
Research on laser cutting has been ongoing to enhance the essential properties that are required to be in the cut product, like surface finish, hardness, heat-affected zone, kerf width, kerf taper, kerf deviation, and dross. The cut quality primarily relies on laser power, cutting velocity, assist gas pressure, gas type, laser beam diameter, pulse frequency, focal length, standoff distance, nozzle diameter, etc. From the literature, it is important to optimize the cutting parameters to get the desirable quality of the cut surface [25, 75, 76].
Table 4, Table 5, and Table 6 introduce the reviewed papers with its year of publication, the studied alloy, the thickness of the alloy, the type of the assist gas they used, the laser source they chose to use, the statistical method they used for analysis and optimization, the control parameters they used, the measured parameters they measured, and the results they obtained. Also, all units have the same unification for easy comparison.
6 Discussion
In the following discussion, it is necessary to examine the surface quality in terms of surface roughness, HAZ, hardness, and kerf quality in laser beam machining. Most of the study has been done on sections with relatively thin thicknesses (up to 5 mm), for which other approaches could also be used. But machining with a laser beam demonstrates their ability to cut those materials with better surface quality than other types that cut the same thickness.
Most of the done experimental studies based on laser beam cutting of hard-to-cut materials are primarily intended to investigate the impact of changes in input process parameters, such as laser power, cutting speed, assist gas pressure, standoff distance, nozzle diameter, pulse width, pulse frequency, lamp current, and focal point on output quality characteristics like HAZ, surface roughness, hardness, kerf width, kerf taper, roundness, and deviation where the experiments are carried out based on Taguchi, factorial, artificial neural network, or generic algorithm method.
In addition, there are many points which have been covered in this review paper such as the most recent papers in this field based on the study of three popular metals (titanium alloys, steel alloys, and aluminum alloys) which are used in most of the applications in the industrial field like aerospace industries, spaceship industries, automotive industries, sheet metal works, weldments work, hydraulic industries, and ship industries. On the other hand, the studied papers have been introduced in a way that makes the information easy to read, as they are arranged in a way which makes each point clear and complete to help the researchers get the information in an easy way.
Table 4 shows the effect of the input parameters on the response parameters for titanium alloys in detail by providing the thickness of the cut sheet, the assist gas type, the laser source, the input parameters, the output parameters, and the key factors for the selected papers. It illustrates that when a set of cutting speed, laser beam power, and gas pressure are used as an input parameters, the quality of the cut surface of Ti6Al4V alloy is depending on the speed of cut and the power of the laser beam with values equal 3000W and 2400 mm/min [77]. Also, it shows that the pulse width influences the improvement of the kerf width and kerf deviation with an overall value of 27.39% and the optimized kerf thickness and kerf taper values were discovered to be 0.033 mm and 0.001 mm, respectively, when used beside the power of laser and the speed of cut to machine Ti6Al4V alloy [78].
Table 4 also shows, when using different types of assist gas such as argon, nitrogen, and air to compare their effect on the surface roughness and HAZ of the cut surface, that argon is better than other types to get good surface roughness and small width of HAZ of TC1 alloy and to get thinner HAZ layer and use high pulse rates, medium pulse energies, high cutting speeds, and high-pressure values with argon as an assist gas [4]. The wait time was found to have the biggest effect for material removal rate (MRR) while laser power and pulse frequency are the dominant parameters for taper when these sets of parameters are used to cut Ti6Al4V alloy to see their effect on material removal rate and the taper of the cut kerf, which shows that due to increased thermal energy and better molten metal ejection in the machining area, increased pulse width and gas pressure result in increased material removal rate. Increased non-cutting time throughout the machining time span causes MRR to decrease as pulse interval time increases. Because of the rise in thermal energy and additional metal removal, further taper is caused by an increase in pulse power and frequency [79].
Table 4 also shows that if the speed of cut or the power of laser beam was used separately in a set of cutting parameters, it will be the dominant parameter for the quality of the cut surface. For example, using the speed of cut and the pressure of the assist gas as input parameters to see their effect on the roughness of the cut surface, it has been found that the speed of cut is the dominant parameters on the roughness of the cut surface when cutting a Ti6Al4V alloy. Also, when laser beam power is used with the assist gas pressure, the frequency, and the focal point as an input parameter to check their effect on the roundness of the cut path when cutting Ti6Al4V alloy, it has been found that laser power is the dominant parameter on the output [80, 81]. Also, when the speed of cut, the power of laser beam, and the defocusing amount have been used as an input parameters, to see their effect on the roughness of the cut surface and the width of the kerf of cut by cutting the pure VT1-0 alloy by fiber laser source, it has been found that cut at the highest cutting speed was between 100 and 200 Hz for optimal cutting. Gas pressure ought to be between 10 and 12 bar when cutting materials are up to 2 mm thick, and the focal spot should be positioned on the material’s surface [82]. Cutting speed and pulse frequency are the key factors affecting surface roughness, while assist gas pressure and pulse width are for kerf taper when Ti6AL4V alloy was cut. So, it is recommended to use lower values of frequency and pulse width, greater values of cutting speed, and a moderate nitrogen gas pressure to achieve satisfactory cutting quality in Ti6Al4V [83, 87]. When cutting a pure titanium and Ti6Al4V alloy by using a set of the power of laser beam, the speed of cutting, and the assist gas pressure as an input parameter to see their effect on the width of the kerf of cut, it was found that for both materials kerf width is inversely proportional with cutting speed and proportional with laser power [85].
Table 4 also shows that cast layer thickness is proportional with power and inversely proportional with cutting speed; also, kerf width is inversely proportional with cutting speed and proportional with power when Ti6Al4V alloy was cut using the power of the laser beam and the speed of cutting as an input parameters to see their effect on the quality of the cut surface and the width of the cut kerf [86]. It also shows when a set of assist gas pressure, pulse frequency, and lamp current are used to machine a different small thicknesses of Gamma-titanium aluminide alloy to investigate their effect on the width and the taper of the kerf of cut, lamp current was found the dominant parameter on outputs. Pulse frequency influences hole diameters. Thickness and assist gas pressure influence the exit hole diameter and hole taper [69].
Table 5 reveals the effect of the input parameters on the response parameters for steel alloys in detail by providing the thickness of the cut sheet, the assist gas type, the laser source, the input parameters, the output parameters, and the key parameters for the selected papers. For example, when a set of laser beam power, the velocity of the cutting, and defocusing amount are used to machine a 22MnB5 ultra-high-strength steel alloy to investigate their effect on the width and the HAZ of the kerf of cut, laser power and speed of cut were found the dominant parameters on outputs. Optimum values for minimum kerf and HAZ happened at 895W, 1923.44 mm/min at 100% of duty cycle. Minimum kerf taper happened at 779W, and 2268.65 mm/min at 100% of duty cycle [88]. Also, when a set of laser beam power, the velocity of the cutting, the pressure of the assist gas, and the defocusing amount are used as an input parameters to machine a set of different steel alloys to investigate their effect on the roughness of the cut surface and the width of the cut kerf, it has been found that cutting speed, defocusing, laser power, and assist gas pressure all have an impact on kerf width. Cutting speed, then laser power, has an impact on surface roughness. For minimum kerf width, optimum values were 420 W for laser power, 90 mm/min for speed, 10 bar for pressure, and − 1 mm for defocusing. For minimum surface roughness, optimum values were 420 W for laser power, 60 mm/min for speed, 8 bar for pressure, and − 1 mm for defocusing [106]. Also, when a set of laser beam power, the velocity of the cutting, the pressure of the assist gas, and the focal point are used as an input parameters to machine a set of different steel alloys to investigate their effect on the roughness of the cut surface, it has been found that the high quality of cutting happens at 0.7–0.8 mm of sheet thickness at high cutting speeds, low power with medium cutting speeds, medium power with high cutting speed, and medium assist gas pressure, and the focal position ought to be near the sheet lower surface [107].
Table 5 also reveals when a set of an AISI beam power, the velocity of the cutting, and pressure of the assist gas are used to machine a AISI 316L alloy to investigate their effect on the width of the kerf of cut, the speed of cut was found the dominant parameter on output. Optimum values for minimum value of surface roughness happened at 600W, 900 mm/min, and 6 bar [89]. But when the alloy has been changed to Strenx 900 steel plate alloy and the same set of laser beam power, the speed of cut, and the pressure of the assist gas were used, it was found that the laser power has the most influence on surface roughness over the other parameters, and the optimum values for minimum value of surface roughness happened at 600W, 900 mm/min, and 6 bar [90].
Furthermore, it also shows that when cutting Hardox 400 alloy by using oxygen as an assist gas with laser power, speed of cut, and pressure of oxygen as an input parameters to see their effect on the width of the cut kerf, it has been discovered that using a laser with a power of 5000 W, an auxiliary gas pressure of 0.50 bar, and a constant cutting speed of 1900 mm/min gets a fine cut. Kerf width depends on the amount of heat which is based on laser power and cutting speed, so low power and high cutting speed will lead to small kerf width [101]. It also shows that when cutting AISI 304 alloy using nitrogen as an assist gas with laser power, speed of cut, and pressure of nitrogen as an input parameters to see their effect on the width of the cut kerf, it has been discovered that using a laser with a power of 2571 W, an auxiliary gas pressure of 8.99 bar, and a constant cutting speed of 5498 mm/min gets a fine cut. Kerf width depends on amount of heat which is based on laser power and cutting speed, so low power and high cutting speed will lead to small kerf width, so cutting speed and laser power are the dominant parameters for small and fine kerf width [102].
Table 5 also displays that, as it has been mentioned in titanium alloys, when the power of laser beam or the speed of cutting is used separately with a set of other parameters, it becomes the most effective parameters of cutting over the other parameters. For example, when the speed of cut, the pressure of the assist gas, the focal point, and the pulse width are used as input parameters to see their effect on the width of the kerf of cut and the material removal rate by cutting high silicon-alloy steel, it has been found that using hybrid TMRSM makes an improvement in both MRR and kerf width (KW) over Taguchi method. KW is significantly influenced by cutting speed, pulse width, the square of the pulse width, and the interplay between the pulse frequency and the cutting speed. MRR is significantly influenced by cutting speed, frequency, pulse width, and the square of cutting speed [3]. Another trial happened when the speed of cut, the pressure of the assist gas, the standoff distance, and the defocusing amount are used as input parameters to see their effect on the taper of the kerf of cut for cutting mild steel; it has been found that the cutting speed is the effective parameter over defocus amount, stand-off distance, and assist gas pressure. For thick mild steel plates, the oxygen-assisted laser cutting process window is comparatively small [64].
Moreover, when the speed of cut, the assist gas pressure, the focal point, and the standoff distance are used as an input parameters to see their effect on the roughness of the cut surface and the width of the HAZ layer by cutting two different materials which are 1.4828 (X15CrNiSi20-12) and 1.4571 (X6CrNiMoTi17-12–2) alloys with nitrogen as an assist gas, it has been found that nitrogen gives a better surface quality. For minimum surface roughness, use high cutting speed with focus position above the cut surface. The optimum values of parameters are 1000 mm/min, 15 bar, and + 1 for focus position for 1.4828 alloy. Surface quality is achieved better in small thickness and also cutting speed is inversely proportional with thickness [111]. But one of the set which were velocity of cut, the pressure of the assist gas, and the focal point to cut a SS304 presented a different result which was that the focal point is the dominant parameter on surface roughness not the cutting speed and the optimum values for minimum value of surface roughness happened at 2400–2600 mm/min, 11.5–12 bar, and pulse frequency − 2.2 and − 2.5 mm [92].
Table 5 also shows, when a set of the power of laser beam, the speed of cut, the pressure of the assist gas, and the focal point as an input parameters to see their effect on the roughness of the cut surface and the width of the kerf of cut by cutting SS316 alloy, that the two main factors affecting surface roughness are laser power and focal point position. Cutting speed has the most influence when determining upper kerf width, followed by assist gas pressure, and lower kerf width is mostly affected by laser power followed by cutting speed [94]. Also, it shows that when a study has been done on AISI 304 and St37-2 with different sheet thicknesses by using a set of parameters to see their effect on the roughness of the cut surface and the properties of the kerf of the cut, it was found that the workpiece thickness has an impact on the top kerf width. Material type, gas pressure, and thickness all had an impact on the bottom kerf width. The taper angle is influenced by material type. Material type and cutting speed have an impact on the surface roughness [95].
Table 5 also shows, when a set of cutting speed and laser power were used to cut AISI 304 to see their effect on surface roughness and the width of the kerf of cut by using two different sources of laser which are CO2 and fiber laser to cut a range of thicknesses from 1 to 10 mm, that surface roughness increases in fiber laser between 4- and 6-mm thickness. Surface roughness increases in CO2 laser cutting between 8- and 10-mm thickness. Max. cutting speed was around 7000 mm/min. There is some difference in kerf profile [96]. Also, when a set of cutting speed and laser power were used to cut Hardox 400 and Hardox 450 alloys to see their effect on the width of the kerf of cut, longitudinal, surface, and volume energies by using two different thicknesses, it has been found that laser power and cutting speed have the largest influence on LSE. Thickness is the most effective parameter for SSE. Low thickness, high speed, and medium power are the effective mix for VSE [98]. Also, when a set of the power of laser beam and the speed of cut are used to investigate the roughness of the cut surface, the width of HAZ layer, and the width of the cut kerf of 4130 steel alloy, it has been found that low laser power and high cutting speed lead to a small kerf width, width of HAZ, and minimum roughness. Cutting speed is the next most important factor in determining kerf width after laser power. Cutting speed is the dominant parameter on surface roughness followed by laser power [1].
Table 5 also shows, when using two different types of assist gas which are nitrogen and oxygen to compare the effect of them on the surface roughness, and the width of the kerf of the cut by cutting the stainless-steel alloy, that for minimum surface roughness and kerf width, use low values of laser power, high cutting speed, high frequency, and low assist gas pressure. For smooth cut and small kerf width, using N2 is preferred over using O2, but it is not economical [5]. It also shows when using two different types of assist gas which are nitrogen and oxygen to compare the effect of them on the surface roughness; the width and the taper of the kerf of the cut by cutting the AISI 304 and St37-2 alloys at different thicknesses which are 1, 3, and 6 mm for AISI 304 alloy; and 2.5, 5, and 6 mm for St37-2 alloy, it has been found that the workpiece thickness has an impact on the top kerf width. Material type, gas pressure, and thickness all had an impact on the bottom kerf width. The taper angle is influenced by material type. Material type and cutting speed have an impact on the surface roughness [95]. It also shows, when using the same assist gases which are nitrogen and oxygen to compare the effect of them on the surface roughness and the width of the kerf of the cut by cutting the AISI 304 and St37-2 alloys at different thicknesses which are 1, 2, 3, and 4 mm, that nitrogen as an auxiliary gas gives a good surface quality compared to oxygen but cut thinner parts than oxygen, and also oxygen leads to bigger kerf width than nitrogen as it adds an extra heat to the cut point. Cut quality is low as well as kerf width is larger when using low cutting speed with O2 as an auxiliary gas. Also, when employing oxygen as an auxiliary gas instead of nitrogen, the initial hole diameter is greater [100].
Table 5 also shows, when comparing the types of laser sources such as comparing the fiber laser with CO2 when cutting AISI 304 with 6-mm and 10-mm thickness, that industrial practice agrees that CO2 has a superior cut quality than fiber lasers when cutting sheets that are 6 mm thick. However, in the case of 10-mm thickness, neither technology stands out to demonstrate superior quality [43]. Also, when comparing the fiber laser with CO2 and diode lasers when cutting AISI 304 with 1-mm thickness, it has been found that diode speed is less than half of fiber laser speed, but higher than CO2 speed. Diode is less bright than fiber laser in thin metals. Diode quality is less than fiber in thin metals but good as fiber in thick metals [99].
Table 6 displays the effect of the input parameters on the response parameters for aluminum alloys in details by providing the thickness of the cut sheet, the assist gas type, the laser source, the input parameters, the output parameters, and the effective parameters for the selected papers. For example, when a set of laser beam power and the velocity of the cutting are used to machine Al-2024-T3 alloy to investigate their effect on the roughness, the hardness, and the HAZ of the cut surface, the results were introduced as follows: cutting did not happen at 1500W and 3500 mm/min, optimum values for minimum value of surface roughness happened at 2600 W and 5000 mm/min, and HAZ is proportional with power and inversely proportional with cutting speed, but hardness did not affect by cutting speed or power [72]. The same set was used to cut a sheet of Al2O3 alloy to investigate their effect on the surface roughness and the width of the kerf of cut. It has been found that kerf width is inversely proportional with cutting speed and proportional with power, kerf width increasing percent is low, and cast layer thickness is proportional with power and inversely proportional with cutting speed [86].
The speed of cut was found the dominant parameter on the width of the kerf of cut and the roughness of the cut surface when a set of laser power, speed of cut, and the pressure of the assist gas were used to cut a sheet of Al 6351 alloy; the optimum values for minimum value of surface roughness and kerf width happened at 3200W, 7390 mm/min, and 7.7 bar [112]. The cutting speed was again the dominant parameter when the same set was used to cut SiCp/Al composite alloy to see their effect on the width and taper of the kerf of cut. For efficient MRR, use low cutting speed with 3500W and high cutting speed with 4500W, and the minimum profile contour happened at 4000W, 2500 mm/min, and 8 bar [115]. Also, when the power of laser beam and the speed of cutting is used with a set of other parameters, they become the most effective parameters of cutting over the other parameters. For example, when a set of the power of laser beam, the speed of cut, the standoff distance, and the nozzle diameter are used as an input parameters to investigate their effect on the roughness of the cut surface and the width of the kerf of cut by machining the Al-5052 alloy, it has been declared that the primary factors for the output values are the laser power and cutting speed. Turbulence is produced by larger nozzle diameters, which lowers cut quality. It is evident from the microstructural investigation that turbulence has an impact on the quality of cut materials [70].
Moreover, when a set of the power of laser beam, the speed of cut, the pressure of the assist gas, and the frequency are used as an input parameters to investigate their effect on the roughness of the cut surface, the width, and the taper of the kerf of cut by machining the Al6061/SiCp/Al2O3 composite alloy, it has been discovered that the optimal cutting parameters are 2970.94W, 1196.4 mm/min, 8.42 Hz, and 12 bar, which mean that the power and the speed of cut have the most effect on the output [117]. Also, when a set of the power of laser beam, the speed of cut, the pressure of the assist gas, and the frequency are presented as an input parameters to investigate their effect on the roughness of the cut surface, the width of the HAZ layer, and the width of the kerf of cut by machining the AA5083 alloy, it has been found that the laser power and cutting speed are the dominants for the output values. The surface roughness values depend on the assist gas pressure and pulse frequency. HAZ and kerf width are inversely proportional with cutting speed and proportional with power. Assist gas higher pressure value will lead to high melted MRR [118].
Furthermore, when a set of laser beam power, cutting speed, assist gas pressure, and standoff distance are presented as input parameters to investigate their effect on the roughness of the cut surface by cutting the Al 6061-T6 alloy, it has been found that the minimum surface roughness happened at high speed and low power, as it leads to low temperature [120]. Also, when a set of the power of laser beam, the speed of cut, the pressure of the assist gas, and the standoff distance are presented as an input parameters to investigate their effect on the roughness of the cut surface and the width of the kerf of cut by cutting the aluminum alloy, it has been found that the surface roughness and kerf width are mostly influenced by the laser power, cutting speed, and the standoff distance, whereas assist gas pressure has little bearing on either. The surface roughness and kerf width are inversely proportional with cutting speed and standoff distance and proportional with power [125].
Table 6 also shows when a set of the frequency, cutting speed, assist gas pressure, and pulse width are set as input parameters, the optimal cutting parameters are 1.2 ms, 1500 mm/min, 28 Hz, and 8 bar. The assist gas pressure and pulse frequency have the dominant effects on the kerf quality [122]. Also, it shows that when a study has been done on AA2B06 with different sheet thicknesses by using a set of parameters to see their effect on the roughness of the cut surface and the energy efficiency, it was found that for sample group 1, 2000W, 6000 mm/min, and 15 bar are the ideal values for sheet thickness of 1.5 mm and 2 mm. For sample group 2, the ideal values are 2000W and 9000 mm/min for sheets that are 1.5 mm and 2 mm thick. The ideal pressures are 5 bar for 1.5 mm and 10 bar for 2 mm. Surface roughness and energy efficiency have been improved with significant values [116].
Table 6 also shows that when a study has been done on AL6061T6 with different sheet thicknesses by using a set of parameters to see their effect on the roughness of the cut surface, the results are barely impacted by the cutting speed and gas pressure. With increasing laser power, anticipated values for cutting temperature increase while those for surface roughness drop. Higher values of sheet thickness result in higher surface roughness and lower cutting temperature values [121]. But for Al 6061-T6 alloy, with different thicknesses, it has been found that both the power of laser beam and the speed of cut are the effective parameters [120].
Table 6 also shows, when comparing the types of laser sources such as comparing the fiber laser with CO2 when cutting a sheet of Al2O3 alloy by using the same set of input parameters for both types, that the optimal cutting parameters for fiber laser are 250 W, 6000 mm/min, 0.3 mm for sod, 0.3 mm for focus, and 12 bar. The optimal cutting parameters for CO2 laser are 180 W, 7200 mm/min, 0.4 mm for sod, − 0.25 mm for focus, and 12 bar [123]. It also shows, when using four different types of assist gas which are argon, air, nitrogen, and oxygen to compare the effect of them on the surface roughness and the HAZ width, that O2, N2, and air produced a different value of dross, width of HAZ, and a change in microstructure of the AL-CU alloy. Argon is the best assist gas for best quality of cutting with excluding the cost [124].
This review can be concluded in these points:
-
1.
The most set of parameters used as a control parameter are laser power (Pu), cutting speed (V), and assist gas pressure (P), followed by the set of cutting speed (V), assist gas pressure (P), pulse frequency (F), and pulse width (PW), followed by the set of laser power (Pu), cutting speed (V), assist gas pressure (P), and pulse width (PW). So, it is recommended to use the first set, as it gives the best indication for surface quality depending on changing one parameter of them; also it is easy to control those parameters without complications which will lead to ease of work with those parameters.
-
2.
Based on the previous studies, sheet metal thickness has notable effect on the values of outputs, as higher sheet thickness values cause increased values of the surface roughness and kerf taper as those outputs require higher values of laser power at lower values of cutting speed which lead to high concentration of heat. As a result, higher values of surface roughness are produced. As an example, thickness has a high effect on the output parameters such as surface roughness as shown in Fig. 18, Fig. 19, and Fig. 20.
-
3.
Most of the cutting parameters have a direct effect on the cut surface quality such as laser power and speed of cutting as the increase of the laser power adds more heat to the cut point which causes bad finish. On the other hand, increasing speed of cut causes a decrease of the concentrated heat which causes good surface finish as shown in Figs. 21, 22, 23 and 24. But increasing the velocity values with a high percentage may cause an increase of the cut surface roughness values as the striation pattern becomes rougher because of changing its shape from strait to inclined; also increasing power may add more stability to surface roughness values as shown in Figs. 25 and 26 which clearly shows that focal length goes proportionally with the surface roughness values. But the most effective parameter for surface roughness is laser power in comparison with the speed of cut and gas pressure as shown in Fig. 27.
-
4.
Kerf width is a crucial factor for determining the performance of the laser cutting process, which refers to the quality of the cutting process. It was observed that the width of the kerf is inversely proportional to the cutting speed and proportional to the power. Increasing the power increases the heat in the cutting area, which leads to more molten metal, resulting in a large kerf width if the speed is also low. The assist gas pressure has a little effect on the kerf width. The defocusing amount influences the kerf width as it causes an increase when it has a positive value against a decrease when it has negative values as shown in Figs. 28 and 29.
-
5.
Kerf taper depends on the type of cut material besides its thickness and depends on the assist gas pressure and cutting velocity. Increasing the thickness of the cut metal or cutting material with high mechanical properties will lead to an increase in the taper angle. High pressure and velocity with moderate power will also minimize the taper angle because of the lack of concentrated heat at the cut point. Increasing the standoff distance and the defocusing amount will cause an increase of the kerf taper as shown in Fig. 30.
-
6.
Dross height is a crucial parameter for detecting the performance of the laser cutting process, as a small dross height indicates that the cutting quality is high due to the use of appropriate cutting parameters. The impact of the different values of the parameters of the laser cutting process on kerf taper values in metals was studied, and it was found that the dross height depends on laser power and cutting velocity, followed by the assist gas pressure value.
-
7.
The most parameter used in titanium alloys papers was assist gas pressure (P), followed by cutting speed (V), followed by laser power (Pu), followed by pulse frequency (F), and pulse width (PW) as shown in Fig. 31.
-
8.
The most parameter used in steel alloys papers was cutting speed (V), followed by assist gas pressure (P), followed by laser power (Pu), followed by focal point (FP), and thickness (T) as shown in Fig. 32, which shows that the most used parameters in steel cutting are Pu, V, and P.
-
9.
The most parameter used in aluminum alloys papers was cutting speed (V), followed by equality between laser power (Pu) and assist gas pressure (P), followed by pulse frequency (F), and pulse width (PW) as shown in Fig. 33, which shows that the Pu, V, and P are the most used parameters in laser cutting of aluminum alloys.
-
10.
The most sets that have been measured to indicate the surface quality are surface roughness (SR) and kerf width (KW), which mostly indicate surface quality and kerf profile, as surface roughness gives an indication about dross formation and dross height. Also, kerf width gives an indication of the shape of the kerf profile and if we measured the kerf width from the upper side and from the lower side with knowing the thickness of the sheet, we can get the taper value.
-
11.
The most measured parameter in titanium alloy papers is SR, followed by KW, followed by kerf taper (KT), and heat-affected zone (HAZ) as shown in Fig. 34, which indicate that surface roughness and kerf width are the most studied as output parameters in cutting of titanium alloys by using laser techniques.
-
12.
The most measured parameter in steel alloy papers is SR, followed by KW, followed by HAZ, and KT as shown in Fig. 35, which confirm that SR and KW are the important performance parameters in laser cutting of steel alloys.
-
13.
The most measured parameter in aluminum alloy papers is SR, followed by KW, followed by KT, and HAZ as shown in Fig. 36, which assure that the surface roughness is the most important performance parameter in laser machining of metals.
-
14.
Assist gas pressure is not the most significant parameter in most of output parameters but it helps in refining the cut surface by removing the molten metal which gives good surface quality, also helps in decreasing the HAZ by decreasing the amount of heat in the material which alsos affect the kerf angle by decreasing the amount of heat and removing the cut metals.
-
15.
The type of assist gas is very significant as the researchers used about 5 different types which are air, oxygen, azote, nitrogen, and argon. But the most important are three types which are argon, nitrogen, and oxygen. Figure 37 shows the different values of surface roughness versus the different types of assist gas after using laser cutting for machining Al-2024-T3 alloy which clearly shows that the minimum values of surface roughness were taken when argon has been used as an assist gas followed by nitrogen [114]. Also, the composition of used gas affects the thickness of the oxidation layer as shown in Fig. 38. Most of the researchers used nitrogen as an assist gas as it is more economic than argon and gives better surface quality than oxygen. But if the application does not care about surface quality of a thicker material and needs more material removal rate, so it is recommended to use oxygen as an assist gas as it provides more heat which gives a high MRR. But if the application needs a high surface quality for a thin material to be used in precision applications so, it is recommended using argon as it is the best assist gas pressure in high accuracy.
-
16.
Surface roughness, kerf width, kerf taper, HAZ, and MRR are proportional with power, pulse width, pulse frequency, and inversely proportional with cutting speed and standoff distance. As increasing laser power, pulse frequency, and pulse width with low cutting speed and small distance between the nozzle and cut surface result in increasing the heat on the cut point that cause more melted metal which lead to high dross, big HAZ, high surface roughness, big kerf width, high taper angle, and high material removal rate which are the only advantages of those conditions which can be used if the surface quality is not important as MRR. On the other hand, microhardness is proportional with power and inversely proportional with cutting speed in steel, but hardness was not affected by laser power or cutting speed in aluminum which is not rational as hardness should be affected by the laser power and cutting speed as they lead to a change in the sheet metal properties.

Sheet thickness versus standard roughness [127]

Increase of the surface roughness with increase of thickness [95]

Measured surface roughness versus increasing the height of measure [84]

Laser beam power versus surface roughness [128]

Cutting speed versus surface roughness [128]

Effect of cutting parameters on surface roughness [84]

Cutting speed versus surface roughness [105]

Response of surface roughness versus power and focal length [129]

Response of surface roughness versus power and focal length [129]

The main effect of cutting parameters on surface roughness [130]

Kerf width relation with cutting parameters [106]

Main effect plot for kerf width values versus cutting parameters [130]

Kerf taper relation with standoff distance and defocusing amount [64]

Number of using input parameters in titanium studies

Number of using input parameters in steel studies

Number of using input parameters in aluminum studies

Number of measuring performance parameters in titanium studies

Number of measuring performance parameters in steel studies

Number of measuring performance parameters in aluminum studies

Surface roughness values of Al-2024-T3 versus different types of assist gas [114]

The effect of the gas composition during a laser beam machining on the thickness of the oxidation layer [66]
7 Conclusions
Extensive research investigations have been reviewed to study the use of laser beam machining by different researchers. Going through the analysis, the discussion part has been made and the following conclusions can be drawn:
-
1.
Kerf width, surface roughness, kerf taper, HAZ, and MRR are all inversely correlated with cutting speed and standoff distance and are proportional to power, pulse width, and pulse frequency.
-
2.
In steel, microhardness is inversely correlated with cutting speed and inversely proportional to laser power. However, neither of these variables had any effect on aluminum’s hardness, which is illogical given that both factors influence the properties of the sheet metal.
-
3.
The most critical aspect of assist gas is its type; although the researchers employed roughly 5 different types, argon, nitrogen, and oxygen are the most crucial. Since it is more affordable than argon and provides a better surface quality than oxygen, most researchers selected nitrogen as an assist gas. But the study advised utilizing oxygen as an aid gas because it adds more heat to the laser heat because of reaction with the material during laser cutting, giving a high MRR, and this can be used if the application does not care about the surface quality of the material and needs higher material removal rate.
-
4.
Finally, it is recommended using low laser power, high cutting speed, medium gas pressure, high standoff distance, medium pulse frequency, medium pulse width, small nozzle diameter, small thickness, and nitrogen as an assist gas for getting low surface roughness, small width of HAZ, small kerf width, and small kerf angle.
Abbreviations
- Pu:
-
Laser power, W
- V:
-
Cutting speed, mm/min
- P:
-
Assist gas pressure, bar
- PF:
-
Pulse frequency, Hz
- PW:
-
Pulse width, mm
- FP:
-
Focal position (focal point), mm
- SOD:
-
Standoff distance, mm
- WT:
-
Wait time, S
- PE:
-
Pulse energy, J
- DA:
-
Defocusing amount, mm
- DC:
-
Duty cycle, %
- I:
-
Lamp current, A
- ND:
-
Nozzle diameter, mm
- NOP:
-
Number of pulses, –
- T:
-
Thickness, mm
- SR:
-
Surface roughness, µm
- KW:
-
Kerf width, mm
- UKW:
-
Upper kerf width, mm
- LKW:
-
Lower kerf width, mm
- KT:
-
Kerf taper (kerf angle), °
- MRR:
-
Material removal rate, mm^3/min
- VH:
-
Hardness, µm
- HAZ:
-
Heat-affected zone, mm
- EHD:
-
Enter hole diameter, mm
- OHD:
-
Output hole diameter, mm
- CD:
-
Cycle duration, ms
- LBC:
-
Laser beam cutting, –
- USC:
-
Ultrasonic cutting, –
- PBC:
-
Plasma beam cutting, –
- AWJM:
-
Abrasive water jet machining, –
- TM:
-
Taguchi method, –
- ANOVA:
-
Analysis of variance, –
- DOE:
-
Design of experiment, –
- PP:
-
Pareto principle, –
- MCM:
-
Monte Carlo method, –
- LMT:
-
Laser machine type, –
- AGT:
-
Assist gas type, –
- N2 :
-
Nitrogen, –
- O2 :
-
Oxygen, –
- KD:
-
Kerf deviation, –
- EE:
-
Energy efficiency, –
- E l :
-
Linear specific energy, –
- E s :
-
Surface specific energy, –
- E v :
-
Volume specific energy, –
- Nd:YAG:
-
Neodymium-doped yttrium aluminum garnet; Nd: Y3Al5O12,
References
Rajaram N, Sheikh-Ahmad J, Cheraghi SH (2003) CO2 laser cut quality of 4130 steel. Int J Mach Tools Manuf 43(4):351–358. https://doi.org/10.1016/S0890-6955(02)00270-5
Wikipedia, “Laser,” Wikimedia Foundation. en.wikipedia.org/wiki/Laser. Accessed 22 Oct 2022
Kumar Dubey A, Yadava V (2008) Multi-objective optimisation of laser beam cutting process. Opt Laser Technol 40(3):562–570. https://doi.org/10.1016/j.optlastec.2007.09.002
Shanjin L, Yang W (2006) An investigation of pulsed laser cutting of titanium alloy sheet. Opt Lasers Eng 44(10):1067–1077. https://doi.org/10.1016/j.optlaseng.2005.09.003
Ghany KA, Newishy M (2005) Cutting of 1.2 mm thick austenitic stainless steel sheet using pulsed and CW Nd:YAG laser. J Mater Process Technol 168(3):438–447. https://doi.org/10.1016/j.jmatprotec.2005.02.251
Patidar D, Rana RS (2018) The effect of CO2 laser cutting parameter on Mechanical & Microstructural characteristics of high strength steel-a review. Mater Today Proc 5(9):17753–17762. https://doi.org/10.1016/j.matpr.2018.06.099
Steen W, Mazumder J (2010) Laser Cutting, Drilling and Piercing. In: Laser Material Processing. Springer, London. https://doi.org/10.1007/978-1-84996-062-5_4
Bäuerle D (ed) (2013) Laser Processing and Diagnostics: Proceedings of an International Conference, University of Linz, Austria, Vol 39. Springer Science & Business Media, 15–19
Nagimova A, Perveen A (2019) A review on laser machining of hard to cut materials. Mater Today Proc 18:2440–2447. https://doi.org/10.1016/j.matpr.2019.07.092
Badoniya P (2018) CO 2 laser cutting of different materials-a review. Int Res J Eng Technol (February):1–12 [Online]. Available: http://www.irjet.net. Accessed 22 Oct 2022
Rana RS, Chouksey R, Dhakad KK, Paliwal D (2018) Optimization of process parameter of Laser beam machining of high strength steels: a review. Mater Today Proc 5(9):19191–19199. https://doi.org/10.1016/j.matpr.2018.06.274
Dubey AK, Yadava V (2008) Laser beam machining-a review. Int J Machine Tools Manuf 48(6):609–628. https://doi.org/10.1016/j.ijmachtools.2007.10.017
Sen A, Doloi B, Bhattacharyya B (2015) Fiber Laser Micro-machining of Ti-6Al-4V. In: Joshi S, Dixit U (eds) Lasers Based Manufacturing. Topics in Mining, Metallurgy and Materials Engineering. Springer, New Delhi. https://doi.org/10.1007/978-81-322-2352-8
Sharma A, Yadava V (2018) Experimental analysis of Nd-YAG laser cutting of sheet materials – a review. Opt Laser Technol 98:264–280. https://doi.org/10.1016/j.optlastec.2017.08.002
Li G, Chandra S, Rahman Rashid RA, Palanisamy S, Ding S (2022) Machinability of additively manufactured titanium alloys: a comprehensive review. J Manuf Process 75(August 2021):72–99. https://doi.org/10.1016/j.jmapro.2022.01.007
Hourmand M, Sarhan A, Sayuti M, Hamdi M (2021) A Comprehensive Review on Machining of Titanium Alloys. Arab J Sci Eng 46:1–37. https://doi.org/10.1007/s13369-021-05420-1.
Colpani A, Fiorentino A, Ceretti E, Attanasio A (2019) Tool wear analysis in micromilling of titanium alloy. Precis Eng 57(March):83–94. https://doi.org/10.1016/j.precisioneng.2019.03.011
Arrazola PJ, Garay A, Iriarte LM, Armendia M, Marya S, Le Maître F (2009) Machinability of titanium alloys (Ti6Al4V and Ti555.3). J Mater Process Technol 209(5):2223–2230. https://doi.org/10.1016/j.jmatprotec.2008.06.020
Ananda Kumar E, Pugazhenhi R, Chandrasekaran M, Anbuchezhiyan G (2022) Effect of preheating on machinability of titanium alloy. Mater Today Proc 64(xxxx):799–803. https://doi.org/10.1016/j.matpr.2022.05.307
Kim DH, Lee CM (2021) Experimental investigation on machinability of titanium alloy by laser-assisted end milling. Metals (Basel) 11(10):1552. https://doi.org/10.3390/met11101552
Habrat W, Krupa K, Markopoulos AP, Karkalos NE (2021) Thermo-mechanical aspects of cutting forces and tool wear in the laser-assisted turning of Ti-6Al-4V titanium alloy using AlTiN coated cutting tools. Int J Adv Manuf Technol 115(3):759–775. https://doi.org/10.1007/s00170-020-06132-w
Pan Z et al (2017) Heat affected zone in the laser-assisted milling of Inconel 718. J Manuf Process 30:141–147. https://doi.org/10.1016/j.jmapro.2017.09.021
Feng Y et al (2019) Surface roughness modeling in laser-assisted End Milling of Inconel 718. Mach Sci Technol 23(4):650–668. https://doi.org/10.1080/10910344.2019.1575407
Kalantari O, Jafarian F, Fallah MM (2021) Comparative investigation of surface integrity in laser assisted and conventional machining of Ti-6Al-4 V alloy. J Manuf Process 62(June 2019):90–98. https://doi.org/10.1016/j.jmapro.2020.11.032
Thomas DJ (2016) Optimising laser cut-edge durability for steel structures in high stress applications. J Constr Steel Res 121:40–49. https://doi.org/10.1016/j.jcsr.2016.01.013
Naresh, Khatak P (2022) Laser cutting technique: a literature review. Mater Today Proc 56(5 SI):2484–2489. https://doi.org/10.1016/j.matpr.2021.08.250
Ramakrishnan S, Senthilkumar V, Singaravelu DL (2019) Effect of cutting parameters on surface integrity characteristics of Ti-6Al-4V in abrasive water jet machining process. Mater Res Express 6(11):116583. https://doi.org/10.1088/2053-1591/ab4be0
Liu J, Jiang X, Gao Z, Zhang M, Zhang D (2019) Investigation of the effect of vibration amplitude on the surface integrity in high-speed rotary ultrasonic elliptical machining for side milling of Ti-6Al-4V. Jixie Gongcheng Xuebao/Journal Mech Eng 55(11):215–223. https://doi.org/10.3901/JME.2019.11.215
Feng Y et al (2020) Surface roughness prediction in ultrasonic vibration-assisted milling. J Adv Mech Des Syst Manuf 14(4):1–14. https://doi.org/10.1299/JAMDSM.2020JAMDSM0063
Weiss L, Tazibt A, Aillerie M, Tidu A (2018) Surface and microstructure modifications of Ti-6Al-4V titanium alloy cutting by a water jet/high power laser converging coupling. Mater Res Express 5(1):016528. https://doi.org/10.1088/2053-1591/aaa827
Krajcarz D (2014) Comparison metal water jet cutting with laser and plasma cutting. Procedia Eng 69:838–843. https://doi.org/10.1016/j.proeng.2014.03.061
İrsel G, Güzey B (2021) Comparison of laser beam, oxygen and plasma arc cutting methods in terms of their advantages and disadvantages in cutting structural steels. J Phys Conf Ser 2130:012022. https://doi.org/10.1088/1742-6596/2130/1/012022
Hock K, Adelmann B, Hellmann R (2012) Comparative study of remote fiber laser and water-jet guided laser cutting of thin metal sheets. Phys Procedia 39:225–231. https://doi.org/10.1016/j.phpro.2012.10.033
Powell J, Kaplan A (2012) A technical and commercial comparison of fiber laser and CO2 laser cutting. Int Congr Appl Lasers Electro-Optics 277–281. https://doi.org/10.2351/1.5062456
Riveiro A, Quintero F, Lusquiños F, Comesaña R, Pou J (2010) Parametric investigation of CO2 laser cutting of 2024–T3 alloy. J Mater Process Technol 210(9):1138–1152. https://doi.org/10.1016/j.jmatprotec.2010.02.024
Engineering M (2011) Experimental investigations of CO 2 laser cut quality : a review Miroslav Radovanovic, Milos Madic. Nonconv Technol Rev 15(4):35
Chi Y, Gu G, Yu H, Chen C (2018) Laser surface alloying on aluminum and its alloys: a review. Opt Lasers Eng 100(July 2017):23–37. https://doi.org/10.1016/j.optlaseng.2017.07.006
Tamilarasan A, Rajamani D, Esakki B (2018) Parametric optimisation in Nd-YAG laser cutting of thin Ti-6Al-4V super alloy sheet using evolutionary algorithms. Int J Mater Prod Technol 57(1–3):71–91. https://doi.org/10.1504/IJMPT.2018.092933
Tzeng YF (2000) Parametric analysis of the pulsed Nd:YAG laser seam-welding process. J Mater Process Technol 102(1):40–47. https://doi.org/10.1016/S0924-0136(00)00447-7
Gao XL, Zhang LJ, Liu J, Zhang JX (2014) Porosity and microstructure in pulsed Nd:YAG laser welded Ti6Al4V sheet. J Mater Process Technol 214(7):1316–1325. https://doi.org/10.1016/j.jmatprotec.2014.01.015
Sharma A, Yadava V (2012) Modelling and optimization of cut quality during pulsed Nd:YAG laser cutting of thin Al-alloy sheet for straight profile. Opt Laser Technol 44(1):159–168. https://doi.org/10.1016/j.optlastec.2011.06.012
Mullick S, Agrawal AK, Nath AK (2016) Effect of laser incidence angle on cut quality of 4 mm thick stainless steel sheet using fiber laser. Opt Laser Technol 81:168–179. https://doi.org/10.1016/j.optlastec.2016.02.006
Tirumala Rao B, Nath AK (2002) Melt flow characteristics in gas-assisted laser cutting. Sadhana - Acad Proc Eng Sci 27(July 2017):569–575. https://doi.org/10.1007/bf02703295
Pramanik D, Kuar AS, Sarkar S, Mitra S (2020) Enhancement of sawing strategy of multiple surface quality characteristics in low power fiber laser micro cutting process on titanium alloy sheet. Opt Laser Technol 122(August 2019):105847. https://doi.org/10.1016/j.optlastec.2019.105847
Librera E, Riva G, Safarzadeh H, Previtali B (2015) On the use of areal roughness parameters to assess surface quality in laser cutting of stainless steel with CO2 and fiber sources. Procedia CIRP 33:532–537. https://doi.org/10.1016/j.procir.2015.06.069
Ezugwu EO, Bonney J, Yamane Y (2003) An overview of the machinability of aeroengine alloys. J Mater Process Technol 134(2):233–253. https://doi.org/10.1016/S0924-0136(02)01042-7
Ezugwu EO, Wang ZM (1997) Titanium alloys and their machinability - a review. J Mater Process Technol 68(3):262–274. https://doi.org/10.1016/S0924-0136(96)00030-1
Mierzejewska ZA, Hudák R, Sidun J (2019) Mechanical properties and microstructure of DMLS Ti6Al4V alloy dedicated to biomedical applications. Materials (Basel) 12(1):176. https://doi.org/10.3390/ma12010176
Niinomi M (1998) Mechanical properties of biomedical titanium alloys. Mater Sci Eng A 243(1–2):231–236. https://doi.org/10.1016/s0921-5093(97)00806-x
Annamalai VE, Kavitha S, Ramji SA (2014) Enhancing the properties of Ti6Al4V as a biomedical material: a review. Open Mater Sci J 8(1):1–17. https://doi.org/10.2174/1874088X01408010001
Pramanik A (2014) Problems and solutions in machining of titanium alloys. Int J Adv Manuf Technol 70(5–8):919–928. https://doi.org/10.1007/s00170-013-5326-x
Wang B, Liu Z (2018) Influences of tool structure, tool material and tool wear on machined surface integrity during turning and milling of titanium and nickel alloys: a review. Int J Adv Manuf Technol 98(5–8):1925–1975. https://doi.org/10.1007/s00170-018-2314-1
Bolzoni L, Ruiz-Navas EM, Gordo E (2017) Quantifying the properties of low-cost powder metallurgy titanium alloys. Mater Sci Eng A 687(December 2016):47–53. https://doi.org/10.1016/j.msea.2017.01.049
Jaffee RI (1958) The physical metallurgy of titanium alloys. Prog Met Phys 7(C):1958. https://doi.org/10.1016/0502-8205(58)90004-2
Sankara P (2014) Corrosion control in the oil and gas industry, gulf professional publishing. https://doi.org/10.1016/B978-0-12-397022-0.00003-0
Kumar Wagri N et al (2022) An overview of the machinability of alloy steel. Mater Today Proc 62:3771–3781. https://doi.org/10.1016/j.matpr.2022.04.457
Riveiro A, Quintero F, Lusquiños F, Pou J, Pérez-Amor M (2008) Laser cutting of 2024–T3 aeronautic aluminum alloy. J Laser Appl 20(4):230–235. https://doi.org/10.2351/1.2995769
Riveiro A, Quintero F, Lusquiños F, Comesaña R, Pou J (2011) Effects of processing parameters on laser cutting of aluminium-copper alloys using off-axial supersonic nozzles. Appl Surf Sci 257(12):5393–5397. https://doi.org/10.1016/j.apsusc.2010.11.061
Riveiro A, Quintero F, Lusquiños F, Comesaña R, Del Val J, Pou J (2011) The role of the assist gas nature in laser cutting of aluminum alloys. Phys Procedia 12(PART 1):548–554. https://doi.org/10.1016/j.phpro.2011.03.069
Kun-Bodnár K, Maros ZS (2011) Cutting of aluminium alloy by abrasive waterjet. Hungarian J Ind Chem Veszprém 39(2):211–214. [Online]. Available: https://hjic.mk.uni-pannon.hu/index.php/hjic/article/view/412
Aiura T, Asano K (1990) Machining of aluminum alloys. J Japan Inst Light Met 40(4):317–332. https://doi.org/10.2464/jilm.40.317
Rai A, Park K, Zhou L, Zachariah MR (2006) Understanding the mechanism of aluminium nanoparticle oxidation. Combust Theory Model 10(5):843–859. https://doi.org/10.1080/13647830600800686
Dutta Majumdar J, Manna I (2003) Laser processing of materials. Sadhana 28:495–562. https://doi.org/10.1007/BF02706446
Liu Y, Zhang S, Zhao Y, Ren Z (2022) Experiments on the kerf quality characteristic of mild steel while cutting with a high-power fiber laser. Opt Laser Technol 154(June):108332. https://doi.org/10.1016/j.optlastec.2022.108332
Pramanik D, Roy N, Kuar AS, Sarkar S, Mitra S (2022) Experimental investigation of sawing approach of low power fiber laser cutting of titanium alloy using particle swarm optimization technique. Opt Laser Technol 147(October 2021):107613. https://doi.org/10.1016/j.optlastec.2021.107613
Marimuthu S, Dunleavey J, Liu Y, Antar M, Smith B (2019) Laser cutting of aluminium-alumina metal matrix composite. Opt Laser Technol 117(April):251–259. https://doi.org/10.1016/j.optlastec.2019.04.029
Singh AK, Bal KS, Pal AR, Dey D, Roy Choudhury A (2021) A novel method to reduce dross in laser beam cutting of Ti-6Al-4 V alloy sheet. J Manuf Process 64(January):95–112. https://doi.org/10.1016/j.jmapro.2021.01.020
Joshi P, Sharma A (2018) Simultaneous optimization of kerf taper and heat affected zone in Nd-YAG laser cutting of Al 6061–T6 sheet using hybrid approach of grey relational analysis and fuzzy logic. Precis Eng 54(May):302–313. https://doi.org/10.1016/j.precisioneng.2018.06.007
Biswas R, Kuar AS, Mitra S (2014) Multi-objective optimization of hole characteristics during pulsed Nd:YAG laser microdrilling of gamma-titanium aluminide alloy sheet. Opt Lasers Eng 60:1–11. https://doi.org/10.1016/j.optlaseng.2014.03.014
Sharma V, Singh M, Singh JIP (2021) Analysis of various laser cutting parameters on material removal rate for machining of aluminium 5052 using one-factor approach. Mater Today Proc 50:2500–2504. https://doi.org/10.1016/j.matpr.2021.11.095
Boujelbene M, Alghamdi AS, Miraoui I, Bayraktar E, Gazbar M (2017) Effects of the laser cutting parameters on the micro-hardness and on the heat affected zone of the mi-hardened steel. Int J Adv Appl Sci 4(5):19–25. https://doi.org/10.21833/ijaas.2017.05.003
Cavusoglu O (2021) The 3D surface morphological investigation of laser cutting process of 2024–T3 aluminum alloy sheet. Optik (Stuttg) 238(February):166739. https://doi.org/10.1016/j.ijleo.2021.166739
Perveen A, Molardi C, Fornaini C (2018) Applications of laser welding in dentistry: a state-of-the-art review. Micromachines 9(5):209. https://doi.org/10.3390/mi9050209
Almeida IA et al (2006) Optimization of titanium cutting by factorial analysis of the pulsed Nd:YAG laser parameters. J Mater Process Technol 179(1–3):105–110. https://doi.org/10.1016/j.jmatprotec.2006.03.107
Lopez AB, Assunção E, Quintino L, Blackburn J, Khan A (2017) High-power fiber laser cutting parameter optimization for nuclear Decommissioning. Nucl Eng Technol 49(4):865–872. https://doi.org/10.1016/j.net.2017.02.004
Reddy VC, Gowd GH, Kumar MLSD (2018) Empirical modeling & optimization of laser micro - machining process parameters using genetic algorithm. Mater Today Proc 5(2):8095–8103. https://doi.org/10.1016/j.matpr.2017.11.496
El Aoud B et al (2021) Investigation of cut edge microstructure and surface roughness obtained by laser cutting of titanium alloy Ti-6Al-4V. Mater Today Proc 44:2775–2780. https://doi.org/10.1016/j.matpr.2020.12.756
Shrivastava PK, Pandey AK (2018) Multi-objective optimization of cutting parameters during laser cutting of titanium alloy sheet using hybrid approach of genetic algorithm and multiple regression analysis. Mater Today Proc 5(11):24710–24719. https://doi.org/10.1016/j.matpr.2018.10.269
Farasati R, Ebrahimzadeh P, Fathi J, Teimouri R (2019) Optimization of laser micromachining of Ti–6Al–4V. Int J Light Mater Manuf 2(4):305–317. https://doi.org/10.1016/j.ijlmm.2019.08.002
Boudjemline A, Boujelbene M, Bayraktar E, (2020) Surface Quality of Ti-6Al-4V Titanium Alloy Parts Machined by Laser Cutting. Eng Technol Appl Sci Res 10(4):6062–6067. https://doi.org/10.48084/etasr.3719
Muthuramalingam T, Moiduddin K, Akash R, Krishnan S, HammadMian S, Ameen W, Alkhalefah (2020) Influence of process parameters on dimensional accuracy of machined titanium (Ti-6Al-4V) alloy in laser beam machining process. Optics and Laser Technol 132:106494. https://doi.org/10.1016/j.optlastec.2020.106494
Kochergin SA, Morgunov YA, Saushkin BP (2017) Particularities of pulse laser cutting of thin plate titanium blanks. Procedia Eng 206:1161–1166. https://doi.org/10.1016/j.proeng.2017.10.611
Kumar Pandey A, Kumar Dubey A (2012) Simultaneous optimization of multiple quality characteristics in laser cutting of titanium alloy sheet. Opt Laser Technol 44(6):1858–1865. https://doi.org/10.1016/j.optlastec.2012.01.019
Boujelbene M et al (2021) Effect of cutting conditions on surface roughness of machined parts in CO2laser cutting of pure titanium. Mater Today Proc 44(February):2080–2086. https://doi.org/10.1016/j.matpr.2020.12.179
El Aoud B, Boujelbene M, Bayraktar E, Ben Salem S (2019) Optimization of kerf quality during CO2 laser cutting of titanium alloy sheet Ti-6Al-4V and pure titanium Ti. Conf Proc Soc Exp Mech Ser 5:213–219. https://doi.org/10.1007/978-3-319-95510-0_26
Yilbas BS, Shaukat MM, Ashraf F (2017) Laser cutting of various materials: kerf width size analysis and life cycle assessment of cutting process. Opt Laser Technol 93:67–73. https://doi.org/10.1016/j.optlastec.2017.02.014
Pandey AK, Dubey AK (2013) Modeling and optimization of kerf taper and surface roughness in laser cutting of titanium alloy sheet. J Mech Sci Technol 27(7):2115–2124. https://doi.org/10.1007/s12206-013-0527-7
Tahir AFM, Aqida SN (2017) An investigation of laser cutting quality of 22MnB5 ultra high strength steel using response surface methodology. Opt Laser Technol 92(January):142–149. https://doi.org/10.1016/j.optlastec.2017.01.005
International Conference on Recent Trends in Physics 2016 (ICRTP2016) (2016) J Phys Conf Ser 755(1):011001. https://doi.org/10.1088/1742-6596/755/1/011001
Muralidharan K, Kamala SSP, Alankrutha D, Prakash KB, Subbiah R, Marichamy S (2021) Parametric analysis and performance of laser cutting on strenx steel. Materials Today: Proceedings 45:2313–2316. https://doi.org/10.1016/j.matpr.2020.10.573
Madić M, Antucheviciene J, Radovanović M, Petković D, MilošMadić DP, Antucheviciene J, Radovanović M (2017) Determination of laser cutting process conditions using the preference selection index method. Opt Laser Technol 89(October 2016):214–220. https://doi.org/10.1016/j.optlastec.2016.10.005
Tura AD, Mamo HB, Desisa DG (2021) Multi-objective optimization and analysis for laser beam cutting of stainless steel (SS304) using hybrid statistical tools GA-RSM. IOP Conf Ser Mater Sci Eng 1201(1):012030. https://doi.org/10.1088/1757-899X/1201/1/012030
Magdum VB, Kittur JK, Kulkarni SC (2022) Surface roughness optimization in laser machining of stainless steel 304 using response surface methodology. Mater Today Proc 59:540–546. https://doi.org/10.1016/j.matpr.2021.11.570
El-Wardany A, Sonbol H, Mahdy M (2018) An investigation into the effect of Co2 laser cutting variables on cutting edge quality of stainless steel 316 sheets. Int Conf Appl Mech Mech Eng 18(18):1–12. https://doi.org/10.21608/amme.2018.35006
Genna S, Menna E, Rubino G, Tagliaferri V (2020) Experimental investigation of industrial laser cutting: the effect of the material selection and the process parameters on the kerf quality. Appl Sci 10(14):4956. https://doi.org/10.3390/app10144956
Stelzer S, Mahrle A, Wetzig A, Beyer E (2013) Experimental investigations on fusion cutting stainless steel with fiber and CO2 laser beams. Phys Procedia 41:399–404. https://doi.org/10.1016/j.phpro.2013.03.093
Madić M, Radovanović M, Trajanović M, Manić M (2014) Analysis of correlations of multiple-performance characteristics for optimization of CO2 laser nitrogen cutting of AISI 304 stainless steel. J Eng Sci Technol Rev 7(2):16–21. https://doi.org/10.25103/jestr.072.03
Girdu CC, Mihail LA, Dragoi MV (2019) Estimation of laser cutting process efficiency. IOP Conf Ser Mater Sci Eng 659(1):012045. https://doi.org/10.1088/1757-899X/659/1/012045
Costa Rodrigues G, Cuypers M, FallahiSichani E, Kellens K, Duflou JR (2013) Laser cutting with direct diode laser. Phys Procedia 41:558–565. https://doi.org/10.1016/j.phpro.2013.03.116
Taheri H, Zarepour Firouzabadi H, Hashemzadeh M (2018) The effect of focal distance and type of auxiliary gas on cut width in CO2 laser cutting of stainless and mild steel sheets. Int J Adv Des Manuf Technol 11 (4):23–29. Available: https://www.sid.ir/EN/JOURNAL/ViewPaper.aspx?ID=649395. Accessed 22 Oct 2022
Girdu CC, Gheorghe C, Radulescu C, Cirtina D (2021) Influence of process parameters on cutting width in co2 laser processing of hardox 400 steel. Appl Sci 11(13):5998. https://doi.org/10.3390/app11135998
Parthiban A, Chandrasekaran M, Muthuraman V, Sathish S (2018) Optimization of CO2 laser cutting of stainless steel sheet for curved profile. Mater Today Proc 5(6):14531–14538. https://doi.org/10.1016/j.matpr.2018.03.042
Karthikeyan R, Senthilkumar V, Thilak M, Nagadeepan A (2018) Application of grey relational analysis for optimization of kerf quality during CO2 laser cutting of mild steel. Mater Today Proc 5(9):19209–19215. https://doi.org/10.1016/j.matpr.2018.06.276
Jarosz K, Löschner P, Niesłony P (2016) Effect of cutting speed on surface quality and heat-affected zone in laser cutting of 316L stainless steel. Procedia Eng 149(June):155–162. https://doi.org/10.1016/j.proeng.2016.06.650
Lin L, Sobih M, Crouse PL (2007) Striation-free laser cutting of mild steel sheets. CIRP Ann - Manuf Technol 56(1):193–196. https://doi.org/10.1016/j.cirp.2007.05.047
Ding H, Wang Z, Guo Y (2020) Multi-objective optimization of fiber laser cutting based on generalized regression neural network and non-dominated sorting genetic algorithm. Infrared Phys Technol 108(December 2019):103337. https://doi.org/10.1016/j.infrared.2020.103337
Lamikiz A, De Lacalle LNL, Sánchez JA, Del Pozo D, Etayo JM, López JM (2005) CO 2 laser cutting of advanced high strength steels (AHSS). Appl Surf Sci 242(3–4):362–368. https://doi.org/10.1016/j.apsusc.2004.08.039
Madić M, Radovanović M, Manić M, Trajanović M (2014) Optimization of co2 laser cutting process using taguchi and dual response surface methodology. Tribol Ind 36(3):236–243
Arrizubieta I, Lamikiz A, Martínez S, Ukar E, Tabernero I, Girot F (2013) Internal characterization and hole formation mechanism in the laser percussion drilling process. Int J Mach Tools Manuf 75:55–62. https://doi.org/10.1016/j.ijmachtools.2013.08.004
Kotadiya DJ, Pandya DH (2016) Parametric analysis of laser machining with response surface method on SS-304. Procedia Technol 23:376–382. https://doi.org/10.1016/j.protcy.2016.03.040
Cekic A, Begic-Hajdarevic D, Kulenovic M, Omerspahic A (2014) CO2 laser cutting of alloy steels using N2 assist gas. Procedia Eng 69:310–315. https://doi.org/10.1016/j.proeng.2014.02.237
SenthilKumar V, Nagadeepan A, Tony Raj LH, Sabarish P, Stonier AA (2021) Optimization of aluminum alloy by CO 2 laser cutting using genetic algorithm to achieve surface quality. IOP Conf Ser Mater Sci Eng 1055(1):012123. https://doi.org/10.1088/1757-899x/1055/1/012123
Zhou J, Zhang Z, Niu F, Lv J (1885) Study on laser cutting process of aluminum alloy explosion suppression material. J Phys Conf Ser 2:2021. https://doi.org/10.1088/1742-6596/1885/2/022013
Riveiro A et al., (2017) Laser cutting of aluminum alloy Al-2024-T3. Procedia Manuf 13:396–401. https://doi.org/10.1016/j.promfg.2017.09.028
Li M, Han H, Jiang X, Jiang X (2022) A feasibility study on high-efficient laser cutting of SiC particles reinforced aluminum matrix composite using single-pass strategy. Optik (Stuttg) 265(June):169485. https://doi.org/10.1016/j.ijleo.2022.169485
Ullah S et al (2022) Energy efficiency and cut-quality improvement during fiber laser cutting of aluminum alloy in the different hardened conditions. Mater Today Commun 33:104236. https://doi.org/10.1016/j.mtcomm.2022.104236
Adalarasan R, Santhanakumar M, Rajmohan M (2015) Optimization of laser cutting parameters for Al6061/SiCp/Al2O3 composite using grey based response surface methodology (GRSM). Meas J Int Meas Confed 73:596–606. https://doi.org/10.1016/j.measurement.2015.06.003
Stournaras A, et al., (2009) An investigation of quality in CO2 laser cutting of aluminum. CIRP J Manuf Sci Technol 2(1):61–69. https://doi.org/10.1016/j.cirpj.2009.08.005
Leone C, Genna S, Caggiano A, Tagliaferri V, Molitierno R (2015) An investigation on Nd:YAG laser cutting of Al 6061 T6 alloy sheet. Procedia CIRP 28:64–69. https://doi.org/10.1016/j.procir.2015.04.012
Sharifi M, Akbari M (2019) Experimental investigation of the effect of process parameters on cutting region temperature and cutting edge quality in laser cutting of AL6061T6 alloy. Optik (Stuttg) 184(April):457–463. https://doi.org/10.1016/j.ijleo.2019.04.105
Yongbin Y, Bagherzadeh SA, Azimy H, Akbari M, Karimipour A (2020) Comparison of the artificial neural network model prediction and the experimental results for cutting region temperature and surface roughness in laser cutting of AL6061T6 alloy. Infrared Phys Technol 108(March):103364. https://doi.org/10.1016/j.infrared.2020.103364
Dubey AK, Yadava V (2008) Optimization of kerf quality during pulsed laser cutting of aluminium alloy sheet. J Mater Process Technol 204(1–3):412–418. https://doi.org/10.1016/j.jmatprotec.2007.11.048
Huehnlein K, Tschirpke K, Hellmann R (2010) Optimization of laser cutting processes using design of experiments. Phys Procedia 5(PART 2):243–252. https://doi.org/10.1016/j.phpro.2010.08.050
Riveiro A, Quintero F, Lusquiños F, Comesaña R, Pou J (2010) Influence of assist gas nature on the surfaces obtained by laser cutting of Al-Cu alloys. Surf Coatings Technol 205(7):1878–1885. https://doi.org/10.1016/j.surfcoat.2010.08.058
Samy VSNP, Manigandan A (2015) Parametric investigation of process parameters for laser cutting process. Int J Innov Res Sci Eng Technol 4(5):2773–2779. https://doi.org/10.15680/ijirset.2015.0405017
Phipon R, Pradhan BB (2012) Control parameters optimization of laser beam machining using genetic algorithm. Int J Comput Eng Res 2(5):2250–3005
Radovanovic M, Dašić P (2006) Research on surface roughness by laser cut. Dunărea Jos 7(2006):84–88. Accessed 22 Oct 2022. Available: https://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.528.7031&rep=rep1&type=pdf
Boujelbene M et al (2023) Analysis of surface integrity of intermetallic composite based on titanium-aluminum machined by laser cutting. Opt Laser Technol 161(October 2022):109187. https://doi.org/10.1016/j.optlastec.2023.109187
Li M (2021) Evaluation of the effect of process parameters on the cut quality in fiber laser cutting of duplex stainless steel using response surface method (RSM). Infrared Phys Technol 118(July):1–7. https://doi.org/10.1016/j.infrared.2021.103896
Rajesh K, Murali Krishnam Raju VV, Rajesh S, Sudheer Kumar Varma N (2019) Effect of process parameters on machinability characteristics of CO2 laser process used for cutting SS-304 stainless steels. Mater Today Proc 18:2065–2072. https://doi.org/10.1016/j.matpr.2019.06.261
Funding
Open access funding provided by The Science, Technology & Innovation Funding Authority (STDF) in cooperation with The Egyptian Knowledge Bank (EKB).
Author information
Authors and Affiliations
Corresponding authors
Ethics declarations
Ethics approval
This article does not contain any studies with human participants or animals performed by any of the authors.
Consent to participate
Not applicable.
Consent for publication
Not applicable.
Competing interests
The authors declare no competing interests.
Additional information
Publisher's Note
Springer Nature remains neutral with regard to jurisdictional claims in published maps and institutional affiliations.
Rights and permissions
Open Access This article is licensed under a Creative Commons Attribution 4.0 International License, which permits use, sharing, adaptation, distribution and reproduction in any medium or format, as long as you give appropriate credit to the original author(s) and the source, provide a link to the Creative Commons licence, and indicate if changes were made. The images or other third party material in this article are included in the article's Creative Commons licence, unless indicated otherwise in a credit line to the material. If material is not included in the article's Creative Commons licence and your intended use is not permitted by statutory regulation or exceeds the permitted use, you will need to obtain permission directly from the copyright holder. To view a copy of this licence, visit http://creativecommons.org/licenses/by/4.0/.
About this article

Cite this article
Alsaadawy, M., Dewidar, M., Said, A. et al. A comprehensive review of studying the influence of laser cutting parameters on surface and kerf quality of metals. Int J Adv Manuf Technol 130, 1039–1074 (2024). https://doi.org/10.1007/s00170-023-12768-1
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-023-12768-1