
Abstract
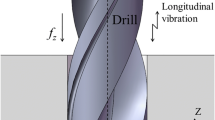
Conventional drilling (CD) which is known by two rotary and linear motions is considerably used in material removal processes; however, this method cannot satisfy the new demands of modern industry anymore, encountering with some serious technological constraints such as fast tool wear, high thrust force, and so on. A new and promising method which has been used recently as an alternative technique to cope or at least diminish common difficulties in CD is imposing ultrasonic vibrations to the cutting process, where vibrations usually with high frequency and low amplitude are superimposed in the movements of cutting tool. This study is a new exercise which considers the effects of one and two directional ultrasonic vibrations in drilling of AISI 1045 compared to CD. In one directional technique known as longitudinal ultrasonic assisted drilling (L UAD), ultrasonic vibrations are added to the feed motion and in two directional vibrations; ultrasonic vibrations are simultaneously applied to both feed and rotary motions known as longitudinal-torsional ultrasonic assisted drilling (L-T UAD). The study which is performed both experimentally and numerically does its best to evaluate and compare the obtained results in CD, L UAD, and L-T UAD. In experimental part, a system including two vibratory tools and a rotary mechanism is designed, fabricated, and then assembled with other equipment on a milling machine to accomplish drilling tests. In numerical part, a FE model is also developed with the aim of further understanding of experimental results, by which drilling operations either conventional or vibratory in different forms can be conducted and studied. As a brief conclusion, it was found that ultrasonic vibrations can be used as an effective tool for enhancement of drilling process and longitudinal-torsional vibrations reveal better results than longitudinal vibrations.
Similar content being viewed by others

References
Gaitonde V, Karnik S, Siddeswarappa B, Achyutha B (2008) Integrating box-Behnken design with genetic algorithm to determine the optimal parametric combination for minimizing burr size in drilling of AISI 316L stainless steel. Int J Adv Manuf Technol 37:230–240
Dasch JM, Ang CC, Wong CA, Cheng YT, Weiner AM, Lev LC et al (2006) A comparison of five categories of carbon-based tool coatings for dry drilling of aluminum. Surf Coat Technol 200:2970–2977
Barani A, Amini S, Paktinat H, Tehrani AF (2014) Built-up edge investigation in vibration drilling of Al2024-T6. Ultrasonics 54:1300–1310
Gaugel S, Sripathy P, Haeger A, Meinhard D, Bernthaler T, Lissek F et al (2016) A comparative study on tool wear and laminate damage in drilling of carbon-fiber reinforced polymers (CFRP). Compos Struct 155:173–183
Hocheng H, Tsao C, Chen H (2016) Utilizing internal icing force to reduce delamination in drilling composite tubes. Compos Struct 139:36–41
Li X, Zhu W, Wang J, Deng Y (2016) Optimization of bone drilling process based on finite element analysis. Appl Therm Eng 108:211–220
Lughmani WA, Bouazza-Marouf K, Ashcroft I (2015) Drilling in cortical bone: a finite element model and experimental investigations. J Mech Behav Biomed Mater 42:32–42
Lauderbaugh LK (2009) Analysis of the effects of process parameters on exit burrs in drilling using a combined simulation and experimental approach. J Mater Process Technol 209:1909–1919
Ko S-L, Chang J-E, Yang G-E (2003) Burr minimizing scheme in drilling. J Mater Process Technol 140:237–242
Kim J, Min S, Dornfeld DA (2001) Optimization and control of drilling burr formation of AISI 304L and AISI 4118 based on drilling burr control charts. Int J Mach Tools Manuf 41:923–936
Babitsky V, Kalashnikov A, Meadows A, Wijesundara A (2003) Ultrasonically assisted turning of aviation materials. J Mater Process Technol 132:157–167
Amini S, Paktinat H, Barani A, Tehran AF (2013) Vibration drilling of Al2024-T6. Mater Manuf Process 28:476–480
Makhdum F, Phadnis VA, Roy A, Silberschmidt VV (2014) Effect of ultrasonically-assisted drilling on carbon-fibre-reinforced plastics. J Sound Vib 333:5939–5952
Kadivar M, Akbari J, Yousefi R, Rahi A, Nick MG (2014) Investigating the effects of vibration method on ultrasonic-assisted drilling of al/SiCp metal matrix composites. Robot Comput Integr Manuf 30:344–350
Wang Y, Cao M, Zhao Y, Zhou G, Liu W, Li D (2013) Experimental investigations on microcracks in vibrational and conventional drilling of cortical bone. J Nanomater 2013:6
Wang Y, Cao M, Zhao X, Zhu G, McClean C, Zhao Y et al (2014) Experimental investigations and finite element simulation of cutting heat in vibrational and conventional drilling of cortical bone. Med Eng Phys 36:1408–1415
Chang SS, Bone GM (2005) Burr size reduction in drilling by ultrasonic assistance. Robot Comput Integr Manuf 21:442–450
Babitsky V, Astashev V, Meadows A (2007) Vibration excitation and energy transfer during ultrasonically assisted drilling. J Sound Vib 308:805–814
Song Y, Park C-H, Moriwaki T (2010) Mirror finishing of co–Cr–Mo alloy using elliptical vibration cutting. Precis Eng 34:784–789
Prokic M (2004) Piezoelectric transducers modeling and characterization. MP Interconsulting, Switzerland
Amini S, Nazari MM, Rezaei A (2016) Bending vibrational tool for friction stir welding process. Int J Adv Manuf Technol 84:1889–1896
Amini S, Gollo AH, Paktinat H (2017) An investigation of conventional and ultrasonic-assisted incremental forming of annealed AA1050 sheet. The International Journal of Advanced Manufacturing Technology 90(5-8):1569-1578
Al-Budairi H, Lucas M, Harkness P (2013) A design approach for longitudinal–torsional ultrasonic transducers. Sensors Actuators A Phys 198:99–106
Babitsky V, Mitrofanov A, Silberschmidt V (2004) Ultrasonically assisted turning of aviation materials: simulations and experimental study. Ultrasonics 42:81–86
Khajehzadeh M, Razfar MR (2015) FEM and experimental investigation of cutting force during UAT using multicoated inserts. Mater Manuf Process 30:858–867
Amini S, Soleimanimehr H, Nategh M, Abudollah A, Sadeghi M (2008) FEM analysis of ultrasonic-vibration-assisted turning and the vibratory tool. J Mater Process Technol 201:43–47
Nan X, Xie L, Zhao W (2016) On the application of 3D finite element modeling for small-diameter hole drilling of AISI 1045 steel. Int J Adv Manuf Technol 84:1927–1939
Jaspers S, Dautzenberg J (2002) Material behaviour in conditions similar to metal cutting: flow stress in the primary shear zone. J Mater Process Technol 122:322–330
Iqbal S, Mativenga P, Sheikh M (2007) Characterization of machining of AISI 1045 steel over a wide range of cutting speeds. Part 2: evaluation of flow stress models and interface friction distribution schemes. Proc Inst Mech Eng B J Eng Manuf 221:917–926
Sowerby R, Chandrasekaran N (1984) The cold upsetting and free surface ductility of some commercial steels. J Appl Metalwork 3:257–263
Ceretti E, Lucchi M, Altan T (1999) FEM simulation of orthogonal cutting: serrated chip formation. J Mater Process Technol 95:17–26
Paktinat H, Amini S. Ultrasonic assistance in drilling: FEM analysis and experimental approaches. Int J Adv Manuf Technol 1–13
Amini S, Lotfi M, Paktinat H, Kazemiyoun M (2017) Characterization of vibratory turning in cutting zone using a pneumatic quick-stop device. Eng Sci Technol Int J 20:403–410
Markopoulos AP (2012) Finite element method in machining processes. Springer, Verlag London
Amini S, Kazemiyoun M (2014) Effect of ultrasonic vibrations on chip–tool contact zone in turning of AISI304. Mater Manuf Process 29:627–633
Groover MP (2007) Fundamentals of modern manufacturing: materials processes, and systems. Wiley, Hoboken
Tschätsch H (2010) Applied machining technology. Springer, Berlin
Author information
Authors and Affiliations
Corresponding author
Rights and permissions
About this article

Cite this article
Paktinat, H., Amini, S. Numerical and experimental studies of longitudinal and longitudinal-torsional vibrations in drilling of AISI 1045. Int J Adv Manuf Technol 94, 2577–2592 (2018). https://doi.org/10.1007/s00170-017-0893-x
Received:
Accepted:
Published:
Issue Date:
DOI: https://doi.org/10.1007/s00170-017-0893-x